

Бура – это порошок, который добавляется в так называемые высокотемпературные флюсовые смеси для пайки металлических изделий. Температура плавления буры довольно высокая – 700 – 900°С.
Бура для пайки очень удобна в техническом использовании, все ее свойства хорошо известны, удобны и описаны в специальном регулирующем документе – ГОСТе 8429-77.
Бура, представляющая собой соль, в состав которой входит слабая борная кислота и сильное основание, имеет и научное название – декагидрат тетрабората натрия. При помощи этого вещества, используемого в качестве флюса, выполняется пайка таких металлов, как сталь, чугун, медь и ее сплавы. При этом для такой пайки используются среднеплавкие припои, основу которых могут составлять медь, латунь, серебро и золото.
При расплавлении буры, что происходит при достаточно высокой температуре, поверхности соединяемых деталей очищаются, а окислы, которые на них присутствуют, растворяются в разогретом флюсе. В процессе выполнении пайки, для которой используется такой тугоплавкий флюс, как бура, соответствующая требованиям ГОСТа 8429-77, образуются соли, кристаллизирующиеся на поверхности формируемого соединения. После завершения технологической операции соляной налет необходимо удалить.
Требования ГОСТа к составу флюса на основе буры
Чтобы получить из буры борный флюс, которым можно пользоваться при пайке деталей из меди, чугуна, стали и других металлов, данное вещество необходимо смешать с борной кислотой в пропорции 1:1. Полученную смесь тщательно перетирают в фарфоровой емкости, а затем выпаривают лишнюю жидкость, чтобы получить сухой остаток, в который добавляют фтористые и хлористые соли. По такой технологии получают активные флюсы, позволяющие выполнять качественную пайку деталей из различных металлов.
ГОСТ 8429-77 Бура. Технические условия
- Разновидности состава флюса
- Состав и физико-химические свойства
- Популярные фирмы и марки
- Как готовится флюс с бурой?
- Достоинства применения буры в работе с металлами
- Как подобрать флюс
- Факторы качественного флюса
- ВОЗМОЖНО ВАМ БУДЕТ ИНТЕРЕСНО
- ОписаниеПравить
- КлассификацияПравить
- Флюсы для алюминиевых сплавов
- Флюсы для пайки нержавеющих сталей
- СсылкиПравить
- Основные характеристики
- Пайка элементов из меди
- Подготовка инструмента и материала
- Советы и рекомендации
- Бура для пайки
- Преимущества буры для пайки
- Недостатки
- Технические характеристики
- Как используется бура для пайки
- Как пользоваться бурой при спаивании материалов друг с другом
- Отрицательные стороны
- Основные виды
- Состав бура и его химические свойства
- Технология пайки
- Производители
Разновидности состава флюса

В тех вариантах, когда осуществляется пайка деталей из меди, для равномерного распределения припоя по месту предполагаемого соединения, а также для очистки металлической поверхности от хлористого цинка, соляной и борной кислоты, грязи, пыли, применяют флюс. Благодаря этому появляется защита от молекул кислорода, находящихся в воздухе. В качестве флюса могут использоваться материалы, богатые воском, смолой, канифолью.
Очень важно верно подобрать флюс. Для этого нужно учесть типы металлического состава, припоев, температурного режима нагревания. Различают три основных вида флюсов.
- Антикоррозийный флюс. Это вещество, в состав которого входит фосфор и специальные растворители. Благодаря взаимодействию эти вещества дают органическое соединение. Преимущество данного флюса в том, что после пайки нет необходимости в применении дополнительных очистителей.
- Золотой флюс. В состав этого вещества входит большое число составляющих. Состав готовится из салициловой кислоты, золота, этилового спирта, вазелина. Шов при пайке с использованием такого состава отличается ровной и аккуратной формой.
- Активировочный флюс. Сюда можно ввести буру и канифоль. Температура плавления буры 700 °С. Кроме того, при пайке не происходит выделения вредных веществ в воздух. Эти флюсы можно приготовить самим. Для этого смешиваются части между: канифолью, анилином, салициловой кислотой, ангидридом, диэтиламином.
Флюс надёжно предохраняет расплавленный металл от реакции с кислородом воздуха, поэтому такие соединения отличаются качественными швами. От того, что поверхность металла покрыта шлаками, кристаллизация проходит с повышенной скоростью. Следствием чего является отсутствие включений и пор. Единственным недостатком пайки с использования флюса это растекающаяся консистенция расплавленного металла.
- После применения образуется налет солей, которые необходимо счищать механическим методом;
- Требуется выбирать места для хранения, в которых нет влаги, так как от большой влажности флюс начнет портиться;
- Для подготовки материала к использованию необходимо потратить время и подобрать правильную пропорцию, что может привести к ошибке.
Существует две основные разновидности, которые касаются внешнего вида материала. Первым вариантом является твердая форма. Флюс паяльный бура поставляется в виде порошка с мелкими твердыми фракциями. Благодаря этому, ее легко выложить на поверхность металла перед пайкой в нужном количестве и она не будет растекаться при этом. Такая разновидность поставляется в специальной коробке, защищающей материал герметично от проникновения влаги и прочих посторонних факторов. Фракции имеют белый цвет.

