

- Материалы и инструменты
- Подготовка к процессу
- Процесс пайки
- Выбор горелки для пайки металлов
- Ручные горелки для разных видов припоев
- Режимы пайки оловом
- Припой для нержавейки и его типы
- Наиболее безопасные материалы для пайки нержавеющей стали
- Пайка с помощью газовой горелки
- Пайка трубок
- Пайка листов
- Пайка стержня
- Отличия высокотемпературной пайки от низкотемпературной
- Самые распространенные ошибки
- Попытки использовать материалы неизвестного состава и качества
- Неправильный выбор припоя
- Ключевые особенности
- Несколько фактов почему Горелка Abicor Binzel ABITIG GRIP 20 4 м — жидкостное охлаждение лучше купить в Тиберис
- Используемое оборудование
- Флюс для пайки нержавейки и его приготовление
- Пищевые припои
- Преимущества
- Недостатки
- Почему пайка может не получиться
- Контроль качества шва
- Техника безопасности
Материалы и инструменты
Для пайки нержавеющей стали в домашних условиях вам понадобятся следующие материалы и инструменты:
- Нержавеющая сталь (детали, которые необходимо соединить)
- Припой (оптимально использовать специальные припои для пайки нержавейки)
- Флюс (для обработки поверхности перед пайкой)
- Паяльник или газовая горелка
- Электропаяльник на 100 Вт
- Небольшая электроплитка (для разогрева деталей)
- Паяльная подставка
- Вытяжка (для удаления вредных испарений)
- Блок из строительного газобетона или шамотный кирпич (для паяльной подставки)
- Линейка или другой инструмент для растаскивания припоя
Подготовка к процессу
Прежде чем приступить к пайке, убедитесь, что у вас есть все необходимое оборудование и материалы. Подготовьте рабочее место, обеспечьте хорошую вентиляцию и защиту от возможных ожогов.
Процесс пайки
- Подготовьте поверхность деталей, которые необходимо соединить. Обработайте их флюсом для удаления окислов и облегчения процесса пайки.
- Разогрейте паяльник или горелку до необходимой температуры.
- Расплавьте припой и равномерно нанесите его на стык соединяемых деталей.
- Плавно подогревайте нержавеющую сталь, пока припой равномерно не заполнит стык.
- Повторяйте этот процесс, пока не получите качественное соединение.
- При необходимости вы можете использовать электроплитку для удержания температуры или дополнительного разогрева деталей.
Следуя этим шагам и соблюдая простые правила безопасности, вы сможете освоить процесс пайки нержавеющей стали даже в домашних условиях. Не забывайте проветривать помещение и соблюдать меры предосторожности при работе с горячими материалами.
Выбор горелки для пайки металлов
Тип горелки выбирается в зависимости от марки используемого твердого припоя и флюса. Если требуется паять высокопрочными медно-никелевыми или латунными припоями, то лучше всего использовать ручную пропан-кислородную горелку типа MICRO DM 284 или аналогичные модели.
Микрогорелка подключается к редукторам (через пламегаситель) на пропановом и кислородном баллонах. Такую установку можно сделать своими руками даже в домашних условиях. Ей можно паять все высокотемпературные припои.
Ручные горелки для разных видов припоев
Для медно-серебряных припоев достаточно ручной инжекционной горелки с баллоном картриджем. С помощью такой горелки можно паять нержавеющую сталь серебросодержащими твердыми припоями с температурой плавления до 700 градусов.
Режимы пайки оловом
Припоями на основе оловянных сплавов можно паять с использованием кислоты. Вопрос в том, как паять нержавеющую сталь оловом. В обоих случаях шов (трещину) на нержавейке предварительно обезжиривают и зачищают. Если металл толстый, то можно обжечь горелкой. Далее деталь нагревается до 280 градусов Цельсия и обрабатывается флюсом.
Для тонких трещин на посуде рекомендуется использовать спиртовой раствор канифоли. Если нужно паять непищевую тару или короба, то можно использовать паяльную кислоту. Но, по отзывам, более высокое качество на нержавейке дает флюс из ортофосфорной кислоты.
Припой для нержавейки и его типы
Для низкотемпературной пайки можно использовать традиционные оловосодержащие материалы. Их много, лучшее качество показывают специальные ремонтные припои для заделки трещин и пайки меди.
Для пайки нержавеющей стали твердыми припоями лучший шов дает швейцарский Castolin ECO BRAZ 38230F. Содержание серебра — до 30%. Цена может быть до 400 долларов за пачку. Но качество очень высокое даже для новичков и пайки в домашних условиях. Паять можно при температуре 670-750 градусов.
Кроме того, шов получается пластичным и вязким. Кроме нержавейки, им часто паяют детали велосипедных рам, декоративную облицовку раритетных авто. Лучше всех выдерживает вибрации. В качестве альтернативы можно использовать серебросодержащий L-A9.
Медь-цинк-никелевый припой П-81 стоит на порядок дешевле серебросодержащих марок. Паять нержавейку тяжело, требуется температура нагрева до 950 градусов. Шов очень жесткий, твердый, обладает повышенной коррозионной стойкостью.
В качестве флюса используют универсальный ПВ-209. Можно паять смесью буры и борной кислоты, но качество чуть хуже.



