
В процессе пайки используется вспомогательное вещество под названием флюс. Основное применение происходит при пайке соединений в домашних условиях или производствах. Качественная пайка, соединение деталей невозможно без применения специального вещества.
Перед работами подбираются материалы, в том числе флюс качественного состава, для надежной и быстрой пайки.
У этого термина существуют и другие значения, см. Флюс.

Разные паяльные флюсы и моток припоя

Паяльная кислота и жидкая канифоль
Процесс ремонта электроники, произведение работ в радиотехнике происходит с помощью паяльника. Качественная работа служит основанием для долговечного соединения деталей. Работа происходит паяльником, надежное соединения производится не только качественным инструментом, но и флюсом, припоем.
Основной припоя является сплав металлов легкосплавного типа, которые расплавляется по достижению определенной температуры. Наиболее подходящим вариантом считается олово в чистом виде, однако материал очень дорогой.
Опытные мастера – электронщики и домашние радиолюбители знают, что для качественного соединения понадобится не только паяльник, но и дополнительные аксессуары. Для пайки используется флюс и припой, последний выполнен на основе свинца и олова, зачастую предлагается в виде проволоки.
- ОписаниеПравить
- Типы флюсов для пайки
- Активные флюсы
- Бескислотные флюсы
- Активированные флюсы
- Антикоррозийные флюсы
- Защитные флюсы
- Использование сплавов оловянно свинцовой группы
- Свинцовые припои
- Флюсы для пайки припоями типа ПОСПравить
- Флюсы для алюминиевых сплавов
- Флюсы для пайки нержавеющих сталей
- Хлорцинковый флюс
- Олеиновая кислота
- Ортофосфорная кислота
- Флюс ВТС
- Изготовление своими руками
- Как приготовить флюс для пайки своими руками
- Недостатки
- Флюсы для высокотемпературной пайкиПравить
- Марки мягких припоев для пайки паяльником
- Основные технические характеристики мягких припоев для пайки электрическим паяльником
- Преимущества кислоты
- Как правильно выбрать флюс
- Состав и физико-химические свойства
- КлассификацияПравить
- СсылкиПравить
- Популярные флюсы для пайки электрическим паяльником
- Паяльные пасты тиноль для пайки
- Какие бывают припои
- Хранение
- Особенности выбора
- Особенности применения и пайки с паяльной кислотой
- Применение флюса
- Припои и флюсы, применяемые при пайке
- Как выбрать припой
ОписаниеПравить
- способствуют лучшему смачиванию припаиваемых или свариваемых деталей;
- способствуют лучшему растеканию припоя по шву;
- предохраняют нагретый при пайке металл от окисления.
В зависимости от технологии, флюс может использоваться в виде жидкости, пасты или порошка. Существуют также паяльные пасты, содержащие частицы припоя вместе с флюсом; иногда трубка из припоя содержит внутри флюс-заполнитель. Остатки разных флюсов могут быть как диэлектриками, так и проводить электричество. В случае электросварки флюс обычно наносится на поверхность сварочного электрода в качестве покрытия. Иногда добавляется в зону сварки в виде порошка.
Примерами флюсов могут служить:
- канифоль — смесь смоляных кислот и их изомеров;
- нашатырь (хлорид аммония, NH4Cl);
- соли, например, бура (тетраборат натрия, Na2B4O7).
- ортофосфорная кислота — раствор кислоты в воде, от 85 % и менее с добавками присадок
- паяльная кислота — водный раствор хлорида цинка, активный флюс
Типы флюсов для пайки
Флюсы разделены на несколько разновидностей, в основном отличающихся по типу воздействия на детали в процессе пайки. Канифоль и другие составы на ее основе обладают меньшей активностью, основное предназначение спаивание электросхем, других радиотехнических соединений. Флюс, используемый для пайки микросхем удаляет тонкий оксидный слой на материалах, способствуют противостоянию коррозии за счет не высокого воздействия. Повышаются характеристики спайки с использованием глицерина, спирта или скипидара. Выбор канифольной разновидности состава обуславливается его нейтральностью. Бескислотный флюс с припоем, получил применение при работе с радиодеталями благодаря бескислотному составу, который является диэлектриком, не образует утечки тока. На основе канифоли производятся активированные типы флюсов, к составу которых включаются аминовые, кислотные соединения, например салициловая кислота. Использование активного компонента позволяет соединять различные типы металлов без предварительной очистки поверхностей. Тугоплавкие припои широко применяются при больших объемах работ, устойчивы к резким температурным перепадам и механическим воздействиям. Данные флюсы разделяются на соединения с медью цинка или фосфора, а также полностью из серебра. Применение цинково-медного сплава не оправдано дорого, а прочность не высока. Жидкий флюс активно используется при спайке медных изделий, автомобильных радиаторов. Изделия из меди или латуни спаиваются фосфорно-медным сплавом припоя, материалы обычно не сильно подвергаемые нагрузкам, применяется на замену серебряного припоя. Необходимо помнить, что при пайке чугуна крайне не рекомендуется применять твердые припои, так как при процессе пайки образуются хрупкие элементы, способствующие разрушению шва. Рациональным вариантом при спаивании железных материалов является серебро, но оно очень дорого обходится при массовых работах.
Активные флюсы
Составы на основе соляной кислоты в чистом виде именуются активными веществами. С ее помощью спаиваются железные изделия. Разновидность активного состава также производится из хлористого цинка, который возможно получить в домашних условиях. Паяльная кислота взаимодействует с веществом за счет реакций цинка при обработке поверхностей материалов. Активный флюс отличается повышенной химической активностью, эффективно снимает пленки с поверхности деталей, реагирует на сам металл.
Благодаря использованию активных составов происходит надежное соединение металлов. Повышенная электропроводность дает возможность соединять крупные провода или изделия. Данный флюс не применяется к радиотехнике, т.к. остатки химического состава трудно удаляются с плат, они быстро разъедают соединения.
