

Припои
В качестве припоев используются как чистые металлы, так и их сплавы. Чтобы припой мог хорошо исполнять свое предназначение, он должен обладать целым рядом качеств.
Смачиваемость. Прежде всего, припой должен обладать хорошей смачиваемостью по отношению к соединяемым деталям. Без этого будет просто отсутствовать контакт между ним и паяемыми деталями.
В физическом смысле смачивание подразумевает явление, при котором прочность связи между частицами твердого вещества и смачивающей его жидкости оказывается выше, чем между частицами самой жидкости. При наличии смачивания жидкость растекается по поверхности твердого вещества и проникает во все его неровности.
Если припой не смачивает основной металл, пайка невозможна. В качестве такого примера можно привести чистый свинец, который плохо смачивает медь и не может поэтому служить припоем для неё.
Температура плавления. Припой должен иметь температуру плавления ниже температуры плавления соединяемых деталей, но выше той, при которой соединение будет работать. Температура плавления характеризуется двумя точками — температурой солидуса (температура, при которой плавится самый легкоплавкий компонент) и температурой ликвидуса (наименьшим значением, при которой припой становится полностью жидким).
Разница между температурами ликвидуса и солидуса называется интервалом кристаллизации. Когда температура соединения находится в интервале кристаллизации, даже незначительные механические воздействия приводят к нарушениям кристаллической структуры припоя, в результате чего может возникнуть его хрупкость и возрасти электрическое сопротивление.
Кроме хорошей смачиваемости и необходимой температуры плавления, припой должен обладать еще рядом свойства:
- Содержание токсичных металлов (свинца, кадмия) не должно превышать установленных значений для определенных изделий.
- Должна отсутствовать несовместимость припоя с соединяемыми металлами, которая может привести к образованию хрупких интерметаллических соединений.
- Припой должен обладать термостабильностью (сохранением прочности паяного соединения при изменении температуры), электростабильностью (неизменностью электрических характеристик при токовых, тепловых и механических нагрузках), коррозионной стойкостью.
- Коэффициент теплового расширения (КТР) не должен сильно отличаться от КТР соединяемых металлов.
- Коэффициент теплопроводности должен соответствовать характеру эксплуатации паяного изделия.
В зависимости от температуры плавления припои подразделяют на легкоплавкие (мягкие) с температурой плавления до 450°С и тугоплавкие (твердые) с температурой плавления выше 450°С.
Легкоплавкие припои. Наиболее распространенными легкоплавкими припоями являются оловянно-свинцовые, состоящие из олова и свинца в различном соотношении. Для придания определенных свойств в них могут вводиться другие элементы, например, висмут и кадмий для понижения температуры плавления, сурьма для увеличения прочности шва и т.д.
Оловянно-свинцовые припои имеют низкую температуру плавления и относительно невысокую прочность. Их не следует применять для соединения деталей, испытывающих значительную нагрузку или работающих при температуре выше 100°С. Если все же приходится применять пайку мягкими припоями для соединений, работающих под нагрузкой, нужно увеличивать площадь соприкосновения деталей.
К наиболее широко используемым относятся оловянно-свинцовые припои ПОС-18, ПОС-30, ПОС-40, ПОС-61, ПОС-90, имеющие температуру плавления примерно 190-280°С (из них самый тугоплавкий — ПОС-18, самый легкоплавкий — ПОС-61). Цифры означают процентное содержание олова.
| Припой | Назначение |
| ПОС-90 | Пайка деталей и узлов, подвергающихся в дальнейшем гальванической обработке (серебрение, золочение) |
| ПОС-61 | Лужение и пайка тонких спиральных пружин в измерительных приборах и других ответственных деталей из стали, меди, латуни, бронзы, когда не допустим или нежелателен высокий нагрев в зоне пайки. Пайка тонких (диаметром 0,05 — 0,08 мм) обмоточных проводов, в том числе высокочастотных, выводов обмоток, выводных концов ротора двигателей с ламелями коллектора, радиоэлементов и микросхем, монтажных проводов в полихлорвиниловой изоляции, а также пайка в тех случаях, когда требуется повышенная механическая прочность и электропроводность. |
| ПОС-40 | Лужение и пайка токопроводящих деталей неответственного назначения, наконечников, соединение проводов с лепестками, когда допускается более высокий нагрев, чем в случаях использования ПОС-61. |
| ПОС-30 | Лужение и пайка механических деталей неответственного назначения из меди и её сплавов, стали и железа. |
| ПОС-18 | Лужение и пайка при пониженных требованиях к прочности шва, деталей неответственного назначения из меди и её сплавов, пайка оцинкованной жести. |
Тугоплавкие припои. Из тугоплавких припоев чаще всего используются две группы — припои на основе меди и серебра. К первым относятся медно-цинковые припои, которые используются для соединения деталей, несущих лишь статическую нагрузку. Из-за определенной хрупкости их нежелательно применять в деталях, работающих в условиях ударов и вибрации.
К медно-цинковым припоям относятся, в частности, сплавы ПМЦ-36 (примерно 36% Сu, 64% Zn), с интервалом кристаллизации 800-825°C, и ПМЦ-54 (примерно 54% Cu, 46% Zn), с интервалом кристаллизации 876-880°C. С помощью первого припоя паяют латунь и прочие медные сплавы с содержанием меди до 68%, осуществляют тонкую пайку по бронзе. ПМЦ-54 используют для пайки меди, томпака, бронзы, стали.
Для соединения стальных деталей в качестве припоя используют чистую медь, латуни Л62, Л63, Л68. Соединения, паянные латунью, обладают более высокой прочностью и пластичностью в сравнении с соединениями, паянными медью, они способны вынести значительные деформации.
Серебряные припои относятся к наиболее качественным. Сплавы марки ПСр кроме серебра содержат медь и цинк. Припоем ПСр-70 (примерно 70% Ag, 25% Cu, 4% Zn), c температурой плавления 715-770°C, паяют медь, латунь, серебро. Его используют в тех случаях, когда место спая не должно резко уменьшать электропроводность изделия.
ПСр-65 используют для пайки и лужения ювелирных изделий, фитингов из меди и медных сплавов, предназначенных для соединения медных труб, используемых в системах горячего и холодного питьевого водоснабжения, им паяют стальные ленточные пилы. Припой ПСр-45 используют для пайки стали, меди, латуни.
Другие виды припоя. Существует множество других припоев, предназначенных для пайки изделий, состоящих из редких материалов или работающих в особых условиях.
Никелевые припои предназначены для пайки конструкций, работающих в условиях высоких температур. Обладая температурой плавления от 1000°C до 1450°C, они могут использоваться для пайки изделий из жаропрочных и нержавеющих сплавов.
Золотые припои, состоящие из сплавов золота с медью или никелем, используются для пайки золотых изделий, для пайки вакуумных электронных трубок, в которых недопустимо наличие летучих элементов.
Для пайки магния и его сплавов применяют магниевые припои, содержащие помимо основного металла также алюминий, цинк и кадмий.
