

Такой параметр, как температура плавления латуни, является важным во многих ситуациях. Объясняется это тем, что данный металл, основу которого составляет медь, очень активно используется для производства продукции различного назначения. Зная температуру плавления данного металла, можно даже в домашних условиях изготавливать из него не только предметы интерьера, но и элементы различных конструкций.

Максимально возможное измельчение металла – одно из главных условий плавки латуни в домашних условиях
Пайка латуни, позволяющая получать качественные и надежные соединения, – это технологический процесс, предполагающий использование газовой горелки, а также специального припоя. В качестве последнего применяется проволока, материалом изготовления которой может быть олово или сплав данного металла со свинцом. Если хорошо изучить особенности такого процесса, а также подготовить все необходимое оборудование и расходные материалы, то успешно выполнять его можно даже в домашних условиях.

Процесс спайки латунных деталей

Способ прочной пайки изделий из различных металлов осуществляется с помощью нагрева спаиваемых деталей газовой горелкой и применением латуни в качестве припоя. При массовом распространении медных автомобильных радиаторов пайка латунью была единственным надежным способом устранить течь. Такая пайка широко применяется при изготовлении и ремонте бытового и промышленного оборудования, кондиционеров. Кроме того, латунная пайка позволяет надежно закрепить тугоплавкие режущие части на теле резца или буровой колонки. Пайка латунью позволяет собирать небольшие художественные изделия ручной ковки (люстры, решетки каминов и т.п.).
Современные технологии коснулись и технологии пайки проводов. Но старый, проверенный способ при помощи паяльника используется по сегодняшний день. Для того чтобы соединить провода необходим не только паяльник. Потребуется припой, канифоль, флюс. Это вещества, которыми заполняется пространство в месте пайки, создавая прочное, надежное соединение.
Если этого нет, как припаять провод без паяльника, какой способ использовать? Так уж повелось, что большинство домашних умельцев просто не имеют в наличии такой важный инструмент. Но несколько выходов из ситуации все же существует.

Как сделать флюс из канифоли и растворителя для пайки
Для лужения проводов перед пайкой используется флюс. Это, может быть, канифоль или кислота, а также любой другой флюс, главная задача которого убрать оксидную пленку и воспрепятствовать дальнейшему её образованию на поверхности металла. В общем, флюсов для пайки на сегодняшний день существует великое множество.
И, безусловно, одним из самых популярных уже многие годы остается обычная сосновая канифоль. Паять с канифолью просто и безопасно в виду её природных составляющих. Единственным недостатком являются некоторые сложности работы с канифолью в твёрдом виде.
Куда проще паять жидкой канифолью: такой флюс попадает в самые труднодоступные места платы, он имеет великолепную растекаемость. И если вдруг под рукой не оказалось флюса жидкой консистенции, то, не беда. В сегодняшнем обзоре сайта https://svarkapajka.ru/ вы узнаете, как сделать самый дешевый флюс из канифоли, который по своему качеству ничем не будет уступать заводскому аналогу.
Современный мир насыщен большим количеством разнообразных электротехнических изделий, а также металлической продукцией. Поэтому умение, а также навыки пользоваться обыкновенным паяльником, пригодятся каждому человеку. Благодаря пайке, пользователь может самостоятельно, не пользуясь услугами специальных сервисных центров, ремонтировать разнообразную бытовую технику (телевизоры, мониторы, радиоприемники), а также восстанавливать различные предметы из домашней утвари, при изготовлении которых использовались такие материалы как серебро, медь либо латунь.

Не у каждого человека под рукой есть такой инструмент как электрический паяльник. Однако существует большое количество разнообразных способов, которые позволяют вполне успешно паять разные по своему размеру детали, механизмы, а также изделия, без использования электрических паяльников. Некоторые методы пайки, позволяют паять разнообразные детали, а также соединять между собой металлы, в том случае, когда в доме нет электроэнергии.
- Что потребуется для литья
- Как сделать флюс из канифоли и растворителя
- Особенности технологии
- Пайка проводов без использования паяльника
- Обзор способов
- Краткая инструкция
- Надежный способ лужения, если нет паяльника
- Инструкция по пайке газовой горелкой
- Пошаговая инструкция
- С использованием желобка
- Проверка и испытание самодельного флюса
- Пайка при помощи желобка
- Особенности пайки в желобке
- Пайка посуды или емкостей
- Материалы и инструменты для пайки без паяльника
- Все о пайке латуни
- Пайка при помощи самодельного жала
- Характеристики и сферы применения латуни
- Меры предосторожности
- Лужение без паяльника
- Смотрите видео
- Чем паять?
- Флюсы
- Припои
- Пайка с использованием пасты
- Пайка с применением пасты
- Особенности использования паяльной пасты
- Используемое оборудование
- Процесс плавки
- Условия и область применения пайки
- Заключение
Что потребуется для литья
Зная о том, как плавят латунь, можно не только выполнять ремонт латунных изделий, но и в домашних условиях изготавливать их. Чтобы на практике заняться литьем латуни или бронзы, следует подготовить соответствующее оборудование, часть которого можно изготовить своими руками. Кроме того, следует учитывать, что не все марки латуни и бронзы обладают хорошей текучестью, что значительно затрудняет их литье.
Для того чтобы расплавить латунь или бронзу, которые отличаются достаточно высокой температурой плавления, потребуется специальная печь. Многие домашние мастера самостоятельно изготавливают такие печи, работающие по индукционному принципу. В качестве основы подобного нагревательного приспособления можно использовать огнеупорный кирпич. Элементы кирпичного каркаса соединяются между собой при помощи специального раствора, способного выдерживать высокую температуру.

Самодельная плавильная печка с усиленным металлическим каркасом
Емкость, в которой будет выполняться само плавление (тигель), может быть также изготовлена в домашних условиях. В качестве материала для нее подойдут графит или шамотный кирпич. Более предпочтительным материалом для изготовления тигля, по признанию многих специалистов, является шамотный кирпич. Такой материал отличается долговечностью и позволяет выполнить значительно большее количество плавок, чем сосуд из графита.

Тигель из огнеупорной глины, обмазанный жидким стеклом с тальком
Важнейшим элементом печи, в которой латунь или бронзу можно подвергнуть плавлению, является нагревательный элемент. Конечно, можно выполнять нагрев тигля и при помощи угля, но большей эффективностью и удобством использования обладают печи, нагрев в которых осуществляется при помощи индукционного принципа. Для того чтобы сделать и эффективно использовать нагревательное устройство такого типа, вам потребуется источник тока, мощность которого составляет порядка 20–25 кВт.
Плавка латуни требует применения такого вещества, как бура, которая добавляется в сплав для улучшения его характеристик. Учитывая тот факт, что вам придется работать с металлом, который имеет очень высокую температуру, надо предусмотреть все меры безопасности. Одной из таких мер, которая позволяет минимизировать риск возгорания различных предметов, расположенных в непосредственной близости с плавильной печью, является использование асбестового листа, которым нужно застелить участок пола.

