

- Как осуществляется монтаж двухсторонних плат
- Закажите пайку плат сейчас. Получите расчет стоимости
- Актуальность пайки двухсторонних печатных плат
- Заказать изготовление двухсторонних плат
- Профессиональный монтаж печатных плат
- Заявка намонтаж плат
- Документыдля монтажа
- Изготовление трафарета(по требованию заказчика)
- Подготовкапроизводства
- Нанесение паяльной пастыи установка компонентов
- Пайка плат в печи
- Выводной монтаж платы(по требованию заказчика)
- Отмывка и сушка плат
- Проверка ОТК
- Доставка до заказчика
- Почему монтаж печатных плат заказывают у нас
- Сверхсрочный монтажпечатных плат
- Низкая стоимостьмонтажа
- Контролькачества
- Работаем с небольшимизаказами
- Высококвалифицированныеспециалисты
- Комплекс дополнительныхуслуг
- Виды печатных плат
- Где и как заказать монтаж плат в Москве
- Необходим срочный поверхностный или выводной монтаж?
- Закажите расчет на селективную пайку сейчас. Расчет в течение 1 часа
- Где заказать селективную пайку
- Ручная пайка в технологии сквозного монтажа
- Последовательность процессов в технологии поверхностного монтажа
- Клеи для печатных плат
- Флюсы для пайки печатных плат в технологии поверхностного монтажа.
- Паяльные пасты.
- Что такое двусторонняя печатная плата?
- Где вы используете двухстороннюю печатную плату?
- Что определяет цену двухсторонней печатной платы?
- Выбор материала печатной платы
- Размер печатной платы
- Количество слоев
- Тип отделки поверхности
- Размер отверстия
- Минимум трассировки и пространства
- Толщина печатной платы и соотношение сторон
- Пользовательские или уникальные спецификации
- Какое лучшее программное обеспечение для проектирования двусторонних печатных плат?
- Каков наилучший метод фрезерования двухсторонних печатных плат?
- А) Изолирующее фрезерование гравировальной насадки
- Каковы этапы процесса производства двухсторонних печатных плат?
- Каковы преимущества двусторонней печатной платы?
- Каковы недостатки двухсторонней печатной платы?
- Как монтировать компоненты на двусторонней печатной плате?
- Чем двухсторонняя печатная плата отличается от односторонней печатной платы?
- Является ли двухсторонняя печатная плата многослойной печатной платой?
- Каковы лучшие материалы для печатных плат для двусторонней печатной платы?
Как осуществляется монтаж двухсторонних плат
Поскольку SMD элементы припаиваются не сразу, а фиксируются на пасту с последующей термообработкой в печи, одновременно монтировать компоненты на обе стороны невозможно. Однако в процессе монтажа двухсторонних плат часто используется пайка микросхем комплектами. При ее проведении, например, устанавливаются все резисторы на одну сторону платы. Затем изделие обрабатывается в печи. После этого цикл повторяется на второй стороне платы.
Более распространенный подход — последовательная обработка каждой из сторон платы. При ее проведении сначала распределяется паста по одной стороне платы. Затем на нее устанавливаются все SMD-элементы. После этого плата паяется в печи. Следующим этапом осуществляется обработка другой стороны платы в том же порядке. При этом требуется использование паяльных станций с регуляторами нагрева, чтобы уже готовая поверхность не подвергалась столь же интенсивному температурному воздействию, как и обрабатываемая поверхность при групповой пайке.
Закажите пайку плат сейчас. Получите расчет стоимости
Двухсторонняя печатная плата — изделие, представляющее собой пластину из диэлектрика, обе стороны которой покрыты металлизированными дорожками. Такие изделия используются в изготовлении гаджетов, небольших блоков управления, вычислительного оборудования и др.
Обе стороны пластины могут быть:
В первом случае электропроводящие цепи независимы друг от друга. Использование одной пластины преследует цель максимально эффективного использования рабочей поверхности, что актуально при изготовлении компактных устройств. Во втором — цепи фольгированных дорожек соединяются в одной или нескольких контактных точках. Последние, как правило, выполняются в форме сквозных отверстий. Их металлизированные стенки служат проводниками электрических сигналов и не предназначаются для монтажа выводных компонентов.
Актуальность пайки двухсторонних печатных плат
Современные тенденции при изготовлении как производственного оборудования, так и бытовой техники характеризуются стремлением к минимизации габаритно-весовых характеристик готовых изделий. По этой причине производители стараются использовать каждый миллиметр рабочего пространства по максимуму.
Двухсторонние ПП — возможность достичь поставленной цели. Они характеризуются рядом важных преимуществ:
— увеличение контактной площади вдвое по сравнению с односторонними ПП;
— монтаж всех поверхностных элементов на одну основу избавляет от необходимости отводить место в корпусе для установки дополнительных плат;
— двухсторонняя ПП имеет меньшие размеры и вес по сравнению с суммарными значениями этих параметров двух односторонних изделий.
Главное достоинство таких плат в том, что на них попросту можно установить больше элементов. И хотя цена самой диэлектрической пластины невелика, все же экономия данного материала является одним из факторов снижения ее себестоимости.
Заказать изготовление двухсторонних плат
Производство печатных плат — процесс, требующий профессиональных знаний, практических навыков и специального оборудования. Доверьте монтаж двухсторонних печатных плат нашему специализированному центру по изготовлению электроники.
Компания «Точка пайки» оказывает полный комплекс услуг по производству одно- и двухсторонних плат. Изготавливаем электронные устройства по индивидуальным проектам.
Получите подробную консультацию, уточнение по расчету стоимости и заказа услуг позвонив по указанному номеру телефона или оставьте сообщение в форме заказа.
Профессиональный монтаж печатных плат
Выполним срочный монтаж от 45 коп. за 1 точку пайки

Монтаж от 1 дня

Высокое качество пайки

Монтаж от 1 платы

Выполним срочный мелкосерийный монтаж печатных плат
Количество точек пайки
200 — 100 000