Материалы для пайки металлов могут иметь различную форму выпуска — в виде проволоки, тонкой фольги, таблеток, порошка, гранул, паяльных паст. От формы выпуска зависит способ их ввода в стыковую зону. Припой в виде фольги или паяльной пасты укладывается между соединяемыми деталями, проволока подается в зону соединения по мере расплавления ее конца.
Флюсы. Прочность паяного соединения зависит от взаимодействия основного металла с расплавленным припоем, которое в свою очередь зависит от наличия физического контакта между ними. Оксидная пленка, присутствующая на поверхности паяемого металла, препятствует контакту, взаимной растворимости и диффузии частиц основного металла и припоя.
Поэтому ее необходимо удалять. Для этого применяются флюсы, в задачу которых входит не только удаление старой окисной пленки, но и препятствие образованию новой, а также снижение поверхностного натяжения жидкого припоя с целью улучшения его смачиваемости.
При пайке металлов применяются различные по составу и свойствам флюсы. Флюсы для пайки имеют различия:
- по агрессивности (нейтральные и активные);
- по температурному интервалу пайки;
- по агрегатному состоянию — твердые, жидкие, геле- и пастообразные;
- по виду растворителя — водные и неводные.
Кислые (активные) флюсы, например «Паяльную кислоту» на основе хлорида цинка, нельзя использовать при пайке электронных компонентов, так как они хорошо проводят электрический ток и вызывают коррозию, однако, из-за своей агрессивности, они очень хорошо подготавливают поверхность и поэтому незаменимы при пайке металлических конструкций.
Широко распространенными флюсами являются борная кислота (H3BO3), бура (Na2B4O7), фтористый калий (KF), хлористый цинк (ZnCl2), канифольно-спиртовые флюсы, ортофосфорная кислота. Флюс должен соответствовать температуре пайки, материалу паяемых деталей и припоя.
Например, бура используется для высокотемпературной пайки углеродистых сталей, чугуна, меди, твердых сплавов медными и серебряными припоями. Для пайки алюминия и его сплавов применяют препарат, состоящий из хлористого калия, хлористого лития, фтористого натрия и хлористого цинка (флюс 34А).
Флюс может применяться не только в виде отдельного компонента, но и входить составным элементом в паяльные пасты и таблетированные виды так называемых флюсующихся припоев.
Паяльные пасты. Паяльная паста — это пастообразное вещество, состоящее из частиц припоя, флюса и различных добавок. Паяльная паста обычно используется для поверхностного монтажа SMD-компонентов, но удобна и для пайки в труднодоступных местах.
Пайка радиодеталей такой пастой осуществляется с помощью термовоздушной или инфракрасной станции. Получается красивая и качественная пайка. Однако из-за того, что большая часть паяльных паст не содержит активных флюсов позволяющих паять, например сталь, большинство их подходят только для пайки электроники.
Сварка и пайка металлов и сплавов
Пайка – это технологический процесс получения неразъёмных соединений заготовок с нагревом ниже Тпл путём смачивания, растекания и заполнения зазора между ними расплавленным припоем и сцепление их при кристаллизации припоя.
Сварка – это технологический процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании.
Для качественной сварки необходимо:
а) свариваемые поверхности освободить от загрязнений, окислов и пр.;
б) энергетическ активировать атомы (разогреть);
в) сблизить поверхности до уровня межатомных расстояний.
Активацию можно проводить теплом, упруго-пластической деформацией, электронного, ионного, электромагнитного воздействия и пр.
Сварка подразделяется на 3 класса: термическая, термомеханическая и механическая.
Термическая сварка заключается в плавлении свариваемых поверхностей с использованием тепловой энергии. Различают дуговую, плазменную, электрошлаковую, электронно-лучевую, лазерную и газовую сварки.
Термомеханическая сварка, как следует из названия, заключается в совместном действии на свариваемые поверхности тепловой энергии и механического давления. Различают контактную и диффузионную сварку.
Механическая сварка заключается в совместном действии механиеской энергии, приводящей к разогреву свариваемых поверхностей, и механического давления. Различают ультразвуковую сварку, сварку взрывом, трением. Сюда же относится холодная сварка.
Дуговая термическая сварка заключается в создании электрической дуги между электродом и заготовкой. Существует несколько видов дуговой сварки:
а) с использованием неплавящихся электродов (графитовых или вольфрамовых), при этом расплавляется только свариваемые металлы или дополнительно ещё и присадочный металл;
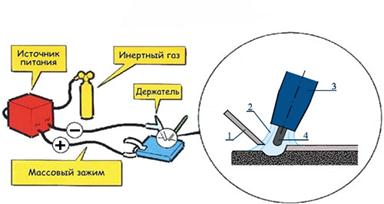
Рис. 9.9. Схема термической сварки с неплавящимся электродом.
1 – присадочный металл; 2 – электрическая дуга; 3- держатель электрода и подача инертного газа; 4 – неплавящийся электрод.
б) с использованием плавящихся металлических электродов, при этом одновременно плавятся и свариваемые металлы и электрод;
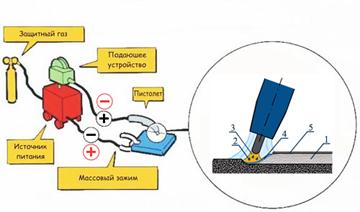
Рис. 9.10. Схема термической сварки с плавящимся электродом.
1 – наплявляемый металл; 2 – дуга; 3 – плавящийся электрод (проволка); 4 – инертный газ (СО2);
в) сварка косвенной дугой, при этом образуется дуга между двумя неплавящимися электродами и эта дуга расплавляет свариваемые металлы;
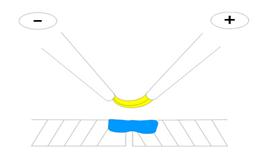
Рис. 9.11. Схема сварки косвенной дугой.
г) сварка трёхфазной дугой, при этом образуется три дуги – между электродами и между каждым электродом и свариваемым металлом.
В зависимости от условий различают обычную сварку, сварку под флюсом (создаётся защитная атмосфера и тепловой барьер над расплавленным металлом) и в защитном газе (Ar, He, N2, CO2 , у нас обычно Ar и СО2).
Плазменная сварка происходит при температуре 10000 – 20000 оС. Такую температуру достигают в плазменных горелках, пропуская газ через столб сжатой электрической дуги. Дуга горит в узком канале сопла горелки, куда подают газы – N2, Ar, Н2, Не, воздух. Плазма представляет собой более концентрированный источник тепла, следвательно, она обладает большей проплавляющей способностью (до 10 мм). Для сварки тонких металлов толщиной 0,025 – 0,7 мм используют микроплазменную сварку (ток 0,5 – 10 А). Недостатком плазменной сварки является недолговечность горелок.
При электрошлаковой сварке основной и электродный металлы расплавляются теплотой, выделяющейся при прохождении тока через шлаковую ванну, при этом достигается температура порядка 2000 оС. Эта сварка позволяет свариватьметаллы толщиной до 150 мм.