Для изготовления нагревательных элементов печи понадобится толстая нихромовая проволока и керамические трубки
Для извлечения тигля с расплавленной латунью необходимы специальные щипцы с длинными ручками, а все работы, сопряженные с воздействием высокой температуры, следует выполнять в плотных перчатках и защитных очках. Поскольку при плавке из латуни начинает выделяться цинк, пары которого вредны для здоровья, в месте выполнения литья нужно предусмотреть хорошую вентиляцию.
В домашних условиях можно выполнять не только плавку, но также и сварку (пайку) латуни. Для выполнения этой технологической операции, при помощи которой можно вернуть к жизни поломанные изделия из данных сплавов, вам потребуются газовая горелка и специальный припой, основу которого составляет техническое серебро. Такой припой, как и флюс, специально предназначенный для пайки цветных металлов, можно приобрести в готовом виде или сделать его самостоятельно, используя для этого техническое серебро и медь.
После того как все оборудование и необходимые инструменты подготовлены, можно приступать непосредственно к литью латуни.
Как сделать флюс из канифоли и растворителя
Сделать простой флюс из канифоли, как в этой статье, можно всего лишь за каких-то пару минут. При этом по своему качеству он ничем не будет отличаться от дорогого импортного флюса на жидкой основе, за исключением разве что острого запаха. Для приготовления представленного флюса в этой статье потребуется как минимум 646 растворитель или кому не жалко, этиловый спирт.

Итак, в первую очередь нужно хорошо размельчить канифоль, практически в порошок. Таким образом, канифоль быстро растворится в жидкости и её не придётся в дальнейшем повторно перемешивать. Для измельчения канифоли можно взять небольшую ступку или другое подходящее приспособление. Крошится канифоль хорошо, поэтому с данным процессом сложностей возникнуть не должно.
Заготовив нужное количество порошка, примерно 50% от количества жидкости, можно приступать к разбавлению канифоли в спирте или растворителе. Чтобы канифоль полностью растворилось лучше немного подогреть самодельный флюс. Так можно полностью избавиться от лишних комков.

Чтобы флюс не имел резкого и неприятного запаха, вместо 646 растворителя можно использовать чистый спирт. В таком случае паять можно будет прямо в квартире и, не надевать для этих целей противогаз. В итоге соседи вам скажут спасибо.
Особенности технологии
Как в производственных, так и в домашних условиях приходится сталкиваться с необходимостью соединить при помощи пайки изделия, изготовленные из латуни. Связано это с тем, что данный сплав меди и цинка активно используется для производства элементов водопроводных и отопительных систем, а также множества других изделий.
Большое значение для получения качественного и надежного соединения латунных изделий при помощи пайки имеет правильный выбор флюса. Для успешного осуществления этого процесса не подойдет обычный флюс, в составе которого содержатся спирт и канифоль. Такой флюс из-за достаточно невысокой активности входящих в него компонентов не способен растворить окисную пленку, обязательно присутствующую на поверхности изделия из латуни. Именно поэтому для пайки изделий из латуни необходимо использовать более активный флюс, в качестве которого часто применяют хлористый цинк.
Состав и применение кислотных активных плюсов
Достаточно популярными флюсами, которые используются для выполняемой в соляных ваннах пайки латуни, являются бура и фтороборат калия. Такие флюсы, количество которых в растворе ванны, как правило, не превышает 5%, обеспечивают хорошее затекание расплавленного припоя в зазор между соединяемыми деталями.
Правильный выбор проволоки-припоя – еще одна важная задача, которую следует решить для того, чтобы получить качественное соединение деталей из латуни. Для пайки латунных изделий, которые в дальнейшем будут эксплуатироваться в газовой среде, можно использовать популярные типы припоев на основе сплавов серебра и фосфорной меди. Такие припои, кроме того, оптимально подходят для соединения изделий из латуни, содержащей значительное количество меди.
Марки и сферы применения припоев
В качестве припоя нередко используют и саму латунь, но при этом необходимо следить за тем, чтобы температура плавления присадочной проволоки не превышала аналогичный параметр самих соединяемых деталей. В тех случаях, когда при помощи пайки необходимо сформировать соединение повышенной надежности, используют твердые припои, которые, если сравнивать их с присадочными материалами мягкого типа, обладают более высокой прочностью.
Особое внимание вопросам выбора припоя и самой технологии выполнения пайки следует уделять в тех случаях, когда спаять между собой необходимо разнородные материалы. При этом следует учитывать, что такие материалы имеют разную температуру плавления, а также могут себя вести совершенно по-разному при нагреве. В частности, из латуни при интенсивном нагревании начинает испаряться цинк, что негативно отражается как на декоративных, так и на прочностных характеристиках формируемого соединения (оно приобретает пористую структуру).

В качестве несгораемой подложки можно использовать ведро с мелкой галькой
Избежать активного испарения цинка из состава латуни, подвергаемой нагреву в процессе выполнения пайки, позволяют определенные технологические приемы. Наиболее эффективным из таких приемов является использование флюса, который и будет выполнять защитную функцию, предотвращая испарение цинка из структуры латуни. Применение для выполнения пайки комбинированного припоя, в состав которого входит не только присадочный материал, но и флюс, – еще один эффективный способ, позволяющий избежать испарения цинка из латуни.
Пайка проводов без использования паяльника
Понятно, что в арсенале каждого домашнего умельца должен быть паяльник. Но причин, почему его не оказалось под рукой, может быть множество. Поэтому можно освоить несколько методов так называемой холодной пайки.
Иногда нет времени искать паяльник. Он может быть необходим, например, на работе чтобы восстановить работоспособность электронного прибора. Опыт многих мастеров подскажет, как припаять провод без паяльника. Особых умений для этого не потребуется, но способ может спасти ваш день.
Соединение металлов без сварки, в том числе и пайка латуни, нормируется по ГОСТу 17325-79, где подробно изложены основные термины и важные аспекты проведения работ. Впрочем, помимо стандартов есть еще и практические моменты, которые приходится учитывать каждому мастеру. Основной особенностью этого металла является разнородность его составов. Они бывают двойными и многокомпонентными. Обычный состав сплава включает медь и цинк в качестве легирующего компонента. В многокомпонентной латуни дополнительно присутствуют добавки в виде марганца, олова, свинца, влияющие не только непосредственно на свойства металла, но и на специфику его пайки.
Определить, какой именно состав есть у конкретного вида сплава, можно по его маркировке. Например, литера «Л» обозначает двухкомпонентную латунь, цифра рядом с ней укажет на объемы меди в составе. При наличии дополнительных составляющих в маркировке появятся другие буквенные обозначения.
Кроме того, на пайку латуни влияют и другие показатели. Изделия из нее классифицируются как литейные — цельные, а также деформируемые, представленные в виде отрезков металлической ленты, проволоки или других элементов. Имеет значение и процентная доля цинка. Все подобные сплавы делятся на томпак с низким его содержанием и желтую латунь, второй вариант включает от 21 до 36% этого легирующего компонента. Мягкие и пластичные изделия из них довольно хорошо поддаются всем видам обработки, включая пайку, но при работе приходится соблюдать определенные правила.
Обзор способов
Существует множество доступных способов соединения металлов. В случае с латунью проблемы при выборе подходящего метода пайки связаны с испарением цинка при нагреве. При этом на поверхности металла образуется оксидная пленка, препятствующая нормальному протеканию процесса спаивания. Но работу все же можно выполнить одним из двух способов.
Каждый из этих способов позволяет получить спаянные между собой латунные детали в домашних условиях.
Краткая инструкция
Для того чтобы в домашних условиях выполнить качественную пайку латуни, недостаточно просто изучить теоретическую базу, желательно также посмотреть видео на эту тему. Необходимость в самостоятельном осуществлении такого процесса возникает нередко, ведь практически в каждом доме есть изделия из латуни, которые не застрахованы от поломок. Учитывая тот факт, что услуги квалифицированных специалистов недешевы, есть смысл изучить такой процесс как по представленным ниже рекомендациям, так и по видео, которые несложно найти в интернете.