Мы осуществляем следующие типы монтажа печатных плат
Подразумевает установку компонентов на поверхность платы посредством пайки SMD (surface mounted device) компонента к контактной площадке.
Данный тип монтажа позволяет размещать компоненты не только с одной стороны печатной платы (односторонние платы), но и с обеих (двусторонние платы).
Как мы работаем
Заявка намонтаж плат
Вы можете оставить заявку на монтаж по номеру телефона +7 (499) 490-24-19 или через форму-онлайн
Документыдля монтажа
Для монтажа от вас потребуются следующие документы:
• BOM-лист (файл с перечнем компонентов для монтажа)
• Gerber-файл (файловый формат, представляющий собой способ описания проекта печатной платы)
• Монтажная схема (схема с расположением элементов на плате)
Изготовление трафарета(по требованию заказчика)
При необходимости изготавливаем трафарет для вашего проекта из листов нержавеющей стали для текущего и возможно последующего монтажа.
Подготовкапроизводства
При необходимости мы закупаем компоненты, составляем перечень операций для предстоящих работ, осуществляем первичную оценку по монтажу, анализ документации от заказчика, подготовка ПО.
Нанесение паяльной пастыи установка компонентов
С помощью трафаретного принтера наносим пасту на плату и пневматическим установщиком устанавливаем компоненты.
Пайка плат в печи
Осуществляем пайку печатных плат в конвекционной печи.
Выводной монтаж платы(по требованию заказчика)
Выводы компонентов монтируем в сквозные отверстия печатной платы. Компоненты фиксируются на плате с помощью подклейкой или особого профиля формовки выводов.
Отмывка и сушка плат
Отмывка плат от остатков флюса, продукции окислов отмываем все типы загрязнений. Сушка плат горячим воздухом.
Проверка ОТК
После окончания работ осуществляем визуальный осмотр плат с помощью микроскопа и проводим проверку плат на дефекты.
Доставка до заказчика
Осуществляем доставку плат до заказчика как по Москве, так и по всей России.
Стоимость и время доставки уточняйте у менеджера.

Поскольку каждое изделие проходит выходной контроль, гарантируется их соответствие заявленной техдокументации.
Почему монтаж печатных плат заказывают у нас

Сверхсрочный монтажпечатных плат
Возможность монтажа компонентов в кратчайшие сроки: от 1 до 5 дней

Низкая стоимостьмонтажа
Стоимость монтажа ниже, чем у конкурентов. Убедитесь в этом сами

Контролькачества
Контроль на каждом этапе монтажа: от нанесения пасты до отмывки плат

Работаем с небольшимизаказами
В отличии от большинства компаний, мы берем в работу даже небольшие заказы

Высококвалифицированныеспециалисты
На каждом этапе монтажа работают специалисты с большим опытом работы

