

- Библиографическое описание
- Установка и пайка BGA компонентов на смонтированную плату
- Оборудование для установки, пайки и демонтажа BGA и типовая последовательность операций
- Флюсование / Нанесение паяльной пасты
- Дозирование паяльных паст
- Финишное покрытие платы
- Копланарность
- Установка BGA компонента на пасту
- Расположение термопар при термопрофилировании
- Заключение
- Ключевые слова
Библиографическое описание
Серегин, А. В. Альтернативные технологии пайки: парофазная пайка / А. В. Серегин. — Текст : непосредственный // Молодой ученый. — 2016. — № 21 (125). — С. 30-32. — URL: https://moluch.ru/archive/125/34718/ (дата обращения: 14.02.2023).
В данной статье рассмотрен тип печей оплавления паяльной пасты — парофазные печи. Проанализированы преимущества перед конвекционными печами оплавления. Описан принцип работы парофазных печей.
Одной из основных проблем при сборке и монтаже изделий является на ряду с нанесение паяльной пасты, и даже не точная установка элементов на их посадочные места, а правильно подобранный термопрофиль оплавления. Насыщенность современных электронных модулей компонентами различных габаритов, массы, теплоемкости, типокорпусов, свинцовые и бессвинцовые покрытия выводов, а также различные типы припойных паст предъявляет особые требования к печам оплавления. Основная проблема печей оплавления это температурный градиент в зоне нагрева. На первых однокамерных моделях она достигала 30–40 ºС. Инженеры компаний, производящих печи оплавления, шли на невероятные хитрости, чтобы обеспечить более или менее подходящий разброс температуры. Они увеличивали размеры печей до невероятных 6–7 и более метров, делали сотни сопел подачи и отвода горячего воздуха (технология называется MULTI-JET), до полутора десятков зон нагрева и охлаждения пытались совместить два способа нагрева конвекционный и инфракрасный, закачивать в печь инертные газы. Это позволило несколько улучшить ситуацию. Но в итоге предприятия, выпускающие электронные изделия столкнулись с другими проблемами:
- Стоимость печей оплавления не редко стала достигать половину от стоимости всего оборудования задействованного при сборке и монтаже изделий;
- Увеличение габаритных размеров и веса печи требует значительную модернизацию производственных помещений (укрепление полов, создание специальных разгрузочных окон большого размера, увеличение цеховых площадей, отвод большого количества тепла от работающий печи и т. д.);
- Длительное время выхода на рабочий режим. В некоторых моделях это время составляет около 30–40 минут;
- Большой расход электроэнергии (более 70 кВт/час);
- Увеличение сложности аттестационных работ (большое количество нагревателей и зон нагрева). Особенно это актуально для предприятий выпускающих изделий специального назначения.

Рис. 1. Пример конвекционной печи фирмы Ersa. Длина 6,4 м. Вес около 3 т. Количество рабочих зон 13. Потребляемая мощность 63 кВт
Парофазные печи лишены многих ранее перечисленных проблем. Энергопотребление их на порядок ниже, как и размеры. Благодаря действию обычных законов физики во время пайки в среде пара можно добиться абсолютных условий стабильности процесса. Отсутствует необходимость в подборе термопрофиля. Поэтому в Европе парофазная пайка становится все более популярной технологией. В парофазной пайке, известной также как конденсационная пайка, для нагрева печатных плат используется тепловая энергия, получаемая при переходе теплопередающей среды из газообразного состояния в жидкое. Конденсат скапливается на поверхности платы до тех пор, пока температура печатной платы не сравняется с температурой пара. Из-за высокой плотности пара и образования пленки жидкости на поверхности платы в результате конденсации весь процесс нагрева происходит в полностью инертной среде, лишенной кислорода. Количество передаваемого тепла прямо пропорционально количеству подаваемой тепловой энергии.
Ряд преимуществ парофазной пайки:
‒ процесс нагрева не зависит от формы, цвета, массы и распределения массы изделия;
‒ пайка без доступа кислорода и без использования инертного газа;
‒ фиксированная пиковая температура пайки;
‒ возможность настройки градиента температуры во время нагрева;
‒ снижение количества пустот в паяном соединении;
‒ минимальная разница температур компонентов во время пайки;
‒ невозможен перегрев или расслаивание печатной платы (ПП), повреждения компонентов, т. к. температура ПП никогда не превысит температуру кипящий жидкости;
‒ нет проблем при работе с многоуровневыми компонентами;
‒ на процесс пайки не влияет геометрия ПП и плотность монтажа;
‒ низкий расход электроэнергии благодаря высокой эффективности теплопередачи (мощность печи редко превышает 4 кВт);
‒ быстрая настройка рабочих параметров, по сути сводится просто к воду градиента температуры.