Бескислотные флюсы
Категория флюсов, приготовленных на основе глицерина, этилового спирта или скипидара называется бескислотным или неактивным составом. Канифоль применяется при температурах до 150 ⁰, растворяет тонкие слои поверхности металлов меди, свинца или олова, производя качественную очистку. Основное применение производится при необходимой пайке поверхностей с отсутствием разъединения материалов. Используется при работах с мелкими деталями, электро схемами или платами радиодеталей.
Активированные флюсы
Изготавливается данный тип на основе солянокислого анилина либо кислоты салициловой. Применяется при пайке всех видом соединений, которые не требуют предварительной зачистки. Используется при соединении материалов, которые подвержены механическим воздействиям.
Антикоррозийные флюсы
Задача антикоррозийных флюсов состоит в очистке места спайки от коррозийных отложений, защите от окислов при дальнейшем использовании детали. Основной компонент – ортофосфорная кислота, которая используется при изготовлении антикоррозийных пропиток. Основное отличие от кислотных составов в том, что отсутствует разрушающее воздействие на структуру металла, происходит зачистка от коррозии за счет химической реакции при температурных воздействиях.
Защитные флюсы
Предназначение состоит в защите материалов от дальнейшего окисления, за счёт обработки предварительно очищенных деталей. Отличительные черты – это отсутствие химического воздействия, из-за слабой химической активности вещества. Для изготовления применяются вазелин, воск, оливковое масло, другие маслянистые вещества. Основное предназначение представляется к использованию микросхем и мелких технических деталей.
Альтернативные виды припоев используются для различных целей при спайке. Бур, смешанный с канифолью используется для пайки медных трубок, не нуждается в предварительной зачистке изделия, температура плавления начинается от 70 градусов, в процессе не выделяются вредные вещества. Жидкие припои на основе золота, вазелина, салициловой кислоты используются при спайке радиаторов и одножильных проводов, в результате получается чистый и аккуратный шов.
Использование сплавов оловянно свинцовой группы
Процесс пайки представляет собой соединение нескольких металлизированных частей между собой. Температура воздействия при этом не превышает критический порог, при котором происходит разрушение деталей или плат. Основными задачами использования изделий пайки, является обеспечение максимально ровной температурной вязкости, при которой происходит равномерное растекание по поверхности. Олово для пайки применяется достаточно часто, материал служит составляющей наибольшего количества припоев. В чистом виде металл очень дорог, применяется для спайки важных изделий, элементов. Разделяются по категориям с применением свинца и без него.
Свинцовые припои
Различные материалы для пайки применяются с использованием свинца. Материал отличается легкоплавкостью, мягок и легко поддается обработке. Легко растворяется в щелочной среде, кислотных примесях. Наиболее популярными в использовании считаются изделия с маркировкой ПОС. Процентное содержание элементов позволяет работать с разными средами и материалами. Отличаются температурными показателями и другими параметрами, которые важны для надежного соединения. К свинцовым соединениям добавляются цинк, висмут или сурьма, которые обеспечивают защиту от окисления и других разрушающих факторов.
Флюсы для пайки припоями типа ПОСПравить
Основные требования к таким флюсам — низкий ток утечки и низкая коррозионная активность.
Простейшие флюсы такого типа создают на основе канифоли — например, растворы канифоли в спирте — этаноле либо других спиртах или спирто-бензиновой смеси, они подходят только для меди. Также часто применяются кислотные флюсы — разнообразные кислоты и их соли, но в связи с большой кислотностью, необходимо промывать место пайки. Даже такой флюс, как глицерин, после пайки необходимо смыть с печатной платы, так как он достаточно гигроскопичный (влагоемкий), чтобы под действием собранной им влаги место пайки быстро окислилось. Исключением является канифоль и её спиртовые растворы из-за того, что она покрывая поверхность также срабатывает как своеобразное нейтральное защитное покрытие.
Флюсы для алюминиевых сплавов
Хотя алюминиевые сплавы можно паять свинцово-оловянными припоями, лучшие результаты достигаются с многокомпонентными припоями, содержащими цинк, кадмий, висмут и другие металлы.
Применяется «бинарный» флюс: концентрированная ортофосфорная кислота (часто называемая просто фосфорной) — до побеления, затем 20%-я эвтектика (50 мол.%, а.и. 8:11,5) NaOH—KOH в глицерине.
Флюсы для пайки нержавеющих сталей
Паяльная кислота подразделяется на два основных вида, вне зависимости от сферы применения, ортофосфорный и соляной тип. Вне зависимости от состава, назначением является удаление окислов, загрязнений с областей пайки. Качественный, аккуратный шов может быть исполнен только при соблюдении условий подготовки металлов. Долговечность материалов повышается за счет образования защитной пленки от окисления на поверхности соединения.
Важно знать, что использовать флюс при работе с электронными платами категорически запрещается. Тонкие и хрупкие элементы могут быть стерты с конструкции платы, кислота для пайки производит токопроводящие соединения. Все эти факторы могут плачевно повлиять на работоспособность узла, конструкции общим состоянием.
Хлорцинковый флюс
Раствор хлористого цинка применяется для пайки соединений железа. Составом является цинк, растворенный соляной кислотой. Производится раствор следующим образом:
- подготавливается гранулированный цинк;
- в зависимости от технического задания, добавляют раствор, либо концентрат;
- после химической реакции цинка, возможно использовать смесь.
Пропорциональные части берутся на примере 1 литр соляного раствора на 400 грамм гранулированного цинка. По окончании работ следует обработать поверхность для прекращения реакции, для этого отлично подходит мыльный раствор. Перед изготовлением самостоятельно, следует помнить, что важно соблюдать последовательность. Кислоту разбавляют цинком, при этом образуются газы, получается достаточно взрывоопасная смесь. Все действия производятся на проветриваемом месте.
