

- Перечень применений:
- Технические характеристики:
- Информация по безопасности:
- Области применения:
- Металлургия:
- Свинцевание и лужение:
- Пайка:
- Фьюзинг: современное искусство создания витражей из стекла
- Стоимость и оборудование
- Типы печей для фьюзинга
- Спекание стекол за не дорого
- Экспериментальный подход
- Фото
- Идея простой и доступной мини-печи для фьюзинга
- Авторская конструкция мини-печи для фьюзинга
- Шаги для создания своей простой печи
- Используемые материалы и инструменты
- Что такое паяльный флюс и зачем он нужен
- Виды флюсов и сфера их применения
- Канифоль и флюсы на её основе
- На основе глицерина
- На основе хлористого цинка
- Ортофосфорная кислота
- На основе триэтиламина
- Паяльные пасты
Перечень применений:
- В текстильной и машиностроительной промышленности.
- При приготовлении электролита для сухих элементов и гальванических ванн в гальванотехнике.
- Флюсы для горячего цинкования, лужения и свинцевания.
- Флюсы для ручной и машинной пайки.
- Производство фибры.
- Антисептирование древесины.
- Добавка при вулканизации каучука.
- Растворитель целлюлозного корда при регенерации резины.
- Химический синтез как обезвоживающий агент и катализатор.
Технические характеристики:
- Форма: кристаллический порошок белого цвета.
- Плотность: 2,91 г/см³.
- Срок гарантии: 3 года.
- Товар: Цинк хлористый 98%.
- Содержание основного вещества: 98.02%.
Информация по безопасности:
- Химикат пожаро- и взрывобезопасен.
- При контакте с кожей и слизистыми возможны ожоги.
- Токсичен при вдыхании.
Области применения:
Металлургия:
- Рафинирование цинковых сплавов.
- Создание алюминия.
- Покрытия из хрома и цинка.
Свинцевание и лужение:
- Горячее цинкование и свинцевание.
Пайка:
- Ручная и машинная пайка.
Цинк хлористый используется в этих областях для улучшения качества процессов. Купить цинк хлористый можно у нас по оптимальной цене.
### Организация работы с химикатом
Помещения, где реализуются работы с химикатом, должны быть обустроены приточно-вытяжной вентиляцией. В лабораторных условиях анализ соединения нужно выполнять в вытяжном шкафу.
### Рекомендации по хранению и транспортировке
Препарат относится к категории опасных химических веществ (класс опасности АДР8). Перевозить, хранить и использовать его необходимо осторожно, максимально соблюдая нормы безопасности, чтобы не допустить попадания в окружающую среду. Храниться должен в складах закрытого типа в герметичной заводской упаковке, отдельно от продуктов питания и кормов для животных.
Перевозят химикат всеми видами транспорта, придерживаясь правил грузоперевозки, что применимы для конкретного вида транспорта. Для транспортировки продукт должен герметично упаковываться, а тара маркироваться.
### Покупка хлорида цинка
Чтобы купить хлорид цинка, оформите заявку на нашем сайте либо позвоните нам по телефонам (495)133-02-40, (495)407-17-86 прямо сейчас!
### Хлори́д ци́нка
Хлори́д ци́нка (хло́ристый цинк, дихлори́д цинка) — химическое соединение цинка с хлором, имеющее формулу ZnCl2.
- Приведены данные для стандартных условий (25 °C, 100 кПа), если не указано иное.
#### Свойства
- Медиафайлы на Викискладе
- Водный раствор хлорида цинка, также известный, как Паяльная кислота
- Представляет собой белые, очень гигроскопичные кристаллы.
- Концентрированные растворы имеют кислую среду, так как в результате гидролиза в воде присутствуют ионы
#### Безопасность
Хлорид цинка токсичен, ирритант. При попадании на кожу вызывает химические ожоги. Особенно опасно попадание в глаза.
После попадания на кожу необходимо немедленно удалить вещество с использованием мыла и большого количества воды. При попадании в глаза промыть большим количеством воды, использовать глазные капли.
- Минимальная смертельная доза (ЛД50) — 200 мг/кг. Смертельная доза для человека орально — 3—5 г.

