

Пайка
волной припоя в наибольшей степени
пригодна для пайки штыревых
компонентов. Подавляющее большинство
печатных плат с металлизированными
монтажными отверстиями монтируются
посредством волновой пайки (рис. 2.3).
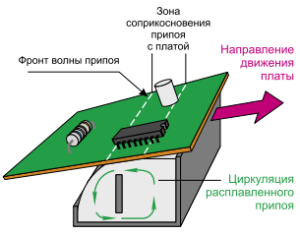
Принцип
метода состоит в том, что плата
прямолинейно проводится через
гребеньволны припоя. Волна припоя
Рис.2.3.
Схема пайки волной припоя
остается
свободной от окислов и шлаков
благодаря
постоянному обновлению поверхности.
Пайка волной припоя появилась 30 лет
назад и в настоящее время достаточно
хорошо освоена. Она применяется только
для пайки компонентов в отверстиях плат
(традиционная технология), хотя некоторые
изготовители утверждают, что с ее помощью
можно производить пайку поверхностно
монтируемых компонентов с несложной
конструкцией корпусов, устанавливаемых
на одной из сторон коммутационной платы.
Процесс пайки прост. Платы, установленные
на транспортере, подвергаются
предварительному нагреву, исключающему
тепловой удар на этапе пайки. Затем
плата проходит над волной припоя. Сама
волна, ее форма и динамические
характеристики являются наиболее
важными параметрами оборудования для
пайки. С помощью сопла можно менять
форму волны; в прежних конструкциях
установок для пайки применялись
симметричные волны. В настоящее время
каждый производитель использует свою
собственную форму волны (в виде греческой
буквы «омега», Z-образную, Т-образную
и др.). Направление и скорость движения
потока припоя, достигающего платы, также
могут варьироваться, но они должны быть
одинаковы по всей ширине волны. Угол
наклона транспортера для плат тоже
регулируется. Некоторые установки для
пайки оборудуются дешунтирующим
воздушным ножом, который обеспечивает
уменьшение количества перемычек припоя.
Нож располагается сразу же за участком
прохождения волны припоя и включается
в работу, когда припой находится еще в
расплавленном состоянии на коммутационной
плате. Узкий поток нагретого воздуха,
движущийся с высокой скоростью, уносит
с собой излишки припоя, тем самым разрушая
перемычки и способствуя удалению
остатков припоя.
Когда впервые появились коммутационные
платы, с обратной стороны которых
компоненты устанавливались на поверхность,
их пайка производилась волной припоя.
При этом возникло множество проблем,
связанных как конструкцией плат, так и
с особенностями процесса пайки, а именно:
непропаи и отсутствие галтелей припоя
из-за эффекта затенения выводов компонента
другими компонентами, преграждающими
доступ волны припоя к соответствующим
контактным площадкам, а также наличие
полостей с захваченными газообразными
продуктами разложения флюса, мешающих
дозировке припоя.
Пайка двойной волной припоя
Совершенствование конструкции платы
оказалось недостаточным для достижения
высокого уровня годных при традиционных
способах изготовления изделий с простыми
компонентами, монтируемыми на поверхность
обратной стороны плат. Потребовалось
изменить технологический процесс пайки
волной, внедрив вторую волну припоя.
Первая волна делается турбулентной и
узкой, она исходит из сопла под большим
давлением (рис. 1). Турбулентность и
высокое давление потока припоя исключает
формирование полостей с газообразными
продуктами разложения флюса. Однако
турбулентная волна все же образует
перемычки припоя, которые разрушаются
второй, более пологой ламинарной волной
с малой скоростью истечения. Вторая
волна обладает очищающей способностью
и устраняет перемычки припоя, а также
завершает формирование галтелей. Для
обеспечения эффективности пайки все
параметры каждой волны должны быть
регулируемыми. Поэтому установки для
пайки двойной волной должны иметь
отдельные насосы, сопла, а также блоки
управления для каждой волны. Установки
для пайки двойной волной рекомендуется
приобретать вместе с дешунтирующим
ножом, служащим для разрушения перемычек
из припоя.

Пайка двойной волной припоя применяется
в настоящее время для одного типа
коммутационных плат: с традиционными
компонентами на лицевой стороне и
монтируемыми на поверхность простыми
компонентами (чипами и транзисторами)
на обратной. Некоторые компоненты для
ТПМК (даже пассивные) могут быть повреждены
при погружении в припой во время пайки.