При электронно-лучевой сварке создают поток электронов от анода к катоду в сильном электрическом поле. При соударении электронов с металлом 99% кинетической энергии электронов переходит в теплоую энергию. Температура в этом месте может достигать 5000 – 6000 оС. Эта сварка позволяет сваривать не только металлы, но и сапфиры, рубины, алмазы, стекло и т.п. Зона разогрева при этом очень маленькая, поэтому деформация заготовки минимальна. Так как сварка обязательно проводится в вакууме, образующийся шов очень ровный, зеркальный, ширина шва от 0,02 до 100 мм. Применяют для сварки W, Ta, Nb, Zr, Mo и др., можно сваривать разнородные металлы.
Газовая сварка заключается в разогреве свариваемых металлов газовым пламенем и заполнении зазора присадочным материалом. Она характеризуется плавным разогревом и применяется для сваривания тонких металлов – от 0,2 до 3 мм.
Основным видомтермомеханической сваркиявляется контактная сварка, заключающаяся в кратковременном нагреве места соединения и осадке (сжимания) разогретых заготовок. Разогрев обычно электрический, величина выделяющегося тепла определяется законом Джоуля – Ленца: Q = I2Rτ. Различают стыковую, точечную и шовную термомеханическую сварку.

Рис. 9.12. Схема термомеханической сварки.
Механическая холодная сварка заключается в сближении свариваемых поверхностей до образования металлических связей между ними. Для образования металлических связей требуется высокое давление – оно вызывает совместную пластическую деформацию. Большое давление разрушает плёнку оксидов, но требуется очистка поверхностей от жировых плёнок. Механическое напряжение в свариваемых поверхностях должно составлять от 150 до 1000 МПа, при этом толщина шва может достигать от 0,2 до 15 мм. Этим методом можно сваривать такие пластичные металлы, как Al, Cd, Pb, Cu, Ni, Au, Ag, Zn и др.
Сварка трением осуществляется путём вращения одной из свариваемых заготовок (труба, пруток), прижатой с определённой силой к другой поверхности. Этот метод позволяет сваривать разнородные металлы – Cu и сталь, Al и Ti и др. Этот вид сварки позволяет снизить затраты энергии в 5 – 10 раз.
Ультразвуковая сваркаосуществляется при одновременном воздействии на свариваемые поверхности нагрева, давления и трения, возникающего в результате ультразвуковой обработки. Толщина сварного шва менее 1 мм и может достигать 0,001 мм. Можно сваривать разнородные металлы. Эта сварка применяется в приборостроении, радиоэлектронике, авиапромышленности и др.
Сварка взрывом осуществляется путём проведения направленного (комулятивного) взрыва, приводящего к столкновению с большой скоростью (порядка нескольких км/с) свариваемых металлов. Образующийся при этом сварной шов обладает большей прочностью, чем свариваемые металлы.
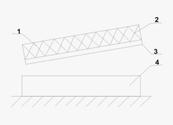
Рис. 9.13. Схема сварки взрывом.
1 – детонатор; 2 – взрывчатка; 3, 4 – свариваемые пластины.
§
Полимеры в зависимости от молекулярного строения подразделяются на термопластичные и термореактивные (смотри раздел 7). Методы их переработки в заготовки или изделия различны. Всё разнообразие методов формования, применяемых в промышленности переработки пластмасс, сводится к следующим основным группам:
1) каландрование и нанесение покрытий;
2) экструзионное формование;
3) формование оболочек на пуансонах и матрицах;
4) формование в пресс-формах литьём под давлением и заливкой;
5) вторичное формование.
Процесс экструзии заключается в продавливании материала через определённое отверстие или головку, в результате чего получается изделие нужного профиля. Для экструзии пластмасс можно применять три типа машин: плунжерные экструдеры, насосы различного типа и червячные экструдеры.
Принцип действия плунжерных экструдеров заключается в том, что плунжер, двигаясь в цилиндре, выдавливает из него предварительно загруженный материал. Плунжерные экструдеры просты по конструкции и способны развивать любое давление, которое можно достаточно точно регулировать. Материал в процессе выдавливания не подвергается перемешиванию, что сильно затрудняет прогрев материала, т.к. полимеры обладают низкой теплопроводностью. Кроме того, недостатком является периодический режим работы. Первый плунжерный экструдер был создан в конце ХV111 века, но не для переработки полимеров.
Низковязкие материалы (растворы и расплавы некоторых полимеров) могут выдавливаться при сравнительно небольших давлениях обычными насосами, например, шестерёнчатыми, которые одновременно являются и дозаторами.
Для получения и переработки композиционных полимерных материалов с дисперсным наполнителем (включая и волокна длиной до 10 – 20 мм) используют разнообразные червячные экструдеры. Основным рабочим органом экструзионного червячного оборудования служит пара червяк – цилиндр. Это позволяет совмещать ряд стадий технологического процесса переработки полимеров.
Процесс производства и переработки композиционных полимерных материалов включает в себя следующие стадии.
1. Транспортировка композиции в каналах, размеры которых соизмеримы с размерами частиц или превышают их, как при переработке волокнитов.
2. Уплотнение сухой смеси в каналах (полостях), размеры которых также соизмеримы с размерами частиц. Уплотнение сопровождается разрушением волокнистого наполнителя и образованием агломератов порошкообразного наполнителя. При сжатии происходит нагрев компонентов, плавление полимера и пропитка им сухой массы наполнителя.
3. Плавление и монолитизация смеси.
Основным рабочим элементом червячного экструдера является червяк специальной конструкции, вращающемся в обогреваемом цилиндре, на одном конце которого находится тангенциально или радиально расположенное отверстие для загрузки материала, а на другом – устройство для крепления головки. На рис. 9.14 представлена схема червячного экструдера.
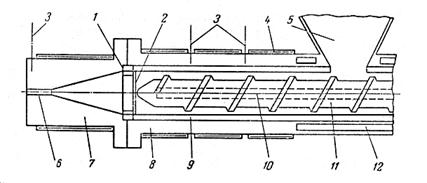
Рис. 9.14. Схема червячного (шнекового) экструдера.
1 – решётка; 2 – фильтрующая сетка; 3 – места установки термопар; 4 – электрические нагреватели сопротивления; 5 – бункер; 6 – формующий канал головки; 7 – головка; 8 – цилиндр; 9 – закалённая втулка; 10 – канал для подачи в червяк охлаждающей воды; 11 – червяк; 12 – полость для охлаждающей воды в зоне загрузки цилиндра.
Вращающийся червяк захватывает материал, загружаемый обычно в виде гранул или порошка, и продвигает его через обогреваемые зоны цилиндра к головке. Часто для создания градиента давления вдоль червяка перед головкой устанавливают сопротивление в виде решётки и пакета сеток. Вследствие этого в цилиндре создаётся давление и материал уплотняется. Под влиянием деформаций сдвига в материале возникают силы внутреннего трения, при этом материал разогревается.
Производительность экструдера определяется прежде всего диаметром D и длиной L червяка. Принято характеризовать червяки (шнеки) отношением L/D. От этих параметров зависит теплопередача от стенок цилиндра к материалу, количество тепла, выделяющееся за счёт сил внутреннего трения, а, следовательно, потребляемая мощность и величина энергозатрат на единицу производительности. Большое влияние на все показатели работы экструдера оказывает также шаг червяка, угол наклона нарезки и глубина винтового канала.