### Фьюзинг
Фьюзинг, (англ. fusing от fuse — спекание, плавка) относительно новомодное рукоделие и в том виде как есть сейчас родилось в 1990 г. Видимо, изготовление спекаемого витража стало возможным с появлением цветных стекол с равным КТР (коэффициентом теплового расширения). Выполняется так – на стекло-основу выкладывается рисунок из цветных кусочков стекла, причем края их, в большинстве случаев, не требуют точной подгонки и обработки, достаточно стеклореза и специальных кусачек. Собранную заготовку помещают в специальную печь и нагревают до температуры начала расплавления стекла.
Фьюзинг: современное искусство создания витражей из стекла
Полученный витраж выглядит очень своеобразно – плавные округлые края, каждый элемент напоминает этакий растаявший леденец. При наличии толики художественных способностей получаем весьма интересные вещицы. Более того, здесь можно применить целый арсенал приемов:
- задействовать металлическую фольгу,
- опилки,
- проволоку,
- крошки и пудру из стекла,
- трафареты для них,
- приемы перегородчатой эмали,
- применять обжиговые краски по стеклу и керамике,
- химикаты дающие пузырьки внутри стекла.
Печь для фьюзинга позволяет также проводить формовку листового стекла – моллирование. Готовые вещицы можно соединять низкотемпературными методами, тот же Тиффани, в большие витражи. Словом – бездна возможностей для творчества.
Стоимость и оборудование
Цветное стекло с одинаковым КТР, как и многие материалы для фьюзинга стоят дорого, однако же, самой затратной статьей в освоении этой техники является конечно печь. Печь для сплавления стекол довольно необычна, форма ее диктуется технологией спекания – плоский под-стол на который удобно класть стеклянный лист-заготовку, откидная крышка с внутренними нагревателями. В целом, напоминает чемодан, на некоторых даже застежки есть.
Типы печей для фьюзинга
Муфельные печи – с нагревателем поверх камеры-муфеля, для фьюзинга не используются – после нагрева стекла до температуры плавления изделие следует довольно быстро охладить до температуры отжига, при этом, печи частенько приоткрывают. Быстрый сброс температуры в муфеле затруднен – слишком велика тепловая инерция, да и закладывать заготовки в камеру неудобно.
Печи для фьюзинга существуют очень разных размеров и соответственно мощностей. С нагревателями небольшой печки вполне может справиться и домашняя проводка.
Спекание стекол за не дорого
Попробовать себя в этом интересном деле можно и не тратя больших сумм – для начала, существует оригинальный вариант с АлиЭкспресса – специальные тигли для микроволновки. Представляет собой огнеупорный тигель с графитовой обмазкой изнутри. Обмазка раскаляется в СВЧ волнах и греет излучением стекло.
Экспериментальный подход
Недостатков у такого простого варианта, как водится, масса. Контролировать температуру можно только визуально, на глазок, контролируемый отжиг для снятия внутренних напряжений невозможен. Малый размер – только для бижутерии, невозможность использования металлов. Как правило, подобрав опытным путём режим спекания и израсходовав при этом прилагающиеся в комплекте осколки стекла, занятие и тигель забрасывают.
Фото


Фото 2. Классическая печь-чемодан для фьюзинга, небольшого объема. Чужое из сети.
Фото 3. Тигель для микроволновки. Чужое из сети.
Идея простой и доступной мини-печи для фьюзинга
Идея чрезвычайно простой и недорогой печи для фьюзинга промежуточных характеристик, принадлежит тов. Илья МГУ, с металлического форума. Печь небольшого размера, но уже можно выпекать стекляшки куда более серьезные, нежели кольца-брошки-подвески в микроволновке. Можно использовать проволоку, фольгу и весь арсенал фьюзинговых приемов. Электрический нагреватель сопротивления в крышке, термопара с простым температурным контроллером. Невысокая, даже для квартиры мощность, возможность изготовления на кухне из широко распространенных недорогих деталей и элементов. Конструкция не содержит специализированных высокотемпературных огнеупоров.
Авторская конструкция мини-печи для фьюзинга

Фото 4. Авторская конструкция мини-печи для фьюзинга. Чужое фото из сети.
Как часть верхней крышки печи чемодана, используется деталь от электрической плиты со стеклокерамической поверхностью – конфорка. Она имеет металлический кожух футерованный волокнистым огнеупором, в который заформованы специальные выступы ленты-нагревателя. Конфорка дополняется ручкой и термопарой подключенной к простому контроллеру. В качестве основания, применена плоская жестяная банка залитая гипсом.
Шаги для создания своей простой печи
Мне досталось две б/у конфорки внутренним рабочим диаметром 140 мм, с механическим термостатом в металлическом (существуют варианты с кварцевой трубочкой) чехле.

Фото 5. Заготовка-конфорка. Исходный вид.
Используемые материалы и инструменты
Кроме самих конфорок, понадобился листовой асбест, пенобетонный кирпич, провода разные, термопара, термотрубки, нейлоновые хомуты. Использовался готовый самодельный блок управления для муфельной печи (или контроллер+твердотельное реле+радиатор+корпус). Гасящий резистор подходящей мощности (масляный обогреватель). Немного оцинкованной стали, крепеж.
Контакты термостата конфорки были принудительно замкнуты и пропаяны, к выходным клеммам припоем олово-медь, припаяны провода в силиконовой изоляции. Рядом с термостатом, просверлено отверстие и во внутреннюю полость, введена термопара хромель-алюмель (тип К), от мультиметра. К щупу штатного термостата термопару прикрепил несколькими витками нихромовой проволоки.

Фото 6. Установка термопары, замыкание пайкой табельных нормально разомкнутых контактов конфорки.
Жестяной кожух – на поверку, оказался самым сложным элементом моей печи. Спаян он из кровельной оцинкованной стали 0,5 мм, припоем олово-медь (температура плавления выше чем у свинцовых припоев). Флюс – паяльная кислота (хлористый цинк), паяльник 60 Вт. Сложные детали выпилены ювелирным лобзиком, прямые резы – слесарными ножницами по металлу. Кривые линии размечались так – заготовку железки приставлял в нужное место, и циркулем, с иголкой в центре конфорки, вычерчивал нужного радиуса дугу.

Фото 7. Выкраивание криволинейных деталей кожуха.