Олеиновая кислота
Для пайки алюминиевых сплавов прекрасно подходит олеин. Не применяется чистым видом, доступен только в техническом состоянии. Стабильное состояние достигается путем смешивания олеина с различными жирными кислотами. Далее вступает в реакцию йодид лития, который заканчивает смешивание массы для пайки алюминия. Пайка олеиновой кислотой позволяет производить стыковку материалов из медных и алюминиевых сплавов, без образования химической пленки и окисления. Флюс используется для защиты от процессов коррозии на стыке, при механическом воздействии, образуется новая пленка, что позволяет не беспокоится о надежности соединения. Взамен паяльной кислоты, другие флюсы не имеют схожих свойств, возможно применение машинного масла с растертыми опилками, процесс пайки происходит втирание состава при стыковке. При нагревании олеиновый тип паяльной кислоты испаряется, но место пайки залужено, о качественном соединении бессмысленно беспокоится.
Ортофосфорная кислота
При обработке металлов ортофосфорным раствором происходит построение защитной пленки, препятствующей образованию окислов, химических реакций металла. Характеристики раствора состоят в бесцветной субстанции, неорганического рода. Гигроскопичная структура в виде пастообразной структуры взаимодействует при нагревании и растворяется в жидкий состав. Обладает хорошими свойствами текучести, легко убирается водой после работы. Применяется ортофосфорная кислота при пайке углеродистых, легированных сталей. Также к работе подходят сплавы меди и никеля, рабочая температура при паяльных работах начинается от 350 градусов. Кислотная пленка разрыхляется, отводится на поверхность путем растворения слоя оксидов. Надежная спайка достигается путем образованной оксидной пленки ортофосфорной кислотой.
Флюс ВТС
Салициловая основа, распространенная составом аспирина, применяется как составляющая часть флюса для пайки. Наиболее широко применяется к работе с драгоценными металлами, ввиду слабого взаимодействия с частицами изделия. Основное преимущество, это защита от окисления места пайки, нет необходимости удалять флюс, если только не предъявляются дополнительные требования. Универсальность применения, дешевое изготовление позволяют применять паяльную кислоту на основе салициловых соединений. Едкие выделения предполагают рабочую вытяжку при выполнении паяльных действий, также отрицательной стороной является плохое взаимодействие с алюминием. Возможно использовать подручные средства, достаточно растереть таблетку аспирина или другой препарат, содержащий салициловую кислоту. Наносится порошок на место пайки, при работе с проводами пайку возможно производить прямо на таблетке. Более удобная смесь изготавливается совместно с вазелином, пропорциями 1 к 2, пасту легко наносить на место пайки тампоном, удалять по окончанию работ.
Изготовление своими руками
При наличии некоторых знаний и подручных материалов, возможно изготовить паяльную кислоту в домашних условиях. Набор ингредиентов не велик, их можно приобрести в хозяйственном магазине:
- соляная кислота в чистом виде;
- кусковой цинк, который реализуется отделом химических реактивов, если не представляется возможности приобрести, аккуратно раскрывается пальчиковая батарея;
- емкость из стекла или керамического материала.
Паяльная кислота изготавливается своими руками определенной последовательностью. Необходимо заполнить емкость кусками цинка, затем заполнить соляным раствором. Действия производятся в хорошо проветриваемом помещении, при попадании раствора на кожу, необходимо сразу же промыть проточной водой. После, изготовления масса, переливается в герметичную емкость для правильного хранения.
Как приготовить флюс для пайки своими руками
При спаивании радиотехнических материалов возможно использовать флюс, приготовленный самостоятельно. Припой используется диаметром 2 мм небольшими кусками. Приготовление потребует металлической емкости, с заранее просверленной дыркой необходимого диаметра на дне. Оловянно-свинцовый раствор нагревается до температуры плавления, после чего из подготовленного отверстия вытекает вещество. После застывания прутков, необходимо разделить их на кусочки необходимого размера. Процесс приготовления может происходить в различных емкостях, технология состоит из нескольких простых шагов:
- Развесовка пропорций олова и свинца.
- Расплавление происходит в закаленном тигле, помешивается для исключения прилипания раствора к стенкам.
- Снимается тонкая пленка отложений с поверхности чаши.
- Заключительным этапом является разлив жидкости в заготовленные формы.
После любых процессов пайки, шок необходимо протирать ацетоном или специальным спиртом. В последнее время получили распространение без отмывочные припои, преимущество которых:
- Отсутствие компонентов, приводящих к окислам и коррозии.
- Не проводят ток.
- После процесса не требуется процесс зачистки.
Для нанесения жидкого припоя используется кисть или ватная палочка, возможно использовать приспособление, изготовленное самостоятельно для удобной работы. Медицинский шприц разрезается на две части, к нему вставляется кусок силиконового шланга, иголка укорачивается, изгибается под небольшой градус. Паяльная паста, изготовленная при домашних условиях, может облегчить процесс пайки. Для изготовления необходимо измельчить твердотельный флюс крупнозернистым напильником на металлическом материале. Использование мелкозернистого паяльника не разумно, так как флюс попросту забьётся в его зубья. Полученный порошок необходимо смешать с канифолью и спиртом, если паяльная паста получилась густая, к ней добавляется спирт до получения однородной массы. Паста помещается в герметично закрывающуюся емкость, т.к. если она взаимодействует с влагой, в последующем возможны образования коррозии спаянных деталей. Для наилучшего нанесения, удобного использования, возможно изготовить шприц из подручных инструментов.
Изготовленная своими руками конструкция поможет использовать флюс – пасту при нанесении на труднодоступные детали. Для предотвращения засыхания, возможности повторного использования, следует использовать проволоку, заткнув выходное отверстие. При выполнении любых работ по пайке следует воспользоваться средствами индивидуальной защиты. Химические газы, выделяемые при разогреве могут повредить дыхательные пути или органы зрения человека. Использование качественных флюсов предотвращает от отравления газами.
Недостатки
Кроме положительных сторон, имеются и некоторые недостатки, способные ограничить использование химического элемента:
- Категорически запрещается использовать кислоты при работе с радиосхемами, мелкой электроникой. Свойства некоторых составов таковы, что происходит разрушение дорожек при обработке и нарастании новых токопроводных элементов.