Шнековые экструдеры могут быть различных типов: одно- и двухшнековые; одно- и двухступенчатые; универсальные и специализированные; с осциллирующим (вдоль оси) и одновременно вращающимся шнеком; с зоной дегазации и без неё, с вращением шнеков в одну и в противоположные стороны и т.п. Расположение шнеков может быть как горизонтальным, так и вертикальным.
Большее распространение получили двухшнековые экструдеры, расположенные параллельно в одной рабочей камере и вращающиеся либо навстречу друг другу, либо в одном и том же направлении. Отличительной чертой машин этого типа является способность перерабатывать материалы в порошкообразном виде и развивать при этом значительные давления при стабильной производительности и отсутствии пульсации. Жёсткий (не пластифицированный) ПВХ перерабатывается практически исключительно на двухшнековых машинах.
Качество изделий зависит не только от конструкции машины и свойств перерабатываемого материала, но также от конструкции головки и приёмного оборудования. Расплав, подаваемый шнеком, приобретает соответствующую форму в головке. Перед входом в головку расплав продавливается через решётку. Часто перед решёткой дополнительно устанавливают пакет проволочных сеток. Сеточный элемент состоит из комбинации тонкой сетки (100 – 200 меш) и поддерживающей её грубой сетки. Решётка и сетки обеспечивают: 1) фильтрацию расплава – удаление загрязнений и частиц нерасплавленного материала; 2) возможность дополнительного регулирования противодавления на шнек; 3) превращение вращательного движения расплава в шнеке в течение, параллельное оси экструзии.
По взаимному расположению направлений входа расплава в головку и выходу изделия различают три вида головок: прямоточные, угловые и офсетные.
В прямоточных головках эти направления совпадают. Прямоточные головки применяют в основном для изготовления труб, прутков, профилей, листов, а с использованием различных переходников – для производства рукавных и плоских плёнок.
В угловых головках расплав входит под некоторым углом к направлению выхода экструдата. Головки этого типа используют для нанесения изоляции на провода и кабели. Преимуществом угловых головок является лёгкий доступ к дорну.
Офсетные головки соединяют в себе преимущества угловых и прямоточных. В них расплав совершает двойной поворот под прямым углом, что позволяет компенсировать неравномерности потока, возникающие в обычных угловых головка при одинарном повороте. Комплектующее оборудование в офсетных головках чаще всего располагается на одной оси с экструдером. На рис. 9.15, 9.16 и 9.17 представлены схемы прямоточной, угловой и офсетной головок для формования труб и рукавной плёнки.
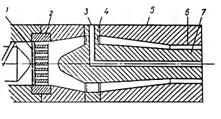

Рис.9.15 Рис.9.16. Рис.9.17.
Для формования изделий различной формы разработано большое количество головок разнообразных конструкций.
Литьевое формование полимеров заключается в заполнении жидким полимером формы с последующим отверждением полимера тем или иным способом. Существует несколько видов литьевого формования, одним из которых является литьё под давлением.
Литьё под давлением – это метод формования изделий из полимерных материалов, заключающийся в нагревании материала до вязкотекучего состояния и передавливании его в закрытую литьевую форму, где материал приобретает конфигурацию внутренней полости формы и затвердевает. Этим методом получают изделия массой от нескольких граммов до нескольких килограммов с толщиной стенок 1 – 20 мм (чаще 3 – 6 мм.). Литьём под давлением перерабатывают как термопластичные, так и термореактивные материалы.
Для осуществления литья под давлением применяют плунжерные или шнековые литьевые машины, на которые устанавливаются литьевые формы различной конструкции. Плунжерные (иначе – поршневые) были созданы в 30-е годы ХХ века.
Шнековые машины, применяемые для литьевого формования, отличаются от применяемых при экструзии тем, что шнек в рабочем цилиндре может совершать возвратно-поступательное движение. Литьё под давлением и высоких температурах при помощи шнековых машин ещё называют интрузией. Схемы литьевой машины с плунжерной (а) и шнековой (б) пластикацией представлены на рис. 9.18.
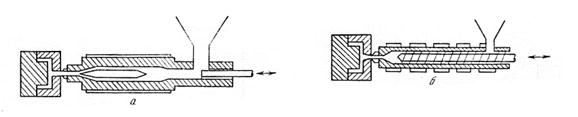
Рис. 9.18. Рис. 9.19.
Использование шнекового (червячного) пластикатора с возвратно-поступательным движением шнека вместо плунжера позволяет не только нагревать до вязко-текучего состояния полимер перед впрыском, но и улучшить гомогенизацию расплава и повысить точность дозирования.
§
Этот метод применяют для формования особо тонкостенных изделий, в частности, имеющих мелкий рисунок или фактуру поверхности. Заполнение форм для таких изделий при обычном режиме впрыска в замкнутую форму практически невозможно из-за преждевременного отвердевания материала в оформляющей полости ещё на стадии впрыска.
Заполнение формы в режиме инжекционного формования происходит в четыре этапа:
1. Подвод сопла 1 узла впрыска к форме;
2. После подвода сопла 1 полуформы 3 и 4 частично смыкаются так, чтобы образованный ими пока не замкнутый канал оформляющей полости шириной Н0 не оказывал значительного гидравлического сопротивления впрыскиваемой в него червяком 5 дозы;
3. После впрыска полуформы начинают смыкаться под воздействием усилия F, причём расплав растекается в форме, достигая отжимных кантов 7;
4. Начиная с этого момента происходит истечение расплава в облой 8, прекращающееся с отвердеванием материала между отжимными кантами.
Схема работы литьевой машины в режиме инжекционного прессования представлена на рис.9.20.
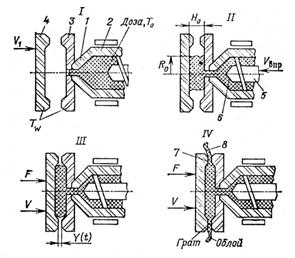
Рис. 9.20. Схема работы литьевой машины в режиме инжекционного прессования.
Прессование – это технологический процесс изготовления изделий из полимерных материалов, заключающийся в пластической деформации материала при действии на него давления и последующей фиксации формы изделия. Кстати, прессование находит применение и в технологии металлов, и в технологии стекла и керамики.
Рассмотренное выше инжекционное прессование в равной степени может относиться как к разновидности литья под давлением, так и к разновидности прессования. Наиболее распространённый и простой в аппаратурном оформлении является метод компрессионного прессования реактопластов в нагретые формы (горячее прессование).
 Пресс-форма (рис.9.21.) состоит из пуансона и матрицы, которые могут иметь нагревающие элементы, и выталкивателей отформованного изделия.
Пресс-форма (рис.9.21.) состоит из пуансона и матрицы, которые могут иметь нагревающие элементы, и выталкивателей отформованного изделия.
Рис. 9.21.. Схема изготовления изделий методом компрессионного формования.