Фото 8. Сборка кожуха пайкой.
Паял изнутри, главным образом для эстетики. Напротив «ножевых» клемм штатного конфорочного термостата, с припаянными к ним проводами, на кожухе сделал вентиляционные отверстия (сверху и снизу), чтобы те охлаждались током воздуха, и припой не расплавился.

Фото 9. Один из держателей ручки.
За край кожуха, решил зацепить и один из кронштейнов для ручки, этим же крепежом пришпилил держалку для проводов. Жестяные железки скреплял алюминиевыми вытяжными заклепками.

Фото 10. Детали переднего держателя ручки.
Передний кронштейн для ручки крепился на штатный кожух и состоит из двух жестяных деталей. К кожуху крепится короткими саморезами, соединение между собой – заклепками.
Нагреватель конфорки, мощностью 1200 Вт для запекания стёкол слишком мощный – темп нагрева для столь малого объема велик, стекло не успевает равномерно прогреваться, заготовка растрескивается. Для устранения недостатка мощность нагревателя пришлось понизить – включить последовательно с ним мощное сопротивление – масляный обогреватель на половине мощности. При этом на нагревателе конфорки падение напряжения составляет ровно половину сетевого – 110 вольт.

Фото 11. Импровизированный внешний мощный резистор делителя напряжения.
Контроллер для управления печью – простой, «однотемпературный» с самодельным «твердотельным реле» — мощным тиристорным ключом. На его задней стенке смонтирована розетка для подключения последовательной с печью нагрузки и винтовой клеммник для нагревателя печи. Термопара подключается непосредственно к контроллеру.
Крышка печи стоит на огнеупорной основе – асбестовый лист, под которым половинка кирпича из пенобетона. Рядом, стоит держать такую же огнестойкую подкладку – на нее, при необходимости, можно поставить горячую верхушечку «открытой» печи.
Обычно, процессом руководит программируемый контроллер «с термопрофилем». Здесь, применен простой контроллер с поддержанием одной температуры, а переключают их вручную — полуавтомат. По достижении 800 °С (~30 мин.), крышка печи приоткрывается, на контроллере устанавливается 500 °С и изделие отжигается 1 час. После, нагреватели печи отключаются и изделие остывает вместе с печью до комнатной температуры (~1 час). Небольшие размеры стекляшек, позволяют не опасаться мелких неточностей процесса.

Фото 12. Первый образец нагрет до ~750 град. Цельсия.

Фото 13. Первый образец после остывания.
Ну что же, первый опыт вполне удачен – стекла сплавились, но не в ровную поверхность, образец не растрескался – температурный профиль для этого сорта стекла следует признать удачным. Попробуем, что ни будь более осмысленное.

Фото 14. Пара хрюшек перед спеканием. Белка и Стрелка.

