

- Пайка нержавеющей стали: как правильно выбрать припой и рабочий режим
- Как паять нержавейку оловом в домашних условиях
- Особенности пайки нержавейки
- Используемое оборудование
- Режимы пайки оловом
- Флюс для пайки нержавейки и его приготовление
- Пайка нержавеющей стали
- Твердый припой
- Пищевые припои
- Пайка с помощью газовой горелки
- Преимущества
- Процедура спайки деталей из нержавейки
- Недостатки
- Отличия высокотемпературной пайки от низкотемпературной
- Почему пайка может не получиться
- Самые распространенные ошибки
- Контроль качества шва
- Техника безопасности
- Соединение металлических изделий без сварки
- Соединение металлических труб
- Нержавеющая сталь
- Пайка нержавеющей стали
- Припои для нержавеющей стали
- Попытки использовать материалы неизвестного состава и качества
- Неправильный выбор припоя
- Неправильный нагрев
Пайка нержавеющей стали: как правильно выбрать припой и рабочий режим
Спайка между собой отдельных деталей, сделанных из нержавеющей стали – достаточно трудоемкая и сложная процедура. Для получения качественного соединительного шва важно правильно выбрать припой, рабочий режим используемого оборудования и соблюдать установленные требования к пайке нержавеющих сталей.

Как паять нержавейку оловом в домашних условиях
Отремонтировать предметы из нержавеющей стали, например, предметы кухонной посуды, вполне реально самостоятельно в бытовых условиях. Паять нержавейку допускается обыкновенным небольшим паяльником с применением припоя на основе олова.
Особенности пайки нержавейки
Пайка нержавейки — это процедура наплавления на участок соединения двух металлических деталей специальной присадки, в качестве которой часто применяют компоненты на оловянной основе. Расходный материал не содержит вредные компоненты для человеческого здоровья, поэтому подходит даже для ремонта кухонной посуды.
Ключевая особенность пайки нержавейки оловом в бытовых условиях – необходимость тщательной обработки спаиваемых поверхностей металла. В процессе спайки, чтобы исключить нагрузки на соединительный участок, опытные мастера используют специальные приемы. Например, для упрочнения соединений наклепанной стали предварительно осуществляют отжиг поверхностей газовой горелкой.