Поэтому важно учитывать их термостойкость.
Если пайка двойной волной применяется
для монтажа плат с установленными на
их поверхности компонентами сложной
структуры, необходимы некоторые
предосторожности:
- применять поверхностно монтируемые
ИС, не чувствительные к тепловому
воздействию; - снизить скорость транспортера;
- проектировать коммутационную плату
таким образом, чтобы исключить эффект
затенения.
Хорошо разнесенные, не загораживающие
друг друга компоненты способствуют
попаданию припоя на каждый требуемый
участок платы, но при этом снижается
плотность монтажа. При высокой плотности
монтажа, которую позволяет реализовать
ТПМК, с помощью данного метода практически
невозможно пропаять поверхностно
монтируемые компоненты с четырехсторонней
разводкой выводов (например,
кристаллоносители с выводами). Чтобы
уменьшить эффект затенения, прямоугольные
чипы следует размещать перпендикулярно
направлению движения волны. Трудно
паять двойной волной припоя транзистор
в корпусе 50Т-89, поскольку он имеет
довольно массивный центральный вывод,
что затрудняет его равномерное смачивание
припоем (и растекание припоя) по всей
поверхности.
Соседние файлы в предмете Полупроводниковые приборы
Что мы знаем о групповой пайке волной? При упоминании этого процесса у большинства предприятий в первую очередь возникают негативные ассоциации: пенный флюсователь флюсует всю нижнюю поверхность печатного узла; нужно загружать много припоя; с поверхности припоя необходимо удалять шлам; если речь о платах, на которых присутствуют SMD-компоненты на обеих сторонах узла, приходится разрабатывать защитные паяльные маски под каждый тип изделия, а это дорого и трудозатратно. И так далее и тому подобное. В силу этих и других соображений укрепилось представление, что групповая волна оправдана только на серийных проектах. Поэтому среди российских производителей, осуществляющих автоматизированный монтаж в отверстия, всё более проявляется склонность к технологии селективной пайки мини-волной, а классическая пайка волной всё чаще остается «за бортом».
В первой части рассматриваемой темы попробуем разобраться, насколько эта тенденция оправдана, рассмотрев оборудование для обоих техпроцессов и сравнив их по стоимости владения и производительности.
Олег Вахрушев — Глобал Инжиниринг, Россия.
Печатная версия статьи «Вторая жизнь технологии пайки волной – часть I»
представлена в журнале «Электроника: Наука I Технология I Бизнес» № 9 2021
Технология пайки штыревых компонентов волной припоя была разработана в Европе в 1950‑х годах и используется в основном для монтажа в отверстия компонентов, расположенных на одной стороне платы. В настоящее время в мире для пайки штыревых компонентов широко применяются две технологии — групповой пайки волной и селективной пайки мини-волной припоя, которая, в свою очередь, появилась сравнительно недавно — в 1990‑х годах. Существуют также такие экзотические процессы, как селективная пайка лазером или горячим газом.
- Оборудование для селективной пайки мини-волной
- Оборудование для групповой пайки волной
- Cравнение технологий групповой пайки волной и селективной пайки мини-волной
- Применение паяльных масок
- Выводы
- Процесс пайки
- Предварительный нагрев
- Ограничение использования
- Элементная база
- Компоновка печатного узла
- Геометрия контактных площадок
- Пайка групповым микропаяльником.
- Технологические этапы процесса волновой пайки
- Пайка двойной волной припоя.
Оборудование для селективной пайки мини-волной
В России оборудование селективной пайки мини-волной широко представлено автоматизированными установками немецких компаний SEHO и Kurtz Ersa, которые, в общем, имеют одинаковую идеологию построения.
Автоматы включают в себя три модуля: флюсования, предварительного нагрева и, собственно, пайки.
Модуль флюсования представляет собой каплеструйный электромагнитный флюсователь (рис. 1), который перемещается по плоскости и работает по принципу мелкодисперсного распыления. Флюс наносится только в область пайки вывода компонента с заданной дозировкой, что позволяет избегать загрязнения соседних компонентов и значительно снижать содержание флюсового тумана. Применяемый флюс должен удовлетворять следующим требованиям:
- тип флюса — спиртовой или на водной основе
- содержание твердых веществ не более 5%, что связано с диаметром калиброванного отверстия в форсунке распылителя, составляющим несколько десятков микрометров
Модуль предварительного нагрева (рис. 2) реализуется на базе нескольких кварцевых излучателей, работающих в ИК-диапазоне и располагающихся под печатной платой. Опционально оборудование может оснащаться ИК-излучателями также и с верхней стороны. Число одновременно включенных излучателей, мощность и длительность излучения регулируются программно. Целями предварительного нагрева являются:
- активация флюса для более интенсивного удаления окислов с паяемых поверхностей
- предотвращение термоудара печатной платы при пайке.