Фото 15. Готовые остывшие хрюшки.
Babay Mazay, декабрь, 2018 г.
Для паяльных работ и нужного качества паяных соединений помимо опыта требуется соблюдение технологии и соответствующие материалы. Первое заключается в настройке мощности паяльника и температуры жала для достаточного прогрева места пайки, а второе подразумевает применение припоя и флюса, подходящих для спайки конкретных металлов или сплавов между собой с образованием высокопрочного механического соединения и надёжного электрического контакта. Про выбор инструмента для конкретных задач подробнее узнайте в статье «Классификация и виды паяльников», а в качестве припоя используйте «нестареющую классику» в лице ПОС-61, неплохо подходящего почти везде. Иное дело обстоит с флюсом: перед неискушённым человеком встаёт вопрос, зачем он вообще нужен; стоит только разобраться с ним, внезапно возникает следующий — как грамотно выбрать нужный вариант из разнообразия жидкостей, паст, гелей и прочих «канифолей».
Основной посыл статьи — дать общее представление, что такое флюс, почему он важен, и описать наиболее часто применяемые его типы с указанием основных характеристик.
Время чтения: 14 минут
Флюс для пайки? Это очень просто!
Что такое паяльный флюс и зачем он нужен
Некоторые на полном серьёзе полагают, что канифоль при пайке нужна только для ароматизации воздуха хвойным ароматом
Любой начинающий мастер по ремонту и разработке электронного оборудования, да и просто обыватель с опытом пайки, когда-либо пробовал припаивать провода между собой или монтировать радиокомпоненты на плату с незалуженными контактными площадками без флюса. Тогда он хорошо знаком с тем, какие проблемы и трудности возникают. Припой с великим трудом прилипает выводам компонентов и к контактным площадкам, а даже если и пристаёт, то соединения оказываются хрупкими и имеющими высокое электрическое сопротивление. Происходит так из-за ряда факторов. Один из них — оксидный слой: медные контактные площадки на печатной плате окисляются под действием воздуха и влаги, содержащейся в нём. Тончайший слой, состоящий из смеси оксидов и гидроксидов меди, препятствует правильному прилипанию припоя (или, более верно, не даёт припою смачивать спаиваемые поверхности). Кроме этого, на это самое «прилипание» влияет, собственно, состав припоя.
Решением этих проблем становится применение паяльного флюса. Его химический состав подготавливает проводники, поверхности печатной платы или выводы радиодеталей, удаляя плёнку из оксидов. Кроме того, он обеспечивает диффузию молекул припоя между узлами кристаллической решетки меди или другого спаиваемого металла или сплава, что гарантирует высокопрочную и долговечную пайку, отсутствие повреждений при малейшей механической или температурной нагрузке. А ещё препятствует поступлению кислорода из открытой среды в место пайки, предотвращая образование нового оксидного слоя, который может практически мгновенно появиться вследствие скоротечности реакции окисления из-за высокотемпературного воздействия.
Виды флюсов и сфера их применения
В разделе будут рассмотрены наиболее универсальные и популярные сегодня материалы, дано описание их состава, рекомендованного припоя для максимального качества пайки, а также их применяемости. Флюсы, как правило, применяющиеся не для пайки радиоэлектронной аппаратуры, а, к примеру, чёрных металлов, кратко будут также рассмотрены. Уделим внимание часто применяемой флюсовой смеси и порошкообразного припоя, именуемой паяльной пастой. Флюсы, применяемые для высокотемпературного (500°С и более) спаивания массивных стальных или железных изделий, например, тетраборат натрия (бура) рассматриваться не будут, так как это выходит за рамки статьи. Мы охватим все виды материалов, которые можно паять.
Канифоль и флюсы на её основе
Она представляет собой отвердевшую смолу сосны или некоторых других пород деревьев, в основном хвойных. Получают её методом нагревания жидкой смолы и испарения терпеновых компонентов (скипидара) и других летучих соединений. Состоит из смеси различных смоляных и жирных кислот. Имеет цвет от светло-жёлтого до чёрного.
Канифоль собственной персоной
Она используется человеком очень давно. Первоначально её применяли для защиты деревянных конструкций от гниения: расплавом пропитывали элементы зданий и кораблей. На заре машиностроения применялась для натирания ремней и шкивов ременных и колёс фрикционных передач для увеличения сцепления и повышения эффективности работы этих механизмов. Сегодня используется в химической промышленности при изготовлении красок и лаков, в профессиональной среде для натирания смычков музыкальных инструментов и, наряду с магнезией, в спорте для улучшения сцепления рук спортсмена и спортивных снарядов, и, конечно же, в качестве флюса.
Классическая сосновая канифоль DeBaiLong
Действие канифоли обусловлено наличием кислот в составе. В расплаве активность смол и жирных кислот возрастает, происходит растворение оксидного слоя на поверхности спаиваемой детали; также он, обволакивая область пайки, не пропускает кислород и влагу из окружающего воздуха, препятствуя тем самым повторной оксидации.