Материал загружается в открытую полость формы (часто вручную), затем пуансон опускается, материал уплотняется, заполняет формующую полость, выдерживается под давлением. После окончания выдержки форма раскрывается и с помощь выталкивающего устройства изделие извлекается из формы. Оформляющая поверхность формы должна быть отполирована и иметь твёрдость HRC 50 – 52. Формы по своей конструкции подразделяются на поршневые и полупоршневые, отличающиеся друг от друга принципом уплотнения полуформ. В поршневых — сочленение или соединение матрицы и пуансона (позитивной и негативной полуформ) по краям формуемого изделия выполняются телескопическим с зазором, достаточным для выхода воздуха, но не пропускающим материал. Здесь должна соблюдаться точность дозировки. Допускается избыток дозы не выше 1%.
В полупоршневой форме негативная (имеющая оформляющую полость) полуформа имеет уклон, так что избыток материала может выдавливаться, обеспечивая закрывание формы. Такой тип уплотнения нечувствителен к превышению навески на 2 – 5% и обеспечивает получение изделий, одинаковых по массе, размерам и плотности.
Существует, естественно, множество разновидностей этих двух типов уплотнений форм.
Термоформование – это получение изделий из листовых материалов путём прижимания размягчённого полуфабриката к оформляющей внутренней или внешней полости формы. Термоформование включает формование как термопластичных и термореактивных листов, так и слоистых материалов.
Термоформование принято подразделять на три основных метода: 1) вакуумное формование; 2) пневмоформование; 3) формование с помощью сопряжённых металлических форм.
Формование с помощью сопряжённых металлических форм подобно процессу штамповки металла и несколько напоминает прессование. Нагретый лист формуют, зажимая его между парой сопряжённых (негативной и позитивной) полуформ, называемых часто матрицей и пуансоном. Процесс используют также для переработки вспененных и слоистых материалов.
При вакуумном формовании обычно используют листы, которые закрепляют в раме, а затем нагревают. Когда полимер переходит в высокоэластическое состояние, его нагрев прекращают и из полости между листом и формой откачивают воздух. Атмосферное давление, действующее над листом, прижимает его к форме, на которой он охлаждается и затвердевает. Этим методом можно получать только изделия простой формы.
Вакуумное формование разделяется на негативное и позитивное. Нагрев заготовок перед формованием осуществляется инфракрасными нагревателями, реже – горячим газом или нагревательными спиралями сопротивления. При формовании тонких листов и плёнок применяют односторонний нагрев, листов с толщиной более 6 мм – двухсторонний нагрев.
Преимущества вакуумного формования:
— формование можно осуществлять в несложной легкоё настольной оснастке, что важно для производства единичных и мелкосерийных изделий;
— возможна переработка листовых термопластов с высокой усадкой:
— возможно применение форм из дешёвых и лёгких материалов, например, дерева.
К недостаткам способа относятся:
— трудности при контролировании температуры нагрева термопласта по приборам;
— малая производительность в связи со значительной затратой времени (70 – 80%) на разогрев заготовки и охлаждение изделий непосредственно на машине.
Пневматическое формование аналогично вакуумформованию, но в данном случае применяют позитивное давление воздуха, прижимающее лист к форме. Поскольку используемое давление больше атмосферного, пневмоформование можно применять для трудноперерабатываемых (более жёстких) материалов и изготавливать изделия более сложной формы, чем при вакуумформовании.
Выдувное формование различных ёмкостей начало развиваться в начале 60-х годов прошлого века и, в основном, подразделяется на экструзионно — выдувной и инжекционно – выдувной способы.
Технологический процесс экструзионно-выдувного формования заимствован из стекольной промышленности. Вначале экструдируют тонкостенную трубу (шланг), которую затем разрезают на отрезки определённой длины. Отрезок трубы, называемый заготовкой, помещают между частями полой раздувной формы. Форму смыкают, после чего заготовку раздувают сжатым воздухом. В результате получают полое изделий требуемой формы
Инжекционно – выдувное формование представляет собой модификацию литья под давлением и заключается в инжекции расплава полимера в разъёмную форму с вставленной в неё оправкой. Так создаётся заготовка. Толщина стенок заготовки определяется зазором между оправкой и внутренней полостью гнезда формы. Затем оправку с нанесённой на неё оболочкой полимера переносят в обычную форму для выдувания изделий.
По сравнению с экструзионно- выдувным формованием инжекционно-выдувное формование почти полностью ликвидирует отходы, позволяет получать изделия повышенной прочности, с более точными размерами горловины, двухслойные с внутренним химически устойчивым слоем и наружным декоративным. Однако стоимость форм для его осуществления выше, чем для обычного литья под давлением и экструзионно-выдувного формования. На рис. 9.22 представлены основные стадии получения инжекционно — выдувной машины.
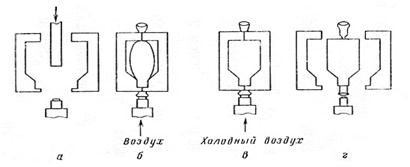
Рис. 9.22. Основные стадии получения изделий экструзионно-выдувным методом.
а – подача заготовки; б – выдувание; в – охлаждение изделия; г – удаление изделия из выдувной формы.
§
Ротационное формование.
Впервые ротационное формование было применено в конце 40–х годов прошлого столетия для получения изделий из пластизолей. Ротационное формование заключается в спекании полимерного материала во вращающейся форме. Для пластизолей процесс называется не спеканием, а желатинизацией. Спеканием перерабатывают жидкие и порошкообразным материалам. Ротационным формованием можно перерабатывать и мономерные (олигомерные) вещества. В этом случае синтез полимера проводится непосредственно во вращающейся форме. Вращение форм может производиться как вокруг одной, так и вокруг двух взаимно перпендикулярных осей, что способствует получению изделий с равномерной толщиной стенки. Ротационным формованием изготавливаются главным образом ёмкости, резервуары и т.п. весом от нескольких грамм до 110 – 120 кг и толщиной стенок от 1 до 25 мм.
Каландры – это валковые машины, в которых скорость вращения сопряжённых валов одинакова. На каландрах осуществляется окончательный технологический процесс формования листа, плёнки и различных рулонных материалов (линолеум, покрытия для полов и др.) при однократном прохождении материала через зазор между несколькими валками. Способом каландрирования перерабатываются поливинилхлорид и его сополимеры, хлорированный полиэтилен, АВС, смеси АВС с ПВХ, ударопрочный полистирол, эфиры целлюлозы, резиновые смеси и т.п. В качестве армирующих наполнителей для полимеров используют химические, минеральные и растительные волокна. К неволокнистым наполнителям относятся сажа, песок, мел и др.
По функциональному назначению каландры для пластмасс разделяются на листовальные, промазочные и дублировочные. Каландр состоит из трёх или более нагретых валков, проходя между ними высоковязкая полимерная масса перерабатывается в плёнки или листы. Масса материала подаётся в зазор между двумя первыми валками, откуда она выходит уже в виде плёнки. Затем материал проходит вокруг остальных валков, каждый из которых выполняет определённую функцию. В обычном четырёхвалковом каландре имеется три формующих (рабочих) зазора; первый регулирует скорость подачи материала, второй действует как дозирующее устройство. Толщину листа определяет зазор между последней парой валков. Эти валки могут быть глянцевыми, матовыми или гофрированными. Каландрование часто сравнивают с экструзией, рассматривая последнюю пару валков как фильеру с вращающимися поверхностями.