Основной модуль пайки — «сердце» всей установки. Рассмотрим его более подробно. Он представляет собой ванну с припоем, рассчитанную обычно на загрузку 15–20 кг, и прецизионного электромагнитного насоса, который обеспечивает стабильную высоту мини-волны. Пополнение ванны происходит в автоматическом режиме — с катушки проволочного припоя с диаметром проволоки 2 или 3 мм. Мини-волна формируется на так называемых волнообразователях (насадках), которые делятся на смачиваемые и несмачиваемые (рис. 3).
Смачиваемые насадки — это насадки, которые смачиваются припоем равномерно по всей их поверхности. Они позволяют осуществлять пайку штыревого компонента при перемещении мини-волны в любом направлении.
Внутри ванны припоя и вокруг волнообразователя создается защитная среда инертного газа — азота с чистотой 10–20 ppm (по остаточному кислороду). Наличие «шапки» из чистого азота позволяет снизить образование шлама в ванне с припоем, а также увеличить ресурс волнообразователя. При снижении чистоты азотной среды до 80–100 ppm обычно начинают возникать множественные дефекты паяных соединений, повышается расход припоя (так как увеличивается шламообразование) и сокращается срок службы волнообразователя (если применяется смачиваемый тип). Средний объем азота, потребляемого одной ванной припоя, составляет 2–4 м3/ч.
Средний ресурс работы волнообразователя смачиваемого типа в круглосуточном режиме работы (три смены по 8 ч.) на свинцовом припое составляет порядка 1–2 мес., после чего его необходимо менять. Пайка бессвинцовыми материалами, которые требуют большей рабочей температуры, чем свинцовые припои, и низкая чистота азота сокращают и без того небольшой ресурс работы волнообразователя, стоимость которого составляет от 150 до 250 долл. за штуку.
Для увеличения производительности установки селективной пайки мини-волной оборудуют комплектом из двух связанных между собой ванн припоя. Возможно также расширение до двух-трех таких комплектов в одной установке, то есть суммарно до шести ванн припоя, и более. Взаимосвязь между собой двух ванн, работающих в паре, может накладывать свои ограничения по минимальным и максимальным размерам групповой заготовки печатных плат и их количеству в заготовке.
Оборудование для групповой пайки волной
Оборудование групповой пайки волной в течение прошедших 70 лет не стояло на месте, а совершенствовалось и развивалось (рис. 4). Современные системы построены на тех же базовых принципах, что и установки селективной пайки мини-волной. Они включают в себя модуль флюсования, модуль предварительного нагрева и модуль пайки волной. Более прогрессивное оборудование позволяет проводить пайку в так называемом азотном туннеле. В этом случае расход азота составляет от 15 до 20 м3/ч.
Модуль флюсования представляет собой струйный распылитель — форсунку. На простых установках объем флюса регулируется вручную. В отличие от флюсователей на установках селективной пайки мини-волной, у большинства установок групповой пайки волной флюсование происходит по всей поверхности печатной платы или ее части, если пайка производится в технологических палетах со вскрытыми местами пайки. Но также существуют системы для селективного нанесения флюса, которые представляют собой отдельную единицу оборудования.
Модуль предварительного нагрева разбит на индивидуально программируемые зоны. Его длина может варьироваться от 0,8 до 3,3 м, что позволяет сформировать температурный профиль, необходимый для активации нанесенного на печатную плату флюса путем задания скорости конвейера, которая может достигать 2 м/мин и более. Современные установки групповой пайки волной (например, от компании SEHO) могут оснащаться нагревателями типа Pulsar, обладающими высокой плотностью энергии и быстрым откликом (рис. 5). Модуль пайки часто оснащается двойной волной припоя (двумя насадками). Различными комбинациями типов двух используемых насадок решаются разные задачи: пайка SMD-компонентов, монтаж многослойных плат большой толщины, пайка при высокой скорости конвейера и т. п. Если стоит задача за один проход припаять на волне и чип-компоненты, зафиксированные с помощью клея, и штыревые компоненты, то, как правило, используется комбинация насадок, формирующих ламинарную и турбулентную волны.