Разумеется, что перед пайкой следует очистить детали
Итак, алгоритм пайки латуни выглядит следующим образом.
- Тщательно очищенное место будущего соединения необходимо обработать флюсом, в состав которого входят бура и борная кислота (1:1), смешанные с водой.
- После этого обработанное место соединения следует посыпать стружкой припоя.
- Затем можно начинать прогрев формируемого шва при помощи газовой горелки или паяльной лампы. Следует внимательно следить за тем, чтобы не перегреть детали, что может привести к их деформации.
- После того как припой расплавится под воздействием пламени газовой горелки, он заполнит зазор между деталями, обеспечив их надежное соединение.
Таким образом, выполнить пайку латуни не так уж сложно, главное – правильно подобрать расходные материалы и строго следовать указанным выше рекомендациям.
Надежный способ лужения, если нет паяльника

Имеется еще один способ для тех, кто не знает, как припаять без паяльника. Это лужение. Способ основан на нагревании смеси из припоя и канифоли. Если его недолго подержать над открытым огнем, смесь начинает закипать. В нее достаточно пустить соединенные, зачищенные провода. Дождаться остывания и надежная пайка двух проводов обеспечена.
Этот же способ используют для запаивания старой металлической посуды. После такой процедуры старая кастрюля прослужит еще не один год. Место, где появилась течь, зачищают и наносят смесь из канифоли и припоя. Не переворачивая, поверхность хорошо прогревают. После остывания образуется надежная пайка. Емкость необходимо проверить на предмет течи. Если она не устранена, повторить еще раз.
Метод лужения используют в тех случаях, когда необходимо припаять провод к плоской поверхности. Смесь из канифоли и припоя наносить на провод, который прислонен к месту соединения. Затем тщательно прогревают это место. После остывания образуется надежное соединение. При необходимости, повторить.
Инструкция по пайке газовой горелкой
Технология пайки изделий из латуни газовой горелкой мало отличается от работы паяльником. Сначала детали нужно правильно подготовить, избавить от загрязнений, обезжирить, обработать флюсом для удаления оксидной пленки. Затем положить их на огнестойкую защитную пластину. Далее последовательность действий будет следующей:
- состыковать детали, подвергающиеся пайке;
- измельчить припой до состояния крошки или стружки;
- насыпать его на область стыка;
- пламя горелки отрегулировать так, чтобы с ним было комфортно и безопасно работать;
- незначительно прогреть участок спаиваемой поверхности до расплавления припоя;
- увеличить интенсивность нагрева и добиться, чтобы латунь приобрела красный цвет (важно помнить, что на этом этапе температура металла может достигать 700 градусов, необходимо соблюдать все меры техники безопасности);
- остудить детали, удалить наплывы металла и остатки флюса.
Это основные рекомендации, которых необходимо придерживаться при пайке латуни паяльником и газовой горелкой. Следуя простой пошаговой инструкции, даже не слишком опытный мастер легко справится с работой.
В следующем видео рассказывается о пайке латуни.
Без применения паяльника можно быстро и легко спаять между собой медные провода. Для этого концы проводов подвергаются процессу лужения, а затем скручиваются друг с другом. Потом место пайки необходимо разогревать до тех пор, пока не начнет плавиться слой нанесенного припоя. В этом случае, в качестве элемента для разогрева следует использовать свечу, спички либо обыкновенную зажигалку. Это обусловлено тем, что в данном случае, для разогрева поверхности необходимо узконаправленное пламя.

Для пайки посуды либо домашней утвари, сделанной из алюминия, рекомендуется применять специальный припой, в состав которого входит свинец и олово. Чтобы соединить между собой провода большого диаметра, на место пайки, перед нагревом необходимо добавить немного измельченного припоя. Это обусловлено тем, что одного лужения, для надежного соединения между собой крупного провода может быть недостаточно. Таким образом, можно соединять между собой медные провода, диаметр которых не превышает отметки в 2 мм.
Чтобы надежно припаять провода к деталям, на которых присутствует плоская поверхность необходимо подвергнуть их процессу лужения. Полудить нужно участок поверхности детали, где будет выполняться пайка и конец провода. Затем провод нужно прижать к плоской поверхности и насыпать на него немного припоя. После этого деталь следует разогреть, пока олово полностью не расплавится.
Пошаговая инструкция
Латунь с нержавейкой и другими металлами можно спаять своими руками даже в домашних условиях. Достаточно иметь оборудованное рабочее место, защищенное от термического воздействия, с ровной плоской столешницей или верстаком. Низкотемпературный прогрев паяльником не подойдет, но если в распоряжении мастера есть достаточно мощное оборудование, все получится. Порядок действий в этом случае важно соблюдать.
- Зачистить детали, подлежащие соединению при помощи механических абразивов.
- Уложить их на ровную поверхность, защищенную огнеупорным экраном. Сделать подставку можно из листа асбеста.
- Обработать латунь флюсом, нанося его кисточкой или в виде пасты. Важно тщательно обработать все поверхности, подлежащие соединению, чтобы избавить их от пленки оксидов.
- Измельченный припой насыпать в зону пайки.
- Прогреть паяльник, приложить его к области проведения работ. Дождаться, пока нагрев станет достаточным для расплавления припоя. Дать ему растечься, затем остудить детали.
При использовании твердого припоя для соединения латуни паяльником нужно соблюдать определенные правила. Здесь лучше взять ортофосфорную кислоту в качестве флюса, а работы производить с низкотемпературным воздействием, хорошо прогретым жалом. Сама латунь тоже может выступать в качестве припоя — при бытовом ремонте изделий из нержавеющей стали.
С использованием желобка
Для пайки проводов, диаметр которых составляет не более 3 мм, можно применять специальный желобок. Чтобы изготовить такой желобок можно воспользоваться обыкновенной алюминиевой фольгой, толщина которой составляет около 0,8 мм. Затем с концов провода рекомендуется удалить изоляцию длиной приблизительно в 3 см. Потом очищенные провода необходимо скрутить друг с другом или положить параллельно.