Бура для пайки в виде порошка
Второй разновидностью, которая чаще применяется для более легких металлов и их сплавов, является разведенная бура. В данном случае вам предлагается тот же материал, но растворенный в жидкости. Благодаря этому его можно применять при более низкой температуре пайки. Использование такой разновидности также является более легким, так как мелкие детали просто макаются в жидкость, после чего их можно подвергать пайке. Это используется как в ювелирной отрасли, так и в других местах, где идет работа с небольшими изделиями. Контакты, провода и прочие разновидности техники хорошо контактируют с растворенным флюсом. Несмотря на том, что принцип, как пользоваться бурой для пайки в жидком виде несколько отличается от стандартного, они имею практически одинаковый эффект.
Встречаются также разновидности в виде смесей, когда применяются еще и другие флюсы. Это необходимо в тех случаях, когда нельзя достичь заданных результатов при помощи одного вещества. Пропорции и состав зависят от конкретных целей. Чаще всего ее соединяют вместе с борной кислотой.
Состав и физико-химические свойства
В состав буры для пайки входят хлористый натрий и хлористый барий, в некоторый случаях в нее добавляют борную кислоту. Далеко не для всех процедур она используется в чистом виде, так как для этого потребуется слишком высокая температура плавления. Порошок для пайки бура – это высокотемпературный флюс, так что основным его свойством является стойкость к высоким температурам. Стоит отметить, что свои химические свойства материал отлично сохраняет и при меньшей концентрации, чем идет в поставке. Таким образом, раствор флюса обладает достаточно высоким уровнем растворения окислов всех основных металлов, для работы с которыми он применяется.
Также он может растворять жировые пленки и прочие лишние вещи, которые будут мешать нормальной спаиваемость материала. Пайка бурой уберегает от многих видов брака, которые могут встречаться в работе.
Выделяют две основные марки вещества, которые определяются по ГОСТ как марка А и марка Б:
- А – используется для цветных металлов, фритт, фаянсовой посуды и т.д.;
- Б – для эмалей, глазурей, технического оборудования, сантехники, проволоки и т.д.
Минимальная температура пайки, даже при работе с раствором, должна составлять более 400 градусов Цельсия. Чаще всего используются смеси в месте с бороной кислотой, благодаря чему состав приобретает универсальность и более низкую рабочую температуру.
Во время горения бура становится похожей на некую стеклянную массу.»
В период непосредственного спаивания в месте применения данного материала образуются соли. Они дают видимый глазу осадок, который не желательно оставлять на поверхности. Чтобы избавиться от него, следует воспользоваться механическим способом очистки.
При смешивании буры с каким-либо другим веществом чаще всего применяются пропорции 1 к 1. Если происходит перемешивание твердых компонентов, то лучше всего перетирать их в ступке из фарфора или прочего материала, который не обладает свойствами впитывания.
Жидкость для раствора предварительно нагревается. Если раствор выпаривать, то в итоге останется твердый остаток из флюса, так как температура его кипения выше 100 градусов Цельсия. Стоит отметить, что флюсованный припой практически никогда не содержит буру. Чаще всего в его состав входит канифоль еловая.
Чтобы бура приобрела большую активность, в нее добавляют фтористую или хлористую соль. Есть два способа как применять флюс для пайки бура. Это может быть размещение твердого порошка в месте спаивания, так как он будет разогреваться и расплавляться при температурном воздействии. Также можно применять все в жидком виде раствора, просто погружая заготовки во флюс, а дальше уже применять обыкновенную пайку.
Популярные фирмы и марки
На современном рынке встречаются следующие распространенные производители этого флюса:
- Буйский химический завод;
- ХимПэк;
- Xiamen.
Как готовится флюс с бурой?
Флюсовая борная смесь для использования в работе с металлами имеет свои особенности и готовится следующим образом: к примеру, буру для пайки латуни перемешивают с борной кислотой в равных пропорциях.
Смесь следует хорошенько перетереть в специальной химической посуде, а затем выпарить всю жидкость для финишного сухого остатка. Затем в полученное вещество добавляются соли фтора и хлора. В итоге формируется активный флюс, который станет отличным помощником в нагревании металлических деталей самого разного типа.
Как применять буру в своей работе, чтобы получить максимально качественный результат? Чтобы ответить на этот вопрос, мы расскажем обо всех этапах пайки с помощью буры. Прежде всего, нужно подготовить металл. Очистите его от загрязнений и коррозии. Обратите особое внимание на въевшиеся загрязнения, их обязательно нужно удалить с помощью грубой щетки. Окисную пленку можно не удалять, поскольку бура справится с этим сама.
Затем с помощью паяльной лампы нужно нагреть поверхность свариваемых деталей. Оставьте небольшой зазор между деталями. В него введите буру и припой, предварительно разогретый паяльной лампой. Как только бура начнет кристаллизироваться, можно прекратить нагревание. При застывании бура становится прозрачной и образует много солей. Удалите их с поверхности металла. Важно соблюдать последовательность операций и не переборщить с количеством флюса. Сложно сказать, какое количество буры использовать, поскольку это зависит от металла и шва, который нужно получить. Экспериментируйте и с опытом вы начнете понимать, какая дозировка предпочтительнее.
Буру можно использовать в виде порошка, а можно сделать из нее борный флюс. Борный флюс широко применяется при пайке медных труб и деталей из чугуна. Смешайте борную кислоту и буру в соотношении один к одному. Затем нужно растолочь полученную массу в посуде, после чего выпарить ее, избавившись от лишней жидкости. К сухому остатку добавляют фтористые и хлористые соли. Борный флюс готов! Он обладает активными свойствами, позволяет быстрее и качественнее паять детали из меди.
Достоинства применения буры в работе с металлами
Особенно ярко эти достоинства проявляются в процессах пайки бурой медных труб, который часто являются важными составными частями современных трубопроводов. Такие технологии сейчас в большой моде.
Они используются как при соединения новых труб, так и при качественном ремонте старых трубопроводов, бывших в эксплуатации в течение долгого времени.
Самая главная роль буры в составе флюса – это удаление оксидной пленки с металлической поверхности и активация растекания жидкого припоя по поверхности деталей.