Волна создается нагнетанием расплавленного припоя крыльчаткой электродвигателя, частота вращения которого контролируется программно. Также установки пайки волной оборудуются системами автоматического измерения и корректировки высоты волны (рис. 6).
Насадки для пайки волной
Не углубляясь в детали, отметим, что насадок существует огромное множество. На рис. 7 приведены варианты насадок от компании SEHO.
Помимо хорошего внешнего вида галтелей штыревого монтажа, не стоит забывать и о качественном заполнении припоем монтажного отверстия, для чего при подготовке к пайке волной, кроме правильно подобранного флюса и качественного прогрева изделия, необходимо позаботиться о выборе подходящих насадок с учетом скорости конвейера над волной, требуемого времени контакта припоя с платой и прочих аспектов.
При пайке одного изделия (одной рамки-носителя) может быть настроено до 16 индивидуально программируемых секторов (рис. 8).
Виды флюсователей
Сегодня вряд ли можно найти на рынке установку для групповой пайки волной, оборудованную флюсователем пенного типа. Классическая установка имеет спрей-флюсователь (рис. 9), который наносит флюс снизу на всю поверхность печатной платы.
Однако отдельного внимания заслуживает внешний координатный флюсователь (рис. 10), выполняющий непрерывное селективное (избирательное) нанесения флюса в процессе движения изделия по конвейеру без его остановки.
Применение координатного флюсователя в совокупности с использованием паяльных масок — оснастки, обеспечивающей нанесение флюса и контакт волны припоя только в определенных областях печатной платы — позволяет уменьшить расходы флюса до 80%, а также существенно сократить частоту отмывки масок и рамок-носителей (оснастки).
Отметим, что термин «паяльная маска» широко используется для обозначения неудаляемых резистов на поверхности плат, в которых вскрыты окна над контактными площадками. В данной статье под паяльными масками (или просто масками) понимается именно оснастка для пайки волной. Подробнее паяльные маски рассмотрены в отдельном разделе статьи ниже.
Головки флюсователей серии SelectFlux (рис. 11) оборудованы насадками одновременно нескольких типов для решения широкого спектра задач.
Со скоростью селективного нанесения флюса могут быть связаны следующие опасения. На волне выгодно паять изделия с большим количеством точек пайки в пределах рамки-носителя, в которой может быть установлена одна или несколько плат. А при большом количестве точек пайки установка пайки волной будет простаивать, пока селективный флюсователь наносит флюс. Поэтому установки пайки волной продолжают комплектоваться встроенным флюсователем спрей-типа, благодаря чему всегда имеется возможность выстроить производственный процесс наиболее эффективным способом: когда точек пайки много и нужна максимальная производительность, плата проходит селективный флюсователь в режиме bypass, а нанесение флюса выполняется спрей-флюсователем; в противном случае применяется селективный флюсователь, а встроенный модуль флюсования проходится в режиме bypass.
Cравнение технологий групповой пайки волной и селективной пайки мини-волной
В табл. 1 приведен вариант расчета стоимости владения для технологии групповой пайки волной на примере оборудования компании SEHO.
Таблица 1.
Расчет стоимости владения для технологии групповой пайки волной на примере оборудования компании SEHO
(значения носят иллюстративный характер)
Обобщенное сравнение систем пайки волной и селективной пайки мини-волной с точки зрения стоимости владения приведено в табл. 2.
Таблица 2.
Обобщенные сравнительные данные для оценки стоимости владения оборудованием.
* – зависит от количества ванн припоя.
** – значения для работы в три смены по 8 ч.
*** – не учитывается настройка режимов: подбор скорости конвейера, настройки флюсователя и групповой волны.
При использовании оборудования селективной пайки от компании Kurtz Ersa необходимо также применять адипиновую кислоту и флюс-гель в шприцах, а для оборудования SEHO — УЗ-очистку и специализированные карандаши.
В табл. 2 не учтены затраты на так называемое азотное кольцо, которое применяется в некоторых установках селективной пайки (в частности, компании Kurtz Ersa). При работе в три смены его замена необходима каждые 2–3 мес., а его стоимость составляет порядка 300 долл.