- Срок хранения занижен, по причинам летучести газов, поэтому приобрести с запасом данные флюсы не получится. К условиям хранения также поставлены требования, не соблюдение которых может привести к порче материала;
- Состав вреден для человека при вдыхании, попадании на кожу. Рекомендуется использовать средства индивидуальной защиты при массовых работах, пайку производить в хорошо проветриваемом помещении.
- Технология конструкционных материалов: Учебник для студентов машиностроительных специальностей вузов / А. М. Дальский, Т. М. Барсукова, Л. Н. Бухаркин и др.; Под ред. А. М. Дальского. — 5-е изд., исправленное. — М.: Машиностроение, 2004. — С. 283. — 512 с.
- Припои и флюсы. Дата обращения: 6 июля 2015. Архивировано 5 апреля 2009 года.
- ГОСТ 19250-73. Флюсы паяльные. Классификация. internet-law.ru. Дата обращения: 23 марта 2020. Архивировано 23 марта 2020 года.
Флюсы для высокотемпературной пайкиПравить
Припоями называют цветные металлы и их
сплавы, предназначенные для создания
неразъемных соединений металлических
частей нулем пайки. В зависимости от
температуры плавления припои подразделяться
на мягкие (температура плавления меньше
4000 С) и твердые (температура
плавления больше 4000 С). При монтаже
бытовой техники применяют мягкие припои.
К припоям предъявляться конструктивные
и технологические требования.
К конструктивным относится:
1) Хорошая электро- и теплопроводность.
2) Достаточная механическая прочность.
4) Стойкость к коррозии.
1) Хорошая смачиваемость
2) Необходимая температура плавления.
При монтаже бытовой радиотехники
применяют следующие мягкие припои:
оловянно-свинцовые, малооловянистые,
безоловяннстые, легкоплавкие (температура
плавления ниже 500 С).
К основным параметрам припоев относятся:
1) Температура салдуса и ликвидуса.
2) Удельное электрическое сопротивление.
3) Наивысшая температура, при которой
сплав полностью затвердевает.
4) Самая низкая температура, при которой
сплав остается еще полностью жидким.
Основными компонентами большинства
припоев является олово и свинец.
С увеличением содержания олова повышается:
механическая прочность припоев,
уменьшается температура плавления, но
в тоже время увеличивается хрупкость,
снижается текучесть.
Марки мягких припоев для пайки паяльником
Мягкие припои применяются совместно с электрическим паяльником и флюсом. Входящее в состав олово является экологически чистым продуктом, может применяться к соединению элементов пищевой промышленности. Наиболее распространенным является изделие пайки третник, получивший свое название из-за содержания трети свинца составом. Мягкие припои подразделяются на разновидности в соответствии с назначением, температурой плавки. Низкоплавкие припои используются для пайки чувствительных к перегреву деталей, таких как предохранители, транзисторы. В состав входят свинец, олово, висмут и кадмий, последний материал токсичен, применяется не во всех сферах деятельности. Плавление изделий Вуда начинается с самой низшей температуры – 69 °C. Отечественные марки продуктов имеют маркировку ПОС, с добавлением некоторых веществ наименование изменяется. К примеру, ПОСВ – 33 имеет равные части свинца, олова и меди, применяется к латунным, медным деталям, требующим герметичного шва.
Основные технические характеристики мягких припоев для пайки электрическим паяльником
Технические характеристики материалов, применяемых к пайке, разделяются на некоторые параметры:
- проводимость или удельное электрическое сопротивление составляет 0,1 ом на метр. Припой оловянно – свинцового типа проводит электрический ток на порядок хуже, чем алюминий или медь;
- прочность при растяжении измеряется кг/мм, низкотемпературные припои не включают в себя данный параметр, т.к. не рассчитаны на нагрузку. Параметр зависит от количества олова, чем его больше, тем выше число. К примеру, припой марки ПОС – 61 имеет прочность 4,3 кг на мм, а ПОС – 90 4,9 кг/мм.
- температура плавления зависит от назначения, составных частей.
Преимущества кислоты
Каждый состав имеет определенные преимущества, паяльные аксессуары не исключение. Основные положительные стороны:
- Удобство процесса, пайка позволяет обработать контакт в труднодоступном месте, за счет свойств текучести.
- Повышенная агрессивность позволяет разрушать оксидные пленки, отложения ржавчины. Обычно оксидные пленки не видны глазу, поэтому соединение обрабатывается обязательным порядком.
- О последующем образовании оксидной пленки можно не беспокоится, паяльная кислота противодействует этому, даже механических воздействиях.
- Разнообразие металлов, с которыми возможно производить действия, позволяет использовать раствор при каждой работе.
Как правильно выбрать флюс
Наиболее удачные флюсы для пайки мало испаряются и не горят при повышенных температурах, результаты отложений вещества легко удаляются с поверхности, а если удаление не доступно, то не вызывают коррозии к последующему времени. Разделяются припои на активные и неактивные, первый вариант достаточно сильно взаимодействует с отложениями на металлах, может нанести вред здоровью при процессе пайки. Нейтральный вид более безопасный, однако обработка крупных поверхностей может затянуться на долгое время из-за отсутствия химических воздействий. Среднеактивные флюсы применяются в мастерских радиотехники. Соединения обрабатываются паяльником, затем флюсом для обеспечения заметного результата и быстрой пайки. Такие растворы обычно не пенятся при нагреве, легко наносятся на места соединений, широко распространены и сравнительно не дороги. По многолетнему опыту мастеров качественный флюс является гарантом совершенной пайки. Выбор зависит от спецификации вещества, характера работ. Большинство флюсов используют по прямому назначению. Современные гелеобразные припои используются повсеместно, отличаются большим разнообразием активных компонентов и простотой использования.