Используемое оборудование
Чтобы сделать качественный ремонт металлического изделия предварительно надо изучить методику спайки, подготовить оборудование и расходники.
Для пайки нержавеющей стали в бытовых условиях понадобятся следующие инструменты и расходники:
- Паяльник большей мощности для нагревания массивных металлических деталей.
- Ортофосфорная кислота для очистки поверхностей соединяемых элементов.
Режимы пайки оловом
Опытные мастера рекомендуют следующие режимы спайки нержавеющей стали с использованием оловянного припоя:
- Температура паяльника – 250-300 градусов Цельсия.
- Температура предварительного нагрева деталей – 200-250 градусов Цельсия.
Для контроля температуры пламени рекомендуется использовать специальный прибор – пирометр.
Флюс для пайки нержавейки и его приготовление
На этапе сваривания деталей можно повредить сплавы металлов, обладающие коррозионной устойчивостью. Поэтому перед тем, как соединить отдельные элементы нержавейки, нужно правильно подобрать флюс. Такие составы необязательно приобретать на строительном рынке, их можно самостоятельно изготовить в быту.
Инструкция, как приготовить флюс в домашних условиях:
- Смешать борную кислоту с аммиачной селитрой.
- Разбавить полученную массу растворителем.
Приготовленный раствор наносят на участок спаивания металла. Когда он высохнет, адгезия стальных поверхностей существенно повысится.
Флюс для пайки, изготовленный на дому, по своим эксплуатационным показателям не уступает заводским составам. А для улучшения схватывания состава поверхности соединяемых металлических деталей рекомендуется предварительно обработать надфилем либо наждачной бумагой.
Пайка нержавеющей стали
Припой для нержавейки и его типы
Припой для пайки нержавейки бывает двух типов:
- Твердый припой
- Пищевые припои
Твердый припой
Для самостоятельного спаивания деталей из нержавейки на дому рекомендуется приобретать припои твердой структуры, позволяющие получать крепкие качественные соединения. Их производят из металлов, отличающихся от олова (свинца) высокой температурой плавления. После затвердевания припоя получается твердый и прочный сварной шов, способный выдерживать высокие механические нагрузки.
Самым популярным на рынке является универсальный припой HTS-528, применяемый для соединения чугунных деталей, изделий из нержавейки и цветных металлов. Припой выпускают в форме прута с флюсовым покрытием красного цвета.
Пищевые припои
Технология спайки с использованием пищевых припоев аналогична спаиванию металлов прочими присадками. Единственное требование – запрещено применение металлических сплавов со свинцам, например, оловянно-свинцовых материалов (ПОС). Свинец относится к токсичным химическим элементам.
При использовании ортофосфорной кислоты паяльный процесс затягивать не рекомендуется, так как через 10-15 секунд на поверхности свариваемых элементов образуется фосфатная пленка, препятствующая процедуре пайки. В итоге чтобы запаять металл придется зачищать его поверхность заново. Поэтому флюс рекомендуется наносить непосредственно перед запайкой изделий.
Пайка с помощью газовой горелки
При самостоятельном выполнении пайки нержавейки в домашних условиях с применением газовой горелки важно соблюдать установленные требования безопасности.
Перед началом спайки газовой горелкой поверхности металлических деталей тщательно зачищают и обезжиривают. Далее свариваемый участок прогревают, пока металл не покраснеет. При этом постоянно нужно контролировать цвет пламени горелки. Светло-синий оттенок говорит об опасных излишках кислорода.
После прогревания элементов из нержавейки к линии их спайки подносят прут твердого припоя. Важно чтобы пламя горелки с этим участком напрямую не контактировало. Продолжают прогревать металл, пока из стыковочного шва не начнет выходить расплавленный припой. После завершения пайки по всей линии соединения изделие охлаждают и визуально проверяют наличие дефектов.
Преимущества
Спайка изделий из нержавеющей стали с применением твердых припоев считается самой качественной и долговечной, если сравнивать с другими вариантами. Такую технологию применяют в промышленной сфере для соединения деталей, которые эксплуатируются в тяжелых условиях с повышенными механическими нагрузками и при высоких температурах.
Основные преимущества технологии:
- Высокое качество соединения
- Долговечность
- Способность выдерживать высокие нагрузки
- Термическая стойкость

Процедура спайки деталей из нержавейки
Процедура спайки деталей из нержавейки не требует особых подготовительных мероприятий. Соединение элементов осуществляется достаточно быстро. В отличие от сварочных работ при пайке рабочая температура значительно ниже, поэтому риски деформации обрабатываемого металла сводятся к нулю. Эту технологию используют в станкостроении для ремонта деталей. Ее легче освоить, чем сварку, поэтому к ней прибегают чаще домашние мастера.
Недостатки
Спайка изделий из нержавеющей стали оловом кроме преимуществ имеет ряд недостатков:
- Отсутствие возможности сделать качественный вертикальный шов в бытовых условиях.
- Требование опытного спайщика для выполнения сложных задач.
Отличия высокотемпературной пайки от низкотемпературной
При низкотемпературной пайке нержавеющей стали участок соединения нагревают электрическим источником, при высокотемпературной процедуре – газовой горелкой. Отличается также температура плавления используемых припоев, что влияет на качество соединения.
Последствия спайки:
- После низкотемпературной спайки деталь выдерживает низкие температуры.
- Высокотемпературная пайка способна изменить структуру металлического сплава.
Почему пайка может не получиться
Качественная спайка металлических деталей может не получиться из-за ошибок мастера. Очистка наконечника паяльного устройства и использование припоев без свинца важны для успеха процедуры.
Самые распространенные ошибки
Из часто допускаемых ошибок во время спайки деталей выделяют следующие:
- Недостаточная очистка наконечника.
- Использование некачественных припоев.
Контроль качества шва
Есть несколько способов проверить качество спайки:
- Визуальный контроль: после остывания соединения, проверить качество шва шилом или отверткой.
Техника безопасности
При самостоятельной пайке изделий из нержавейки на дому обязательно нужно соблюдать правила безопасности.
Соединение металлических изделий без сварки
Для соединения металлических изделий без сварки в бытовых условиях рекомендуется использовать паяльные устройства малой мощности – от 60 до 100 Вт, предпочтительнее с паяльным железом на 100 Вт.
Соединение металлических труб
Соединение металлических труб рекомендуется выполнять с помощью газовой горелки. Использование электрического паяльника может быть довольно сложным для соединения крупных элементов конструкции, даже при использовании оборудования с негорящим наконечником.
Если у вас возникли вопросы по сварке, пайке и контролю, не стесняйтесь их задать нашим экспертам в комментариях под статьей.
Нержавеющая сталь
В некоторых случаях для соединения нержавеющей стали рекомендуется использовать процесс пайки, а не сварки. Это может быть обусловлено необходимостью минимизировать деформацию в узле, особенно если она не может быть устранена обработкой, или если изделие имеет тонкую стенку.
Пайка нержавеющей стали
Для высокотемпературной пайки нержавеющей стали используются серебросодержащие припои или ПСр, ацетилено-кислородная горелка и комплект типа КГС-1м-А. Это позволяет снизить внутренние напряжения и деформации изделия после пайки.
Припои для нержавеющей стали
Нержавеющие металлы содержат более 13% хрома и высокое содержание никеля, что придает им устойчивость к различным воздействиям. В процессе пайки выбирают активные флюсы, подходящие для конкретного типа стали. Например, для пайки сталей с содержанием хрома 18% и более используются определенные виды флюсов. Для улучшения характеристик припоя могут добавляться различные элементы, такие как никель. Обязательно промывайте флюс после пайки, так как он довольно активен.
При обсуждении вопроса, чем паять нержавейку, речь идет не о сварке. Конкретно нас интересует вопрос соединения тонколистовой нержавеющей стали припоем с использованием минимального набора оборудования. Пайка заметно проще и позволяет соединять мелкие изделия из нержавейки с почти ювелирной точностью и качеством шва.