Валки – важнейшая часть каландра. Их изготавливают из стального литья с последующей закалкой.
Известно множество различных схем расположения валков в каландре; некоторые из них показаны на рис.9.23 Выбор конкретной схемы зависит от ряда факторов, например, от природы перерабатываемого материала, толщины и ширины получаемого листа, скорости процесса и т.д. Кроме того, необходимо учитывать характер дальнейшей обработки продукта, например, предполагается ли ламинирование и т.п.
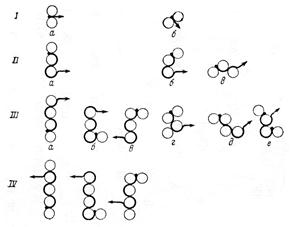
Рис.9.23. Основные схемы расположения валков каландров.
Во время работы каландра валки подвергаются действию больших нагрузок, необходимых для формования из полимеров тонких плёнок. Эти силы вызывают изгиб валков, в результате чего толщина плёнки в средней части полотна получается больше, чем по его краям. Разнотолщинность можно уменьшить различными способами, одним из наиболее часто употребляемым является применение валков, имеющих в средней зоне больший диаметр, чем по краям.
В последнее время получает распространение сочетание двух классических процессов переработки – экструзии и каландрования. Двухвалковый каландр монтируют на выходном конце экструдера, оснащённого простой головкой для производства плоской плёнки. Такая конструкция обладает высокой производительностью, сокращает время достижения стабильного температурного режима формования, уменьшает время теплового воздействия на полимер при каландровании, что снижает термоокислительную деструкцию полимера.
§
К армированным композиционным материалам относятся такие, которые содержат в своём составе анизометричные компоненты – непрерывные или короткие волокна, игольчатые монокристаллы, слоистые материалы – ткани, бумаги и т.п. Полимерные композиционные материалы, содержащие слоистые волокнистые наполнители, называются текстолитами и гетинаксами. Их получают при помощи прессового оборудования. Процесс включает в себя пропитку ткани связующим в ваннах, снабжённых направляющими роликами и диавальцами, отжимающими избыток связующего. После этой операции ткань подсушивается, превращаясь в так называемый препрег, кроится нужным образом, укладывается слоями и прессуется при температуре отверждения связующего. Для изготовления листов используют многоэтажные прессы, позволяющие получать за одну операцию много листов. Эта технология используется также при изготовлении фольгированных диэлектриков.
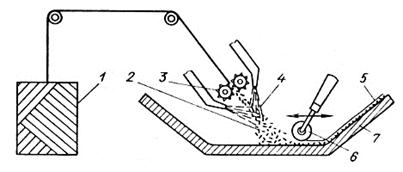
Для изготовления армированных изделий сложной формы используют другие методы. К ним относится ручная укладка, которая не требует пояснений, и намотка непрерывными волокнами. Этим методом изготавливают изделия цилиндрической формы – сосуды высокого давления, корпуса ракет, трубы и т.п. Одна из схем процесса формования намоткой изображена на рис.9.24 Здесь исходные материалы (смола и волокно) поступают из неподвижных ёмкостей и наматываются на вращающийся сердечник конечной длины.
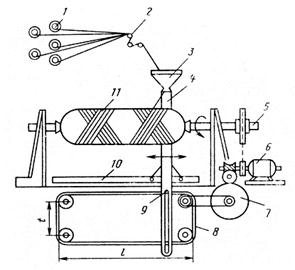
Рис.9.24. Схема процесса формования намоткой волокном.
1 – шпулярник с волокном (ровинг); 2 – натяжное устройство; 3 – ёмкость со смолой; 4 – челнок; 5 – вал; 6 — электродвигатель; 7 – редуктор; 8 — цепь; 9 – сухарь; 10 – рельсовый путь; 11- изделие; l – ход; t – высота.
Другой разновидностью этого метода является напыление на форму стеклянного штапеля (волокна длиной в несколько см) одновременно со смесью соответствующей смолы и катализатора.
 Варьирование соотношения смолы и стекловолокнистого наполнителя, вида армирующего материала и системы его укладки, типа смолы позволяет существенно изменять физические свойства получаемых стеклопластиков. Одна из схем нанесения покрытий напылением представлена на рис.9.25.
Варьирование соотношения смолы и стекловолокнистого наполнителя, вида армирующего материала и системы его укладки, типа смолы позволяет существенно изменять физические свойства получаемых стеклопластиков. Одна из схем нанесения покрытий напылением представлена на рис.9.25.
Рис.9.25. Безвоздушная система напыления с двумя ёмкостями.
1 – ровинг (ровинг – это некручёная нить из непрерывных волокон); 2 – смола с катализатором; 3 – рубильное устройство; 4 – смола с ускорителем;5 – уплотнённый слой; 6 – валик; 7- форма.
Существует много разновидностей распылителей и вариантов оборудования для напыления.
Центробежное литьё.
Этот метод имеет много общего с ротационным формованием при вращении вокруг одной оси. По этому методу изделия из слоистых пластиков цилиндрической, конической или параболической формы формуются под действием центробежных сил, возникающих при вращении вокруг продольной оси с одновременным отверждением. Внутренняя поверхность формы является наружной поверхностью изделия. Внутрь формы укладывают слои армирующего наполнителя, форму вращают с одновременной подачей смолы. После отверждения готовое изделие выталкивают из формы. Внутренняя поверхность формы должна быть отшлифована и отполирована до высоких классов чистоты. Так как при отверждении смолы выделяется значительное количество тепла, а коэффициенты термического расширения полимеров и металла, из которого изготовлена форма, различаются на порядок, выталкивание изделия из формы после охлаждения не вызывает затруднений. На рис.9.26 представлена схема центробежного литья.
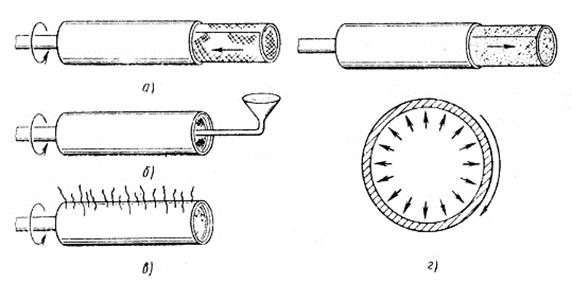
Рис.9.26. Схема центробежного литья.
а – обёртывание оправки; б – вращение; в – отверждение; г – извлечение изделия.
Существуют устройства для центробежного литья, в которых по внутренней поверхности формы раскладывается непрерывное волокно (ровинг) с одновременной подачей смолы. Этим приёмом сейчас получают цилиндры длиной до 2 м и диаметром до 400 мм.
§
Технология стеклянных материалов.