Канифоль относится к слабоактивным флюсам и применяется только с металлами, склонными к диффузии в них оловянно-свинцового припоя (медь и сплавы, серебро, золото) и при незначительном оксидировании. Пайка чёрных металлов, алюминия, спецсплавов с высоким удельным сопротивлением (нихром, манганин, константан) с ней практически невозможна или сопряжена с массой трудностей. Смывка остатков и солей хвойных и жирных кислот в большинстве случаев не требуется. Работы рекомендуется выполнять низкотемпературными припоями, так как с увеличением температуры происходит выгорание канифоли, снижение активности и образование твёрдых трудносмываемых остатков. Наносится только с помощью жала паяльника.
Ввиду более современных вариантов в промышленном производстве электронной техники канифоль в чистом виде не применяется.
Состав Хвойные и жирные кислоты растительного происхождения
Применимость Медь, сплавы меди, серебро, золото
Рекомендуемый припой Оловянно — свинцовый припой
Температура пайки 200°C
Смывка Не требуется
Помимо канифоли в твёрдом состоянии, также применяются её растворы в этиловом, изопропиловом спирте, этилацетате без включения или с различными добавками, увеличивающими активность. Примером спирто-канифольных флюсов служат СКФ (ФКСп), КЭ, ФКЭт (раствор в этилацетате) и множество других под общим названием «жидкая канифоль».
Они предоставляют большее удобство в работе, так как могут наноситься кисточкой, капельным и другими методами. Но для пайки компонентов поверхностного монтажа (SMD) не подходят, так как не фиксируют детали: во-первых, они «плавают» на поверхности жидкости; во-вторых, низкая температура кипения вызывает активное парообразование, провоцирующее смещение невесомых SMD-компонентов. А общие характеристики растворов близки к параметрам обычной канифоли.
Состав Канифоль, этиловый/изопропиловый спирт
Температура пайки Около 200°C
Для увеличения активности в состав добавляются присадки-активаторы, улучшающие качество и сокращающие время пайки. Примером служит уважаемый многими поколениями радиолюбителей ЛТИ-120. Смывка здесь не нужна, так как активное вещество разрушается при нагреве.
ЛТИ — 120
Состав Канифоль, этиловый/изопропиловый спирт, солянокислый диэтиламин
Помимо канифоли и жидких канифольных средств, производятся ещё геле- и пастообразные решения, являющиеся в настоящее время самыми применяемыми. Ими паяют как SMD, так и компоненты в корпусах с шарообразными выводами из припоя (BGA). Примером выступает архаичный нейтральный паяльный жир (смесь порошка канифоли и стеарина), простой и дешёвый TR-RM и современные высококачественные флюсы RMA-218 и RMA-223.
TR — RM
Состав Канифоль, технический вазелин
Температура пайки До 300°C
RMA — 218
Состав Канифоль, технический вазелин, адипиновая кислота
RMA — 223
Состав Канифоль, технический вазелин, глицерин
На основе глицерина
Кроме канифольных, существуют флюсы, основанные на глицерине — простейшем представителе трёхатомных спиртов. В отличие от быстроиспаряющихся спиртовых, такие практически не испаряются, что позволяет нанести их сразу на множество точек. Они относятся к средне- и высокоактивным, и требуют обязательной отмывки водой, этиловым/изопропиловым спиртом или растворителями: гигроскопичность неотмытого глицерина и сопутствующих остатков быстро приведёт к химическому разрушению соединения.
Высокая активность позволяет использовать их для меди и её сплавов с сильным окислением (чёрный плотный слой оксида двухвалентной меди, зелёный рыхлый слой солей меди и так далее), а также для углеродистых сталей, даже с коррозией.
Ввиду требования к обязательной отмывке и высокой активности остатков не рекомендуется применять их при монтаже деталей на печатной плате. Качественная отмывка плат, особенно при наличии на них элементов поверхностного монтажа, возможна только при использовании ультразвуковой ванны.
Востребованные представители: «Глицерин гидразин» и ТАГС.
Состав Глицерин, вода, ингибиторы коррозии, гидразин гидрохлорид
Применимость Медь, сплавы меди, углеродистые стали
Температура пайки До 350°C
Состав Триэтаноламин, анилин гидрохлорид, аммоний хлорид, глицерин, спирт этиловый или изопропиловый
Температура пайки До 320°C
На основе хлористого цинка
Хлорид цинка II представляет собой бесцветные кристаллы, полученные реакцией металлического цинка с соляной кислотой. Они легко растворяются в воде, спирте и других органических растворителях, образуя раствор с сильной кислотностью. В качестве флюса используют водные растворы ZnCl₂.
Они высокоактивны, поэтому всегда нужно отмывать покрытие водой, спецрастворителями, спиртами. Неотмытые остатки имеют высокую электропроводность. Пайка радиокомпонентов и печатных плат им запрещена. Им паяют и лудят изделия из меди или произведённых из неё сплавов (даже с сильной коррозией), разных чёрных металлов (железа, стали, чугуна, никеля), цинка и оцинкованных изделий, свинца, нихрома.
Пары хлористого цинка опасны. При работах наличие дымоуловителя и системы вентиляции обязательно.
Наиболее известны: «Паяльная кислота» и ЗИЛ-1 и ЗИЛ-2.
Состав Хлористый цинк, вода
Применимость Медь, сплавы меди, железо, сталь, чугун, никель, нихром
ЗИЛ — 1
Состав Хлористый цинк, двухлористое олово, хлорная смесь, соляная кислота, вода
Применимость Железо, сталь, чугун, никель, нихром
Рекомендуемый припой Оловянно — свинцовый припой с высоким содержанием свинца
Температура пайки До 400°C
ЗИЛ — 2
Состав Хлористый цинк, хлористый аммоний, хлорное железо, вода
Применимость Медь, сплавы меди, железо, сталь, чугун, никель, нихром, цинк, свинец
Ортофосфорная кислота