Такое соединение выгодно тем, что даже в домашних условиях процесс пайки нержавейки можно освоить буквально за полчаса. На то, чтобы научиться правильно варить нержавеющую сталь, потребуется несколько десятков человеко-часов.
Паять нержавейку в домашних условиях несложно при наличии соответствующего оборудования:
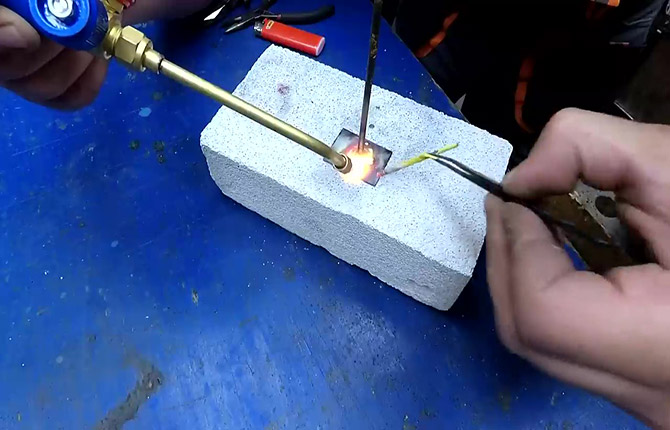
Кроме того, нужно будет купить соответствующую марку припоя и марку флюса. Для каждого вида пайки существует свой оптимальный вариант пары «припой-флюс». Кроме того, нужно сделать паяльную подставку, на которой будут греть соединяемые детали. Обычно используется небольшой блок из строительного газобетона или шамотный кирпич.
Казалось бы, какая разница, на чем паять нержавейку. На самом деле выбор подложки или подставки для пайки деталей влияет на качество соединения. Если попытаться паять на листе металла, то нагреть нержавейку до нужной температуры не удастся.
Еще одно правило: паять нержавейку нужно только под вытяжкой, можно использовать гараж, мастерскую или балкон, но только не внутри квартиры.
Чтобы правильно паять нержавейку, нужно учитывать следующее.
Для того чтобы получить высокое качество пайки, нужно придерживаться нескольких основных правил:
Обычно последовательной обработкой предпочитают паять нержавейку с высоким содержанием хрома и никеля. Оловом выполнять соединение сложно, но можно использовать латунь и никель-медный П-81. Хотя в продаже можно купить готовые прутки в флюсовой обмазке BRASS FLAME 18 XFG, которыми можно паять нержавейку при 870
Сам процесс пайки сводится к тому, чтобы правильно растаскивать расплав припоем по раскаленной поверхности так, чтобы он равномерно заполнял стык. В это время приходится подогревать нержавейку горелкой, пока весь шов не заполнится расплавом.
На длинных линейных и кольцевых швах место пайки греют периодическими движениями. Как известно, расплав сам перетекает из более холодной зоны в более горячую, поэтому можно без проблем разогнать припой по всей длине шва, лишь умело подогревая линию стыка горелкой.
Нержавейку можно паять низкотемпературными оловосодержащими припоями. Для этого достаточно электропаяльника на 100 Вт и небольшой электроплитки. Плитку используют только для разогрева детали до температуры нанесения флюса, а паять можно электропаяльником.