Комплекс дополнительныхуслуг
Для наших клиентов предоставляем комплекс услуг, в том числе монтаж “под ключ”
Виды печатных плат
— обязательный элемент большинства электронных устройств. Она представляет собой диэлектрическую пластину с нанесенной электропроводящей цепью в виде плоских металлических дорожек.
Монтаж плат обеспечивает электрический контакт электронных компонентов посредством пайки.
Печатные платы бывают:
- (компоненты находятся на одной стороне);
- (компоненты с двух сторон).
Односторонние печатные платы характеризуются наличием металлизации на одной стороне диэлектрической пластины. Монтаж электронных компонентов на печатной плате такого типа является самым простым по трудозатратам. Однако двусторонние печатные платы позволяют удвоить полезную площадь платы, ведь электропроводящие цепи и электронные компоненты нанесены на обе стороны диэлектрика.
Многослойные изделия представляют собой сборку одно- и двусторонних печатных плат, склеенных между собой на этапе производства. Металлические дорожки присутствуют на наружных поверхностях и внутренних слоях платы. Последние разделяются между собой диэлектрическими перегородками, предотвращающими взаимодействие отдельных цепей.
Чем компактнее и функциональнее устройство, тем более сложные в нем используются микросхемы.
Многослойные пластины в таком случае — оптимальный вариант. Они обеспечивают взаимодействие множества компонентов на небольшой площади.
При этом выводы одного и того же элемента могут припаиваться к электропроводящим цепям на различных слоях основы.
Где и как заказать монтаж плат в Москве
Чтобы монтаж плат был осуществлен точно в срок и отвечал заявленным требованиям необходим проверенный подрядчик по контрактной сборке печатных плат. Компания «Точка пайки» предлагает полный комплекс услуг по производству и монтажу печатных плат. Пайка и монтаж в Москве, Санкт-Петербурге и других регионов России — основное направление нашей деятельности. Большой опыт в монтаже печатных плат, современное оборудование, команда высококвалифицированных специалистов — наличие этих факторов позволяет нам выполнить срочный монтаж любой сложности и в любом количестве качественно и в срок.
Основные преимущества заказа услуг в «Точке пайки»:
- индивидуальный подход к каждому проекту;
- качественный монтаж;
- оперативное выполнение заказа;
- комплексный подход — реализация проектов под ключ;
- выгодная стоимость пайки печатных плат.
Для заказа услуг вам нужно:
- заполните онлайн-форму обратной связи или позвоните нашему менеджеру;
- заполните заявку и предоставьте техдокументацию.
В кратчайшие сроки вы получите предварительный расчет стоимости монтажа.
После этого мы выполним комплекс необходимых работ по монтажу печатных плат на заказ.
Забрать собранные печатные платы возможно самовывозом либо отправим вам услугой курьерской доставки.
Необходим срочный поверхностный или выводной монтаж?
При монтаже печатных плат используются разные методы пайки компонентов на плату:
При поверхностном монтаже используются преимущественно автоматические станки. Выводной или смешанный монтаж осуществляется вручную либо с применением специальных установок для селективной пайки печатных плат. Такой подход к контрактной сборке печатных плат характеризуется тем, что воздействию припоя подвергаются только выбранные элементы, а не все, как при термообработке изделий в печи после поверхностного монтажа.
Селективная пайка позволяет автоматизировать и процесс монтажа DIP-элементов. Благодаря этому доля ручного труда в производстве печатных плат минимизируется.
Для фиксации компонентов селективным методом применяются дорогостоящие станки. Они управляются высокоточным ЧПУ и обеспечивают нанесение припоя в строгом соответствии с заданным алгоритмом. Процесс организуется одним из двух способов:
1 — используется специальная оснастка, с помощью которой волны припоя наносятся одновременно на все обрабатываемые контактные площадки;
2 — применяется лазерное или штыревое сопло, перемещаемое по шаблону.
Достоинством первого метода является высокая скорость исполнения. Однако его недостатком является затратность запуска пайки новых печатных плат. Использование такого метода селективного монтажа актуально и позволяет наладить крупносерийное производство печатных плат, так как при этом совокупные начальные затраты распределяются на большое количество изделий.
При лазерном или штыревом монтаже сопло перемещается над поверхностью печатной платы и осуществляется пайка каждого вывода по отдельности. Настройка алгоритма работы станции выполняется проще и быстрее, поэтому затраты на запуск нового изделия ниже, чем при первом способе. Однако и скорость монтажа может заметно снижаться. Использование лазерной или штыревой пайки актуально при мелко- и среднесерийном производстве, а иногда, и при крупносерийном.
Закажите расчет на селективную пайку сейчас. Расчет в течение 1 часа
Применение такого способа пайки выводных компонентов естественным образом вписывается в современные тенденции максимальной автоматизации производства. Сегодня применение ручного труда оказывается неэффективным, ведь, во-первых, человек выполняет большое количество однотипных операций дольше, чем функциональная машина, во-вторых — его труд обходится дороже. Популярность селективной пайки печатных плат обусловлена рядом ее неоспоримых преимуществ:
— высокая точность монтажа;
— пайка большого количества выводов за короткое время;
— строгая дозировка припоя на каждой точке пайки;
— максимальная автоматизация процесса создания печатных плат;
— снижение себестоимости готовых изделий при крупносерийном производстве.
Установка селективной пайки индивидуально настраивается под конкретную плату. Поэтому припой наносится на определенные места и в строгой дозировке. Лазерное или штыревое сопло перемещается по пластине в соответствии с алгоритмом. Поэтому припой также наносится максимально точно и в нужном количестве. Селективный монтаж характеризуется минимальной долей производственного брака. У него можно выделить лишь условные недостатки:
— необходимость дорогостоящего оборудования;
— потребность в высококвалифицированных специалистах, осуществляющих настройку станков.
Автоматическое оборудование может работать без перерывов и снижения производственных показателей. Поэтому его применение позволяет наладить процесс крупно-серийной сборки печатных плат. И хотя затраты на покупку таких машин довольно высокие, они распределяются на каждую созданную плату, что обеспечивает минимизацию себестоимости готовых изделий.
Где заказать селективную пайку
Обратитесь в наш специализированный центр по производству и ремонту печатных плат «Точка пайки». Мы предлагаем комплекс услуг поверхностного, выводного и смешанного монтажа печатных плат любой сложности. Создаем одно-, двухсторонние и многослойные платы с применением высокоточного современного оборудования.
Обрабатываем как большие, так и малые заказы, при необходимости, в сжатые сроки.
После изготовления тщательно проверяем ОТК каждое изделие и сопровождаем результат гарантией.
Для уточнения важных деталей и получения предварительного расчета стоимости услуг заполните форму обратной связи на сайте или позвоните по указанному номеру телефона.
Ручная пайка в технологии сквозного монтажа
Последовательность этапов, используемых для ручной пайки печатных плат при монтаже через отверстие, может различаться в зависимости от применения. Первым этапом данной технологии пайки является установка компонентов на плату. Если же операция установки производится полностью вручную, компоненты монтируют отдельными группами: вначале вставляют первую группу и припаивают выводы, затем вставляют вторую группу и припаивают выводы и т.д. Порядок монтажа групп компонентов должен вписываться в соответствующую технологию пайки и обеспечивать повышение производительности, учитывать человеческий фактор, чтобы свести к минимуму ошибки, повреждение выводов, усталость или невнимательность оператора. В течение полуавтоматического процесса, по окончанию процесса пайки оператор может получить плату для пайки, на которой машина полностью или частично установила компоненты.
Далее производится пайка печатной платы. Расположение паяемого соединения зависит от конструкции платы и определяется применяемой технологией. На односторонней плате без металлизированных отверстий пайка выполняется со стороны компонентов. На двухсторонних и многослойных печатных платах с металлизированным покрытием сквозных отверстий, для повышения технологичности пайка, как правило, осуществляется с нижней стороны, чтобы избежать возможных повреждений компонентов теплом паяльника, особенно при большой плотности монтажа.
Процесс ручной пайки осуществляется следующим образом:
- Оператор наносит флюс на соединение.
- Жалом паяльника прикасается к одной стороне вывода компонента (рисунок 1), по возможности оно не должно касаться контактной площадки. Однако для качественной пайки может потребоваться контакт с площадкой толстой печатной платы.
- Далее, следуя технологии пайки печатных плат, паяльную проволоку подводят к выводу со стороны, противоположной жалу паяльника. Проволока не должна контактировать с жалом, чтобы не загрязнять его. После расплавления припой смачивает поверхность и растекается по ней, затем затекает в отверстие. Если при пайке элементов на плату используется проволока с флюсовым покрытием, нанесение флюса не производят. При правильно спроектированной технологии пайки печатной платы, т.е. подборе паяльника с адекватным источником питания, температурой и геометрией жала, образование паянного соединения занимает примерно от 3 до 7 с.
- После завершения процесса пайки печатную плату отмывают от остатков флюса, если это необходимо с учетом типа флюса и требований долгосрочной надежности платы.
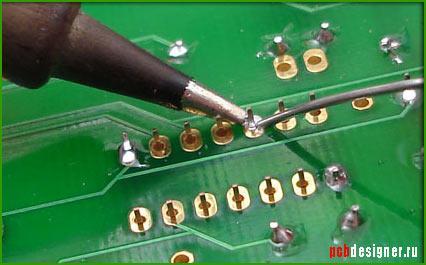
Рисунок 1 – Пример ручной пайки печатных плат в технологии сквозного монтажа
Ручная пайка может применяться в крупносерийном производстве при использовании технологических линий. В этом случае каждый из операторов паяет только несколько компонентов печатной платы. В случае единичного монтажа оператор может паять все компоненты печатной платы. Кроме того, на рабочей станции может осуществляться монтаж (пайка) компонентов сложной формы в качестве последнего этапа монтажа печатной платы.
Последовательность процессов в технологии поверхностного монтажа
Основная последовательность процесса при использовании технологии поверхностного монтажа состоит из следующих этапов изготовления печатных плат:

Рисунок 1 – Нанесение паяльной пасты на печатную плату
Процесс монтажа элементов в технологии поверхностного монтажа осложняется при наличии на одной плате компонентов, монтируемых в отверстия, и поверхностно-монтируемых устройств (smd компонентов – чип-конденсаторов, резисторов и др.), как это происходит при смешанной технологии сборки. В общем случае технологии сборки, ручная пайка мелких пассивных устройств или скрытых паянных соединений далеко не всегда может быть включена в какой-либо из этапов изготовления поверхностно-монтируемых печатных узлов. Использование ручной пайки для ремонта и переделки ограничивается теми же факторами.
Рассмотрим последовательность этапов монтажа для различных типов печатных блоков. Термин «верхняя сторона» обычно относится К поверхности печатного узла с большей плотностью элементов или той стороне, где расположены крупные и активные устройства. С развитием технологии поверхностного монтажа повышается и функциональность печатных блоков, вносятся коррективы в технологию их сборки и все менее очевидным становится разделение сторон печатной платы на верхнюю (top) и нижнюю (bottom).

Рисунок 2 – Захват и установка компонентов на печатную плату
Ниже представлена последовательность монтажа (этапов изготовления) различных типов печатных узлов:
1. Односторонняя печатная плата, только поверхностный монтаж компонентов на верхней стороне:
- печать паяльной пасты;
- установка smd элементов;
- оплавление паяльной пасты.
2. Последовательность этапов изготовления двухсторонней печатной платы, только поверхностный монтаж компонентов:
Этапы монтажа на нижней стороне:
- печать паяльной пасты;
- если необходимо, нанесение клея для закрепления крупных элементов;
- установка компонентов;
- оплавление паяльной пасты и затвердевание клея. Переворот платы на нижнюю сторону:
Этапы монтажа на верхней стороне
- печать паяльной пасты;
- установка компонентов;
- оплавление паяльной пасты.
3. Технология сборки двухстороннего печатного блока, монтируемого по смешанной технологии (с пайкой нижней стороны волной припоя):
- нанесение клея для закрепления поверхностно-монтируемых компонентов;
- установка поверхностно-монтируемых компонентов;
- затвердевание клея. Переворот платы на нижнюю сторону:
- печать паяльной пасты;
- установка элементов;
- оплавление паяльной пасты;
- установка компонентов в сквозные отверстия. Закрепление платы верхней стороной вверх:
- пайка волной припоя элементов, установленных в сквозные отверстия, и поверхностно-монтируемых компонентов на нижней стороне платы.
Рисунок 3 – Пайка оплавлением припоя
При 3 варианте монтажа (при смешанной технологии) возможна некоторая гибкость в отношении этапа запрессовывания (приклеивания) компонентов к нижней стороне платы по сравнению с этапом пайки верхней стороны, которая основана на возможностях технологического оборудования для монтажа по PIP технологии. В случае smd монтажа компонентов в матричных корпусах с шариками припоя (BGA, CSP, DCA) при сборке печатного узла можно исключить этап нанесения паяльной пасты на контактные площадки. Вместо этого на контактные площадки наносится только флюс, который удерживает элементы во время транспортирования платы в печь для оплавления припоя. Шариков припоя достаточно для образования паянных соединений, однако проблемой в этом случае является сниженная толщина паянного соединения, что может помешать самоцентрированию элементов во время пайки (и последующей надежности паянного соединения). Этап изготовления печатных узлов методом погружения в паяльную пасту чаще всего предполагается при монтаже бескорпусных и перевернутых кристаллов (DCA/FC), поскольку шарики припоя и соответствующие контактные площадки настолько малы, что невозможно последовательно нанести на них соответствующее количество пасты.
Иногда в технологии сборки применяется ступенчатый процесс пайки для двухсторонних печатных плат, собираемых только поверхностным монтажом, например, в случае 2. Для технологического прикрепления компонентов на нижней стороне платы используется высокотемпературная пайка припоями с составом 96,5 % Sn и 3,5 % Ag (Sn-Ag) сплава (Tэвт = 221 °С). Такие паяные соединения не расплавляются при пайке элементов на верхней стороне оловянно-свинцовыми припоями (Tэвт = 183 °С). В этом случае нужен несколько больший контроль за процессом на данном этапе изготовления печатной платы, поскольку температура эвтектики системы Sn-Ag, равная 221 °С, очень близка к оптимальной пиковой температуре сплавов Sn-Pb (210-220 °С). Такой подход к технологии сборки дает возможность размещать большие пассивные и активные компоненты на обеих сторонах печатной платы без нанесения клея и ожидания, пока он затвердеет. К сожалению, использование более высокотемпературных бессвинцовых припоев в технологии поверхностного монтажа практически исключило ступенчатую пайку и не определило состав высокотемпературного припоя для первого этапа пайки.
Клеи для печатных плат
Клеи используются для установки и удержания компонентов на поверхности печатных плат. Клей для печатной платы может потребоваться, если, например, при смешанной технологии монтажа поверхностно-монтируемые компоненты подвергаются пайке волной припоя. Кроме того, на двухсторонние печатные платы приходится наклеивать крупные компоненты, чтобы избежать их падения во время переворота платы для следующего этапа пайки оплавлением припоя. В таких случаях масса компонента обычно превышает силу поверхностного натяжения расплавленного припоя, которая удерживает на плате компоненты меньшего размера. Клей для платы должен быть в состоянии выдерживать температурный режим пайки волной или пайки оплавлением припоя, а также химическое воздействие флюсов. Клеи могут также потребоваться для закрепления больших поверхностно-монтируемых устройств на печатной плате. Эти дополнительные меры необходимы для обслуживания, которое может сопровождаться механическими ударами и вибрацией (клеи, как правило, не используется для монтажа в отверстия, так как фиксация выводов в отверстиях обеспечивает достаточное закрепление компонентов на печатной плате до и во время пайки. После пайки компоненты, смонтированные в отверстия платы достаточно устойчивы, чтобы выдержать сильные удары и вибрацию. Тем не менее в очень жестких условиях приклейка элементов к плате может быть использована для закрепления компонентов, монтируемых в отверстия подложки).
Рисунок 1 – Использования клея для фиксации компонентов на печатной плате
Важно контролировать количество клея, наносимого на поверхность печатной платы – его должно быть достаточно, чтобы надежно закрепить компоненты. С другой стороны, излишки клея на плате могут попасть на контактную площадку и выводы компонентов, что снизит качество пайки. Некоторые клеи для плат склоны разжижаться или «течь», поскольку разделяются на отдельные компоненты из которых и состоит само клеящее вещество. Растекающиеся составные компоненты клея могут попасть на соседние поверхности, которые подвергаются пайке. В случае очень плотного размещения компонентов на печатной плате избыток клея или растекание его компонентов могут загрязнять контактные площадки компонентов, что нарушает их фиксацию на знакоместах, а затем качество пайки.
Хотя основная функция клея на печатной плате — это закрепление компонентов на месте во время пайки, остатки клея остаются на поверхности и после пайки, поэтому они не должны мешать последующим этапам монтажа или негативно влиять на долгосрочную надежность электронного блока. Например, некоторые эпоксидные клеи легко впитывают влагу и другие органические соединения.
Эти поглощенные материалы могут выделяться при последующих температурных колебаниях и в процессе эксплуатации загрязнять поверхности печатной платы и компонентов. Поэтому так важно выбрать клеящие материалы, которые специально сертифицированы для конкретного применения.
Клеящие материалы, используемые в электронном монтаже, обычно изготавливают на основе эпоксидных смол и силиконов.
В соответствии с физико – химическими свойствами клеящие вещества подразделяют на четыре категории:
Каждая группа отличается своим составом, типом отверждения и свойствами до и после отверждения. Процесс отверждения клеев для печатных плат, который обычно требует повышенный температурный профиль, не должен снижать свойства электронных компонентов и самих слоистых материалов печатной платы. Понятно, что дополнительный этап отверждения клея на поверхности платы замедляет весь процесс монтажа.