В полностью герметичной камере находится жидкость «медиум» при температуре 240 ºС, по сути это кипящий инертный фторуглеродный полимер. Эта жидкость химически инертная и безопасна с точки зрения охраны труда и окружающей среды. За счет нагрева этой жидкости создается пар. В этот пар помещается ПП с нанесенной паяльной пастой и установленными компонентами. Пары конденсируются на ПП, отдавая скрытую теплоту парообразования и тем самым нагревая ее. Когда температура ПП достигает температуры жидкости, процесс конденсации прекращается и нагрев заканчивается. В результате нанесенная паяльная паста оплавляется, формируя галтель припоя. Затем ПП извлекается и передается дальше по технологическому циклу. В результате полного замкнутого цикла от нагрева жидкости до конденсации ее расход обычно не превышает 1–2 грамм за рабочий цикл.
В современных парофазных печах имеется вакуумный модуль который включается сразу после оплавления припоя тем самым значительно снижая образование пустот в паяных соединениях еще до момента затвердевания. Особенно это актуально при бессвинцовых технологиях т. к. припои не содержащие свинец обладают гораздо меньшим смачиванием, что влечет образование микропустот в паяном соединении и скопление микропустот.
В заключение уместно сказать о недостатках парофазных печей:
‒ зависимость от производителя жидкости «медиум», нет отечественных аналогов;
‒ из-за особенностей технологического процесса сложно обеспечить высокую производительность печи.
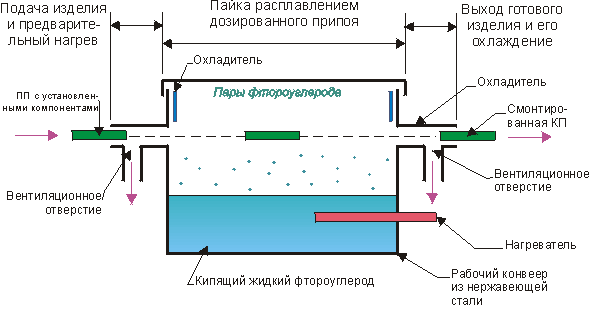
Рис. 2 Принцип работы парофазной печи.

Рис. 3 Внешний вид парофазной печи.
- Нинг-Ченг Ли. Технология пайки оплавлением, поиск и устранение дефектов: Поверхностный монтаж, BGA, CSP и Flip Chip технологии. ИД «Технологии», 2006 г., Москва. 392 с.
- Кравченко К. В. Технология поверхностного монтажа.
Основные термины (генерируются автоматически): печ, Принцип работы, MULTI-JET, время пайки, зона нагрева, монтаж изделий, нанесенная паяльная паста, паек, паяльная паста, паяное соединение, печатная плата, процесс нагрева, расход электроэнергии, температура.

Макеева, Е. А. Анализ температурного профиля пайки оплавлением / Е. А. Макеева. — Текст : непосредственный // Молодой ученый. — 2016. — № 28 (132). — С. 116-119. — URL: https://moluch.ru/archive/132/37095/ (дата обращения: 14.02.2023).
This article is devoted to analysis of problems arising in SMT Assembly during reflow soldering at each stage of the process. The causes of defects of soldered connections, recommendations on their elimination.
Key words: surface mount, defects, reflow soldering
Поверхностный монтаж печатных плат появился в 60-х годах XX века и получил широкое развитие в конце 80-х годов. Данная технология является наиболее распространенным на сегодняшний день методом конструирования и сборки электронных узлов на печатных платах. Основным ее отличием от «традиционной» технологии монтажа в отверстия является то, что компоненты монтируются на поверхность печатной платы, однако преимущества технологии поверхностного монтажа печатных плат проявляются благодаря комплексу особенностей элементной базы, методов конструирования и технологических приемов изготовления печатных узлов.
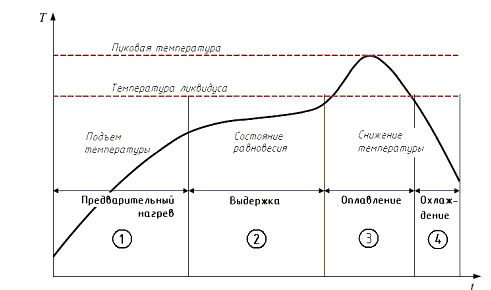
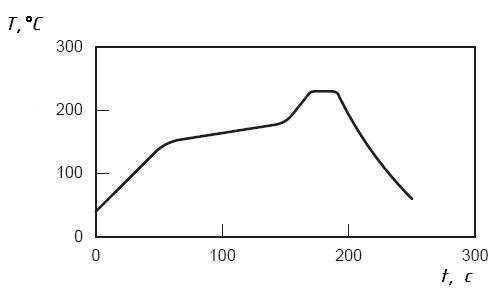
Рис. 1. Температурный профиль пайки оплавлением
Как видно из рисунка, температурный профиль состоит из четырех основных стадий: предварительный нагрев, стабилизация (зона температурного выравнивания), оплавление, охлаждение. Каждая из стадий оказывает влияние на результаты пайки и наличие дефектов.