Фольгу следует отрезать в форме полоски, ширина которой должна быть равна участку пайки. Затем ее нужно согнуть в желобок таким образом, чтобы края полностью охватывали и покрывали соединенные участки проводов. Затем в желобок, предварительно загнув одну сторону фольги, насыпается немного канифоли и припоя. Потом фольга, для расплавления припоя, разогревается. После остывания олова, фольгу необходимо снять от спаянных проводов.
Проверка и испытание самодельного флюса
Чтобы проверить, что самодельный флюс из канифоли действительно работает, достаточно взять паяльник, зачистить провода и начать паять. Нанесите небольшое количество жидкого флюса кисточкой на провод, а затем поднесите к нему разогретое жало паяльника с оловом.

Легкой прикосновение жалом к проводу, и вот, припой уже красуется на его поверхности, никуда не стекает и не сворачивается капелькой. Флюс действительно стоящий, а на его приготовление было затрачено не больше 10 минут и 50 рублей.
Всем пока и удачной пайки!
Пайка при помощи желобка
Еще один надежный способ подскажет, как спаять два провода. Используется желобок, который можно сделать самостоятельно из куска фольги.
Особенности пайки в желобке
Для работы понадобится фольга, толщиной приблизительно 0,8-1 мм. Далее работу продолжать при помощи представленной инструкции:
- Провода, которые необходимо соединить, зачистить и скрутить вместе. Положить на ровной поверхности;
- Подготовить тонкий кусок фольги. Ее размер по длине должен соответствовать длине соединяемых участков проводов. Из этого куска сделать небольшой желоб;
- В середину желоба аккуратно положить соединяемые провода и зафиксировать, закрыть открытый край с одного конца;
- Со стороны не закрытой части засыпать сухой припой и канифоль;
- Подготовленную конструкцию тщательно нагреть над открытым огнем;
- Убрать с огня после того, как внутри расплавится припой и канифоль;
- Дать полностью остыть и снять фольгу.
Получившееся соединение должно быть достаточно прочным. Если это не так, можно повторить процедуру.
Пайка посуды или емкостей
Иногда возникают ситуации, когда нужно запаять небольшие отверстия, которые появились на поверхности такой домашней утвари как кастрюли либо ведра. Если диаметр появившегося отверстия не превышает отметки в 6 мм, тогда их можно быстро запаять, без применения такого инструмента как паяльник.

Для пайки посуды и разнообразных емкостей применяется специальный припой (ПОСво). Место, непосредственно возле отверстия нужно зачистить наждачкой. Зачищается отверстие во внутренней части емкости таким образом, чтобы в итоге оно приобрело форму конуса. Потом место пайки нужно обработать при помощи паяльной кислоты. В качестве альтернативы можно также вполне успешно использовать и соляную кислоту.
В нижнюю часть отверстия нужно поместить небольшую, тонкую пластинку, которая не даст припою высыпаться наружу. В отверстие, с внутренней части емкости, необходимо положить небольшое количество припоя и канифоли. После этого при помощи направленного источника пламени припой нужно нагревать до тех пор, пока он не расплавится.

Для пайки посуды сделанной из алюминия, нужно пользоваться специальным припоем. Для его изготовления необходимо смешать олово вместе с цинком, в пропорции 4 к 1. Вместо цинка можно применять алюминий (в этом случае отношение олова к алюминию будет 99 к 1).
Материалы и инструменты для пайки без паяльника

Перед тем, как паять провода без паяльника, важно заблаговременно подготовить необходимый материал. Вам понадобится:
- кусачки для зачистки проводов;
- свеча, зажигалка или другой источник открытого огня;
- пассатижи, если проволоку сложно скрутить руками;
- перчатки для защиты рук;
- средства пожаротушения или вода.
Подготовив место для работы и подготовленный материал, следуйте предложенной инструкции:
- Небольшое количество припоя все же понадобится. Также метод предполагает работу с открытым огнем, поэтому важно соблюсти меры безопасности. Не работать вблизи взрывоопасных предметов и легковоспламеняющихся жидкостей. Подготовить огнетушитель или что-то, что поможет потушить случайно воспламеняется огонь;
- Определить источник огня. Это можете быть свеча, зажигалка. Если позволяют условия и это можно сделать на улице, лучше использовать небольшой костер. Важно понимать, что открытый огонь должен прогреть металл до температуры в пределах 200-350 градусов;
- Перед тем, как припаять без паяльника два провода, их необходимо зачистить от оплетки. 2-3 сантиметров будет достаточно. Скрутить два провода, соединив их между собой;
- Разместить соединенные провода над огнем. На нагретую поверхность проводов время от времени наносить припой, просто прислонив его к разогретому металлу, отодвинув проволоку от открытого огня. Иначе на поверхности образуется налет из сажи;.
- Важно, чтобы провода хорошо прогревались, иначе припой будет слабо плавиться. После того, как провода остынут, место соединения желательно заизолировать. Но это не все способы, как паять провода. Стоит взять на вооружение и другие методы.
Все о пайке латуни