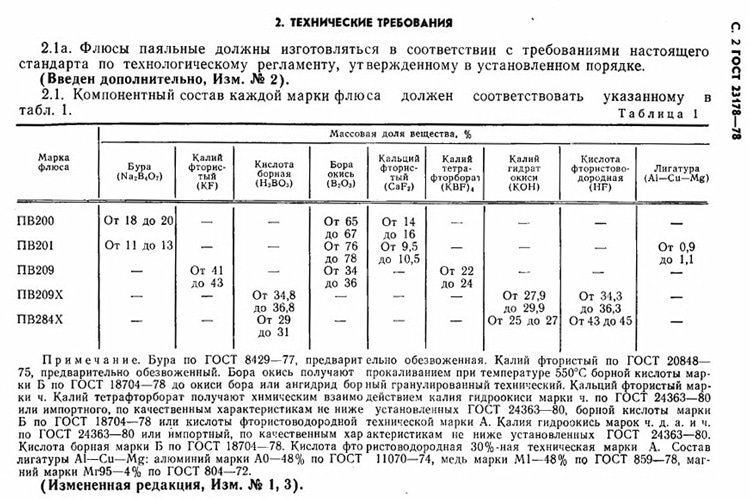
Технические требования к флюсам.
Вот ее технические преимущества:
- Слиянию поддаются детали из металла в любом, даже самом «неудобном» сочетании.
- Соединения выходят прочными и надежными даже между металлами и неметаллическими материалами.
- Работу можно начинать с металлами, имеющими любую исходную температуру.
- С помощью данной технологии детали можно не только соединять, но и эффективно разъединять – их можно без проблем распаять.
- Отличие пайки от классической сварки в том, что основной металл не плавится, и поэтому нет явления под названием «коробление». В результате детали никак не деформируются.
- Бура помогает эффективной сцепке припоя с металлическими поверхностями.
- Техническая бура незаменима при способе, который называется «капиллярной пайкой»: она влияет на ее производительность.
- Паяные соединения характеризуются высоким качеством и долговечностью.
Как подобрать флюс
Для того, чтобы верно подобрать вид флюса для того или иного случая, нужно принимать в расчёт несколько факторов. Если вы хотите избежать образования оксидной плёнки на шве, нужно контролировать температурные режимы припоя и металлического состава, они должны быть одинаковыми. Поэтому при выборе флюса нужно ориентироваться на вид припоя. Если температуры металлического и припойного состава одинаковы, то флюс может послужить температурным индикатором и позволит избежать повреждения деталей.
Флюсы могут быть трёх видов консистенции: паста, порошок, жидкость. Использование жидкого флюса практикуется при использовании мягкого припоя. Они могут храниться в тюбиках. Порошковый вариант иногда бывает неудобным в использовании. Паста наносится равномерно, удобно хранится, применяется без предварительной подготовки.
Для более легких металлов применяют раствор буры. Работать с жидким флюсом гораздо проще, достаточно просто окунуть в него деталь и начинать пайку. Подобным способом паяют ювелирные изделия, контакты, провода, другие мелкие детали.
Иногда присутствия только буры в составе флюса недостаточно. В таких случаях для пайки применяют смеси. Распространенная добавка, помогающая справиться с задачей, – борная кислота.
Обычно кислоту и буру берут в равных частях. Иногда применяют фториды цинка, хлориды калия, соли других щелочных металлов. Порошки тщательно растирают пестиком в фарфоровой ступке. Можно брать ступку из другого материала, главное, чтобы он не поглощал смесь буры.
При любой пайке сначала проводят зачистку концов деталей. Делать это можно наждачной бумагой, жесткой щеткой или надфилем. Затем насыпают тонкий слой порошка.
Раствор можно наносить кисточкой или простым окунанием детали. Затем рабочую зону равномерно прогревают, не достигая плавления деталей, проводят пайку с требуемым припоем. Он должен хорошо растечься в месте соединения тонким слоем.
Процесс легко выполним в домашних условиях. На производстве для постоянной работы удобна паяльная станция. Существует несколько видов установок с различной комплектацией.
Они производятся в нашей стране и заграницей. Всегда можно подобрать модель, подходящую по набору функций и стоимости.
Факторы качественного флюса
- Флюс должен создавать равномерное покрытие.
- Плотность и вязкость должна соответствовать припою, который в итоге занимает место флюса.
- Флюс должен полностью удалить оксидные соединения и не допустить их взаимодействия с материалом.
- Химический состав флюса должен быть стабилен.
- Во время процесса пайки шов должен хорошо просматриваться.
- Флюс должен позволять производить вертикальные соединения.
- После рабочего процесса загрязнения должны легко удаляться с поверхности.
После окончания работ необходимо убрать весь оставшийся флюс. Для этого применяются специальные растворы.
Принимаем заказы на любые виды слесарных работ:
- сварка металлических деталей;
- зачистка под покраску;
- нарезка резьбы;
- снятие заусенцев;
- рихтовка;
- сборка;
- подгонка;
- притирка;
- пайка.
ВОЗМОЖНО ВАМ БУДЕТ ИНТЕРЕСНО
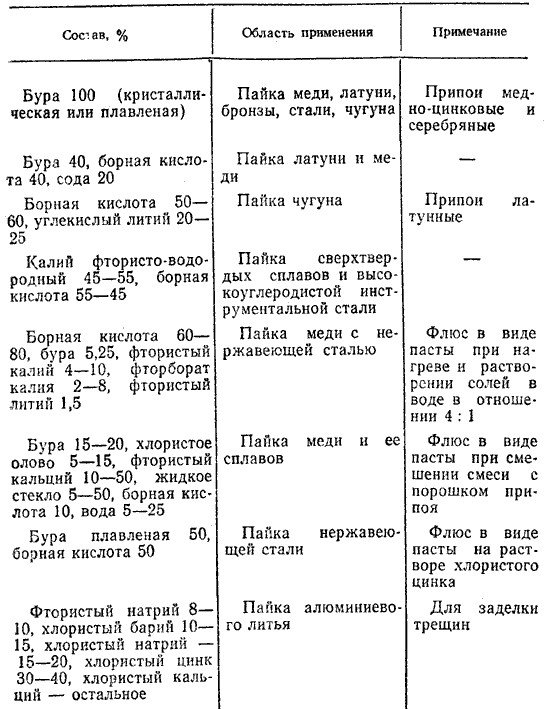
Таблица применения буры.
Для начала нужно запастись необходимыми инструментами и материалами:
- паяльная лампа или газовая горелка;
- специальный припой, выбранный с учетом природы металлов, которые нужно спаять;
- бура с оптимальными свойствами согласно ГОСТу 8429-77;
- металлические щетки для очистки деталей;
- инструмент для резки металла;
- кисти для покрытия деталей флюсовым слоем.
Отдельного предупреждения заслуживает выбор газовой горелки. Дело в том, что эти приспособления предлагаются на рынке в огромных количествах и в разных моделях.
Модным приспособлением в газовых горелках является система автоматического пьезорозжига.
Наш совет: горелку с ним можно выбрать только при полной уверенности, что продукция произведена известным и солидным предприятием. Если такой уверенности нет, лучше купить классическую модель высокого качества.
А теперь основные этапы процесса пайки с использованием буры для соединения двух медных труб:
- Тщательная чистка поверхностей внутри труб специальными щетками с металлической щетиной.
- Теперь чистка наружных поверхностей труб с помощью шкурки.
- Нанесение технической буры с помощью кисти.
- Стыковка труб, которые покрыты флюсовым слоем, друг с другом.
- Разогрев деталей газовой горелкой. Действие пламени должно длиться не меньше 20-ти секунд.
- На рабочий участок вводится припой, который также расплавляется под действием горелки. Припой наносится максимально равномерным слоем.
Контроль качества соединения с использованием флюса из буры проводится разными методами: разрушающими и неразрушающими. Чаще всего вполне достаточно внешнего осмотра для определения возможных дефектов. Это делать можно даже с лупой.
- http://met-all.org/obrabotka/prochie/bura-dlya-pajki-flyus-primenenie-gost.html: использовано 1 блоков из 5, кол-во символов 1506 (7%)
- https://svarkaipayka.ru/material/flyus-dlya-payki/bura-dlya-payki.html: использовано 1 блоков из 3, кол-во символов 5014 (22%)
- http://home.nov.ru/osobennosti-i-preimushhestva-flyusa-bura-dlya-pajki/: использовано 1 блоков из 5, кол-во символов 1566 (7%)
- https://prosvarku.info/rashodnye-materialy/flyus-bura-dlya-pajki: использовано 1 блоков из 4, кол-во символов 1053 (5%)
- https://tutsvarka.ru/kovka/bura-dlya-pajki: использовано 6 блоков из 6, кол-во символов 5607 (24%)
- https://svaring.com/soldering/flus/bura-dlja-pajki: использовано 3 блоков из 6, кол-во символов 4659 (20%)
- https://promexcut.ru/flyus-dlya-pajki: использовано 3 блоков из 5, кол-во символов 3685 (16%)
У этого термина существуют и другие значения, см. Флюс.