Для выполнения качественных работ необходимы хорошие инструменты. Паяльник, его жало, фен и припой опытный радиотехник подбирает высшего качества, т.к. цена в разнице с аналогами не высока, а качество работы будет на высшем уровне. Применение самых передовых, современных паяльных инструментов не даст возможности произвести достаточно хорошую пайку без сопутствующих флюсов
Состав и физико-химические свойства
Ортофосфорная кислота имеет формулу Н3РО4, которая состоит из самого фосфора и диэтиламида. Пропорции могут быть различными от требуемой концентрации, в большинстве случаев используется соотношение 1 к 4. Существует разновидность кислоты с примесями цинка соотношениями 1 к 2 частям раствора. Основные свойства материала подразумевают агрессивность. Активное взаимодействие происходит с любым материалом, этот факт требует бережного отношения к соединениям. Во время работы необходимо придерживаться особых правил, т.к. может произойти положительный либо отрицательный вариант. Жидкая форма позволяет проникать составу в труднодоступные места, достигать высокой прочности спаивания. Основными видами паяльной кислоты являются растворы, так как 100% концентрация не позволит производить работы с большинством металлов.
КлассификацияПравить
Для качественного соединения важно придерживаться определенных инструкций, работа отличается от спаивания обычным припоем.
Паяльная кислота используется во многих случаях, перед работами важно следовать шагам:
- Грубые загрязнения, окисления металла очищаются наждачной бумагой или напильником.
- Аккуратно наносится флюс с помощью кисточки или специального дозатора, раствор находится в жидком состоянии, поэтому легко растекается по поверхности.
- Лужение происходит с нанесением припоя, изделия скрепляются между собой.
После окончания процесса необходимо удалить остатки раствора. Сделать это можно обычной мыльной водой или раствором соды.
СсылкиПравить
Легкоплавкие припои имеют температуру перехода к жидкому состоянию до 450 °C. Применяются радиотехническими соединениями, при спайке проводов, других работах. Основные составляющие таких изделий пайки имеют сплавы олова, свинца, кадмия или висмута. В процессе обезжиривания, лужения технических плат имеют место сплавы Вуда или Розе. Такие вещества переходят в жидкое состояние уже на отметке 70 °C. Металлы имеют различную температуру плавления, важно ознакомиться с составом припоя перед покупкой.
- Олово представляет собой легкоплавкий металл, который растворяется серной или соляной кислотой. Плавится металл на отметке 232 °C, воздействие стандартных комнатных температур не влияет на него, однако при отметке -50 °С разрушается составная кристаллическая решетка.
- Свинец является популярным ввиду своей легкоплавкости, хорошо поддается обработке. Окисляется только поверхность, на которую происходит воздействие окружающего воздуха.
- Кадмий используется в антикоррозийных целях при пайке изделием из олова и свинца. Сам материал токсичен, плавится при отметке 321 °С.
- Висмут добавляется в состав ввиду растворимости серной кислотой, азотной средой.
Наиболее удобная форма выпуска для пайки радиодеталей – проволока диаметром 2-2,5 см. Составом современных изделий является канифоль, которая выступает ролью флюса.
Агрессивные свойства требуют особого подхода к технике безопасности. Хранение производится заводской упаковкой, огражденном месте от прямых солнечных лучей.
Производить работы лучше при хорошем проветривании, используя необходимые средства защиты.
Кожные покровы на агрессивные вещества реагируют отрицательно. При попадании на руки, необходимо сразу промыть водой, хозяйственным мылом. Вдыхание может привести к раздражению ротовой полости, а при попадании в глаза необходимо обратится за помощью к специалистам.
Вспомогательное вещество, которое способствует растеканию материалов пайки по поверхности спаиваемых деталей — флюс. Качественное соединение создают припои и флюсы, без одной из составляющих пайка невозможна. Распространенным видом флюса является канифоль, производимая из твердых пород хвойных деревьев. Размягчение происходит при 50 °С, а при достижении температуры 250 °C, процесс переходит в кипение состава. За счет гидролизами, предусмотренной при изготовлении канифоли, материал не устойчив к воздействию атмосферной среды. После пайки необходимо удалить остатки флюса, т.к. соединение может подвергаться процессу окисления. Впитывая влагу из атмосферы, канифоль может нарушить работу радиотехнических составляющих.
Популярные флюсы для пайки электрическим паяльником
Пайка металлических соединений происходит с применением различных веществ. Флюсы делятся на три основные категории, отличающиеся областью применения, способом приготовления. Процесс подготовки элементов к работе может быть разным, после пайки необходимо удалять остатки описанным инструкцией способом.
- Не активные канифольные флюсы применяются при пайке меди, других разновидностей мягких металлов. Существует светлая канифоль, которая готова к применению и не включает дополнительные вещества. Спирто – канифольный раствор производится из составляющих концентрацией 1 к 5. Используется при спайке в труднодоступных местах, производится в виде порошка, перед применением необходимо смешать со спиртом. Глицерино – канифольные материалы используется, когда необходимо герметичное соединение.
- Активные флюсы подходят для пайки драгоценных и цветных металлов, включают хлористый цинк, спирт или вазелин. Последний параметр отличается составной частью, при использовании жидким или пастообразным состоянием. Флюс пастой работать удобнее, возможно наносить прямо на изделие необходимым количеством.
- Кислотно активный флюс подразделяется на хлористо – цинковый, ортофосфорную кислоту. Исполняется в виде жидких растворов или пасты, с применением канифоли, хлористого цинка, спирта или вазелина.
Ортофосфорная кислота состоит из воды, этилового спирта и самой кислоты плотностью 1,7. Применяется при спайке нержавеющих материалов, меди, серебра. Флюсы на спиртовой основе требуется хранить в герметичной упаковке. Удобная тара для хранения – баночка из-под лака для ногтей, кисточка не реагирует на активную среду, а крышка позволяет плотно закрыть емкость, избегая испарения составляющих.
Паяльные пасты тиноль для пайки
Из предлагаемых веществ имеются паяльные пасты, которые выпускаются с флюсом смешанным видом. Применяется при монтаже бескорпусных элементов, труднодоступных местах. Нанесение происходит специальной лопаткой, затем прогрев электрическим инструментом. Результатом можно наблюдать надежное, качественное соединение, активно используется начинающими мастерами при отсутствии подобающего опыта. Возможно приготовить сплав для пайки своими руками, для этого понадобится припой, требуемый элементом. Напильником со средней зернистостью измельчается олово для пайки в виде проволоки до состояния металлической крошки. К составу прибавляется флюс, выбранный из вышеперечисленных в жидким состоянии, после этого элементы смешиваются. Изготавливать состав требуется в небольшой емкости, срок хранения ограничен 6 месяцами, после этого происходит окисление металла кислотной средой.