Стадия предварительного нагрева.
Данный этап позволяет снизить тепловой удар на электронные компоненты и печатные платы. В процессе предварительного нагрева происходит испарение растворителя из паяльной пасты.
При использовании паяльных паст для «свинцовой» технологии (на основе сплавов Sn62/Pb36/Ag2 и Sn63/Pb37) предварительный нагрев рекомендуется осуществлять до температуры 95–130 °С, скорость повышения температуры для традиционного профиля 2–4 °С/с, для нового — 0,5–1 °С/с.
Дефекты, возникающие на стадии предварительного нагрева
Стадия стабилизации позволяет активизировать флюсующую составляющую и удалить избыток влаги из паяльной пасты. Повышение температуры на этой стадии происходит очень медленно. Стадию стабилизации также называют стадией температурного выравнивания, так как эта стадия должна обеспечивать нагрев всех компонентов на плате до одинаковой температуры, что предотвращает повреждение компонентов за счет теплового удара.
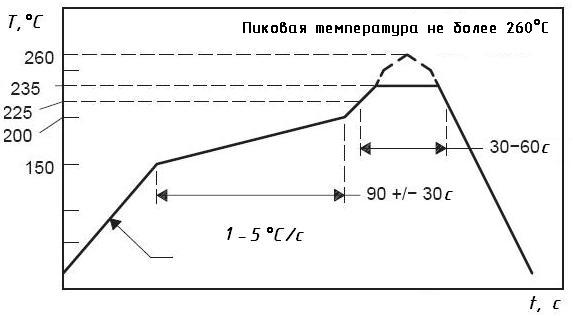
Максимальная активация флюса происходит при температуре около 150 °С. Рекомендуемое время стабилизации для традиционного профиля составляет 90–150 с. В новом профиле время стабилизации 30 с считается достаточным. В конце зоны стабилизации температура обычно достигает 150–170 °С.
На стадии оплавления температура повышается до расплавления припоя пасты и происходит формирование паяного соединения.
Для образования надежного паяного соединения максимальная температура пайки должна на 30–40 °С превышать точку плавления паяльной пасты и составлять 205–225 °С (на плате). Время, в течение которого печатная плата находится выше точки плавления (179–183 °С), должно быть в пределах 30–90 с, предпочтительно не более 60 с. Скорость повышения температуры в зоне оплавления должна составлять 2–4 °С/с.
Для обеспечения максимальной прочности паяных соединений скорость охлаждения должна стремиться к максимально допустимой. Рекомендуемая скорость охлаждения 3–4 °С/с до температуры ниже 130 °С. В результате нарушения температуры и времени охлаждения могут возникнуть дефекты, представленные в таблице 2.
Дефекты, возникающие на стадии охлаждения
Профиль пайки разрабатывается на основе анализа механизмов возникновения дефектов для оптимизации эффективности пайки. Медленное нарастание температуры желательно для минимизации расползания паяльной пасты, образования перемычек, эффекта надгробного камня, сдвига компонентов, капиллярного затекания припоя на вывод, образования перемычек, образования бусинок припоя, образования шариков припоя и растрескивания компонентов. Минимальная продолжительность стадии стабилизации снижает вероятность появления пустот, плохого смачивания, образования шариков припоя и отсутствия контакта. Медленное охлаждение уменьшает вероятность отслоения припоя или контактных площадок.
Таким образом, оптимальный профиль требует медленного нарастания температуры до 180 °С, дальнейшего нарастания температуры до 186 °С примерно за 30 с, затем быстрого повышения температуры до 220 °С и интенсивного охлаждения.
- Нинг-Ченг Ли. Технология пайки оплавлением, поиск и устранение дефектов: поверхностный монтаж, BGA, CSP и flip chip технологии. — М.: ИД «Технологии», 2006 г., 392 с.
- Архипов А. В. Технологии поверхностного монтажа: электрон. учеб. пособие — Самара, 2011 г., 85 с.
Основные термины (генерируются автоматически): медленное нарастание температуры, паяльная паста, предварительный нагрев, капиллярное затекание припоя, образование перемычек, образование шариков припоя, одинаковая температура, печатная плата, плавление припоя, поверхностный монтаж.