Разные паяльные флюсы и моток припоя

Паяльная кислота и жидкая канифоль
ОписаниеПравить
- способствуют лучшему смачиванию припаиваемых или свариваемых деталей;
- способствуют лучшему растеканию припоя по шву;
- предохраняют нагретый при пайке металл от окисления.
В зависимости от технологии, флюс может использоваться в виде жидкости, пасты или порошка. Существуют также паяльные пасты, содержащие частицы припоя вместе с флюсом; иногда трубка из припоя содержит внутри флюс-заполнитель. Остатки разных флюсов могут быть как диэлектриками, так и проводить электричество. В случае электросварки флюс обычно наносится на поверхность сварочного электрода в качестве покрытия. Иногда добавляется в зону сварки в виде порошка.
Примерами флюсов могут служить:
- канифоль — смесь смоляных кислот и их изомеров;
- нашатырь (хлорид аммония, NH4Cl);
- соли, например, бура (тетраборат натрия, Na2B4O7).
- ортофосфорная кислота — раствор кислоты в воде, от 85 % и менее с добавками присадок
- паяльная кислота — водный раствор хлорида цинка, активный флюс
КлассификацияПравить
Основные требования к таким флюсам — низкий ток утечки и низкая коррозионная активность.
Простейшие флюсы такого типа создают на основе канифоли — например, растворы канифоли в спирте — этаноле либо других спиртах или спирто-бензиновой смеси, они подходят только для меди. Также часто применяются кислотные флюсы — разнообразные кислоты и их соли, но в связи с большой кислотностью, необходимо промывать место пайки. Даже такой флюс, как глицерин, после пайки необходимо смыть с печатной платы, так как он достаточно гигроскопичный (влагоемкий), чтобы под действием собранной им влаги место пайки быстро окислилось. Исключением является канифоль и её спиртовые растворы из-за того, что она покрывая поверхность также срабатывает как своеобразное нейтральное защитное покрытие.
Флюсы для алюминиевых сплавов
Хотя алюминиевые сплавы можно паять свинцово-оловянными припоями, лучшие результаты достигаются с многокомпонентными припоями, содержащими цинк, кадмий, висмут и другие металлы.
Применяется «бинарный» флюс: концентрированная ортофосфорная кислота (часто называемая просто фосфорной) — до побеления, затем 20%-я эвтектика (50 мол.%, а.и. 8:11,5) NaOH—KOH в глицерине.
Флюсы для пайки нержавеющих сталей
- Технология конструкционных материалов: Учебник для студентов машиностроительных специальностей вузов / А. М. Дальский, Т. М. Барсукова, Л. Н. Бухаркин и др.; Под ред. А. М. Дальского. — 5-е изд., исправленное. — М.: Машиностроение, 2004. — С. 283. — 512 с.
- Припои и флюсы. Дата обращения: 6 июля 2015. Архивировано 5 апреля 2009 года.
- ГОСТ 19250-73. Флюсы паяльные. Классификация. internet-law.ru. Дата обращения: 23 марта 2020. Архивировано 23 марта 2020 года.
СсылкиПравить
В настоящее время активно используют буру для пайки серебряным либо же латунным припоем.
Вообще любая пайка различных видов металлов представляет собой способ соединения между собой элементов металла при помощи высоких температур и самых разных припоев.
Если говорят о пайке бурой, то имеют в виду применение этого состава в качестве основного флюса.
Для спаивания металла в этом случае по большей части пользуются серебряным, а также латунным припоем.
Она выступает своеобразным электродом и позволяет работать со сталью, латунью, медью, а также серебром.
Пользоваться ей достаточно просто, если знать технологию процесса пайки и иметь представление о характеристиках различных групп металлов.
В процессе горения сама бура становится вязкой стеклянной массой.
Следует отметить, что температура плавления данного типа припоя составляет порядка девятисот градусов по Цельсию.
Этот высокотемпературный флюс в момент пайки образует на поверхности металла соли, удаление которых можно произвести только путем механической зачистки.
В настоящее время буру купить можно в любом строительном магазине по доступной цене.
Основные характеристики
Этот высокотемпературный флюс нашел широкое применение. Состав, главным образом, используют для спайки между собой таких металлов, как сталь и чугун, а также медь.
В этом случае припоем выступают латунь, медь, а также серебро или золото.
Бура в расплавленном виде достаточно успешно растворяет окислы самых разных металлов, а кроме этого, очищает поверхность от различных спаиваемых деталей из металла.
Особенностью работы с бурой является то, что по окончанию процесса пайки необходимо в обязательном порядке произвести удаление остатков солевых отложений.
Данное вещество способно при смешивании с борной кислотой в равных долях образовать борный флюс.
В этом случае смешивание необходимо производить максимально тщательно и сделать это легче всего в фарфоровой ступке.
Далее следует хорошо нагреть используемый растворитель непосредственно в дистиллированной воде и выпарить до того момента, когда образуется твердый осадок.
Чтобы флюс получился более активным, в него добавляют соли, относящиеся к фтористой или хлористой группам.
Данный активный флюс преимущественно используется для пайки медных материалов. Собой бура представляет порошок, в котором полностью отсутствует вода.
Кристаллы этого вещества имеют прозрачный или сероватый оттенок с характерным жирным блеском.
Бура активно применяется в ювелирной сфере, как флюс, при помощи которого скрепляют между собой драгоценные металлы. Кроме этого, она также используется в медицинских целях и при производстве стекла.
При помощи буры в некоторых случаях ремонтируется техника. В ее состав входят те вещества, которые способны вступать во взаимодействие с различными группами металлов.
В зависимости от используемого металла, ее состав может изменяться и дополняться различными более активными компонентами. Состав буры является определяющим фактором при выборе этого материала.
Пайка элементов из меди
Данный химический состав очень часто используют для выполнения пайки в домашних условиях труб из меди и других медных материалов.