В технологии стекла на стадии приготовления шихты используются смесители, принцип действия которых рассмотрен в разделе 1. Это барабанные смесители, планетарные смесители и др. Конструкции печей для варки стекла и приготовления стекломассы в данном курсе не рассматриваются.
Превращение стекломассы в стеклянные изделия – формование или выработка – может осуществляться разнообразными способами. Из стекла можно изготовлять мельчайшие изделия (бисер, миниатюрные электронные лампочки, тончайшее волокно диаметром в доли мкм) и изделия больших размеров и массы (витринные стёкла площадью 15 – 20 м2, диски для линз телескопов диаметром несколько метров, высокие стеклянные колонны и пр.)
Методом вытягивания получают листовое стекло. Вертикальное вытягивание осуществляют лодочным или безлодочным способом.
При формовании ленты стекла по первому способу используется лодочка – длинный прямоугольный керамический брус со сквозным продольным вырезом, переходящим в верхней части в узкую щель. Схема вытягивания стекла при помощи лодочки показана на рис.9.27. В рабочем положении лодочка 2 погружена в бассейн со стекломассой 1, охлаждённой до температуры выработки. Лодочка погружена так, что верхняя кромка щели, называемая губами лодочки, находится ниже уровня стекломассы в бассейне и на 40-50 мм ниже верхней плоскости лодочки, чтобы стекломасса не затекала через верх.
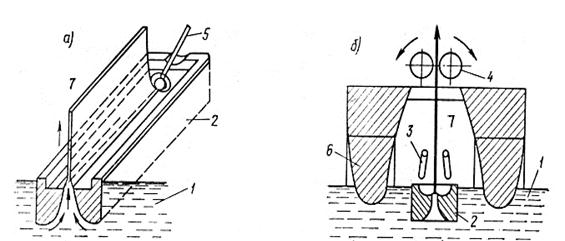
Рис.9.27. Схема формования ленты стекла способом лодочного вертикального вытягивания.
а – схема образования ленты стекла; б – схема подмашинной камеры. 1 – стекломасса; 2 – лодочка; 3 – холодильник; 4 – валики машины; 5 – бортодержатель; 6 – мост.
Расплав выступает из щели под влиянием гидростатического напора, сцепляется с металлической гребёнкой – «приманкой» и оттягивается кверху с помощью валиков 4, образуя непрерывную ленту стекла. Чтобы лента стекла не сужалась по ширине при вытягивании, её края (борты) захватывают специальными приспособлениями – металлическими бортодержателями 5, а полотно ленты охлаждают с помощью холодильников 3.
По безлодочному способу лента стекла формуется со свободной поверхности стекломассы (рис.9.28.).
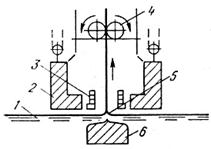
Рис.9.28.. Схема формования ленты стекла способом безлодочного вертикального формования.
1 – стекломасса; 2 – L-блок; 3 – холодильник;4 – валики машины; 5 – луковица; 6 – центральное погружённое тело.
Необходимые для формования ленты вязкости получают путём охлаждения определённого участка зеркала стекломассы 1 между подвесными огнеупорными элементами 2 (L – блоками). В стекломассу на глубину 70 – 120 мм погружают огнеупорное тело 6 , направленное вдоль оси машины. Его назначение – быть экраном для излучения глубинного расплава и тем самым усиливать охлаждение потоков стекломассы, движущихся с обеих сторон к луковице над его поверхностью.
Методов вытягивания формуют также стеклянные трубы. Различают горизонтальное и вертикальное вытягивание. Горизонтальным вытягиванием получают диаметром до 40 мм, а вертикальным – от 50 до 120 мм.
При горизонтальном вытягивании (рис. 9.29.) стекломасса поступает тонкой струйкой на верхнюю часть медленно вращающегося наклонного огнеупорного мундштука (3), обволакивает его равномерным слоем и, стекая с его нижнего конца, образует трубу (7), которая подхватывается тянульной машиной (8).
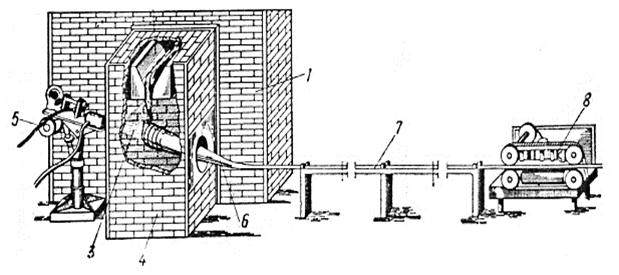
Рис.9.29.. Схема горизонтального вытягивания стеклянных труб.
Деформации трубы препятствует подаваемый через отверстие мундштука сжатый воздух. Диаметр вырабатываемой трубы и толщина её стенок зависят от температуры, диаметра мундштука, угла наклона и частоты вращения мундштука, скорости вытягивания и давления воздуха, подаваемого внутрь мундштука.
При вертикальном методе (рис.9.30)стекломасса поступает в рабочую камеру 1, в дне которой вмонтирован шамотный мундштук 2 со сменной насадкой 3, верхняя плоскость которой в зависимости от диаметра вырабатываемых труб находится выше или ниже уровня стекломассы. Через центр мундштука проходит металлическая труба 4, через которую подаётся сжатый воздух во внутреннюю полость трубы. В рабочей камере расположен холодильник 5, предназначенный для регулирования температуры луковицы 7. Вытягиваемую трубу 6 из рабочей камеры подают в шахту машины 10. В шахте расположены асбестовые валики 9.
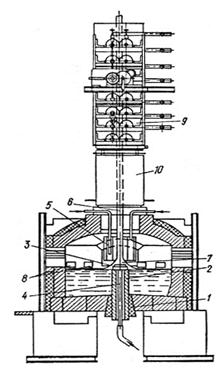 Пуск машины осуществляют, как и при вытягивании стеклоленты, при помощи затравки, представляющей собой стальное кольцо с приваренными по окружности стальными зубьями.
Пуск машины осуществляют, как и при вытягивании стеклоленты, при помощи затравки, представляющей собой стальное кольцо с приваренными по окружности стальными зубьями.
Рис.9.30.. Вертикальное вытягивание труб.
10.3.2. Прокат.
Листовое стекло можно получать также методом прокатки периодическим или непрерывным способами. При периодическом прокате порцию расплавленного стекла выливают на охлаждаемый металлический стол и прокатывают валом, катящимся по столу и разравнивающим стекло.
При непрерывном способе стекломасса поступает в промежуток между двумя цилиндрическими металлическими валками, вращающимися навстречу друг другу. Прокатываемой ленте стекла сообщается поступательное движение. Толщину стекла регулируют расстоянием между валками, а скорость проката – изменением скорости вращения валков. Кстати, нельзя не заметить аналогии между способом прокатки стекломассы и каландрованием полимерных материалов.
10.3.3. Растекание (флоат – способ).