Установка и пайка BGA компонентов на смонтированную плату
В конструкциях современной электроники печатные платы с BGA компонентами давно получили широкое распространение благодаря очевидным конструктивным и технологическим достоинствам этого типа корпусов. В данной статье подробно рассматривается установка и пайка BGA компонентов на уже смонтированную плату, так как именно такой вариант техпроцесса вызывает, как правило, наибольшие трудности при производстве электроники и ее восстановлении и ремонте. Также рассмотрены конструкции применяющихся для этой цели трафаретов и нанесение пасты дозированием, приведены сведения по установке термопар, описаны некоторые особенности реализации операции пайки волной после установки BGA компонентов. Приводятся также не вошедшие в другие публикации портала дополнительные сведения по платам и их финишным покрытиям, пастам, флюсам и операции пайки BGA компонентов оплавлением. Тема восстановления шариковых выводов BGA компонентов обсуждалась в соответствующей статье портала ЭЛИНФОРМ «Реболлинг BGA компонентов: технология и оснастка для восстановления шариковых выводов».
Оборудование для установки, пайки и демонтажа BGA и типовая последовательность операций
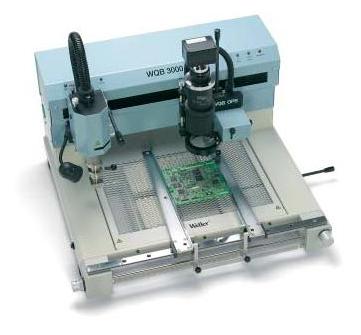
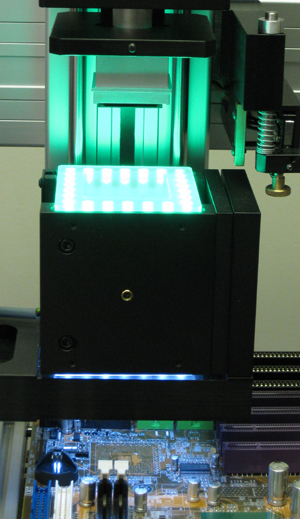
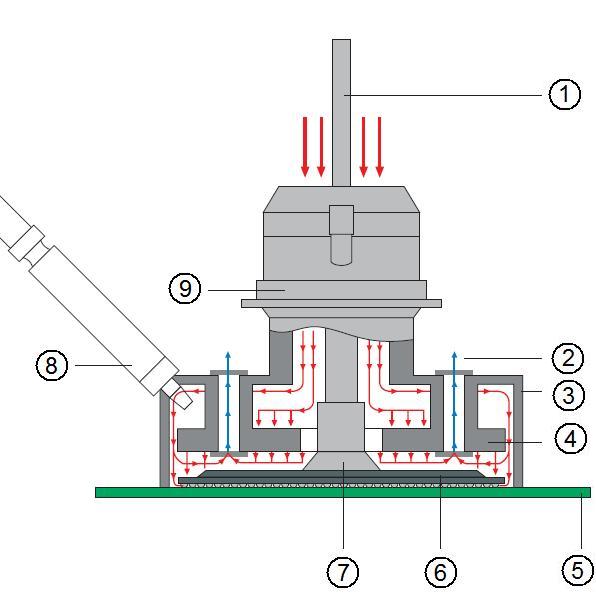
Рассмотрим более подробно работу комбинированных систем, выполняющих полный комплекс задач по монтажу и демонтажу BGA компонентов. Такие специализированные системы (рис. 1), в общем случае, включают в себя держатель платы, устройство предварительного нагрева, вакуумный захват, головку пайки (последние два узла могут быть совмещены), блок программирования и, опционально, оптическую систему точного совмещения компонента и посадочного места на плате с монитором для контроля совмещения, мониторинга процесса пайки и реализации дополнительных функций.


Типовой процесс установки и пайки BGA компонента на такой системе выглядит следующим образом:
- Выбирается требуемый температурный профиль оплавления из библиотеки системы, либо производится ручная настройка/коррекция параметров. Плата устанавливается в специальный держатель и фиксируется в нем. В случае отработки или необходимости мониторинга термопрофиля производится установка одной или нескольких термопар.
- Перед установкой компонента осуществляется нижний подогрев платы с помощью, как правило, ИК-нагревателя. Существуют системы с двухзонным нагревом: меньшая мощность для небольшой по площади зоны нагрева и бо́льшая – для более крупной. В ряде систем применяется конвективный предварительный нагрев.
- В адаптер головки устанавливается требуемое сопло, и производится захват BGA компонента из технологической упаковки. В комплект поставки установок монтажа и пайки BGA входят сопла под различные типоразмеры компонентов. Пример сопел приведен на рис. 2. Существуют системы, где захват компонента происходит из специального регулируемого гнезда, куда компонент помещается перед захватом.

300 мкм слоем наносимого материала (рис. 3).