Следует отметить, что практически в каждом доме можно найти некоторые элементы в системе водопровода, выполненные из меди.
Перед тем как выполнить ремонт таких элементов при помощи буры, рекомендуется изучить свойства этого материала и изучить технологию пайки.
Данный высокотемпературный флюс имеет ряд достоинств. В первую очередь, им можно пользоваться при любой температуре изделия.
Кроме этого, пользуясь этим электродом, можно производить соединение металла с неметаллом. Соединения, которые получены этим припоем, можно в любой момент без каких-либо сложностей распаять.
Следует отметить и то, что сами детали и припой имеют отличное взаимодействие между собой.
Кроме этого, размеры и форма самого изделия никак не меняются, так как данным электродом основной металл не подвергается деформации и расплавлению.
Такая пайка металла обеспечивает прочное и достаточно надежное соединение.
Следует отметить, что пользоваться бурой следует в определенной последовательности. В первую очередь, следует тщательно подготовить к работе саму поверхность в месте пайки.
Для этого необходимо с поверхности полностью удалить все загрязнения, снять образовавшуюся оксидную пленку, что очень удобно сделать флюсом, в котором основным элементом выступает бура.
Далее следует в обязательном порядке, в образованный элементами зазор, аккуратно ввести припой в жидком состоянии.
В этот момент между самими деталями и непосредственно припоем осуществляется плотное взаимодействие. После этого припой начинает постепенно кристаллизоваться.
Если всю работу выполнить правильно и в соответствии с технологией, то соединение получиться прочным и надежным.
Подготовка инструмента и материала
Для того чтобы выполнить пайку бурой, следует подготовить для работы необходимое оборудование. В первую очередь, для выполнения соответствующих работ понадобится хороший резак исключительно для деталей из меди.
Также следует иметь под рукой специальную кисть, при помощи которой можно будет удобно наносить флюс-пасту из буры.
Кроме этого, понадобиться оловянный припой, непосредственно сама бура в виде пасты, а также горелка. Для пайки можно использовать горелки самых разных типов.
https://youtube.com/watch?v=-Pxcrfuiuf8
Одинаково подойдут горелки, которые оснащены пьезорозжигом или газовыми баллончиками. Не стоит использовать дорогостоящие горелки без функции розжига, так как они не добавляют удобства при пайке.
При выполнении пайки с использованием бура следует выполнять определенный порядок действий.
Так, для начала необходимо тщательно зачистить поверхность в месте выполнения соединения, для чего можно воспользоваться специальной щеткой с металлическими волокнами.
Если пайке будут подвергаться трубы, то необходимо обязательно произвести и их внутреннюю очистку. Также рекомендуется выполнить чистовую зачистку до блеска металла.
Сделать это можно при помощи мелкой наждачной бумаги. Далее кистью следует нанести флюс из буры, причем, как на внутреннюю, так и на внешнюю поверхность трубы.
После этого необходимо спаиваемые детали максимально плотно сжать между собой.
Всю последующую работу необходимо производить с предельной осторожностью с соблюдением техники безопасности, так как будет использоваться открытый огонь.
Перед началом работ горелку следует зажечь, после чего тщательно прогреть место стыка в течение двадцати минут. Далее припоем обрабатывается место скрепления, после чего выполняется сама пайка.
Для присадки в этом случае следует использовать проволоку из латуни. В момент проведения пайки сама бура насыпается в необходимом количестве непосредственно на место спаивания материалов.
При проведении работ можно пользоваться графитовым электродом, соблюдая при этом предельную осторожность. Сам процесс пайки бурой не занимает много времени и выполняется достаточно просто.
На видео, которое размещено в начале нашей статьи, подробно показано, как работает бура.
Советы и рекомендации
Пайка бурой может без проблем производиться и в домашних условиях, но только на подготовленном месте и с соблюдением правил по технике безопасности.
Пользуясь электродом, лучше использовать и различные защитные средства. В том случае, если бура достаточно длительно хранилась, рекомендуется ее перед началом работ особым образом переплавить.
Для этих целей используют либо тигилек, либо шамот.
https://youtube.com/watch?v=GLOuP753KJM
Полученное в результате плавления вещество необходимо будет тщательно раздробить до порошкообразного состояния, после чего поместить для дальнейшего хранения в герметичную емкость.
Следует помнить, что наносить флюс следует только тогда, когда место пайки раскалиться докрасна.
Прогревать место пайки необходимо по всей его площади, аккуратно водя горелкой в разные стороны. Для пайки следует использовать небольшое количество буры.
Сама бура в момент пайки должна полностью расплавиться и плотно растечься по всему месту соединения и образовать специфическую пленку. Совместно с бурой лучше всего использовать латунь.
Оптимальным моментом для нанесения припоя является тот, при котором место соединения раскаляется докрасна, а расплавленная бура приобретает ярко выраженный синеватый оттенок.
Следует отметить, что и бура, и латунь имеют практически одинаковую температуру плавления.
Бура для пайки
Во время пайки используется много разновидностей припоев. Каждый из них обладает собственными преимуществами, что делает его полезным для той или иной сферы. Флюс для пайки бура зачастую применяется для спаивания сложных металлов, таких как чугун, сталь или медь, но может пригодиться и для других процедур. Это один из самых распространенных и проверенных временем флюсов, что используются как в промышленной сфере, так и в частной. Бура для пайки обладает относительно невысокой стоимостью и может подходить для многих видов пайки. Она дает комплексное воздействие, что упрощает процесс и не требует добавления других компонентов, хотя в ювелирной сфере встречаются и более сложные флюсы на ее основе.