Часто электроплитка выручает, когда нужно запаять несколько трещин на посуде из нержавейки. С ее помощью удобно поддерживать требуемую температуру пайки, не оборачивая посуду в алюминиевую фольгу.
Тип горелки выбирается в зависимости от марки используемого твердого припоя и флюса. Если требуется паять высокопрочными медно-никелевыми или латунными припоями, то лучше всего использовать ручную пропан-кислородную горелку типа «MICRO DM 284» или аналогичные модели.
Микрогорелка подключается к редукторам (через пламегаситель) на пропановом и кислородном баллонах. Такую установку можно сделать своими руками даже в домашних условиях. Ею можно паять все высокотемпературные припои.
Для медно-серебряных припоев достаточно ручной инжекционной горелки с баллоном картриджем.

Ею можно паять нержавейку серебросодержащими твердыми припоями с температурой плавления до 700
Припоями на основе оловянных сплавов можно паять с использованием кислоты. Вопрос в том, как паять нержавейку оловом:
В обоих случаях шов (трещину) на нержавейке предварительно обезжиривают и зачищают. Если металл толстый, то можно обжечь горелкой. Далее деталь нагревается до 280С и обрабатывается флюсом.

Для тонких трещин на посуде рекомендуется использовать спиртовой раствор канифоли. Если нужно паять непищевую тару или короба, то можно использовать паяльную кислоту. Но, по отзывам, более высокое качество на нержавейке дает флюс из ортофосфорной кислоты.
Для низкотемпературной пайки можно использовать традиционные оловосодержащие материалы. Их много, лучшее качество показывают специальные ремонтные припои для заделки трещин и лужения меди.