Возможен и другой вариант совмещения (рис. 6) – до захвата компонента изображение посадочного места на плате совмещается на экране монитора с позиционирующей рамкой компонента, выбранного из базы данных системы, при помощи перемещения держателя платы по осям X, Y. Затем компонент захватывается, и его изображение также совмещается по осям X, Y и углу θ с рамкой его корпуса, генерируемой системой на экране монитора.
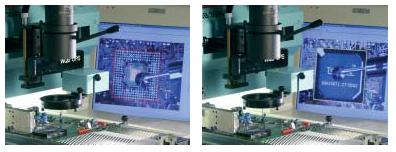
Также существует вариант совмещения со специальными шаблонами без использования камеры (рис. 7). В этом случае на плате размещается специальный шаблон, точно совмещается с посадочным местом компонента на плате и фиксируется на ней. Затем в него вручную устанавливается компонент, который с помощью своих шариковых выводов точно центрируется в шаблоне. Затем вакуумный захват поднимает компонент с шаблона, после чего он может быть убран с поверхности платы.

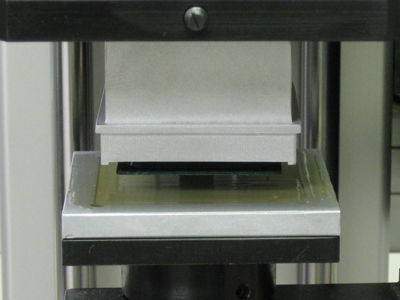
- С помощью прецизионного привода перемещения по оси Z, компонент устанавливается на плату с контролируемым усилием, которое в большинстве систем настраивается и может быть сведено практически к нулевому. Если компонент устанавливается с помощью сопла с совмещенным вакуумным захватом, то сразу начинается процесс пайки, возможен также вариант, когда вакуумный захват снимается, и опускается сопло конвективной пайки.
- Начинается процесс пайки по заданному термопрофилю. Пайка производится, как правило, с помощью принудительной конвекции во внутреннем объеме сопла, закрывающего установленный компонент. Схема потока газа в сопле приведена на рис. 8. Обеспечивается управление скоростью потока нагретого газа и контроль температуры с замкнутой обратной связью. Пайка проводится в воздушной или инертной азотной среде. После окончания фазы охлаждения сопло снимается с компонента, и процесс завершается.
Предварительный демонтаж компонента, в случае необходимости, осуществляется сходным образом, с применением такого же термопрофиля, как и при пайке.
Флюсование / Нанесение паяльной пасты
Флюс необходим для удаления окислов при пайке не только с поверхности контактной площадки, но и с поверхности шарикового вывода, где они могли образоваться вследствие проведения сушки в неинертной атмосфере, термотренировки либо длительного хранения BGA корпусов.
Тем не менее, ряд производителей утверждает, что, так как шариковый вывод состоит из эвтектического либо близкого к эвтектическому сплава, он полностью оплавляется в процессе пайки, и добавление дополнительного объема к нему за счет относительно небольшого количества пасты на контактных площадках не является обязательным. Шарики диаметром 30 mil (
Однако нанесение чрезмерно большого объема паяльной пасты при использовании более толстых трафаретов и/или апертур большего диаметра потенциально могут привести к образованию пустот в паяном соединении, особенно в сочетании с высокими скоростями подъема температуры в профиле оплавления и применением быстро испаряющихся флюсов. Пустоты образуются в процессе испарения флюса и задержки летучих веществ в объеме паяного соединения. Они формируются в нижней части соединения, у платы, но благодаря эффекту плавучести перемещаются в область соединения вывода с корпусом компонента.
Для нанесения пасты при ремонте сборки или установке отдельных BGA компонентов, когда уже смонтированные на плате компоненты делают невозможным применение полноразмерного металлического трафарета, применяют три основных вида трафаретов – традиционные металлические, гибкие полимерные и полиимидные несъемные.
Дозирование паяльных паст
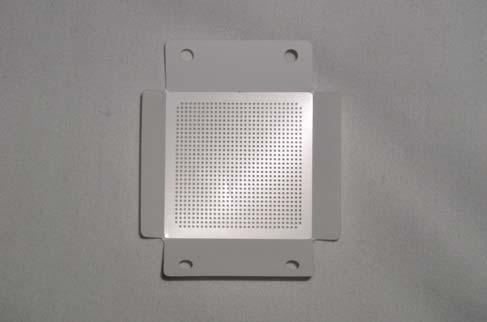
При ручном нанесении пасты для установки BGA через металлический ремонтный трафарет (рис. 9), он должен быть точно совмещен с контактными площадками платы, затем жестко зафиксирован каким-либо образом, чтобы не допустить его смещения в процессе нанесения пасты и обеспечить плотное прилегание к поверхности платы, после чего с помощью ракеля наносится паста, и трафарет снимается с платы.