Рисунок 2 – Пример клея для установки компонентов на печатную плату
Термореактивные клеи затвердевают на плате под действием теплоты или в результате каталитической реакции, которая приводит к образованию перекрестных связей полимерных цепей. Сразу после отверждения эти материалы приобретают большую прочность и не размягчаются при повышении температуры. Эпоксидные смолы — одна группа термореактивных клеев, которые широко используются в монтаже электронных приборов, поскольку они не теряют своих клеящих свойств при высоких температурах пайки волной или оплавлением припоя. Кроме того, эпоксидные смолы устойчивы к воздействию растворителей и моющих растворов на водной основе. Эпоксидные клеи для печатных плат выпускают в виде готовой однокомпонентной смеси, в которой присутствуют и отвердитель, и смола, или в виде двух отдельных компонентов, которые нужно смешивать перед использованием. Хотя однокомпонентные эпоксидные клеи удобны с точки зрения монтажа, их хранение и применение нужно строго контролировать, чтобы предотвратить отверждение до использования. Двухкомпонентные эпоксидные клеи затвердевают под действием высоких температур в диапазоне от менее 100 °С до 125 и даже 150 °С, в течение от 1 до 4 часов в зависимости от конкретных рекомендаций производителя. При отверждении термореактивных клеев на печатных платах, наблюдается очень малая дегазация. Благодаря своей жесткости, приобретаемой под действием высоких температур, эти материалы способны создавать очень высокие остаточные напряжения, которые возникают в результате различного теплового расширения корпусов компонентов, эпоксидного клея и подложки печатной платы. Прочность термореактивных клеев осложняет ремонт или доработку платы. Для удаления этих клеев с поверхности плат обычно требуются механическое соскабливание и абразивная обработка, которые могут повредить компоненты и печатные платы.
Термопластичные клеи размягчаются при воздействии высоких температур. Эти клеи не так прочны, как термореактивные эпоксидные клеи. Однако при назначении менее строгих допусков эти клеящие материалы могут оказаться более предпочтительными для монтажа, особенно когда вероятно возникновение высоких остаточных напряжений в результате температурных колебаний во время пайки. Термопластичные клеи для печатных плат менее устойчивы к растворителям и моющим средствам на водной основе. Эти клеи, как правило, легко поглощают данные жидкости, что приводит к увеличению их объема (разбуханию), и выделяют больше газов, чем термореактивные клеи.
Температура отверждения термопластичных материалов ниже, чем у термореактивных клеев, а продолжительность отверждения меньше. Некоторые композиции затвердевают при комнатной температуре, что делает их подходящими для монтажа термочувствительных компонентов, при различных температурных коэффициентах линейного расширения паяемых материалов или вероятности возникновении больших остаточных напряжений. Еще одним преимуществом термопластичных клеев является их быстрое размягчение при повышенных температурах, следовательно, их легко удалить для доработки печатной платы.
Эластомерные клеи являются подгруппой термопластичных клеев. Эти материалы могут быть очень вязкими и в то же время обладают высокой упругостью. Силиконовые (резиновые) клеи являются примерами данной группы клеящих материалов. Отсутствие жесткости ограничивает применение этих клеев для получения паянных соединений. Температуры отверждения эластомеров относительно низки, а некоторые композиции затвердевают при комнатной температуре. Тем не менее, отверждение некоторых силиконовых клеев сопровождается значительной дегазацией, более того, выделяющиеся вещества вызывают коррозию металлических поверхностей (например, уксусная кислота).
Термоотверждаемые многокомпонентные клеи представляют собой смеси (или сплавы) эластомерных материалов и эпоксидных смол, которые выделены в особую группу клеев термореактивного типа. Эти клеи разработаны для обеспечения как высокой конструктивной прочности, так и достаточной жесткости (податливости), чтобы противостоять повреждениям вследствие тепловых или механических ударов. Примером клеев данной группы является эпоксидно-полиамидный клей.
Все эти материалы были разработаны для получения свойств, необходимых для различных технологий нанесения клеящих материалов на печатные платы в процессе монтажа. Однако эти свойства не остаются оптимальными в течение неопределенного срока. Клеи проходят две стадии деградации. Первая стадия – срок годности материала, время в течение которого клей сохраняет свои свойства в закрытой упаковке. В коде даты производитель указывает срок годности на основе изменений механических свойств (прочность, пластичность и др.) и физических свойств (стеклование, плотность, вязкость в жидком состоянии и т.д.), возможных для данного клея. Плотность и вязкость непосредственно влияют на качество на несения клея.
Вторая стадия деградации начинается, когда контейнер с клеем открывают, смешивают компоненты, если нужно, и загружают в оборудование для нанесения на печатную плату. Воздействие воздуха, даже при комнатной температуре, может вызвать отверждение клея до начала монтажа. Отверждение может изменять плотность и вязкость клея, и, следовательно, влиять на качество нанесения. Признаками некачественного клея являются забивание аппаратов для нанесения клея, износ или течение нанесенного клея или полосы клея, оставленные инструментом при перемещении с одного места на другое.
Флюсы для пайки печатных плат в технологии поверхностного монтажа.