Производительность
Сравнение ежедневных объемов выпуска электронных модулей на установке селективной пайки и групповой пайки волной приводится в табл. 3 на примере одного из ведущих производителей электроники в России.
Сравнение технологий по стоимости владения и производительности
Как видно из табл. 2, стоимость владения при применении селективной пайки мини-волной существенно выше. Эта технология требует периодической замены волнообразователей, обязательного наличия азота с чистотой 10–20 ppm, наличия у персонала квалификации для программирования оборудования. При этом табл. 3 показывает, что производительность систем пайки групповой волной более чем в два раза выше, чем у систем селективной пайки (в данном примере — с четырьмя ваннами) и практически не зависит от сложности печатного узла и от количества изделий на групповой заготовке.
Таблица 3.
Сравнительные данные для оценки стоимости владения оборудованием.
* – Установка селективной пайки на базе четырех ванн и четырех смачиваемых волнообразователей.
Так в чем же причина растущей популярности дорогих систем селективной пайки? Вызвана ли она желанием российских производителей электроники быть максимально гибкими? Где та грань, за которой стоит отдать предпочтение волновой пайке? И чем нужно руководствоваться отдавая предпочтение той или иной технологии?
Применение паяльных масок
Среди недостатков групповой пайки волной наиболее часто называется необходимость маскирования непаяемых областей печатной платы.
Давайте обратимся к конструкциям печатных плат, а именно — к расположению на них компонентов поверхностного монтажа и штыревых компонентов. Как правило, конструкторы печатных плат проектируют их, используя один из типов размещения компонентов, приведенных в табл. 4.
Таблица 4.
Типы размещения компонентов на печатных платах.
Последний тип — двусторонний смешанный с поверхностным монтажом с двух сторон — преобладает над остальными типами размещения компонентов.
Однако при групповой пайке волной таких печатных узлов возникают сложности. Компоненты поверхностного монтажа, расположенные со стороны волны, должны быть защищены от соприкосновения с ней, что, как правило, выполняется с помощью специальных маскирующих материалов. Нанесение таких материалов — достаточно времязатратная процедура. При селективной пайке подобная защита не требуется, и это, как было сказано ранее, часто становится аргументом в пользу этой технологии. Однако данный недостаток групповой пайки волной может быть устранен путем применения паяльных масок (рис. 12). Еще раз подчеркнем, что под паяльными масками здесь понимается не резист на поверхности платы, а специализированная оснастка.
Компания «Глобал Инжиниринг» предлагает использовать для этих целей новейший материал Durostone (Дюростон), представляющий собой армированный специальным волокном пластик и обладающий прекрасными электроизоляционными и термоизоляционными характеристиками. Из данного материала легко получить маски под все перечисленные в табл. 4 типы монтажа с гарантированной стойкостью 10 тыс. и более циклов контакта с волной припоя. Маски из материала Durostone подойдут для работы с крупно- и среднесерийными изделиями, а также сложными и теплоемкими печатными платами.
Когда печатная плата размещена на паяльной маске, сверху может находиться специализированная быстросъемная крышка, посредством которой могут удерживаться легкие штыревые компоненты. Существует большое количество приспособлений, позволяющих фиксировать компоненты с помощью данной крышки.
Применение групповой пайки волной с использованием защитных паяльных масок из материала Durostone позволяет достигать более высокого качества и повторяемости в сравнении с селективной пайкой мини-волной, в том числе при обработке теплоемких, массивных и габаритных плат по следующим причинам:
- поверхность соприкосновения с волной намного больше, чем у единичного сопла; как следствие, обеспечивается более эффективная передача тепловой энергии;
- установки пайки волной, как правило, имеют несколько зон преднагрева (с нагревом только снизу или в комбинации с модулями верхнего нагрева), поэтому возможен более эффективный прогрев плат за более короткий промежуток времени, а также регулирование прогрева путем варьирования скорости конвейера в зоне преднагрева;
- селективная пайка требует большего предварительного нагрева платы. При большом количестве точек пайки рабочие свойства флюса со временем вырабатываются, и его активность может снизиться, даже если в зоне пайки используется дополнительный нагрев сверху, не позволяющий плате остывать.
Также можно отметить, что с помощью рамки-носителя (рис. 13) с паяльной маской или без нее можно легко устранить проблему провисания крупногабаритного изделия или групповой заготовки. На правильно подобранной рамке при наличии в изделии технологических отверстий есть возможность обеспечить дополнительное крепление платы за счет верхней опоры типа «мостового крана». При размещении изделия на паяльной маске дополнительные приспособления для устранения провисания не требуются в принципе.