Большое значение в данном случае имеет опыт и квалификация оператора, так как обеспечение точного совмещения и плотного прилегания трафарета, подержания равномерной скорости движения и требуемого давления ракеля, а также аккуратное снятие трафарета с платы в этом случае полностью возлагается на него. Существуют механизированные приспособления с многозвенным манипулятором, предназначенные для крепления трафарета и нанесения пасты (рис. 10). Такая оснастка включает в себя устройство натяжения минитрафарета и микролифт для точного отделения его от платы после нанесения пасты.


0,61 мм) и диаметра шариковых выводов 0,030 дюйма (
0,76 мм) следует применять трафарет толщиной 150 мкм с размером апертуры 0,028 дюйма (
0,71 мм). (шаг 1 мм – апертура 0,5 мм при толщине 0,15 мм).
Пленочные трафареты
Существенным преимуществом съемных и несъемных пленочных трафаретов является возможность подрезки в случае, когда их размещению мешают конструктивные элементы сборки, что невозможно для металлических трафаретов. Однако вручную точное совмещение проще выполнять, напротив, с металлическими трафаретами, хотя и любой трафарет с обратной клеевой стороной позволяет переклеить его в случае неудачного размещения.
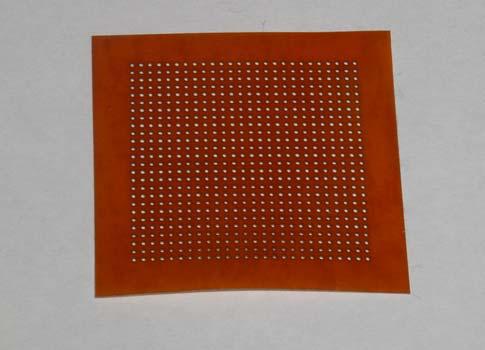
Так как трафареты являются самоклеющимися, отсутствует надобность в фиксирующей пленке или ленте. Клеевое уплотнение вокруг каждой контактной площадки BGA препятствует затеканию пасты под трафарет при ее нанесении. В противоположность металлическим трафаретам, при наличии локальных искривлений платы гибкий клеящийся трафарет будет плотно прилегать к ее поверхности, повторяя форму изгиба. Наличие отогнутых бортиков по четырем сторонам трафарета препятствует возможному загрязнению поверхности платы паяльной пастой при ее избыточном нанесении или неосторожном перемещении ракеля. Такой трафарет является одноразовым и, таким образом, не требует очистки. Если существует необходимость в его повторном использовании, то оно, как правило, допускается производителем, при этом следует учитывать, что очистка с помощью растворителя любого типа вызовет потерю части клеящего слоя. Также допускается более низкая квалификация оператора, чем при работе с металлическими трафаретами. Внешний вид и состав ремонтного набора приведен на рис. 13.


- Выбрать необходимый типоразмер трафарета и отогнуть предварительно отформованные бортики.
- Снять защитную пленку с нижней поверхности трафарета, открыв клейкий слой.
- Точно установить трафарет на плату, держа его за бортики. При неправильной установке трафарет допускает повторное позиционирование.
- Нанести паяльную пасту, используя подходящее лезвие ракеля из набора. Так как вокруг каждой контактной площадки есть клеевое уплотнение, для окончательного заполнения апертур можно использовать столько проходов ракеля, сколько необходимо, не опасаясь выдавливания пасты за пределы площадок с нижней стороны трафарета.
- Снять трафарет выбросить или отложить для повторного использования.







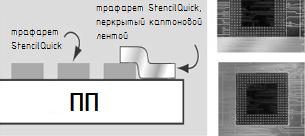
Ремонтные трафареты StencilQuick™ изготавливаются с помощью лазерной резки из антистатической полиимидной пленки с покрытием обратной стороны клеем, устойчивым к действию высоких температур, и наложением съемной покровной пленки/бумаги.
Апертуры трафарета соответствуют контактным площадкам на ПП и определяют те области на ней, куда должна быть нанесена паяльная паста или пастообразный флюс. Как утверждает компания-разработчик, после нанесения пасты BGA компонент может устанавливаться на плату с таким трафаретом вручную без применения специального оборудования с системой технического зрения, достаточно лишь приобрести определенный навык.