Особенность способа состоит в том, что лента стекла формуется горизонтально на поверхности расплавленного олова. Лента образуется в результате растекания под действием силы тяжести стекломассы, поступающей из ванной печи, перемещения растёкшейся стекломассы по поверхности олова в продольном направлении, её охлаждения и отвердевания. Нижняя сторона ленты получается полированной в результате контакта с идеально ровной поверхностью олова, а верхняя – за счёт последующей огневой полировки горячими газами. Способ характеризуется высокой производительностью и высоким качеством листа. (Кстати, в лабораторной практике нечто подобное используется при отливки полимерных плёнок из летучих растворителей на поверхности ртути.).
10.3.4. Выдувание.
Порцию стекла можно, подобно мыльному пузырю, раздувать воздухом под давлением. При этом сначала получают заготовку (пульку, баночку), а затем из пульки формуют изделие. Стекло набирают на конец полой трубки или специальной дутьевой головки с полым керном (рис.9.31), через который подаётся воздух. Изделие обычно выдувают в форму, в которой его держат до тех пор, пока оно не отвердеет, после чего его передают на отжиг.
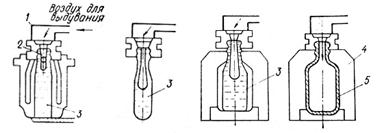
Рис.9.31. Схема выдувания изделия в форме.
1 – дутьевая головка; 2 – керн; 3 – набор стекломассы; 4 — форма; 5 — изделие.
Ручное выдувание используется при изготовлении художественных изделий, при стеклодувных работах для изготовления научных приборов и аппаратов.
§
Центробежное формование.
Прессование.
Стекло прессуют при помощи формы, определяющей внешнюю конфигурацию изделия, и керна (пуансона), создающего давление на стекло и оформляющего изделие изнутри (рис.60). При прессовании поверх формы накладывают кольцо, которое задерживает стекломассу в форме и оформляют край изделия.
 Рис.9.32.. Схема прессования изделия в форме.
Рис.9.32.. Схема прессования изделия в форме.
1 – капля стекломассы; 2 – пресс-форма;
3 – ограничительное кольцо; 4 – керн;
5 – изделие; 6 – поддон.
Прессованием вырабатывают главным образом изделия бытового назначения и изделия для строительства. Изделия сложной формы прессуют в раскрывных формах.
Сущность способа заключается в том, что сильно разогретую порцию стекла помещают на дно формы и вращают с большой скоростью (800 – 1200 об/мин). центробежными силами стекло растекается по дну формы и поднимается по стенкам формы до верхнего края. При этом стекло плотно прижимается к стенкам и точно принимает требуемую конфигурацию. Формы центробежных машин раскрываемые.
Способ применяется для изготовления изделий крупных размеров, большой массы или значительной высоты, имеющих форму тел вращения.
В керамическом производстве зачастую изготовление материала и изделия происходит в одном технологическом цикле.
В производстве современной технической керамики в противоположность традиционной, где использовались глины и глиносодержащие материалы, наибольшее применение находят непластичные кристаллические искусственные материалы в виде порошков. Поэтому из тонкодисперсных порошков, увлажнённых водой, практически нельзя изготовить изделие, пользуясь методом пластического формования (например, на гончарном круге). Прессование изделия без специальной пластификации массы также затруднено. Водное литьё в пористые (например, гипсовые) формы требует специальных мер для разжижения и стабилизации неустойчивых, как правило, водных суспензий тонкодисперсных кристаллических тел. Однако, со всеми этими способами мы здесь ознакомимся.
§
Прессование на механических прессах.
Этим методом получают изделия, форма которых копирует очертания пресс-формы. Изделия обычно имеют сравнительно простую геометрическую форму с нетолстыми стенками; применяют массы с низким содержанием влаги, поэтому усадка при сушке незначительна, а сушка непродолжительна. В силу разных обстоятельств, в частности, из-за неравномерности распределения плотности по объёму отформованного изделия, этим методом изготавливают изделия с малым отношением высоты формуемого изделия к диаметру.
 Для создания давления чаще всего используются гидравлические прессы, а также прессы, работающие на других принципах, — коленно-рычажные, ротационные и др. Процесс легко автоматизировать.
Для создания давления чаще всего используются гидравлические прессы, а также прессы, работающие на других принципах, — коленно-рычажные, ротационные и др. Процесс легко автоматизировать.
Это разновидность общего метода прессования. Он основан на равномерном обжиме порошка, помещённого в резиновую эластичную форму, жидкостью (водой, маслом, глицерином и т.д.), находящейся под давлением (рис.9.33.).
Рис.9.33. Примерная конструкция устройства для формования труб гидростатическим прессованием.
1 – резиновый корпус; 2 – керамический порошок; 3 – резиновая крышка; 4 – устройство для подвески; 5 – отверстие для удаления воздуха.
В этом случае давление равномерно передаётся по всем направлениям, и отпрессованное изделие приобретает такую плотность, которая не может быть достигнута при направленном прессовании изделий вдоль какой-либо одной оси изделия. (Сравните с методом, разобранным в разделе 13.5.). Метод позволяет формовать крупные изделия.
Недостатки: трудность обеспечить непрерывность процесса; трудно обеспечить точность, т.к. эластичные оболочки легко деформируются, поэтому зачастую требуется последующая механическая обработка; дороговизна установки.
10.4.3. Литьё в пористые формы.
По этому методу изделие нужной формы получают из шликера – водной суспензии порошков. Процесс позволяет получать изделия сложной конфигурации с однородной высокой плотностью; пористые формы обычно изготавливают из гипса, поэтому они дёшевы. Для сложных изделий формы делают разборными.
 Различают наливной и сливной метод формования. Сливным методом изделия формуют по схеме, показанной на рис.9.34.
Различают наливной и сливной метод формования. Сливным методом изделия формуют по схеме, показанной на рис.9.34.
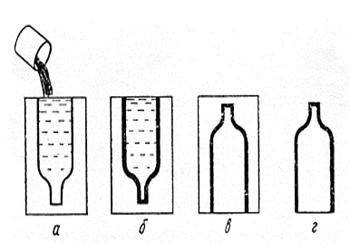
Рис.62. Схема процесса формования методом литья сливным способом.
а – заливка шликера; б отстаивание;
в – удаление шликера; г – выемка из формы.
Шликером заполняют форму и ставят её на выдержку (а). Жидкость отсасывается формой в результате чего на стенках формы начинают формироваться стенки изделия (б). Уровень жидкости в форме понижается, поэтому необходимо подливать шликер до уровня. Когда толщина стенок изделия достигает заданной, шликер сливают путём переворачивания формы и оставляют в таком положении (в), при этом влага из материала продолжает поглощаться пористой формой. После того, как изделие даст усадку, его вынимают из формы (г).
Сливной способ пригоден для формования тонкостенных изделий – труб, тиглей и т.п.
Наливным способом формуют сплошные изделия, конфигурация которых точно соответствует форме, в которую заливают шликер. Обычно используют разъёмные формы. Процесс формования показан на рис.9.34.
Рис.9.34.Схема процесса отливки в твёрдую форму.
а – заливка шликера; б – выдержка; в – выемка из формы.