По применимости и технологии пайки она близка к хлористо-цинковым вариантам. С ней паяют медь со сплавами, но главным применением является пайка чёрных металлов разных марок, включая нержавеющую сталь, а также изделия, подвергшиеся коррозии. В месте контакта фосфорной кислоты с металлическим изделием образуется защитный слой фосфата железа, предохраняющий от дальнейшего коррозионного разрушения. Также подходит для пайки константана.
Она средне- и высокоактивная, обязательно смывается спиртами или специальными растворителями. Запрещается паять электронные компоненты и печатные платы.
Пары H3PO4 опасны. При работах требуется применение дымоуловителя и хорошая вентиляция.
Среди известных: «Ортофосфорная кислота» и ФИМ.
Состав Ортофосфорная кислота
Применимость Железо, сталь, чугун, никель, нержавеющая сталь, константан
Состав Ортофосфорная кислота, этиловый или изопропиловый спирт, ингибиторы коррозии
Применимость Медь, медные сплавы, железо, сталь, чугун, никель, нержавеющая и жаростойкая сталь
На основе триэтиламина
Они выступают классическими органическими композитными высокоактивными флюсами для пайки низкотемпературными припоями. Основными составляющими являются триэтиламин.
Составы на его основе применимы для пайки меди и сплавов из неё, но основное применение — это трудноспаиваемые материалы, а именно бериллиевая бронза, алюминий и другие лёгкие сплавы, нержавеющие и жаростойкие стали и прочие разновидности чёрных металлов, включая корродированные и сильно загрязнённые.
Обладают средней или высокой активностью, после монтажа их смывают спиртами, либо применяют специальные растворители. Компоненты с платами им не паяют, но допускается пайка алюминиевых и медных проводов и кабелей (в том числе между собой).
Пары триэтиламина ядовиты (особенно содержащие соединения кадмия ФТКА). Пайка осуществляется с дымоуловителем и правильно организованной вентиляцией.
Наиболее известные представители: ФТКА, Ф-34 и некоторые другие.
Состав Триэтиламин, фтороборат кадмия, фтороборат аммония
Применимость Алюминий, бериллиевая бронза, нержавеющая и жаростойкая сталь
Рекомендуемый припой Низкотемпературный оловянно — свинцовый припой
Ф — 34
Состав Триэтиламин, этиловый или изопропиловый спирт, ингибиторы коррозии, присадка для улучшения смачивания
Применимость Алюминий, магниевые сплавы, нержавеющая и жаростойкая сталь
Паяльные пасты
Они занимают промежуточное положение между припоями и флюсами. Вернее, они одновременно и те, и другие. Состоят из тонкого порошка «припой+флюс», преимущественно из канифоли. Применяются только для монтажа SMD и BGA-компонентов: паяльная паста обладает высокой клейкостью, позволяющей надёжно фиксировать деталь, так и высокой температурой закипания. После расплавления превращается в припой, стабильно фиксирующей компонент на плате.
Они нейтральные и не нуждаются в отмывке, но в условиях промышленного производства её всегда проводят.
Применяются как для монтажа с помощью паяльника или паяльной станции и ручным дозированием, так и автоматической пайки.
В качестве примера качественных и популярных продуктов могут быть названы KELLYSHUN GY618B и низкотемпературная бессвинцовая паста MECHANIC WQ-50 Lead Free.
Состав Олово, свинец, серебро, безотмывочный канифольный флюс
Применимость SMD, компоненты в корпусах BGA
Рекомендуемый припой Не требуется
Температура пайки До 183°C
MECHANIC WQ-50 LF
Состав Висмут, олово, безотмывочный флюс
Температура пайки До 138°C
Паяльный флюс — архиважная составляющая качественного паяного соединения. Припой заполняет места пайки, но его химическая диффузия со спаиваемыми деталями, обеспечивающая механическую прочность, долговечность и электрическую надёжность, возможна только при использовании флюса, полностью подходящего для конкретной ситуации. Металлов и сплавов множество. И флюсовых составов для них примерно столько же.
Топ 10: самые лучшие флюсы для пайки
Данный рейтинг содержит лучшие флюсы для пайки и составлен из личных предпочтений и отзывов мастеров по ремонту электроники.
Что мы должны знать о флюсе?
Флюс предназначен для повышения качества процесса спаивания припоем двух металлических поверхностей и при нагревании очищает поверхности от оксидных и жирных пленок. Хороший флюс должен иметь низкую температуру плавления и малый удельный вес, чтобы перед моментом плавления припоя он успел растворить окислы и не проникал вглубь паяного соединения в процессе пайки. Флюс должен хорошо растекаться и смачивать поверхность припоя и металла в месте пайки.
Самые лучшие флюсы для пайки не выгорают и при нагреве мало испаряются, а продукты разложения и окислы легко удаляются растворителями, и даже если остатки не удалены, то не вызывают коррозии. Как мы знаем, флюсы для пайки бывают активные (кислотные) и нейтральные (некислотные). Активный флюс обычно активно взаимодействует с широким спектром растворяемых жиров и оксидных пленок. При этом могут выделяться продукты взаимодействия, не слишком полезные для нашего драгоценного здоровья.
Нейтральные флюсы более безопасные в этом плане, но их волшебные свойства подготовки паяемых поверхностей не такие яркие. В общем, тут как и с любым профессиональным инструментом – каждый нужен для определенного набора