Пайка латуни может потребоваться в быту или при ремонте техники, при выполнении ювелирных или сантехнических работ, требующих использования материалов из медных сплавов. Чем можно соединить этот метал, как сделать это оловом и другими латунными припоями — такие вопросы часто возникают у тех, кто предпочитает выполнять подобные задачи своими руками. Получить подробное представление о технологии и необходимых компонентах поможет пошаговая инструкция по пайке латуни при помощи паяльника или горелки.
Пайка при помощи самодельного жала
Это как раз один из методов, который поможет узнать, чем заменить паяльник в домашних условиях. Необходимо найти кусок металла, который по форме напоминает форму жала паяльника — кусок стальной проволоки, но достаточно толстой (калибр не менее 14). Можно использовать медную проволоку, но этот металл быстро остывает, и работать придется намного быстрее.
Кроме проволоки необходимого сечения, стоит подготовить:
- бита для мультитула
- тот же источник огня, что в предыдущем примере;
Далее, чтобы понять, как спаять провода, изучите предложенную инструкцию. Если все понятно, можно приступать к работе:
- Важно понимать, чем толще сечение провода, тем дольше придется его нагревать. Если не удалось найти проволоку более толстого сечения, можно согнуть в виде небольшой петельки. Теперь перед вами аналог жала паяльника, который необходимо нагреть;
- Нагревать импровизированное даже необходимо немного дальше его конца, чтобы оно оставалось чистым, без сажи;
- Нагревать жало на протяжении 20-30 секунд. Важно, чтобы другой конец проволоки не обжигал руки. Используйте защитные перчатки или ветошь;
- Соединить концы зачищенной проволоки при помощи импровизированного паяльника. Без припоя соединение будет непрочным;
- Заизолировать провода. Если пайка осуществлялась на плате, дождаться полного остывания и установить на прежнее место.
Как спаять провода паяльником, знает почти каждый мужчина. Но у вас в арсенале теперь два надежных способа, как это делать без помощи паяльника.
Характеристики и сферы применения латуни
Среди множества разновидностей латуни наибольшее распространение получили два ее типа – двойная и многокомпонентная. Основным элементом, определяющим характеристики данного сплава, является цинк, который может присутствовать в нем в количестве от 5 до 45%. Кроме цинка, в составе латуни в зависимости от ее марки могут присутствовать марганец, железо, никель и свинец, которые также оказывают влияние на ее свойства.
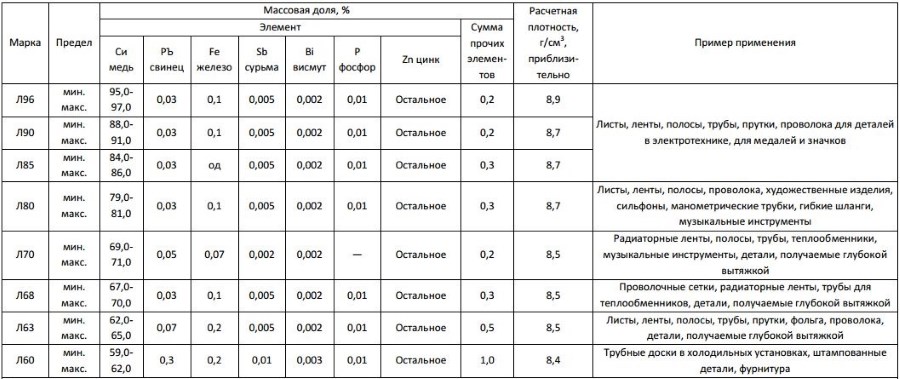
Простые латуни – химический состав и применение (нажмите для увеличения)
Латунь, как и другой медный сплав – бронза, активно используется в различных отраслях промышленности. Кроме того, из латуни изготавливают элементы мебельных конструкций и предметы интерьера. Основной технологической операцией, позволяющей придать изделию из латуни требуемую конфигурацию, является литье, которое, как уже говорилось выше, можно выполнить и в домашних условиях. Естественно, чтобы провести такую операцию, необходимо знать, при какой температуре латунь плавится.
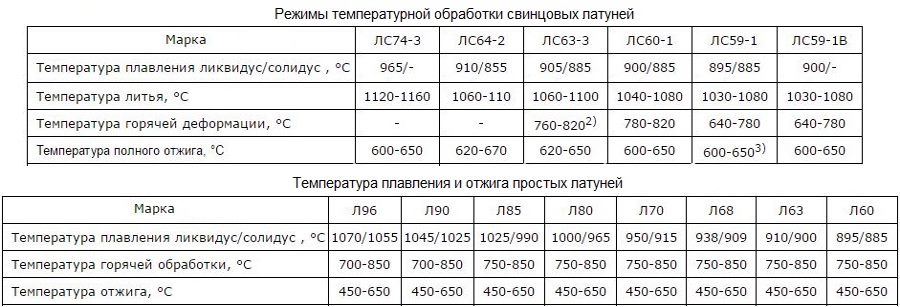
Режимы обработки простых и свинцовых латуней (нажмите для увеличения)
В зависимости от химического состава латуни температура ее плавления может находиться в интервале 880–950°. Основным элементом, который оказывает влияние на данный параметр, является цинк: чем его больше в составе латуни, тем при меньшей температуре ее можно расплавить.
Плавка – не единственная технологическая операция, которой хорошо поддается латунь. Как и бронза, этот сплав можно подвергать различным видам механической обработки. Более того, для соединения латунных деталей можно использовать сварку. На текучесть латуни в расплавленном состоянии, что особенно важно учитывать при выполнении литья, негативно влияют такие химические элементы в ее составе, как свинец и висмут.
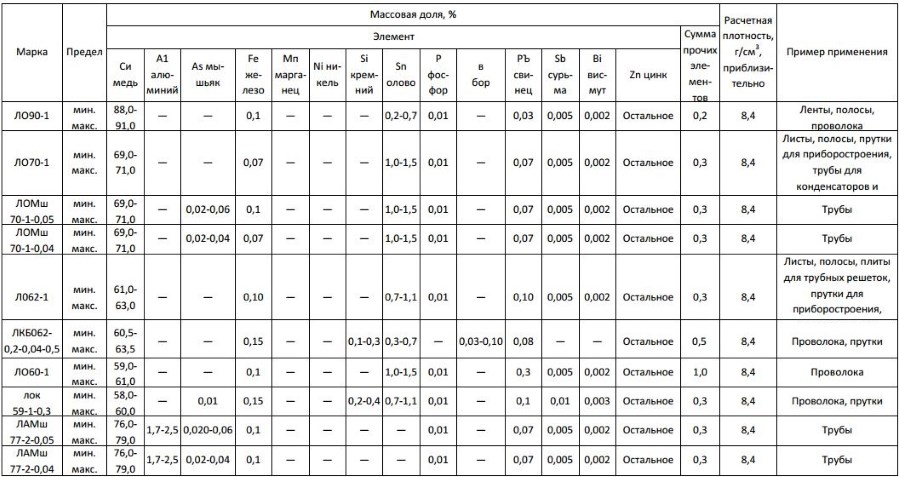
Сложнолегированные латуни – химический состав и применение (нажмите для увеличения)
Латунь, как и бронза, которая также относится к категории сплавов, выполненных на основе меди, – цветной металл, что во многом и определяет сферы ее применения. Изделия из латуни, имеющей желто-золотистый цвет, отличаются высокими декоративными характеристиками, но для того чтобы со временем они не чернели от взаимодействия с окружающим воздухом, их необходимо покрывать защитными составами.
Как и бронза, латунь обладает высокой устойчивостью к коррозии, что позволяет успешно применять данный сплав для производства предметов, которые эксплуатируются в условиях повышенной влажности. Широкому распространению изделий из латуни в различных отраслях промышленности способствует и то, что она обладает хорошими антифрикционными свойствами.
Одним из достоинств данного сплава, что особенно важно при выполнении литья, является его низкая склонность к ликвации.

Освоив технику литья латуни, можно создавать настоящие шедевры
Изделия из сплавов, выполненных на основе меди, к числу которых относится латунь, широко используются не только в промышленности, но и в быту. В связи с этим информация о том, как плавить такой металл, какая у него температура плавления и как правильно выполнять из него литье, может оказаться полезной во многих ситуациях.
Меры предосторожности
Пайка латунью относится к открытым огневым работам. Необходимо строгое соблюдение всех мер пожарной защиты. Кроме того, работа с парами цинка может вызвать тяжелое отравление организма. Необходимо принять меры защиты. Мини баллоны с газом могут иметь протечки в клапане, что приводит к взрывам и пожарам. Необходим постоянный контроль за работой газовой горелки.
Лужение без паяльника
Во время соединения между собой разнообразных участков конструкций механизмов либо деталей, на их поверхность предварительно наносится небольшой слой специального припоя. Такая процедура называется лужением. Благодаря лужению можно существенно улучшить контакт между соединяемыми деталями, а также повысить качество пайки.
Такую процедуру как лужение можно вполне успешно выполнить без такого инструмента как паяльник. Чтобы нанести тонкий слой припоя на детали необходимо взять небольшую металлическую емкость (можно использовать металлическую крышку из-под банки кофе) и насыпать в нее чистого олова либо оловянно – свинцового припоя. Также в емкость следует добавить немного канифоли.