- снять дефектный компонент;
- удалить остатки припоя с посадочного места на плате под установку нового компонента с помощью плетенки или инструмента для отсоса припоя;
- очистить поверхность платы;
- удалить покровную пленку с обратной части трафарета StencilQuick;
- осуществить совмещение трафарета с контактными площадками платы вручную, ориентируясь на диагонально расположенные площадки и не прилагая давления к трафарету; убедиться, что площадки располагаются по центру апертур;
- прижать трафарет к плате для активации клея; перед прижатием убедиться в точном совмещении контактных площадок и апертур трафарета;
- наклеить каптоновую ленту по периметру посадочного места с перекрытием внешнего контура трафарета;
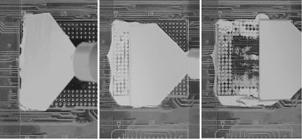
- нанести паяльную пасту ракелем, аккуратно заполнив все апертуры трафарета;
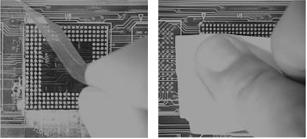
- удалить маскирующую пленку, которая была нанесена по периферии трафарета;
- стереть избыточно нанесенную пасту с верхней части трафарета StencilQuick с помощью безворсового материала;
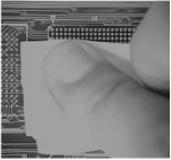
- осторожно разместить правильно подготовленный компонент, совместив выводы или шарики с заполненными пастой апертурами; приобретя минимальный опыт, оператор научится «ощущать» момент попадания шариковых выводов в апертуры несъемного трафарета (рис. 18);
- произвести пайку оплавлением.









Финишное покрытие платы
Для достижения хороших результатов пайки BGA компонентов важно использовать покрытие контактной площадки, обеспечивающее хорошую плоскостность и паяемость. Среди наиболее широко применяющихся покрытий такими свойствами обладают органическое покрытие (OSP) и химический никель/иммерсионное золото (ENIG).
Для золота существуют разнообразные методы нанесения покрытия: химического восстановления или электролитические, однако только ENIG-процесс является самоограничивающимся. Толщина электроосажденного золота может на порядок превосходить толщину покрытия, полученного с помощью ENIG-процесса. Для предотвращения охрупчивания паяного соединения вследствие избыточного весового содержания золота рекомендуется применять только ENIG-процесс.
2,4 мм). Печатные платы с меньшей толщиной следует применять после оценки результатов сборочного процесса и тестирования изделия заказчиком или контрактным производителем. С другой стороны, печатные платы с толщиной, превышающей указанную, могут иметь пониженную надежность при долговременных циклических температурных нагрузках.
Копланарность
Максимально допустимое отклонение от копланарности выводов, согласно стандарту JEDEC, составляет 0,15 мм независимо от размера корпуса и количества выводов. Копланарность определяется в стандарте как максимальное расстояние между самым выступающим шариковым выводом и посадочной плоскостью, которая определяется тремя выводами, на которые опирается корпус в случае его посадки на идеальную плоскость. Любые отклонения от копланарности являются следствием двух факторов: короблением подложки/платы и различием расстояний между поверхностью КП и шариковыми выводами корпуса. Первый фактор вносит наибольший вклад в отсутствие копланарности, в то время как высота шариковых выводов обычно относительно равномерна. При комнатной температуре обычный PBGA корпус имеет изгиб, направленный вверх, так что корпус размером 27 х 27 мм с 225 выводами, в наихудшем случае имеет некопланарность выводов на уровне около 4 mil (
Установка BGA компонента на пасту
В принципе, для установки и пайки BGA компонентов могут применяться все основные виды флюсов:
- среднеактивированные канифольные (RMA);
- водосмываемые на основе органических кислот (OA);
- не требующие отмывки (no-clean).
Тип флюса Достоинства Недостатки
RMA Стабильность химического состава. Хороший свойства при пайке. Необходимость в растворителе или омыляющем реагенте для отмывки.
OA Отмывка водой. Очень легко отмывается. Чувствительны к влажности: малый срок годности при хранении и время жизни в ванне для отмывки. Тенденция к образованию шариков припоя. Вода вымывает свинец в отработанный раствор.
no-clean Нет необходимости в техпроцессе, оборудовании и материалах для отмывки. Нет проблем с утилизацией или рециркуляцией стоков. Может оставаться видимый налет.
Обычно при установке BGA используют пасту с флюсом, не требующим отмывки либо водосмываемым, на основе эвтектического сплава 63Pb/37Sn (температура ликвидуса 183°С) либо близкого к эвтектике с добавлением серебра – 63Sn/36Pb/2Ag (179°С), что обеспечивает более высокую усталостную прочность и бо́льшую однородность структуры паяных соединений. Большинство производителей компонентов предлагают в спецификациях типовой профиль оплавления для пайки своих компонентов.
Как правило, BGA компоненты не требуют специальных паст для пайки оплавлением. Тем не менее, многие производители паяльных материалов разрабатывают специальные пасты с низким уровнем образования пустот, которые также могут применяться и при пайке компонентов, отличных от BGA.