Бура для пайки меди
Бура для пайки латунью помогает не только улучшить свойства спайки металла, но и очистить его поверхность от лишних пленок, налетов и прочих вещей, которые могут повредить качественному и надежному соединению. В чистом виде это высокотемпературный флюс, температура плавления которого составляет, примерно, 700-900 градусов Цельсия. Но свойства материала позволяют его легко растворять в воде, благодаря чему получается более мягкий флюс. От степени растворения зависит, насколько высокой температурой плавления будет обладать материал. За все время существования специалисты по пайке придумали множество способов применения и создания комбинаций для данного материала. Бура паяльная производится согласно ГОСТ 8429-77.
Преимущества буры для пайки
- Бура для пайки меди является одним из немногих широкодоступных флюсов для тугоплавких металлов;
- Стоимость материала является относительно низкой, в сравнение с другими материалами подобного рода;
- Есть возможность разводить буру до нужной консистенции в воде, так как она обладает хорошей растворимостью;
- Флюс доступен практически во всех магазинах и проблем с поиском подходящей марки не бывает;
- Длительный срок хранения.
Недостатки

Технические характеристики
Как используется бура для пайки
- 25 декабря
- 31 рейтинг
- Как пользоваться бурой при спаивании материалов друг с другом
- Как производится пайка элементов из меди с применением буры
- Инструменты и материалы
- Как производится процесс спаивания
Бура для пайки применяется в качестве флюса при использовании серебряных или латунных припоев. Процесс пайки представляет собой создание неразъемных соединений, при этом применяются твердые припои или мягкие.