Затем металлическую емкость нужно разогревать до тех пор, пока не начнет расплавляться помещенный в нее припой. Осуществлять нагрев можно благодаря простой свече, электрической либо газовой плите. Затем конец очищенного от изоляции провода необходимо поместить в канифоль, а потом в расплавленный припой приблизительно на 2 секунды. Затем провод следует извлечь из емкости с расплавленным припоем и при помощи обыкновенной тряпки потереть его. Это позволит устранить из поверхности провода лишние слои припоя.
Без применения пальника можно залудить небольшие участки плоских деталей. Для того на их поверхность необходимо поместить немного, заранее наструганного, припоя и канифоли. Затем деталь необходимо разогреть. Для этого нижнюю ее часть подносят к источнику огня. Разогревать деталь рекомендуется непосредственно в том месте, куда была насыпана канифоль вместе с припоем. После того, как припой полностью расплавится, его при помощи стального стержня, следует аккуратно, равномерно растереть по плоской поверхности детали.
Во время лужения деталей, изготовленных из стали, канифоль использовать не нужно. Однако участки и места стальных деталей, где будет производиться пайка или лужение, необходимо предварительно обработать, используя для этого специальную паяльную кислоту.
Смотрите видео

Необходимо подготовить спаиваемые детали. Допустим, нам нужно изготовить небольшую рамную конструкцию из тонкостенных стальных трубок диаметром примерно 5 мм. При пайке двух трубок малого диаметра встык, нужно сделать выемку в торце припаиваемой трубки. Это повысит прочность соединения. Детали необходимо поместить в зажимные устройства и прижать вместе соединения. Это необходимое условие выполнения качественной пайки латунным припоем, так как руки будут заняты горелкой и подачей припоя.Зажигаем газовую горелку и начинаем разогревать место пайки до появления красного цвета.

Латунную проволоку (припой) также нагреваем и опускаем нагретый конец припоя в буру. Бура налипает на проволоку-припой.

Ненадолго отодвигаем пламя горелки и наносим флюс прямо в место стыка стальных трубок. Бура быстро плавится и охватывает всю зону пайки. Если не убрать пламя, то буру просто сдует с латунной проволоки.
После этого начинается пайка – медленное расплавление латунного припоя, ручная подача его и заполнение им стыка между деталями.

При проведении работ осуществляется визуальный контроль над качеством шва. Если в нижней части обнаружен свищ или зона не охваченная припоем. Деталь лучше перевернуть и пропаять это место заново.
После набивки руки можно паять и «потолочные» стыки. Спаянные детали должны остыть на воздухе.

Затем нужно удалить окалину, помещая деталь в раствор пищевой лимонной кислоты.

Для проверки качества шва согнем изделие.

Чем паять?
Пайка латуни может осуществляться при помощи различных вспомогательных средств. Обязательными для этой процедуры являются флюсы, позволяющие устранить оксидную пленку с поверхности металла. Это может быть пастообразное или жидкое средство на основе буры (тетрабората натрия), хлорида цинка. Припоем называют состав, при помощи которого образуется неразъемное соединение. Он может быть с оловом, с медью, с серебром.
Флюсы
При работе с классической двухкомпонентной латунью чаще всего используются простые флюсы, представляющие собой соединение борной или соляной кислоты с хлоридом цинка. Многокомпонентные сплавы требуют использования более специфических составов. Это может быть специальный вариант флюса, предназначенный для латуни и других цветных и драгоценных металлов, — ПВ 209, ПВ 209Х.
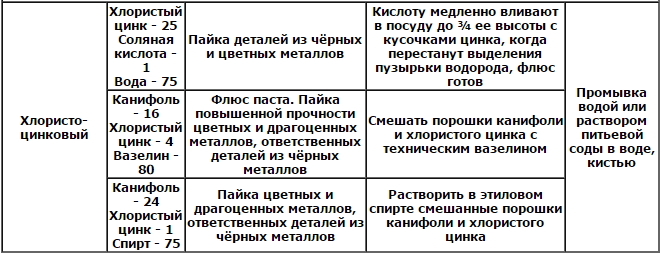
Жидкие материалы для лужения готовят самостоятельно. Стандартный состав хлористо-цинкового типа содержит:
- 74% воды;
- 1% соляной кислоты;
- 25% хлористого цинка.
Такая смесь годится для работы с черными и цветными металлами. Флюс-пасту с аналогичными свойствами можно создать, смешав 16% канифоли и 4% цинка с 80% технического вазелина. Этот состав применяют при пайке особенно ответственных участков. Флюсы на основе хлористого цинка и борной кислоты подходят для однокомпонентной латуни Л63 и многокомпонентной ЛС59.
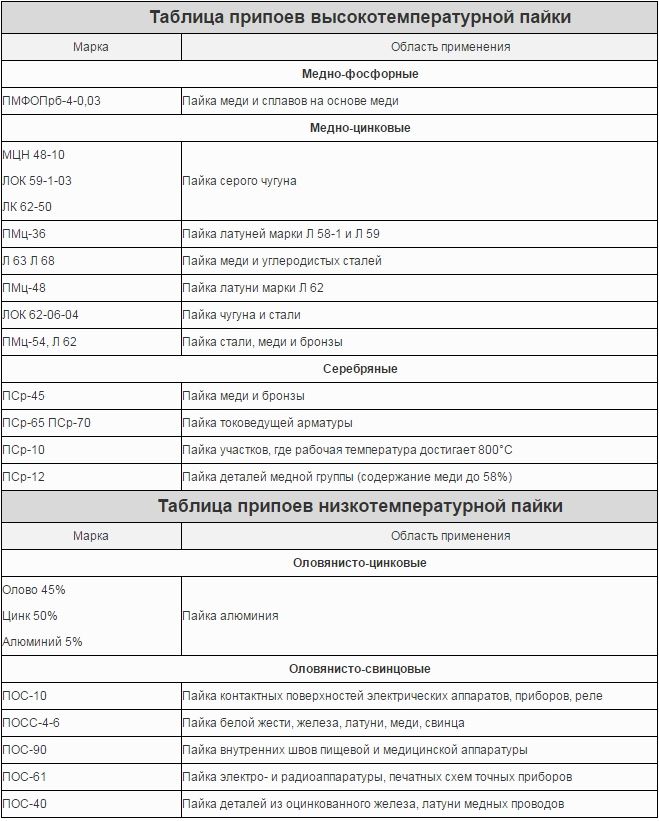
Припои
Существует несколько групп припоев, при помощи которых можно вести работы с латунными сплавами. Обычным оловянным ПОС можно пользоваться только в тех случаях, когда не предполагается серьезной нагрузки на соединение. Стоит учесть, что он может быть как в проволоке, прутках, так и в виде пасты, фольги, уже содержащим флюс.
Среди специализированных припоев, ориентированных на работу именно с латунью, выделяют твердые мультикомпонентные варианты. Например, L-CuP6, температура плавления которого составляет +730 градусов. Его применяют при ремонте труб и других жестко закрепленных элементов.
Кроме того, к популярным припоям для латуни относят и другие варианты.
- Медно-цинковые составы (ПМЦ). Здесь очень важно убедиться, что имеющееся оборудование способно обеспечить достаточную температуру плавления. У многих медно-цинковых припоев она превышает показатель в 880 градусов. Такими составами скрепляют медь и латунь.
- ПСР. Это припои на основе серебра, отличающиеся повышенной твердостью. Обычно объемная доля благородного металла достигает 40%. При пайке такими составами соединение получается прочным и твердым, надолго сохраняет свои свойства.
- МФ. Припои на медно-фосфорной основе отличаются универсальностью, подходят для разных типов сплавов. По своим прочностным характеристикам они уступают серебряным, но превосходят цинксодержащие аналоги.
Пайка с использованием пасты
Соединить между собой провода либо разнообразные электронные, радиодетали можно без использования паяльника, при помощи специальной паяльной пасты. Такую пасту можно сделать самостоятельно, в домашних условиях. Для этого нужно взять эмалированную кастрюлю или ведро и налить в нее концентрированную соляную кислоту (32 мл). Затем в емкость необходимо добавить немного воды (12 мл). После этого, в раствор следует добавить цинк (8,1г), и олово (7,8г). Стоит отметить, что олово в емкость добавляется только после полного растворения в растворе ранее добавленного цинка.