Рисунок 3 – Пример флюса для поверхностного монтажа печатных плат
Нанесение флюсов имеет ограниченное применение при поверхностном монтаже (кроме смешанной технологии, которая включает в себя пайку волной припоя). Флюсы для пайки наносят не одновременно с припоями, например, для пайки волной припоя, при смешанной технологии или для закрепления компонентов в матричных корпусах, у которых шарики припоя обеспечивают создание качественных паянных соединений. На самом деле, нанесение флюсов наиболее широко используется для установки компонентов в DCA/FC-корпусах. Для получения соединений DCA-корпусов часто требуется очень небольшое количество припоя, который будет трудно контролировать или точно нанести с помощью типичного печатного оборудования и трафаретов. Поэтому припоя в шариках на корпусе оказывается достаточно и при монтаже наносится только флюс. Паяльные флюсы для электронного монтажа в основном выпускают в виде жидкостей. Низкая вязкость мешает точному трафаретному нанесению флюсов на печатные платы, поэтому используется распыление. Однако печатные платы нужно подвергать пайке сразу после нанесения флюса, поскольку из флюсового покрытия начинаются испаряться летучие и другие компоненты.

Рисунок 4 – Нанесение флюса на шарики припоя перевернутого кристалла
В случае применения DCA-компонентов флюс для пайки наносится непосредственно на компоненты. Процесс флюсования схематически показан на рисунке 4. Кристалл помещают в ванну с очень тонким слоем флюса. Толщина слоя определяет количество паяльного флюса, которым будет покрыт кристалл после удаления из ванны. Применяемый флюс должен быть достаточно липким, чтобы закрепить и удержать кристалл на подложке во время транспортирования в печь. Из-за большой площади поверхности ванны летучие компоненты флюса для пайки быстро испаряются, поэтому ванну необходимо регулярно пополнять.
Паяльные пасты.
Нанесение (печать) паяльной пасты является наиболее широко используемым средством распределения флюсов и припоев на контактные площадки для получения паянных соединений путем пайки оплавлением припоя. Основными компонентами паяльной пасты являются металл припоя и флюс для пайки. Металлический припой обычно составляет 80—90 % массы пасты. За исключением припоев, содержащих индий и цинк, металл припоя оказывает незначительное влияние на свойства паяльных паст на основе оловянных сплавов. С точки зрения трафаретной печати пасты, важными свойствами являются размер частиц паяльного порошка и массовые проценты или «металлическая нагрузка» пасты.
Флюсы используются в разнообразных вариантах — на основе канифоли, или несмываемые, или с низким содержанием твердых частиц, или водорастворимые. Флюс также должен обеспечить удержание компонентов на печатной плате перед пайкой оплавлением припоя. Другими ингредиентами паяльной пасты являются тиксотропные реагенты. Именно тиксотропные реагенты вместе с металлом припоя и флюсом определяют вязкость паяльной пасты.

Рисунок 5 – Пример паяльной пасты для поверхностного монтажа печатных плат
От вязкости зависит качество нанесения пасты при любой технологии (дозаторами, трафаретной печатью и т.д.). Вязкость и, следовательно, свойства пасты, необходимые для качественного нанесения, меняются с течением времени: медленно — в закрытом контейнере или быстро — под действием воздуха. Необходимо строго следить за выполнением рекомендаций производителя и сроком годности пасты перед ее использованием для монтажа печатных плат. Паяльные пасты плохого качества ответственны за большую часть брака паянных соединений при поверхностном монтаже.

Если у вас есть какие-либо вопросы о двусторонней печатной плате, все ваши ответы здесь.
В этом руководстве вы узнаете как базовые, так и расширенные понятия о двухсторонних печатных платах, такие как проектирование, изготовление, сборка, тип материала и количество слоев, среди прочего.
Давайте погрузимся прямо в.
Что такое двусторонняя печатная плата?
Двусторонний Печатная плата представляет собой печатную плату, на которой напечатаны обе стороны.
Вы можете использовать обе стороны для включения различных компонентов на печатной плате.

Двусторонняя печатная плата
Где вы используете двухстороннюю печатную плату?
Вы можете использовать двусторонние печатные платы в любом из следующих приложений:
Что определяет цену двухсторонней печатной платы?
Некоторые из основных факторов, определяющих цену двухсторонней печатной платы, включают в себя:
Выбор материала печатной платы
Тип материала, используемого в двухсторонней печатной плате, будет определять общую стоимость платы.
Обычно используемые материалы варьируются в зависимости от следующих факторов:
Размер печатной платы
Размер печатной платы будет варьироваться в зависимости от размеров.
Что еще более важно, количество слоев повлияет на цену двухсторонней печатной платы.
Количество слоев
Количество слоев влияет на цену печатной платы.
Печатные платы с более чем одним слоем, такие как двухсторонние печатные платы, будут иметь тенденцию быть более дорогими.
Это если сравнивать с односторонней печатной платой.
Тип отделки поверхности
Затраты, понесенные для получения окончательной отделки двухсторонней печатной платы, будут определять цену.
Двухсторонние печатные платы с высококачественной отделкой, как правило, дороже, поскольку они более долговечны.
Размер отверстия
Размеры отверстий в двухсторонней печатной плате будут определять окончательную стоимость печатной платы.
Больше отверстий сложно просверлить.
В основном это связано с толщиной и миниатюрностью печатной платы.
В результате это увеличивает цену печатной платы.
Минимум трассировки и пространства
Двусторонние печатные платы с достаточной шириной дорожек не перегреваются.
Такие печатные платы имеют тенденцию быть более дорогими.
Толщина печатной платы и соотношение сторон
Более толстый материал означает, что печатная плата будет дороже.
Обычно печатная плата с большим соотношением сторон также дороже, чем плата с меньшим соотношением сторон.
Пользовательские или уникальные спецификации
Настройка двусторонней печатной платы также может привести к увеличению расходов.
Это связано с тем, что для этого могут потребоваться специальные инструменты и оборудование для изготовления печатных плат.
Некоторые пользовательская печатная плата могут иметь контурные края, боковое покрытие и зазор паяльной маски среди других характеристик.