Бура предназначена для пайки с использованием латунных и серебряных припоев.
Как пользоваться бурой при спаивании материалов друг с другом
Пайка, где будут использоваться твердые припои, означает, что применяться будут материалы, у которых температура плавления более чем 400°С. У легких припоев температура меньше этого значения. Пайка твердыми припоями обычно предполагает применение смеси, состоящей из борной кислоты и буры.
Состав буры таков, что она легко растворяется в воде. При горении она принимает вид стеклянной массы, ее температура плавления может колебаться в следующих пределах: 700-900°С. При пайке бурой происходит образование солей, которые понадобится удалять, для чего используется механическое очищение.
Таблица состава и применения буры.
Бура представляет собой высокотемпературный флюс, который применяют с целью соединения чугуна и стали, сплавов меди. При этом чаще используют припои среднеплавкие: из меди, латуни, золота и серебра. Расплавив буру, можно растворить окислы металлов, очистить поверхность соединяемых элементов. Завершая пайку, удалите остатки соли.
Бура, смешанная с борной кислотой 1:1, дает борный флюс. Компоненты должны быть хорошо перемешаны, затем их надо перетереть в фарфоровой ступке.
Растворитель нагревают в дистиллированной воде, затем выпаривают до получения твердого остатка. Для большей активности флюса в смесь можно добавить хлористую, фтористую соль. Можно рассмотреть пример с соединением медных элементов.
Нередко происходит так, что необходимо выполнить в домашних условиях пайку меди, медных труб. Из данного материала выполнены многие системы водоснабжения, установленные в современных домах. При ремонте такой сантехники желательно, чтобы исполнитель был хорошо знаком с необходимыми действиями, свойствами материала.
При соединении медных элементов плюсы пайки бурой состоят в следующем:
Схема пайки твердым припоем.
- соединение можно выполнить вне зависимости от того, какова начальная температура изделия;
- можно соединить при помощи пайки медь, то есть металл, с неметаллами;
- большинство получившихся соединений возможно распаять при необходимости;
- детали и припой отлично взаимодействуют;
- форма и размеры металлического изделия выдерживаются довольно точно, потому что не происходит расплавления основного металла;
- при капиллярной пайке можно обеспечить хорошую прочность и высокую производительность.
У такой пайки особенная технология, что делает возможным получение соединения в несколько шагов:
- поверхности, предназначенные к спайке, подготавливаются к работе;
- с поверхностей элементов отчищаются загрязнения, снимается оксидная пленка, для чего понадобится применение флюса в виде буры;
- соединяемые элементы нагреваются до показателя температуры, равного показателю, при котором плавится металл основного материала;
- в зазор между деталями вводится жидкий припой;
- между деталями и припоем происходит взаимодействие;
- припой кристаллизуется.
Для выполнения работ понадобится следующее оборудование:
- Резак для медных деталей (при необходимости).
- Кисть для нанесения флюс-пасты из буры.
- Припои оловянные.
- Флюс-паста.
- Горелка.
Материалы и инструменты для пайки.
Горелки могут быть разными. Некоторые снабжены пьезорозжигом, но есть и такие, что выпускаются без него, здесь предусмотрено применение газовых баллончиков. Дорогостоящие горелки без розжига не пользуются особенной популярностью. Чаще вместо них используют польские горелки с пьезорозжигом — они стоят немного и больше отвечают требованиям пользователей.
Порядок действий будет таков:
- поверхность соединения надо зачистить с использованием специальной щетки, а если речь идет о трубах, надо провести и внутреннюю обработку;
- желательно провести чистовую зачистку при помощи наждачной шкурки, чтобы металл был отдраен до блеска;
- кистью наносится флюс — в данном случае бура — и на наружную поверхность соединения, и на внутреннюю;
- обеспечьте прижимание деталей: они вставляются одна в другую или сжимаются вместе.
Последующая работа должна проводиться с особенным вниманием, поскольку исполнитель имеет дело с открытым пламенем. Газовую горелку поджигают, затем нагревают соединение. Его следует нагревать 15-20 секунд.
Теперь надо взять припой и обработать им край соединения. Для процедуры достаточно трех секунд.
Чтобы выполнить пайку медных труб или других элементов, для присадки применяют проволоку из латуни. Буру можно насыпать на место спаивания. Можно рассмотреть процесс более детально.
Выполняя пайку в домашних условиях, надо уяснить одну тонкость. Когда бура сохранялась в порошке в течение долгого времени, ее лучше предварительно переплавить, для чего используют тигилек или шамот. Получившееся в результате вещество следует раздробить до состояния порошка и поместить для хранения в герметичный сосуд.
https://youtube.com/watch?v=mdctOtHMt88%3Fiv_load_policy%3D3%26modestbranding%3D1%26rel%3D0%26autohide%3D1%26playsinline%3D1%26autoplay%3D0
Герметичность — обязательное условие: порошок гигроскопичен, из-за присутствия влаги во флюсе могут образовываться шлаки с металлом.
Перед тем как наносить флюс, место спаивания разогревают докрасна. Нагревать лучше не сам участок пайки, а рядом с ним, постепенно перенося нагрев на место соединения элементов. Когда детали прогреются, место соединения надо посыпать небольшим количеством буры. При этом следите за температурой, подождите, пока бура хорошо расплавится и растечется по месту пайки в виде пленки.
Припаивать лучше латунью, пруток обмакивают в буру, после чего надо подождать расплавления порошка. Пламя, которое испускает паяльная горелка, должно быть рядом с местом пайки, но долго так держать не надо. Так можно заполучить соединение со шлаками и слоем окалины, удалить которую будет затруднительно. Непосредственно перед тем моментом, когда будет наноситься припой, участок спаивания должен быть красного цвета, а расплавившаяся бура — синеватой. Этот момент можно для внесения припоя считать оптимальным.
https://youtube.com/watch?v=pqsZ6Ylf3SA%3Fiv_load_policy%3D3%26modestbranding%3D1%26rel%3D0%26autohide%3D1%26playsinline%3D1%26autoplay%3D0
Далее пруток припоя, покрытый порошком буры, надо поднести к месту припаивания и разогреть его до той температуры, при которой припой начинает плавиться (в случае с латунью — до свечения оранжевого цвета). Температура плавления у латуни и буры почти одна и та же. Далее начинается непосредственно рабочий процесс.

В процессе пайки может применяться множество видов припоя. Каждая из разновидностей обладает своими характеристиками и используется в определенной сфере. Одним из распространенных флюсов является бура, которая встречается при пайке сложных металлов, например, чугуна или меди. Данный вид расходного материала используют не только в крупном производстве, а также для соединения различных деталей в домашней обстановке. Ее можно приобрести в любом магазине по приемлемой цене. Она подходит для различных видов пайки. Бура содержит несколько компонентов, что упрощает процесс пайки. Она не только надежно скрепляет деталей между собой, но и служит для очищения рабочих поверхностей от оксидных налетов и пленок. Данный флюс расплавляется при высоких температурах, что составляет 800°С. Для получения более мягкого и пластичного материала его следует растворить в воде. От этого и будет зависеть температура плавления. Благодаря новейшим разработкам и технологиям, бура для пайки может использоваться в различных сферах. Эти данные, а также метод получения флюса подробно расписано в нормативной документации.

Преимуществами буры для пайки являются:
- данный флюс подходит для пайки различных металлов;
- широкая доступность;
- низкая стоимость, по сравнению с другими материалами;
- хорошая растворимость в воде, благодаря чему можно образовать необходимую консистенцию;
- длительный срок хранения.
Отрицательные стороны

Среди недостатков специалисты выделяют следующие:
- после окончания пайки на поверхности наблюдается налет, который следует убирать;
- бура должна храниться в месте, защищенном от влаги, в противном случае флюс начнет портиться;
- перед началом пайки необходимо правильно рассчитать количество флюса.