После того, как закончится действие химической реакции, из полученной смеси, путем выпаривания нужно удалить воду. После этого в емкости должна остаться пастообразная, по своей консистенции, смесь. Затем полученную пасту нужно положить в емкость, сделанную из фарфора и добавить в нее измельченный до порошкообразного состояния свинец (7,4г), олово (14,8г). Кроме того, в смесь, для получения пасты, необходимо добавить сухой нашатырь (7,5г), глицерин (10г), канифоль (9,4г), а также измельченный до консистенции пыли цинк (29,6г).
Чтобы спаять между собой провода или детали при помощи пасты нужно сначала зачистить районы, где будет производиться пайка. Затем, используя кисточку, на места пайки нужно нанести слой пасты и при помощи свечи либо огня спиртовки разогреть ее. После расплавления пасты, необходимо убрать источник пламени и подождать пока она полностью не застынет.
Пайка с применением пасты
Понятно, что такой пасты для пайки без паяльника может не оказаться под рукой. Но, имея определенные ингредиенты ее можно приготовить самостоятельно. Это состав мало чем напоминает привычную по консистенции пасту, но средство поможет , если нет паяльника. Ее понадобиться совсем немного. Оставшуюся часть можно держать в плотно закупоренной емкости.
Паяльная паста для пайки без паяльника готовится из следующих компонентов:
- канифоль, которую можно заменить глицерином;
- измельченное до состояния пыли олово.
Все компоненты соединяют до пастообразного состояния. Это достигается при помощи глицерина.
Особенности использования паяльной пасты
При хранении, даже в плотно закрытой емкости, паста застывает. Но использовать ее можно после того, как вернуть прежнюю консистенцию. Для этого достаточно разогреть смесь на огне.
Провода соединить тем же способом, что и в предыдущих случаях. На место соединения нанести пасту по всей поверхности защищенных проводов. Чтобы , пасту необходимо нагреть. После остывания образуется прочное, надежное соединение.
Используемое оборудование
Обычный паяльник мало подходит для работы с латунью, поскольку не предполагает наличия терморегулятора. Оптимально, если вместо него мастер будет использовать более эффективное оборудование. Паяльная станция с регулировкой нагрева позволит поддерживать температуру на уровне 350 градусов, исключая перекаливание или слишком слабое термическое воздействие в зоне соединения. При работе с оловянно-свинцовыми припоями хватит обычного паяльника с мощностью до 100 Вт.
Газовая горелка — инструмент, позволяющий осуществлять высокотемпературный нагрев соединяемой области. Она незаменима в тех случаях, когда доступ к электрической энергии полностью отсутствует.
Кроме того, горелкой удобно прогревать детали при пайке, не затрагивая напрямую сам припой. Среди компактных моделей для домашнего применения можно порекомендовать модели Yarboly со специальной насадкой, Iris Barselona с пьезоподжигом. Также популярны различные горелки-насадки с соплом на газовый баллон.
Пайка латунью осуществляется с помощью трех главных компонентов: газовой горелки, дающей температуру не менее 1000 градусов.

Латунного припоя (в виде проволоки или ленты).

И флюса – тетрабората натрия или буры, в смеси с порошком борной кислоты.

Современные бытовые газовые горелки используют очищенный пропан, продающийся в мини баллонах, либо специальные смеси газов. Более сложные горелки с раздельной подачей газа и кислорода ускоряют нагрев и весь процесс пайки.Необходимость данного флюса обусловлена содержанием цинка в латуни. Цинк, при плавлении латунной проволоки без буры, вызывает закипание припоя, что влияет на качество шва и его прочностные свойства. Кроме основных компонентов, нам потребуются вспомогательные инструменты:
- наждачная бумага и напильники для зачистки деталей;
- различные тиски и зажимы;
- удерживающий ручной инструмент (плоскогубцы, длинногубцы и т.п.);
- жидкости для обезжиривания и промывки и удаления окалины с готовых швов (растворы кислот);
- огнеупорные перчатки и другие индивидуальные средства защиты, применяемые при сварочных работах.
При проведении открытых огневых работ необходимо четко соблюдать правила пожарной безопасности. В помещении необходимо иметь огнетушитель, воду, асбестовую ткань или брезент. Следует помнить, что пары цинка ядовиты. Необходимы ИСЗ, перерывы в работе и проветривание помещения.
Процесс плавки
Для того чтобы латунь быстрее перешла в жидкое состояние, лучше помещать ее в тигель в измельченном виде. Следует иметь в виду: чем меньше будут такие куски, помещенные в тигель, тем быстрее начнется процесс плавления.
После того как вы наполните тигель измельченным металлом, необходимо установить сосуд в печь и начать ее нагрев до температуры плавления латуни. Если для плавки латуни вы используете заводскую муфельную печь, то следить за процессами, протекающими в тигле, можно через специальное окошко. В том случае, если вы самостоятельно изготовили печь простейшей конструкции, вам понадобится крышка из огнеупорного материала, которой будет закрываться емкость для плавления латуни.

Плавку в компактной печке заводского изготовления можно производить прямо на кухне
Тигель извлекается из печи только тогда, когда весь металл, который в него помещен, полностью расплавился. Для вынимания емкости с латунью следует пользоваться специальными щипцами и делать это максимально аккуратно. На поверхности латуни, подвергнутой плавлению, всегда присутствует пленка, которую в обязательном порядке надо убрать. Выполнить такую операцию совсем несложно, если взять для этого обычную стальную проволоку.
Для литья изделия из латуни вы должны подготовить форму, благодаря которой металл, переходя из жидкого расплавленного состояния в твердое, примет требуемые очертания. Заливка латуни в такую форму выполняется только после того, как удалена пленка, о которой говорилось выше. Затем вам останется только дождаться, когда латунь, залитая в форму, полностью перейдет в твердое состояние и остынет.

Заливка форм латунным расплавом
В домашних условиях можно использовать и более упрощенный вариант плавильной печи, применяя в качестве нагревательных элементов газовую горелку. Подвергнуть латунь плавлению таким образом можно, надежно закрепив газовую горелку под сосудом для плавки в вертикальном положении. При этом важно следить за тем, чтобы пламя, которое выдает горелка, равномерно охватывало всю нижнюю часть сосуда.