Выводы
Групповая пайка волной — хорошо отработанная технология для изготовления серийной продукции, обладающая более высокой производительностью и, в целом, меньшей стоимостью владения, чем селективная пайка мини-волной. Современное оборудование позволяет устранить проблему нанесения флюса на всю поверхность платы. Благодаря применению оснастки в виде паяльной маски также можно избежать необходимости в индивидуальном маскировании непаяемых областей, а современные материалы позволяют легко изготавливать паяльные маски для различных типов изделий. В то же время групповая пайка волной обладает преимуществами с точки зрения качества получаемых паяных соединений, в особенности при сборке массивных плат.
Всё это указывает на то, что данная технология, продолжая развиваться, остается предпочтительной для множества задач, прежде всего для серийного изготовления крупногабаритных и теплоемких печатных плат, в том числе смешанного монтажа.
Во второй части статьи рассмотрим более подробно организацию процесса групповой пайки волной с использованием современных решений.
Возврат к списку статей
Процесс пайки
При соприкосновении
металлических элементов платы с припоем
флюс вместе с продуктами реакции
вытесняется припоем, и он смачивает и
заполняет зазоры паяных узлов.
Для торможения
окисления расплавленного припоя его
поверхность защищают нагревостойким
маслом (арахисовым или пальмовым).
Однако после пайки приходится использовать
большие объемы растворителей, чтобы
смыть с платы остатки масла. В последнее
время масло стараются не использовать.
Его заменяют специальными раскислителями,
добавляемыми в припой.
Волна, ее форма и
динамические характеристики являются
наиболее важными параметрами оборудования
для пайки. С помощью сопла можно менять
форму волны. Каждый производитель
использует свою собственную форму
волны: Ω, λ, Z, Т-образные и др. Направление
и скорость движения потока припоя,
достигающего платы, также могут
варьироваться, но они должны быть
одинаковы по всей ширине волны. Угол
наклона транспортера для плат тоже
регулируется. Некоторые установки для
пайки оборудуются за участком прохождения
волны припоя горячим воздушным ножом,
который обеспечивает уменьшение
количества перемычек припоя. Узкий
поток нагретого воздуха, движущийся с
высокой скоростью, уносит с собой
излишки припоя, тем самым разрушая
перемычки и способствуя удалению
остатков припоя.
Предварительный нагрев
После флюсования
плата подогревается в первой зоне и
продувается горячим воздухом для
удаления растворителя флюса. При
перемещении во вторую зону подогрева
плата проходит над нагретой плитой или
инфракрасными излучателями. Это
подготавливает восстанавливающее
действие флюса и смягчает термоудар
расплавленным припоем волны.
Ограничение использования
Групповая пайка волной припоя, используемая при монтаже печатных плат – технология, хорошо зарекомендовавшая себя на протяжении многих лет. При помощи компрессоров в ванне с расплавленным припоем создаётся непрерывный поток — волна припоя, через который движется печатная плата с установленными на неё компонентами. При соприкосновении нижней части печатной платы с волной припоя происходит формирование паянных соединений.
Основное предназначение данной технологии — эффективная автоматизированная пайка разнотипных как SMD, так и ТНТ (выводных) компонентов. Для минимизации риска появления дефектов пайки волной — коротких замыканий и отсутствие паек — следует учитывать ряд факторов ещё на этапе разработки плат. Три принципа, на которых базируется данная технология: правильный выбор номенклатуры элементной базы, грамотная компоновка (дизайн) печатного узла и выбор правильной геометрии контактных площадок для компонентов на нижней стороне ПП.
Элементная база
Ограничения на использование тех или иных типов компонентов на нижней стороне ПП в случае использования пайки волной накладывает сам принцип данной технологии – формирование паяных соединений путём «омывания» компонентов и (или) их выводов расплавленным припоем.
Компоновка печатного узла
Сама конструкция ТНТ компонентов подразумевает соприкосновение с припоем в процессе пайки только выводов, через отверстия. Предпочтительное расположение ТНТ компонентов с несколькими рядами выводов — например DIP-микросхемы или разъёмы (особенно с количеством рядов 3 и более) – длинной стороной перпендикулярно фронту волны (параллельно направлению движения платы по конвейеру).