Кастомная печатная плата
Какое лучшее программное обеспечение для проектирования двусторонних печатных плат?
Здесь очень много Программное обеспечение для проектирования печатных плат вы можете использовать в процессе проектирования двухсторонней печатной платы.
Некоторые из лучших двусторонних дизайнов программного обеспечения включают в себя:
Он предлагает ряд функций и возможностей для проектирования двусторонних печатных плат.
- Художник по печатным платам Advanced Circuits: это известный программный инструмент для различных продуктов электронной техники.
- Твердая рабочая печатная плата: вы можете использовать это программное обеспечение для многих электронных схем.
Это связано с тем, что он имеет высокую мощную технологическую конструкцию, облегчающую работу.
Это помогает в расширенном технологически продвинутом процессе производства печатных плат.
Это программное обеспечение экономит часы времени разработки.
Программное обеспечение является надежным и простым в использовании.
Это позволяет проектировать схемы с помощью захвата схемы.
Вы можете использовать его для создания дизайнов без ограничений.
KiCad подходит для создания профессиональных макетов.
Это также помогает в проверке других конструкций печатных плат.
Каков наилучший метод фрезерования двухсторонних печатных плат?
Методы фрезерования двухсторонних печатных плат включают в себя:
А) Изолирующее фрезерование гравировальной насадки
Это фантастическая альтернатива фрезерованию плоских концевых фрез для фрезерования некоторых дорожек и подкладок.
Прочная насадка для гравировки идеально подходит для фрезерования печатных плат с небольшой шириной дорожки.
Каковы этапы процесса производства двухсторонних печатных плат?
Процесс изготовления двухсторонних печатных плат включает в себя следующие этапы:

Процесс изготовления печатных плат
I. Проектирование печатной платы:
- Начните с плана.
- Разработайте чертеж печатной платы, выберите программное обеспечение для проектирования, например Altium Designer, для проектирования печатной платы.
- Убедитесь, что в ваших проектах нет ошибок и что такие обозначения, как количество слоев меди, маски припоя и другие компоненты, верны.
- Окончательный дизайн печатной платы отправляется производителю для изготовления.
II. Печать дизайна печатной платы:
- Для нанесения пленки на печатную плату используется плоттерный принтер.
- Прозрачные чернила используются для непроводящих частей печатной платы.
- Паяльная маска и вся плата сняты на пленку.
- В пленке пробито регистрационное отверстие.
III. Печать меди для внутренних слоев:
- На этом этапе начинается производственный процесс.
- Нанесите медь на кусок ламината, где был напечатан дизайн печатной платы.
- Затем медь тоже удаляется, и открывается чертеж.
- Резист покрывает панель ламината, а затем затвердевает под действием ультрафиолетового излучения.
- Резист и ламинат выравниваются и сплавляются с помощью ультрафиолетового света.
- Фоторезист указывает пути, по которым будет проходить медь.
- Затем доску очищают и оставляют сохнуть.
IV. Избавляемся от ненужной меди:
- Включает удаление нежелательной меди.
- В процессе используется мощное химическое вещество для удаления меди, которая не покрыта фоторезистом.
- Фоторезист также удаляется.
- На печатной плате остается только необходимое количество меди.
V. Осмотр и выравнивание:
- Оптический осмотр и юстировка выполняются после очистки печатной платы.
- Просверленные отверстия используются для выравнивания.
- В случае многослойной печатной платы оптический пуансон используется для выравнивания печатной платы путем пробивки штифтов через отверстия.
- Оптический контроль используется для обнаружения дефектов.
- Печатная плата сравнивается со схемой для выявления дефектов.
VI. Ламинирование слоев печатной платы:
- Этот процесс включает в себя сплавление печатной платы.
- Это важно в основном для многослойных типов печатных плат.
- Процесс ламинирования включает этап укладки и этап ламинирования.
- Плата зажата металлическими защелками и закреплена специальным штифтом.
- Процесс ламинирования начинается с нанесения эпоксидной смолы на печатную плату.
- Далее на печатную плату наносится слой медной фольги.
- Медная фольга затем покрывается листом предварительно пропитанной смолы.
- Прижимная пластина — это самый внешний компонент, который размещается на печатной плате.
- Затем печатная плата спрессовывается.
- Следующим шагом является прессование печатной платы на прессе для ламинирования, который применяет тепло и давление.
- Тепло плавит эпоксидную смолу, которая, в свою очередь, сплавляет печатную плату.
- Рентгеновский аппарат определяет места сверления.
- Направляющие отверстия просверлены.
- Машина с компьютерным управлением просверливает определенные отверстия, необходимые на печатной плате.
- Руководство по проектированию, используемое в процессе проектирования, используется для указания, где должны быть просверлены отверстия.
- Медь, оставшаяся после сверления, удаляется напильником.
VIII. Покрытие печатной платы:
- Покрытие происходит после того, как печатная плата была просверлена.
- В металлизации используется химическое вещество для плавления печатной платы.
- Печатная плата покрывается химическими веществами, которые покрывают печатную плату микротонким слоем меди.
- На просверленные отверстия наносится микротонкий слой меди.
- На плату наносится еще один слой фоторезиста.
- В случае многослойной печатной платы фоторезист наносится на самый внешний слой.
X. Покрытие внешнего слоя:
- В случае многослойной печатной платы внешний слой покрывается так же, как и внутренние слои.
- Олово используется для покрытия печатной платы на этом этапе для защиты меди.
- Оловянная защита помогает защитить медь от травления.
- Нежелательная медь удаляется.
- Соединения установлены и готовы к маскировке припоем.
XII. Применение паяльной маски:
- Сначала панели снова очищаются.
- Пленка паяльной маски и эпоксидная смола нанесены на панель печатной платы.
- Снимаемая паяльная маска идентифицируется с помощью ультрафиолетового излучения.
- Для отверждения паяльной маски печатная плата запекается в печи.
XIII. Отделка печатной платы
- Печатная плата покрыта золотом, серебром или HASL для защиты меди
- Далее компоненты спаиваются.
- Важная информация напечатана на печатной плате.
- Затем печатная плата отправляется на окончательное отверждение.
XV. Проверка электрической надежности:
- Испытания электрической надежности на работоспособность.
- Основными испытаниями, которые проводятся, являются проверка целостности цепи, а также проверка изоляции.
- Проверка целостности цепи на наличие разрывов.
- Тест изоляции проверяет наличие коротких замыканий на печатной плате.
XVI.Резка и профилирование:
- Включает резку и биговку печатной платы.
- Печатные платы вырезаны из оригинальной панели
- Станок с ЧПУ и V-образный паз — вот некоторые из способов, которые можно использовать для вырезания печатных плат из панелей.
- На досках проверяется чистота и выявляются острые кромки, заусенцы и другие опасности.
- При необходимости добавляются такие компоненты, как фаски и зенкеры.
- Повторное тестирование выявленных и отремонтированных короткозамкнутых плат.
- Промышленная спецификация, размеры отверстий и физические размеры идентифицируются и проверяются посредством визуального осмотра.
Каковы преимущества двусторонней печатной платы?