Процесс плавки пойдет быстрее, если использовать вторую горелку
Используя такое простое приспособление, следует иметь в виду, что латунь, которая будет плавиться в тигле, подвергается значительному окислению. Чтобы минимизировать последствия этого процесса, который негативно отражается на характеристиках сплава, можно использовать обычный древесный уголь.
Таким образом, существует несколько способов, позволяющих эффективно расплавить латунь в домашних условиях. Выбирая один из них в зависимости от своих предпочтений и финансовых возможностей, вы сможете изготавливать из латуни методом литья изделия различного назначения.
Условия и область применения пайки
Прежде чем разбираться в вопросе о том, как паять латунь, следует хорошо изучить все особенности такого технологического процесса. При выполнении пайки, которая является одним из методов получения неразъемных соединений, в зазор, расположенный между соединяемыми деталями, вводится расплавленный припой, который и выступает в роли скрепляющего элемента.
Важным условием выполнения пайки является то, что припой, для расплавления которого пользуются газовой горелкой, должен плавиться при меньшей температуре, чем материал изготовления соединяемых деталей. Такая технология (в некоторых случаях она является единственно возможным способом получения неразъемного соединения) позволяет надежно спаять между собой даже разнородные металлы.
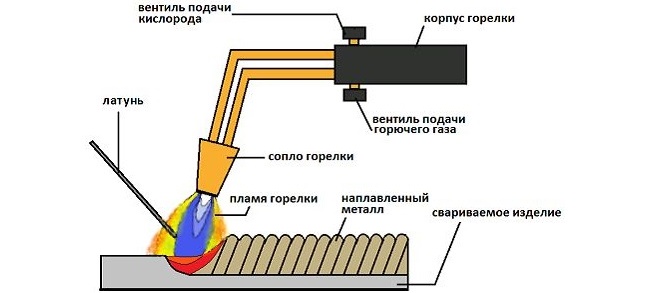
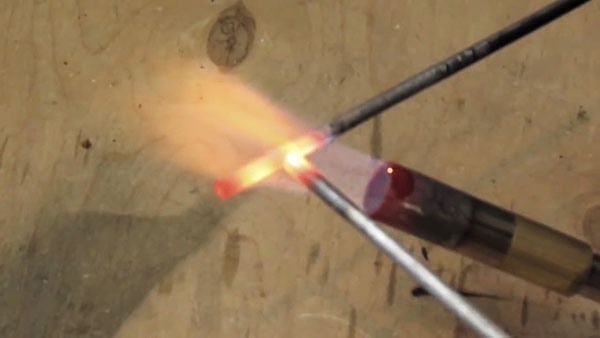
Схема пайки латунью с использованием газовой горелки
Совершенно неправильно сравнивать пайку с таким технологическим процессом, как сварка, который предполагает, что расплавляться будет не только специальная проволока-припой, но и металл соединяемых деталей. Именно благодаря тому, что при выполнении пайки основному температурному воздействию подвергается припой, характеристики соединяемых деталей и их целостность остаются неизменными. Такая особенность позволяет успешно использовать эту методику для соединения металлических деталей, которые отличаются даже очень небольшими размерами.
Между тем следует иметь в виду, что для выполнения пайки в качестве припоя используются более мягкие материалы, если сравнивать их с теми, которые применяются для формирования сварного шва. Это приводит к тому, что соединения, созданные при помощи пайки, изначально менее прочные и надежные, чем сварные швы. А в тех случаях, когда выполняется пайка латунью, из припоя в процессе интенсивного нагрева испаряется цинк, что приводит к пористости формируемого шва. Такая пористость металла значительно ухудшает качество и надежность соединения. При выполнении пайки деталей, изготовленных из латуни, большое значение имеет и их взаимное расположение. Такие детали лучше соединять не встык, а внахлест.

Для пайки в домашних условиях вполне можно обойтись ручной газовой горелкой с баллоном мощностью 1,8 кВт
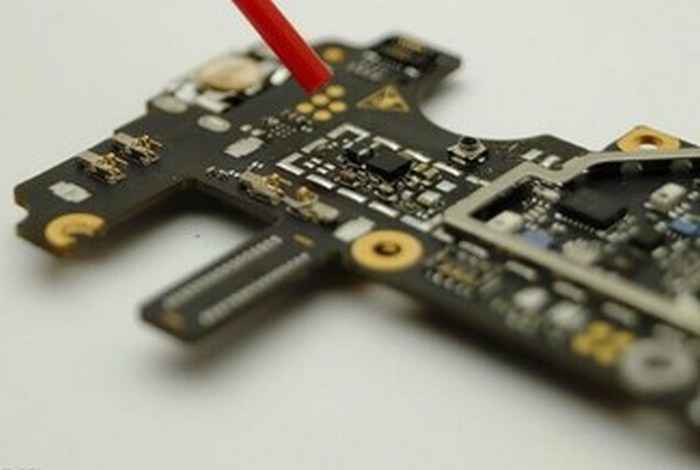
Пайка металла как технология, позволяющая получать неразъемные соединения, занимает одну из лидирующих позиций, уступая по популярности только сварке. Без этой технологии практически не обойтись в электронной промышленности, где с ее помощью создают электропроводные соединения элементов различных приборов и устройств. Именно при помощи пайки чаще всего соединяются и наращиваются провода, по которым в дальнейшем будет проходить электрический ток.
Если говорить о наиболее распространенных сферах применения пайки, то к ним следует отнести:
- формирование герметичных соединений труб, изготовленных из меди и ее сплавов, в том числе латуни (такие трубы используются преимущественно для комплектации холодильных и теплообменных установок);
- крепление твердосплавных пластин к несущей части режущего инструмента;
- соединение между собой деталей, значительно отличающихся по толщине.

На фото результат спайки латунной трубки и жиклера. Использовался припой флюсованный П14 и импортная горелка на чистом пропане
Используя паяльное оборудование и припой, также выполняют такую технологическую операцию, как лужение, которая позволяет создавать на металлических поверхностях надежное антикоррозионное покрытие.
В зависимости от того, при помощи припоя какого типа выполняется пайка, она может быть высоко- или низкотемпературной. Использование при выполнении пайки более тугоплавкого материала позволяет создавать соединения, которые могут эксплуатироваться при более высоких температурах. Между тем это сопряжено с некоторыми сложностями, которые связаны с необходимостью обращения к специальному оборудованию, позволяющему расплавить припой. Использование такого сплава, в частности, достаточно проблематично в домашних условиях, где для выполнения пайки чаще всего применяется обычная паяльная лампа.
Заключение
Теперь вам известно, как и чем паяют провода при отсутствии паяльника. Также стало ясно, как отремонтировать прохудившиеся кастрюли. Наличие паяльника не обязательно. Но вот припой, канифоль, соляная кислота, это компоненты, без которых обойтись не всегда возможно. Нельзя сказать, что наличие этих компонентов всегда должно быть под рукой. Но, если род деятельности связан с пайкой проводов, то присутствие таких помощников желательно.