Для пайки нержавеющей стали твердыми припоями лучший шов дает швейцарский Castolin ECO BRAZ 38230F. Содержание серебра — до 30%. Цена может быть до 400 долл. за пачку. Но качество очень высокое даже для новичков и пайки в домашних условиях. Паять можно при температуре 670-750
Кроме того, шов получается пластичным и вязким. Кроме нержавейки, им часто паяют детали велосипедных рам, декоративную облицовку раритетных авто. Лучше всех выдерживает вибрации. В качестве альтернативы можно использовать серебросодержащий L-A9.
Можно использовать латунный материал, Castolin 18XVG дает самое прочное паяное соединение на нержавейке. Но латунью, даже швейцарского качества, паять нержавейку тяжело. Шов требует нагрева до 900С, паяный шов получается прочным, но слишком жестким, непластичным. Вибрации держит плохо, его используют в ремонте автомобильной и бытовой техники.
Медь-цинк-никелевый припой П-81 стоит на порядок дешевле серебросодержащих марок. Паять нержавейку тяжело, требуется температура нагрева до 950С. Шов очень жесткий, твердый, обладает повышенной коррозионной стойкостью.
В качестве флюса используют универсальный ПВ-209. Можно паять смесью буры и борной кислоты, но качество чуть хуже.
Из безопасных материалов для низкотемпературной пайки посуды из нержавейки можно рекомендовать припои ПОС-1 или ПОСу95-5. Несмотря на то, что висмут — тяжелый металл и обладает определенной токсичностью, в целом шов получается достаточно безопасным для кипячения питьевой воды или приготовления еды в посуде из нержавеющей стали.
Из твердых припоев можно использовать серебросодержащие материалы при условии, что содержание меди не превышает 10%.
Категорически нельзя паять пищевую нержавейку припоями с сурьмой и свинцом, независимо от их процентного содержания в паяльном материале.
Существует несколько стандартных схем выполнения паяного соединения двух деталей из нержавейки:
Самый простой вариант — паять две трубки. Это может быть соединение двух деталей трубопровода из нержавейки или сборка пайкой дополнительного патрубка к основному корпусу цилиндрической формы.
В любом случае паять нужно не в стык, с осадкой одной детали внутрь другой. Поэтому трубки обычно разного диаметра, одна запрессовывается внутрь другой хотя бы на 10 мм.
Если требуется припаять боковой патрубок к основному корпусу из нержавейки, то предварительно нужно будет сделать отверстие, равное диаметру отвода.
В обоих случаях после зачистки детали из нержавейки собирают и нагревают пламенем газовой горелки. Как только на поверхности появятся пятна, место шва, обрабатывают флюсом и продолжают нагрев еще несколько минут. Последний этап — стык обводят концом прутка припоя, не прекращая нагрев горелкой. Как только материал полностью заполнит шов, нагрев убирают.
Пайка двух листов из нержавейки выполняется по той же схеме, обязательно с предварительным обжигом и зачисткой кромок. Далее листы укладываются нахлестом и нагреваются газовой горелкой до появления побежалости. Теперь можно обработать кромку флюсом, прогреть и прутком флюса растянуть расплав по всей длине стыка.
Качественный припой и флюс затекают глубоко внутрь нахлеста. Недорогие материалы обычно из-за плохой текучести прихватывают только наружный стык.
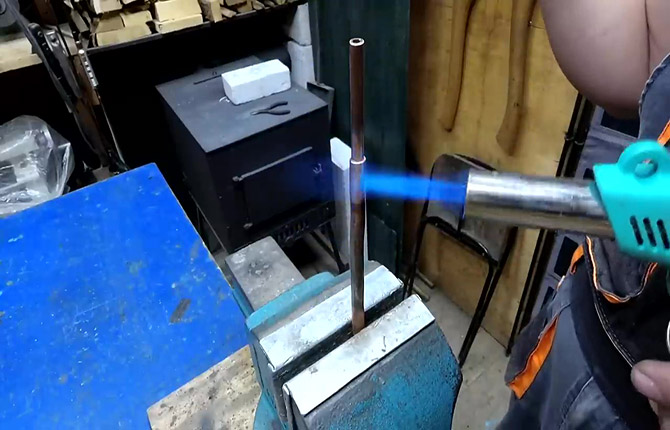
Чуть сложнее паять стержень из нержавейки перпендикулярно к листу металла. В первую очередь нужно зачистить обе детали по сопрягаемым поверхностям.
Далее стержень устанавливают вертикально на лист, сразу же обрабатывают небольшим количеством флюса, после чего обе детали нагревают горелкой до высокой температуры. Расплав должен зайти встык под стержень, но припой более вязкий и может туда не попасть.
Как только флюсовая масса будет полностью расплавлена, можно лудить припоем основание стержня. Причем паять нужно с избытком припойного материала, чтобы вокруг образовалась ванночка из расплава. Теперь на секунду нужно оторвать стержень от листа нержавейки, чтобы залудить торец и сразу же вернуть его на место. Еще несколько секунд детали из нержавейки прогревают горелкой и выключают нагрев.
После остывания образуется очень прочное паяное соединение латунью.

Прочность шва получается на уровне сварки.
Паять нержавейку горелкой достаточно дорого, так как качественные припои на основе серебра стоят в несколько раз дороже, чем сварка углекислотным полуавтоматом или аргоном. Паять латунью или медно-никелевым П-81 в домашних условиях достаточно сложно, так как требуется специальная кислород-пропановая горелка и определенный опыт в обращении с ней.
Но у высокотемпературной пайки есть два важных преимущества:
Поэтому мастера в процессе ремонта техники часто предпочитают паять нержавейку, особенно тонколистовую, чем использовать сварку.
Низкотемпературная пайка не обеспечивает высокую прочность соединения. Но обычно прочности стыка, спаянного оловянным ПОС, достаточно для обеспечения герметичности и жесткости детали. Кроме того, паять оловом намного проще, не требуется специальных горелочных устройств и дорогостоящих припоев.
Чаще всего проблемы возникают из-за нарушения технологии паяного соединения. Причин довольно много, и самые распространенные — спешка в работе и попытка сэкономить на материалах.
Наиболее распространенной ошибкой можно считать попытку выполнить пайку на еще холодных заготовках. Инжекторная горелка греет быстро и эффективно, нагреть спаиваемый стык можно за несколько минут.
Но если работы проводятся в неотапливаемом помещении при низких температурах, то заготовка, например лист нержавеющей стали, остывает очень быстро. Поэтому паять нужно с помощником либо дополнительно подогревать заготовку паяльной лампой или электроплиткой.