К преимуществам двусторонних печатных плат относятся:
- Двухсторонние печатные платы имеют уменьшенный размер печатной платы, что способствует снижению затрат.
- Двухсторонняя печатная плата имеет повышенную плотность схемы.
- Больше гибкости для дизайнеров.
- Двухсторонняя печатная плата имеет промежуточный уровень плотности схемы.
- Двухсторонняя печатная плата использует обе стороны слоев, что подходит, если предполагается использовать плату для подачи тока на другие экраны.
Каковы недостатки двухсторонней печатной платы?
- Более высокая стоимость: двухсторонние печатные платы относительно дороги, потому что их сложно спроектировать и у них сложный производственный процесс.
- Сложное производство: двухсторонняя печатная плата имеет более одного слоя. Таким образом, производственный процесс немного сложнее по сравнению с односторонней печатной платой.
- Требуется опытный дизайнер: двухсторонние печатные платы требуют длительного времени производства, поэтому для их производства требуется опытный персонал.
- Время производства: из-за сложности, связанной с двусторонней печатной платой, и большего количества производственных потребностей время производства немного больше.
Как монтировать компоненты на двусторонней печатной плате?
При монтаже используются следующие приемы монтажа. компоненты на двусторонней плате;

Монтаж компонентов на печатной плате
- ИК-пайка оплавлением: в основном используется производителями, производящими большое количество печатных плат.
- Пайка волной припоя: в основном используется в печатных платах со штырями или отверстиями, к которым крепятся компоненты. Он подходит для отверстия и SMD компоненты, приклеенные к плате.
- Пайка в паровой фазе: в основном используется в процессах производства небольших печатных плат, но в то же время является более дешевым вариантом.
- Проволочное соединение: этот метод монтажа используется в специальных печатных платах, особенно в позолоченных компонентах.
- Клеевое соединение: этот метод монтажа компонентов на печатной плате просто использует токопроводящий клей. Клей связывает компонент с контактными площадками печатной платы.
- Ручная пайка: этот способ монтажа компонентов на печатную плату в основном используется при ремонтных работах. он также широко используется в небольших производствах и в учебных заведениях.
- Технология монтажа в сквозное отверстие – предполагает пайку компонентов на плате с выводами.
Чем двухсторонняя печатная плата отличается от односторонней печатной платы?
Вот некоторые важные факты, которые вы должны знать о двухсторонних печатных платах:

- У них есть верхний и нижний слой.
- Они имеют медные и другие компоненты, установленные с обеих сторон печатной платы.
- Имеет более высокую плотность и не требует пайки встык?
- Более сложны и сложны в изготовлении.
- Они предпочтительнее по сравнению с односторонними печатными платами.
- Производители предпочитают их из-за простоты изготовления сложных схем.
- В основном используется для приложений, требующих передовых технологий.
- Некоторые из приложений двусторонней печатной платы включают в себя системы светодиодного освещения, торговые автоматы, телефонные системы и промышленные элементы управления.
Вот некоторые из ключевых фактов, которые вам нужно знать о односторонняя печатная плата:

- Только одна сторона платы имеет слой проводящего материала.
- В основном используется там, где речь идет о низких затратах.
- Они не сложны и просты в использовании в приложениях.
- В основном они используются для производства массовых устройств.
- Некоторые приложения односторонних печатных плат включают гаджеты для наблюдения, калькуляторы, принтеры и аудиооборудование.
Является ли двухсторонняя печатная плата многослойной печатной платой?
Да, двухсторонняя печатная плата многослойная печатная плата.
Это связано с тем, что он имеет более одного проводящего слоя, что является требованием для любой многослойной печатной платы.
Каковы лучшие материалы для печатных плат для двусторонней печатной платы?
Некоторые из лучших материалов для печатных плат, используемых при изготовлении двусторонних печатных плат, включают, помимо прочего, следующее:
Они обладают хорошими тепловыми, электрическими и механическими характеристиками.
Некоторые из материалов, которые делают FR4, включают стеклоткань и эпоксидную смолу.
Они имеют меньшую способность к расширению и стабильны при термоциклировании.
- Тефлоновые ламинаты и соединительные слои: идеально подходят для быстрых схемных приложений. Их можно наносить на стеклоткань и использовать в качестве добавки для улучшения механических свойств.
- Гибкие ламинаты: их можно легко сгибать без потери электрической целостности.
Они изготовлены из высокотемпературных материалов, таких как полиимид, жидкокристаллический полимер, полиэстер и ПЭН.