Какие бывают припои
Существует большое количество материалов для пайки, основное разделение происходит на мягкие и твердые. Монтаж радиоаппаратуры происходит при помощи легкоплавкого, его температура плавления колеблется от 300 до 450 °C. По прочности мягкие виды припоев не уступают при пайке другим, используются при сборке практически всех электронных изделий.
Процесс пайки основывается на сплаве олова и свинца определенным стандартом, количеством.
Некоторые тугоплавкие припои имеют легирующие стали, что по позволяет реализовать некоторые параметры при соединении. Примеси используются для достижения определенных характеристик, антикоррозийных свойств, уровней прочности. Припой для пайки используется в большинстве случаев марки ПОС, что означает оловянно – свинцовые припои. Число указывает на процентное содержание составом олова. Если происходит ситуация, когда припои и флюсы применяемые при пайке неизвестного происхождения, отличить можно по следующим физиологическим свойствам:
- Температура плавления свинцово – оловянных припоев варьируется в пределах от 183 до 265 °C.
- Яркий металлический отблеск выдает высокое содержание олова, предположительно марка ПОС-61 и выше.
- Большое содержание свинца выдается тусклым серым оттенком, матовой поверхностью.
- Большое количество свинца повышает пластичность проволоки, изделие диаметром 6 мм можно легко согнуть руками, а более качественное не гнаться.
Различные виды припоя производятся изготовителями при некоторых факторах. Большинством современных материалов пайки применяется допуск флюса от 1 до 3%, что значительно улучшает условия работы. Нет необходимости подносить жало паяльного инструмента к флюсу каждый раз, если он содержится сердцевиной припоя. Разновидностью свинцово – оловянных изделия является припой марки ПОССу. Обозначение предполагает добавление сурьмы, применяется в различных производствах, подходит к применению с оловянными деталями. Наиболее распространенным при спайке и лужении медных, бронзовых деталей, через которые проходит течение тока, является припой третник. Температура плавления данной разновидности составляет 190 °C, получается герметичный шов. Зарубежным аналогом считается Sn63Pb37, где соответствующее названию содержание олова к свинцу.
Хранение
Основное распространение флюсов происходит в жидкой форме. При хранении необходимо соблюдать указания производителя, тщательно закупоривать упаковку. В противном случае, из-за разгерметизации упаковки, происходит потеря химических свойств и испарение действующего материала. Хранение флюса-пасты происходит в помещениях с относительно низкой влажностью, закрытых тюбиках или емкостях. Взаимодействие с влагой дает разрушение химического состава, влияет на уровень коррозии при работе с флюсом. Большинство флюсов отличаются повышенной воспламеняемостью, поэтому такие вещества рекомендуется хранить вдали от огня, солнца, при температуре не более 25 ⁰С. Окружающие условия с пониженными температурами могут привести к обмораживанию некоторых элементов состава, в процессе работы которые могут выделить влагу, образовать коррозию в последующем времени.
Особенности выбора
Подбор состава паяльной кислоты происходит в соответствие с рабочей поверхностью материала. Основным критерием должно быть качество раствора, т.к. неправильную концентрацию всегда можно понизить ее в домашних условиях. Не допустимо к применению составов с наличием осадка или помутнения емкости.
Важно помнить, что жидкие флюсы, одни из немногих паяльных принадлежностей, имеющих срок годности, на который необходимо обращать внимание перед применением.
Сложный выбор всегда не дает покоя при покупке. Составы разные, на рынке существует большое количество производителей. Необходимо определить, какой тип работ будет производиться, для этого изучается предназначение состава паяльной кислоты. Ортофосфорные составы наиболее распространены, хорошо борются с окислами и не столь агрессивны. Соляная более универсальна, т.к. применяется к множеству металлов. Серная наиболее активный вариант, используется при пайке толстых изделий.
Особенности применения и пайки с паяльной кислотой
Категория, к которой попадает паяльная кислота отличается на фоне других реагентов, обладает рядом положительных свойств. В качестве флюса изделие распространяется только в жидком виде, некоторые составы возможно разбавлять для снижения концентрации при взаимодействии с металлом. Перед тем, как использовать элемент, стоит разобраться, для чего нужна паяльная кислота. Перед спайкой металлов необходимо подготовить области к применению. При длительной эксплуатации металлы имеют свойство окисляться, на них ложится слой грязи, пыли. Если с грязью возможно справиться механическим способом, при помощи шкурки или напильника, то окислы устраняются только с применением химических растворов. Паяльная кислота помогает предотвратить появление новой пленки, удалить присутствующие отложения. Основные металлы, которые возможно обработать паяльной кислотой:
- сплавы меди любыми пропорциями;
- железные изделия;
- никель;
- всевозможные сплавы цветных металлов;
- сталь.
Латунные, медные сплавы возможно пропаять с помощью буры. Алюминиевые или стальные изделия никак не соединится без паяльной кислоты. Перед тем, как паять кислотой, деталь обрабатывается от твердых отложений, после пайки смывают водой с малым щелочным содержанием. Разновидности паяльной продукции производятся по стандартам ГОСТ 23178-78, обладают текучестью, пониженной вязкостью.