Десятое место На десятом месте экстремальные варианты флюса, сделанные своими руками – раствор таблетки аспирина в одеколоне, салициловый спирт, электролит со старой солевой (нещелочной) батарейки, фруктовый сок, оливковое масло, нашатырь с глицерином и т.д. Такие флюсы для пайки применяются редко, но знать о них нужно – на случай, если окажетесь в глухой деревне только с паяльником в кармане.
Достоинства: можно сделать бесплатно дома из подручных материалов.
Недостатки: непредсказуемый нагар и остаток с волшебным набором активных химических элементов.
Что паять: железо, нержавейка, медь, бронза, цинк, нихром, серебро, никель.
Чем смывать: без понятия чем смывать одеколон, замешанный с фруктовым соком, политым оливковым маслом – наверное, легче выжечь все остатки ацетиленовой горелкой.
Девятое мест На девятом месте ортофосфорная и паяльная кислота, которая просто разъедает любые жировые пленки на поверхности металла и поэтому обеспечивает прекрасную паяемость очищенных поверхностей. Воняет и отравляет молодой организм при нагреве просто жуть, так что нужно проветривать помещение, а еще лучше паять на свежем воздухе – в этом случае отравление парами кислоты сведется к минимуму.
Достоинства: паяет быстро и почти все, можно сначала нанести кислоту на соединение, а потом уже паять, стоит ну очень дешево от 30 руб. за 10 мл.
Недостатки: этот флюс очень токсичен от слова ядовит при попадании на кожу и, особенно, на слизистые оболочки вплоть до разъедания, кислота все-таки, нельзя паять платы, потому как кислота, даже в небольших количествах оставшаяся на тонких медных дорожках, их разъест.
Что паять: медь, серебро, сталь, никель, чугун, бронза, латунь.
Чем смывать: растворителем, бензином, спиртом.
Восьмое место На восьмом месте расположилась Бура, она же тетраборат натрия, представляет собой соль борной кислоты в виде белого порошка. Буру часто смешивают с борной кислотой и водой, чтобы получить жидкий активный флюс.
Достоинства: применяется при высокой температуре 700 — 900 градусов, то есть можно паять горелкой.
Недостатки: этот активный флюс нужно смывать обязательно.
Что паять: золото, серебро, медь, латунь, чугун, сталь.
Чем смывать: удалять механически или же так: борный флюс смывается лимонной кислотой — лимонная кислота смывается водой — воду хорошо вымывает спирт. Седьмое место
На седьмом месте расплылся паяльный жир, он бывает активный и нейтральный, состав: канифоль, вазелин, парафин или стеарин, хлорид цинка, деионизованная вода и хлорид аммония. Вся эта ядреная смесь очень хорошо справляется с сильно-загрязненными поверхностями металла, как раз для этого и нужен парафин – он как бы приподнимает всю грязь наверх, подальше от эпицентра пайки.
Достоинства: испаряется медленно с жала паяльника, оставляет мало нагара, очень дешев (от 50 руб. за баночку 20 г.).
Недостатки: твердую консистенцию сложно наносить, остатки при нагреве работающей платы растекаются и долго испаряются.
Что паять: я бы рекомендовал паять жиром толстенные окисленные провода и небольшие металлические детали, я даже паял автомобильный радиатор этим чудо-жиром.
Чем смывать: смывается лучше всего растворителем или бензином, спирт плохо берет.
На шестом месте расположились флюсы для пайки различной направленности с плавающей популярностью: ЛТИ (с индексами 1, 2, 3, 120 включают в себя воду, спирт, канифоль, аммиак, хлористый цинк, нашатырь, солянокислый анилин, триэтоланилин), ТАГС (глицерин, анилиновый активатор), ЗИЛ (с индексами 1, 2, 4 изготавливаются на основе хлоридов цинка, аммония, железа, соляной кислоты и воды), флюс-гель ТТ (флюс с индикацией активных остатков состоит из вазелина, эмульгатора, тетраэтиленгликоля и КРС-78), Ф-38Н (ортофосфорная кислота, диэтоламин солянокислый), ФКДТ (канифоль, спирт, мой любимый димэтилалкилбензиламмонийхлорид и трибутилфосфат).
Далее ФИМ (вода, спирт, ортофосфорная кислота), ЛК-2 (спирт, канифоль, хлориды аммония и цинка), ПВ (с индексами 200, 201, 284 и 209 на основе кислот применяется для высокотемпературной пайки), ФП 1 и 2 (вазелин, хлористый цинк, канифоль, нашатырь), КЭЦ (спирт, канифоль, хлористый цинк), флюс-паста ВТС (спирт, вазелин, салициловая кислота, триэтаноламин), ГК (спирт с глицерином и канифолью), КЗ (спирт с канифолью), Прима-1 (вода, спирт, глицерин, хлористый цинк).
Достоинства: большое разнообразие и доступность по низкой цене.
Недостатки: большинство этих флюсов активные, так что требуют отмывки и проветривания рабочего места.
Что паять: железо, нержавейка, медь, бронза, цинк, нихром, серебро, никель, чугун.
Чем смывать: большинство из указанных флюсов смываются спирт, растворитель, ацетон, бензин и даже водой.
На пятом месте самый популярный флюс всех времен и народов, муза музыкантов, дар природы, ее величество канифоль. Канифоль бывает живичная (из живицы хвойных пород деревьев, почти не имеет жирных кислот), экстракционная (экстрагирование бензином хвойных опилок, содержит больше жирных кислот, чем живичная) и таловая (остатки после сульфатоцеллюлозного производства мыла).
В магазинах в баночках продается «канифоль сосновая» – обычно это та самая живичная канифоль с минимальным содержанием жирных кислот – чем светлее тем меньше жирных кислот, а значит, такая канифоль даже если останется после пайки на контактах, не будет их разъедать.
Обычно канифоль гигроскопична – не поглощает влагу, но поглощает кислород, так что остатки жирных кислот в некачественной канифоли могут быть опасны для паяных контактов, поэтому канифоль лучше все-таки отмывать после пайки ответственных соединений.