Если установка компонентов производится на автоматизированном оборудовании, то благодаря тому, что поле допуска на расположение матрицы шариковых выводов от граней корпуса достаточно мало (≤75 мкм) по сравнению с величиной шага выводов, установка может производиться по контуру корпуса подобно установке чип-компонентов. Современные системы центрирования на основе лазеров или камеры нижнего обзора осуществляют центрирование непосредственно по матрице выводов и могут во многих случаях распознавать отсутствие шариков в матрице, а в некоторых случаях и определять копланарность выводов в режиме реального времени. Иногда для установки используется распознавание только внешних рядов шариковых выводов.
Зоны Характеристика протекающих процессов Окно параметров/Ограничения
Предварительный нагрев Начальный нагрев выводов/компонента Пиковая температура 1–3 °C/с 100–140 °C 1,5–3 °C/с 120–140 °C
Выдержка Удаление растворителей и активация пасты Время выдержки 120 –170 °C 120 с 120 –170 °C 60 – 180 с
Оплавление Время нахождения при температуре больше 183°С Максимальная температура корпуса компонента 45 – 120 с 205 – 225 °C 220 °C макс. 60 – 90 с 220±5 °C макс.
Охлаждение Скорость охлаждения 2 –3 °C/c 2 –3 °C/c
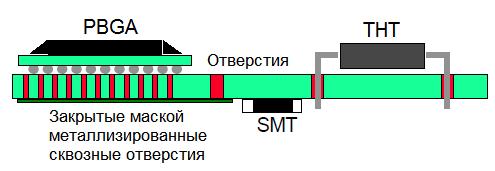
При выполнении последующей пайки волной рекомендуется избегать повторного оплавления паяных соединений BGA компонентов. Компоненты PBGA обладают малой теплоемкостью и быстро нагреваются, ситуацию усугубляют многочисленные сквозные металлизированные отверстия под проекцией корпуса (рис. 21). При нагреве только снизу может произойти коробление PBGA компонента. Эти и другие причины могут привести к образованию открытых паяных соединений (рис. 22).

- оптимизировать операцию пайки волной с тем, чтобы компонентам BGA передавалось минимальное количество теплоты;
- блокировать подачу припоя к BGA компонентам, применяя специальную паллету для пайки волной;
- блокировать передачу теплоты к BGA компонентам, покрывая нижнюю часть платы со сквозными металлизированными отверстиями паяльной маской (следует отметить, что это нежелательно с точки зрения последующего тестирования, если в этом месте располагаются контрольные точки);
- использовать корпуса с расположением рядов выводов по периметру корпуса и не имеющих отверстий, расположенных ближе 5 мм к контактным площадкам шариковых выводов;
- наносить на область BGA компонента каптоновую ленту (нежелательная ручная операция);
- перепроектировать плату с целью применения только поверхностно монтируемых компонентов;
- использовать другие методы пайки THT компонентов, в частности, селективную пайку.
Расположение термопар при термопрофилировании
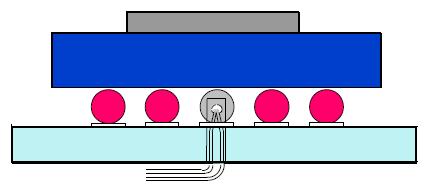
Альтернативным методом более надежного крепления термопары является удаление с помощью плетенки центрального шарика и последующее крепление наконечника термопары высокотемпературным припоем или теплопроводящим эпоксидным компаундом. Также для крепления термопары, в особенности для керамических (CBGA) компонентов, успешно может применяться сверление компонента сверху или платы снизу. В этом случае последовательность действий следующая (рис. 23):
- плата сверлится через контактную площадку в центре посадочного места под компонент, устанавливаются прочие компоненты, и производится их оплавление обычным способом,
- используя то же самое сверло, производится сверление шарикового вывода на глубину около 0,5 мм,
- термопара крепится в центре вывода с использованием небольшого количества теплопроводящего эпоксидного компаунда.
Заключение
Конечно, в рамках небольшой статьи не представляется возможным осветить все аспекты, связанные с BGA компонентами. За рамками рассмотрения остались такие вопросы, как конструирование плат под BGA компоненты, работа по бессвинцовой и смешанной технологии, нанесение материалов под корпус, контроль и отмывка. В дальнейших статьях цикла, освещающего вопросы работы с BGA компонентами, портал ЭЛИНФОРМ планирует обязательно вернуться к их обсуждению.
Ключевые слова
дефекты,
поверхностный монтаж,
пайка оплавлением
поверхностный монтаж, дефекты, пайка оплавлением