Попытки использовать материалы неизвестного состава и качества
Серебросодержащие припойные сплавы стоят очень дорого — от 30 тыс. руб. и выше. Но иногда просто нет альтернативы, если требуется высокое качество паяного шва.
Качественно запаять латунью с бурой или старыми припоями неизвестного состава могут лишь мастера с большим опытом работ. Кроме того, потребуется исправная кислородная горелка. Если уже есть необходимость сделать паяное соединение латунью, то желательно хотя бы арендовать микрогорелку на пару дней, а вместо буры использовать ПВ-209.
Неправильный выбор припоя
Перед пайкой определенным припоем нужно обязательно убедиться (прочитать инструкцию на пачке), что данный материал по своим особенностям однозначно подходит для нержавейки. Многие не знают, например, что медно-фосфорные не подходят для нержавеющей стали.
Часто допускают ошибку, когда серебряным припоем соединяют детали, подверженные большой статической нагрузке и вибрациям одновременно. Серебросодержащие сплавы очень мягкие и пластичные, поэтому стык со временем под нагрузкой «тянется» вплоть до разрушения.
В такой ситуации рекомендуется выполнять двойную пропайку. Первоначально серебром, затем сразу же медно-никель-цинковым припоем. Двойная пайка сложнее, но если освоить ее, то можно паять нержавейку толщиной в 0,1 мм с прочностью, не уступающей сварному соединению. При этом герметичность стыка будет на порядок выше.
Многие проблемы от плохого очищения поверхности. Зачищать нужно очень долго и качественно, возможно, предварительно обжечь. На нержавеющей стали окислы и поверхностные карбиды держатся очень прочно, поэтому металл чистят абразивом и металлическими щетками до блеска (не полировать).
Выбрать, чем паять нержавейку, не так уж и сложно, на рынке существует довольно много всевозможных припоев на основе серебра и латуни. Выбор большой, но прочность соединения на 90% зависит от качества материалов. Поэтому экономить не стоит.
Расскажите о своем опыте пайки. На какие особенности процесса нужно обратить особое внимание? Также сохраняйте статью в закладки и делитесь ею в соцсетях.

Важно! Казалось бы, какая разница, на чем паять нержавейку. На самом деле выбор подложки или подставки для пайки деталей влияет на качество соединения. Если попытаться паять на листе металла, то нагреть нержавейку до нужной температуры не удастся.
https://youtube.com/watch?v=HzQbwx4G9cU%3Fsi%3DahZE2StjifaAE771
Обычно последовательной обработкой предпочитают паять нержавейку с высоким содержанием хрома и никеля. Оловом выполнять соединение сложно, но можно использовать латунь и никель-медный П-81. Хотя в продаже можно купить готовые прутки в флюсовой обмазке BRASS FLAME 18 XFG, которыми можно паять нержавейку при 870оС.


Ею можно паять нержавейку серебросодержащими твердыми припоями с температурой плавления до 700оС.
В обоих случаях шов (трещину) на нержавейке предварительно обезжиривают и зачищают. Если металл толстый, то можно обжечь горелкой. Далее деталь нагревается до 280оС и обрабатывается флюсом.


Для пайки нержавеющей стали твердыми припоями лучший шов дает швейцарский Castolin ECO BRAZ 38230F. Содержание серебра — до 30%. Цена может быть до 400 долл. за пачку. Но качество очень высокое даже для новичков и пайки в домашних условиях. Паять можно при температуре 670-750оС.
Можно использовать латунный материал, Castolin 18XVG дает самое прочное паяное соединение на нержавейке. Но латунью, даже швейцарского качества, паять нержавейку тяжело. Шов требует нагрева до 900оС, паяный шов получается прочным, но слишком жестким, непластичным. Вибрации держит плохо, его используют в ремонте автомобильной и бытовой техники.
Медь-цинк-никелевый припой П-81 стоит на порядок дешевле серебросодержащих марок. Паять нержавейку тяжело, требуется температура нагрева до 950оС. Шов очень жесткий, твердый, обладает повышенной коррозионной стойкостью.

Важно! Качественный припой и флюс затекают глубоко внутрь нахлеста. Недорогие материалы обычно из-за плохой текучести прихватывают только наружный стык.


Неправильный нагрев