Бывает также жидкая канифоль (уже разведенная в спирте) и канифоль-гель (канифольная крошка, замешанная с растворителем) удобно наносить перед процессом пайки.
Достоинства: самый доступный и популярный неактивный флюс, в уличных соединениях можно не смывать, хорошо пахнет при нагревании.
Недостатки: если качество канифоли низкое, будет выделяться много дыма при пайке, чаще всего приходится отмывать, твердую канифоль неудобно наносить на контакты – приходится сначала плавить ее паяльником и скорее, пока она не выкипела, нести жало к месту пайки.
Что паять: медные провода, контакты микросхем и радиоэлементов, золото, серебро, латунь, цинк. Удавалось паять даже алюминий, замешав много канифоли с металлической пылью.
Чем смывать: спирт, спирто-бензиновая смесь, бензин, растворители.
На четвертом месте многими любимый спирто-канифольный флюс СКФ или ФКСп (флюс паяльный спирто-канифольный) состоит на 60-80 % из спирта и на 20-40 % из канифоли. Такую смесь можно приготовить дома своими руками, если покрошить канифоль в спирт в соотношении примерно 1 к 3. Удобно применять в шприце с иголкой, но при хранении в неплотно закрытом шприце начинает подсыхать на иголке и перестает течь.
Достоинства: доступный и популярный неактивный флюс, удобно наносить, дымит не сильно.
Недостатки: при нагреве, спирт начинает бурно испаряться и шипеть.
Что паять: медные провода, позолоченные и посеребренные контакты микросхем и радиоэлементов, латунь, цинк.
Чем смывать: спирт, растворители, бензин, спирто-бензиновая смесь.
Третье место — бронза
Третье бронзовое место занимает Amtech RMA-223 — представляет собой гелевый флюс – смесь измельченной канифоли и растворителя.
Также в составе подозреваю, могут быть активаторы и отдушка. RMA-223 очень часто подделывают – самый главный признак подделки – на наклейке надпись мелким шрифтом «Coliformia» вместо «California», однако как ни странно, китайский подделанный флюс весьма хорош в эксплуатации, а многие сервисы только на нем и сидят. Хотя мастера с mysku не советуют уже брать на али этот флюс, а лучше взять аналог Kingbo RMA-218.
Достоинства: удобно наносить гель, хорошая паяемость, можно не отмывать, подделка дешево стоит (около 200 руб.), а паяется с ней весьма неплохо и пахнет парфюмом.
Недостатки: часто подделывают, дымит из-за наличия канифоли, подделку нужно смывать.
Что паять: контакты микросхем и SMD компонентов, выводные радиоэлементы.
Чем смывать: спирт, растворитель, оригинал можно не смывать, подделку смывать обязательно.
Второе место — серебр
На втором месте с серебряной медалью флюс EFD 6-412-A Flux-Plus представляет собой гелевый флюс, который содержит канифоль, растворитель и немного активатора, многие мастера считают его самым лучшим флюсом из доступных. После пайки остается прозрачный твердый налет, который можно не отмывать.
Достоинства: можно не отмывать, мало дыма, прекрасная паяемость, легко наносить, особенно с пистолетом-дозатором.
Недостатки: дорогой (тюбик 10 г может стоить 1500 руб.), вонючий, попадаются подделки.
Что паять: SMD и BGA компоненты, можно конечно и провода, но дорого.
Чем смывать: не требуется, но если хочется, то фирменный аэрозоль Flux OFF, спирт, растворители.
Первое место — золото
Золотую медаль и первое место рейтинга завоевали флюсы компании Interflux, которые в России считаются самыми продвинутыми. Большой ассортимент флюсов для свинцовой и безсвинцовой пайки вкупе с хорошими эксплуатационными характеристиками по праву ставит флюсы этой компании на первое место.
Посоветовать могу безканифольную серию Interflux 2005 для ответственных работ с корпусами BGA и 8300 для работ с остальными компонентами.
Достоинства: прекрасные эксплуатационные свойства, паяемость, широкий выбор флюсов с разной текучестью и вязкостью.
Недостатки: цена является ограничивающим фактором, например тюбик 30 г может стоить от 2000 руб.
Что паять: в основном ответственная безсвинцовая и свинцовая пайка.
Чем смывать: большинство можно не смывать, спирт, растворитель, есть фирменный растворитель T2005M.
Многие люди не понимают почему пайка проводов в автомобиле это плохо, а я лично ярый сторонник обжимки. В данном топике хочу наглядно показать разницу и последствия.
Приехала ко мне намедни кажется пежо. Не заводится.
Выяснилось что в обрыве провод между ЭБУ двигателя и кажется реле насоса — не суть. Оказалось что данный провод имеет три соединения на участке в 20см, и соединения эти весьма показательны — тут присутствует обжимка, пайка и скрутка.
Так вот обжимка и скрутка — живее всех живых
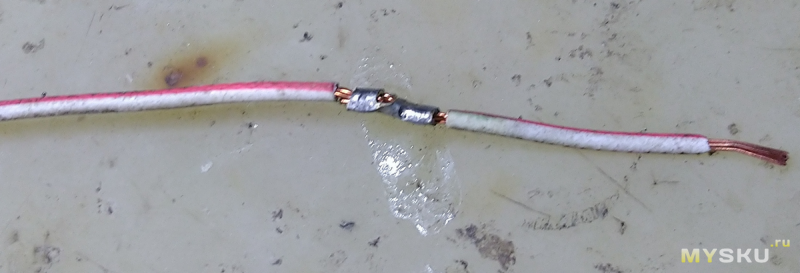

а пайка позеленела и развалилась

При этом пайка тут была своеобразная, только по концам скрутки, и развалился соответственно только припой. Условия эксплуатации и т.п., как видим, на 100% идентичные, и даже термоусадка чертовски похожа по цвету почему-то. Вероятно кто-то из «мастеров» решил получше заизолировать старые соединения, когда добавлял новые. Повторюсь, вероятность того что я не нашел соединения предыдущих специалистов когда делал своё — практически нулевая, равно как и то что я не мог натянуть термокембрики на все эти соединения, а значит моя обжимка (а она с максимальной вероятностью именно моя) — первое соединение этого провода. вторым или третьим была пайка — хез, но по факту обжимка надежнее, на втором месте скрутка, ну и пайка в пролёте.