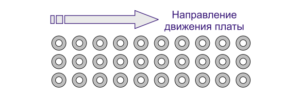
Это объясняется тем, что при выходе ряда близкорасположенных выводов из расплавленного припоя велика вероятность коротких замыканий из-за удержания припоя между выводами, благодаря действию силы поверхностного натяжения. В случае расположения рядов выводов вдоль направления движения платы происходит последовательный отрыв выводов от припоя, обеспечивается достаточный его дренаж и минимизация вероятности появления КЗ.
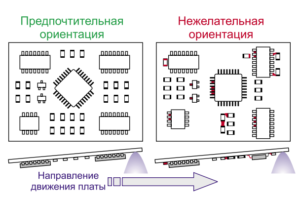
Основные принципы расположения SMD компонентов относительно фронта волны припоя — расположение микросхем с параллельными рядами выводов — длинной стороной вдоль направления движения платы (аналогично ТНТ микросхемам и разъёмам), квадратных корпусов (такие как QFP) — под углом 45 градусов, для обеспечения последовательного отрыва выводов от припоя и исключения эффекта затенения, компонентов с двумя выводами (например, Chip-резисторы или диоды в корпусе SOD) — длинной стороной параллельно фронту волны, для исключения эффекта затенения.
Нежелательно близкое расположение SMD компонентов друг к другу, особенно если они имеют разную высоту – это приводит к затенению контактных площадок корпусами соседних компонентов и, следовательно, препятствует пайке. Рекомендуется располагать пассивные компоненты на расстоянии 1-2 максимальной ширины корпуса смежных компонентов. Так же следует избегать близкого расположения выводов SMD, TНТ компонентов и открытых переходных отверстий – очень велика вероятность возникновения КЗ.
Геометрия контактных площадок
Пайка волной – это комбинация действия сил притяжения расплавленного припоя к смачиваемым поверхностям (открытые проводники, контактные площадки, выводы компонентов) и его отталкивания от несмачиваемых поверхностей, таких как паяльная маска или корпуса SMD компонентов. Если контактные площадки будут очень маленькими, либо расположены в «труднодоступных» областях ПП, то это затруднит доступ к ним припоя.
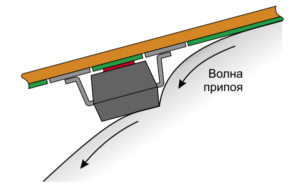
Благодаря действию сил отталкивания расплавленного припоя от поверхности ПП и корпуса компонента, мениск припоя, при его движении, не достаёт до контактной площадки, происходит, так называемый, эффект «затенения» контактной площадки и вывода SMD компонента собственным корпусом – пайки в этом случае не происходит. Единственным способом обеспечить доступ припоя к месту пайки в данном случае является увеличение размера контактной площадки в сторону от компонента.
При этом смачивемая поверхность КП как бы выносится из затенённой области и «втягивает» припой к выводу. Увеличенные размеры контактных площадок SMD компонентов являются фундаментальным фактором в надёжной и качественной пайке на волне. При выборе геометрии контактных площадок для SMD компонентов, в случае их пайки на волне, рекомендуется руководствоваться требованиями стандарта IPC-7351 Generic Requirements for Surface Mount Design and Land Pattern Standard, используя данные для уровня плотности A (Most Land Protrusion).
Еще статьи о монтаже печатных плат и пайке волной:
Пайка групповым микропаяльником.
Этот
способ является довольно эффективным
с точки зрения повышения производительности
процесса пайки планарных видов изделий
электронной техники. При таком способе
один или два паяльника паяют сразу все
выводы изделия. Кроме того, этот метод
позволяет получить паянные соединения
которые по внешнему виду и по физическим
свойствам никак не отличаются от
соединений паянных вручную.

Рис
2.3. Групповой
паяльник прямого нагрева с подачей тока
вдоль выводов.
На
этом рисунке приняты следующие
обозначения:
1.
диэлектрическое основание печатной
платы;
3.
выводы интегральной схемы;
5.
корпус интегральной схемы.
Соседние файлы в папке TEXT
Технологические этапы процесса волновой пайки
- входной
контроль собранного печатного узла; - вставление
платы в технологическую рамку,
выпрямляющую ее в плоскость и удерживающую
ее в этом состоянии до остывания;
- фиксация
технологической рамки с платой на
конвейере; - флюсование в
блоке флюсования установки; - первая
зона предварительного подогрева —
сушка флюса; - вторая зона
предварительного подогрева — подготовка
платы к термо¬удару расплавленным
припоем; - съем платы в
технологической рамке с транспортера
конвейера; - охлаждение платы
в технологической рамке; - изъятие платы из
технологической рамки; - передача платы
на отмывку от технологических
загрязнений.