Применение флюса
Процесс выполнения пайки требует подготовки материалов перед нанесением вещества. Поверхности зачищаются, покрываются флюсов, разогреваются паяльным устройством до необходимой температуры. Кончиком паяльника отсоединяется небольшая часть припоя, который должен хорошо растекаться, после чего равномерно наносится на поверхность детали. Наилучшим составом для пайки является олово, однако в чистом виде оно стоит не дёшево, достаточно редко возможно встретить на рынке. Применяются оловянно-свинцовые сплавы, с температурой плавки около 200 ⁰С, соединения выходят достаточно прочными и крепкими, благодаря активным веществам. Припой обозначается буквами ОС, что называется оловянно-свинцовый, цифры указывают на содержание олова в процентном соотношении, конечным результатом на бирке таких припоев получается ОС-40 или ОС-60. Без свинцовый флюс применяется небольшими количествами при пайке контактов сложных электро схем, температура процесса не превышает 300 ⁰С. Сверх легкоплавкие составы используются для деликатных работ, плавятся при 100 ⁰С. Припой такого типа должен хорошо растекаться, не обладает высокой прочностью, используется на неподвижных материалах. Без применения специальных элементов при работе паяльником не удастся достичь достойного соединения деталей. Достаточно опробовать самостоятельно произвести процесс без специальных растворов, на получение соединения уйдет уйма времени, а наносимый припой в последствие обвалится.
Припои и флюсы, применяемые при пайке
Припоиявляются важнейшими
компонентами формирования паяных
соединений. При выборе припоя для паяных
соединений необходимо, чтобы температура
плавления припоя была ниже температуры
плавления паяемых материалов; припой
должен обладать хорошей жидкотекучестью,
смачивать поверхности паяемых материалов,
растекаться по ним, проникать в узкие
зазоры. При этом сплав, образуемый в
месте спая, должен обеспечивать прочную
связь.
Припои для пайки классифицируют по
температуре плавления: ниже 723 К —
низкотемпературные; выше 723 К —
высокотемпературные. Низкотемпературные
припои содержат Sn, Bi, Cd, Pb, Ga;
высокотемпературные – Cu, Ag, Ni, Co, Fe, Al и
др.
Среди низкотемпературных припоев
наиболее широкое применение получили
сплавы на основе олова и свинца (ПОС).
Возможные концентрации и фазовый состав
припоев показаны на диаграмме состояния
Sn-Pb (рис.17.14).
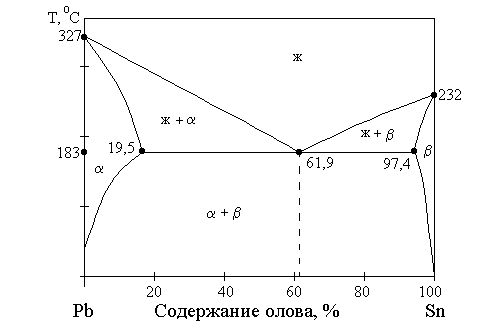
Рис.17.14. Диаграмма состояния
системы свинец – олово:
— кристаллы твердого раствора Sn
в Pb;
— кристаллы твердого раствора Pb
в Sn; ж – жидкая фаза
В системе Sn-Pb образуется два вида твердых
растворов: богатые свинцом ()
и оловом (). При
эвтектической температуре (183оС)
и составе сплава 61,9%Sn и 38,1%Pb из сплава
одновременно выделяются α- и β- твердые
растворы, образуя мелкодисперсную
смесь. Отклонения от этого состава
приводят к тому, что еще до затвердевания
припоя происходит спонтанная
кристаллизации одного из компонентов.
Внешне это проявляется в медленном
затвердевании загустевающего сплава.
Если в этот момент паяный шов потревожить
незначительным механическим воздействием,
то мгновенно наступает общая кристаллизация
припоя с выделением крупных кристаллов,
плохо связанных между собой. Такой
паяный шов нельзя считать надежным.
Процесс расслоения сплава в твердом
состоянии, который может быть длительным
при комнатной температуре, типичен для
системы Pb-Sn. При этом непрерывно снижается
растворимость Pb в Sn: от 19% при 183 оС
до 1,9% при 20оС. Преимущественно
перенасыщается оловом-раствор,
чему способствует его ускоренное
охлаждение. Через год наблюдается
выпадение частиц-раствора
из-раствора, что
сопровождается изменением его твердости
и прочности. У сплавов с 6% содержанием
Sn обнаружен эффект дисперсионного
затвердевания при выделении из сплава-частиц крупных
размеров, вследствие чего возникают
деформации кристаллической решетки.
Такое выделение со временем увеличивается
настолько, что наступает разупрочнение
сплава и его твердость постепенно
падает. Таким образом, структура сплава
Pb-Sn после затвердевания нестабильна.
Она изменяется с течением времени.
Чтобы ликвидировать эти вредные эффекты,
сплавы Pb-Sn легируют различными металлами
(добавками). Для пайки контактируемых
металлов, которые подвергаются
незначительным нагрузкам, применяют
припои на основе сплавов Sn-Pb-Sb.
Состав припоев с низкими температурами
плавления
Тс, Тл-
температуры солидуса и ликвидуса
соответственно,оС.
Флюсыприменяют для удаления окисной
пленки с поверхности припоя и паяемого
материала и предотвращения ее образования
в процессе получения паяного соединения.
Флюсы уменьшают поверхностное натяжение
расплавленных припоев, способствуют
улучшению смачивания и растекания, а
также передаче тепла на всю зону покрытия
припоем.
К флюсам, используемым при пайке,
предъявляются следующие требования:
температура плавления флюса должна
быть ниже температуры начала плавления
припоя; к началу плавления припоя флюс
должен смачивать поверхность основного
материала; при температуре пайки
расплавленный флюс должен обеспечивать
полное удаление окислов и защиту от
окисления основного материала и припоя;
флюс не должен терять активности и
защитных свойств при длительном нагреве;
продукты флюсования не должны
способствовать активному развитию
коррозии паяных соединений; при нагреве
флюс не должен выделять токсичных
веществ.
Применяемые в настоящее время флюсы
можно разделить на следующие группы:
смолы, смолосодержащие растворы,
смолосодержащие активированные
растворы, смолонесодержащие растворы,
смолонесодержащие органические
растворы, коллоидные растворы,
неорганические растворы и составы.
Смолы и смолосодержащие растворы. Часто используют флюсы на основе
канифоли (ФКСп, ФКЭт, ФКТС, ЛТИ-120 и др.)