Основные виды
Бура для пайки выпускается в твердом и жидком состоянии. Это главный признак различия между ними. Первый вид поставляется в виде порошка с твердыми частицами белого цвета. Их можно выбрать достаточное количество, необходимое для покрытия всей поверхности металла, при этом гранулы не будут растекаться. Флюс перевозится в специальной герметичной упаковке, которая препятствует попаданию влаги.

Разведенная бура применяется для более легких металлов и их соединений. По химическому составу он ничем не отличается от предыдущего вида, только растворен в воде. Эта особенность позволяет выполнять пайку при низкой температуре. Как правило, она используется при работе с мелкими деталями, например, в ювелирной сфере, так как их можно поместить в емкость с растворимым флюсом перед пайкой, что является очень удобным. Флюс дает одинаковый эффект в любом агрегатном состоянии. Единственным отличием является технология его использования.
В промышленной сфере часто применяют еще одну разновидность – смесь, которая помимо бура содержит еще и другие флюсы. Она применяется, если не удается достичь желаемого результата при помощи одного вещества. Смешивание осуществляется с добавлением борной кислоты.
Состав бура и его химические свойства
Бура для пайки состоит из двух компонентов: ВаCl и NaСl. Иногда в него добавляют борную кислоту. Флюс не всегда применяют в чистом виде, так как он имеет высокую температуру плавления. Химические свойства он сохраняет независимо от концентрации, поэтому он быстро растворяет окислы и другие налеты, образовавшиеся на поверхности металла. Бура убирает и другие вещества и загрязнения, препятствующих нормальному спаиванию.

Бура для пайки производится двух марок: А и Б. Их характеристики и состав нормируется специальными документами. Первая марка применяется для пайки цветных металлов, фаяса и т.д. Второй вид используется для спаивания проводов, сантехнического оборудования, глазурей и т. д.
Единственной общей чертой является состояние бура – мелкий порошок. Процентное содержание флюса, мышьяка, сульфата, карбоната и остальных металлов отличается между собой.
Технология пайки
При работе с данным видом флюса следует придерживаться определенного температурного режима, что составляет 400°С. В производственной сфере, часто встречается флюс, смешанный с борной кислотой. Такой материал является универсальным, так как возможно работать при более низких температурных рамках.
Обратите внимание! Воспламененная бура становится прозрачного цвета, похожую на кусочки стекла.

По окончанию пайки на поверхности конструкции образуется белый налет, который следует убирать. Это осуществляется механическим методом. При смешивании флюса с другим веществом придерживают пропорции 1:1. Если компоненты находятся в твердом состоянии, то их измельчают в специальной посуде.
Важно! Емкость и измельчительный инструмент должен быть изготовлен из материала, не способный к впитыванию.
Если бура находится в жидком состоянии, то перед началом пайки ее необходимо нагреть. При температуре 100°С жидкость испаряется, образуя твердый остаток белого цвета. Для повышения активности флюса в нее добавляют ВаCl или NaСl.
Производители
Бура для пайки является доступным материалом и его можно приобрести в любом магазине. На современном рынке существует множество производителей. Многие специалисты рекомендуют использовать флюс компаний ХимПэк и Хиамен. Он поставляется в герметичных упаковках, в которые не проникает влага, поэтому материал сохраняет свои свойства.

Главная цель применения флюсов это защита формируемого соединения, припоя и базового материала перед окислением. Флюс может предназначаться также для удаления окисей из поверхности паяемого материала, может уменьшить поверхностную напряжённость и облегчить течение припоя.
Флюсы не предназначены для главного удаления окисей, масел, жиров, грязи или чистки поверхности паяемых элементов.
ECO SMART® является исключительным, запатентованным, экологическим флюсом не содержащим борной кислоты и буры.
• Экологический — не содержит борной кислоты и буры;
• Отличная липкость к разогретому припою;
• Бережёт перед окислением во время подогревания и удаляет окиси из поверхности;
• Широкая сфера активизации;
• Отличное покрытие во время подогревания;
• Лёгкое удаление остатка флюса после паяния;
• Растворимый в воде.
В гамме флюсов ECO SMART® имеют место его два типа, оба в виде порошка или пасты.
ECO SMART® COLOR CHANGE (изменение цвета), имеет функцию изменения цвета: флюс интенсивно зелёный, в меру подогревания его цвет изменяется на прозрачный, информируя, что флюс активный и можно начать паяние.
ECO SMART® HIGH HEAT с расширенным диапазоном температур работы и удлинённым временем действия. Рекомендуется для длинных циклов подогревания и интенсивного, сосредоточенного подогревания, напр. индуктивного паяния.
ФЛЮСЫ ДЛЯ ТВЁРДОЙ ПАЙКИ:
Флюс: ECO SMART® Color Change (изменение цвета) Зелёная паста или порошок.
Диапазон активности °C — 427 — 871.Применение:Паяние стали, нержавеющей стали, Monel®u, никеля, меди, латуни, бронзы и других металлов и железных и не железных сплавов. Для употребления с припоями Stay-Silv®, Safety-Silv® и остальными. Очень жидкий, вникнет даже в самые узкие щели. Не подчиняется рекристаллизации (расслоению). Можно разбавлять водой.
Флюс: Stay-Silv® Белый флюс.
Диапазон активности °C — 566 — 871.
Популярный флюс для железных и нежелезных сплавов.
Флюс: ECO SMART® High Heat Чёрная паста или порошок
Диапазон активности °C — 371 — 982
Паяние стали, нержавеющей стали, Monel®u, никеля, меди, латуни, бронзы и других металлов и железных и не железных сплавов. Для употребления с припоями Stay-Silv®, Safety-Silv® и остальными. С удлинённым диапазоном температур действия. Предназначенный для интенсивного подогревания. Очень жидкий, вникнет даже в самые узкие щели. Не подчиняется рекристаллизации (расслоению). Можно разбавлять его водой.
Флюс: Stay-Silv® Чёрный флюс.
Диапазон активности °C — 566 — 982
Рекомендуемый для нержавеющей стали.
Отличное проникновение соединения. Рекомендуемый для не железных сплавов.