Пайка двойной волной припоя.
Совершенствование
конструкции платы оказалось недостаточным
для достижения высокого уровня годных
при традиционных способах изготовления
изделий с простыми компонентами,
монтируемыми на поверхность обратной
стороны плат. Потребовалось изменить
технологический процесс пайки волной,
внедрив вторую волну припоя. Первая
волна делается турбулентной и узкой,
она исходит из сопла под большим давлением
(см рис 2.1.). Турбулентность и высокое
давление потока припоя исключают
формирование полостей с газообразными
продуктами разложения флюса. Однако
турбулентная волна все же образует
перемычки припоя, которые разрушаются
второй, более пологой ламинарной волной
с малой скоростью истечения. Вторая
волна обладает очищающей способностью
и устраняет перемычки припоя, а также
завершает формирование галтелей. Для
обеспечения эффективности пайки вса
параметры каждой волны должны быть
регулируемыми. Поэтому установки для
пайки двойной волной должны иметь
отдельные насосы, сопла, а также блоки
управления для каждой волны. Установки
для пайки двойной волной рекомендуется
приобретать вместе с дешунтирующим
ножом. служащим для разрушения перемычек
из припоя.
Пайка
двойной волной припоя (ДВП) применяется
в настоящее время для одного типа
коммутационных плат: с традиционными
компонентами на лицевой стороне и
монтируемыми на поверхность простыми
компонентами (чипами и транзисторами)
на обратной. Некоторые компоненты для
ПМК (даже пассивные) могут быть повреждены
при погружении в припой во время пайки.
Поэтому важно учитывать их термостойкость.
Если пайка двойной волной припоя
применяется для монтажа плат с
установленными на их поверхности
компонентами сложной структуры,
необходимы некоторые предосторожности:
- применять
поверхностно монтируемые ИС, не
чувствительные к тепловому воздействию; - проектировать
коммутационную плату таким образом,
чтобы исключить эффект
затенения.
Хорошо
разнесенные, не загораживающие друг
друга компоненты способствуют попаданию
припоя на каждый требуемый участок
платы, но при этом снижается плотность
монтажа. При высокой плотности монтажа,
которую позволяет реализовать ПМК, с
помощью данного метода практически
невозможно пропаять поверхностно
монтируемые компоненты с четырехсторонней
разводкой выводов (например,
кристаллоносители с выводами). Чтобы
уменьшить эффект затенения, прямоугольные
чипы следует размещать перпендикулярно
направлению движения волны. Трудно
паять методом ДВП транзистор в корпусе
SOT-89,
поскольку он имеет довольно массивный
центральный вывод, что затрудняет его
равномерное смачивание припоем (и
растекание припоя) по всей поверхности.
Рис
2.1.Схема
пайки двойной волной припоя.
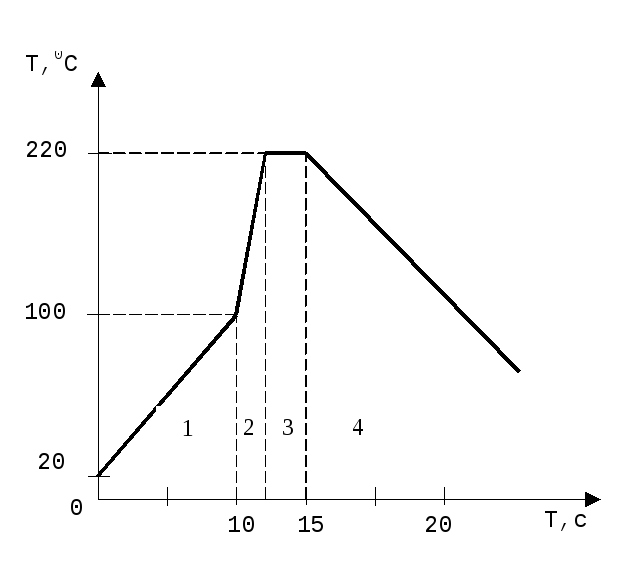
Рис
2.2.
Температурно-временной режим пайки
ДВП.