и бесканифольные флюсы (ФПЭт, ФТС)
(табл.17.2). Канифоль представляет собой
желтовато-красную или темно-коричневую
хрупкую массу, получаемую из смолы
хвойных деревьев. Флюсующее действие
канифоли объясняется наличием в ее
составе абиетиновой кислоты и других
органических кислот, растворяющих
окислы меди и некоторых других металлов.
При температуре 1250С канифоль
переходит в жидкое состояние, а при
нагреве до 3000С разлагается.
Нагрев канифоли выше 3000С приводит
к обугливанию и потере флюсующих
свойств.
Смолосодержащие органические растворы.Состоят из растворителя и слабых
органических кислот и солей, остатки
которых после пайки компенсируются
радикалами анилина. Изменением
концентрации или степени кислотности
компонентов добиваются необходимой
активности флюса.
Коллоидные растворыиспользуются
как флюсы при пайке прецизионных деталей
и плотном монтаже, когда возникает
необходимость строгой локализации
растекания флюса во избежание его
попадания в капиллярные щели, на
химически активные материалы, под
изолирующую оболочку перемычек, в зазор
между проводниками в труднодоступных
местах и т.п. В этих случаях малая площадь
растекания является достоинством
флюса, обусловлена его повышенной
вязкостью и не связана с химической
активностью.
Рецептурные составы некоторых флюсов
на основе канифоли
Неорганические растворы и составы.Эти флюсы обладают высокой химической
активностью и применяются в тех случаях,
когда имеется возможность полного
удаления остатков флюса после пайки.
При применении их процесс флюсования
протекает интенсивно, припой легко
растекается по поверхности металла.
Флюсы этой группы представляют собой
водные растворы кислот или солей. Широко
используются флюсы на основе растворов
хлористого цинка. Активность этих
флюсов зависит от концентрации хлористого
цинка. Хлористый цинк часто применяют
в смеси с хлористым аммонием, который
усиливает его действие. Смесь этих
веществ делает флюсы активными даже
при сравнительно низких температурах
пайки.
Газовые среды для пайки. Поверхность
деталей всегда покрыта пленкой окислов,
не смачивающейся припоем. Обычно при
пайке на воздухе применяются флюсы –
смеси химических соединений, удаляющие
окисную пленку и препятствующие
окислению поверхности металлов в
процессе пайки.
По характеру воздействия на металл
газовые среды делятся на нейтральные
и восстановительные. Возможность пайки
деталей в той или иной среде определяется
стойкостью окислов на их поверхности,
а также активностью самой газовой
среды.
Полного удаления окислов с поверхности
паяемых деталей можно добиться, уменьшая
количество кислорода в окружающей
среде при постоянной температуре или
увеличивая температуру среды при
постоянном количестве кислорода над
поверхностью детали. Уменьшить количество
кислорода в окружающей среде можно
либо создав вакуум с определенной
степенью разрежения, либо заполнив
пространство над деталями инертным
или активным восстановительным газом.
Во время пайки в вакууме образующийся
в процессе разложения окислов кислород
непрерывно удаляется, что создает
условия для дальнейшей очистки деталей.
Вакуум при пайке должен быть тем выше,
чем выше стойкость окисла.
В качестве нейтральных сред для пайки
используют азот и инертные газы (аргон,
гелий). Азот рекомендуется применять
в тех случаях, когда нагреваемые
материалы не образуют с ним нежелательных
соединений. Скорость разложения окислов
металлов при пайке в нейтральных средах
зависит от скорости удаления кислорода
из окружающего пространства, следовательно,
от количества протекающего через место
пайки нейтрального газа.
Окислы металла будут разлагаться
активнее, если в камере пайки не будет
другого источника кислорода кроме
самого окисла. Кислород может попадать
в камеру вместе с газом, а также
образовываться при разложении паров
воды, содержащихся в газе. Поэтому
нейтральные газы перед пайкой следует
тщательно очистить от примесей кислорода
и паров воды.
При использовании нейтральных газовых
сред или вакуума удаление окисных
пленок с поверхности соединяемых
металлов и припоя может происходить
не только за счет разложения (диссоциации)
окислов, но и за счет их возгонки и
растворения в основном металле и
расплавленном припое.
При пайке в восстановительных средах
чаще всего применяют водород и
азотно-водородные смеси. Наилучшей
восстановительной способностью обладает
сухой, очищенный от примесей водород,
однако смесь его с кислородом в количестве
от 4 до 75 мас. %взрывоопасна. Безопаснее
и экономически выгоднее применять
азотно-водородную смесь, получаемую
добавлением чистого азота к водороду
либо диссоциацией аммиака.
В отличие от пайки в вакууме и нейтральных
средах при пайке в восстановительных
средах окислы с поверхностей деталей
удаляются более интенсивно, так как в
этом случае помимо разложения имеет
место их прямое восстановление. Качество
пайки в этом случае зависит от содержания
в газе влаги и кислорода. Обычно
используют газы с точкой росы –40 0С
и ниже и с содержанием кислорода в них
не более 0,002 мас.%.
Соседние файлы в папке Конспект лекций
Как выбрать припой
Основной задачей перед мастером стоит создание качественного, надежного крепления, которое прослужит продолжительное время. Выбор припоя происходит по следующим параметрам:
- Материалы, которые подвергаются обработке. Необходимо точно ознакомиться с характеристиками материалов, подвергаемых спайке. Существует температурный порог плавления хрупких элементов, транзисторов, конденсаторов и т.д. Радиолюбителями применяются легкоплавкие вещества.
- Состав припоя подбирается по параметрам толщины, назначения изделия. При спайке проводов, других крупных элементов, возможно применение тугоплавких элементов.
- Некоторые случаи требуют выбора оптимальной токопроводности. Сопротивление олова меньше, чем свинца, на высокочастотных платах используется более дорогие марки припоя.
В любой ситуации, необходимо щепетильно относиться к соответствию параметров пайки и изделия. Для спайки используются качественные изделия, цена на них не высока, а выбор на рынке огромен.