Наиболее безопасные материалы для пайки нержавеющей стали
Из безопасных материалов для низкотемпературной пайки посуды из нержавейки можно рекомендовать припои ПОС-1 или ПОСу95-5. Несмотря на то, что висмут — тяжелый металл и обладает определенной токсичностью, в целом шов получается достаточно безопасным для кипячения питьевой воды или приготовления еды в посуде из нержавеющей стали.
Из твердых припоев можно использовать серебросодержащие материалы при условии, что содержание меди не превышает 10%.
Категорически нельзя паять пищевую нержавейку припоями с сурьмой и свинцом, независимо от их процентного содержания в паяльном материале.
Пайка с помощью газовой горелки
Пайка трубок
Самый простой вариант — паять две трубки. Это может быть соединение двух деталей трубопровода из нержавейки или сборка пайкой дополнительного патрубка к основному корпусу цилиндрической формы.
В любом случае паять нужно не в стык, с осадкой одной детали внутрь другой. Поэтому трубки обычно разного диаметра, одна запрессовывается внутрь другой хотя бы на 10 мм.
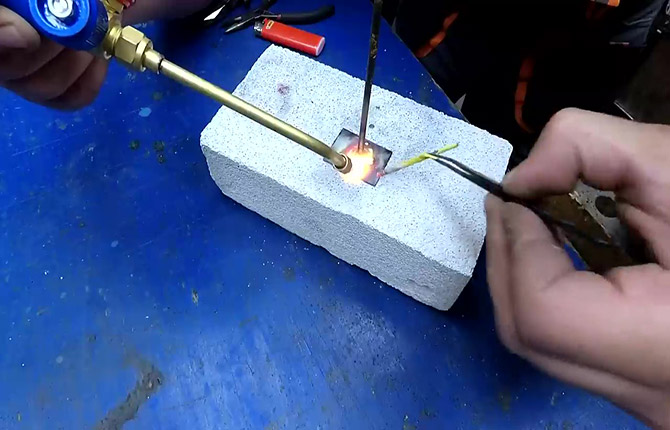
Пайка листов
Пайка двух листов из нержавейки выполняется по той же схеме, обязательно с предварительным обжигом и зачисткой кромок. Далее листы укладываются нахлестом и нагреваются газовой горелкой до появления побежалости. Теперь можно обработать кромку флюсом, прогреть и прутком флюса растянуть расплав по всей длине стыка.
Качественный припой и флюс затекают глубоко внутрь нахлеста.
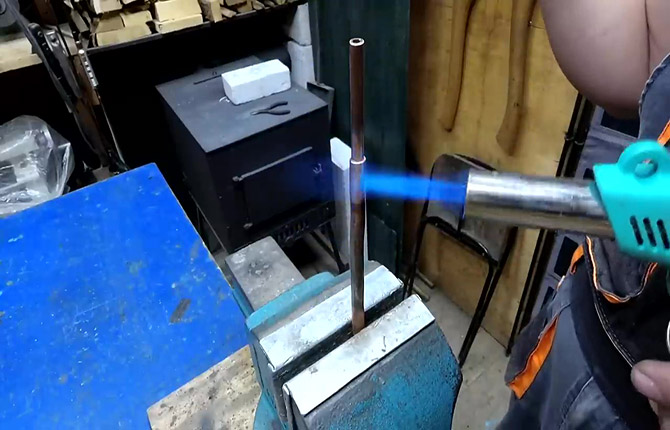
Пайка стержня
Чуть сложнее паять стержень из нержавейки перпендикулярно к листу металла. В первую очередь нужно зачистить обе детали по сопрягаемым поверхностям.
Далее стержень устанавливают вертикально на лист, сразу же обрабатывают небольшим количеством флюса, после чего обе детали нагревают горелкой до высокой температуры. Расплав должен зайти в стык под стержень, но припой более вязкий и может туда не попасть.
После зачистки детали из нержавейки собирают и нагревают пламенем газовой горелки. Как только на поверхности появятся пятна, место шва обрабатывают флюсом и продолжают нагрев еще несколько минут. Последний этап — стык обводят концом прутка припоя, не прекращая нагрев горелкой. Как только материал полностью заполнит шов, нагрев убирают.
После остывания образуется очень прочное паяное соединение латунью.

Прочность шва получается на уровне сварки.
Отличия высокотемпературной пайки от низкотемпературной
Паять нержавейку горелкой достаточно дорого, так как качественные припои на основе серебра стоят в несколько раз дороже, чем сварка углекислотным полуавтоматом или аргоном. Паять латунью или медно-никелевым П-81 в домашних условиях достаточно сложно, так как требуется специальная кислород-пропановая горелка и определенный опыт в обращении с ней.
Но у высокотемпературной пайки есть два важных преимущества:
Поэтому мастера в процессе ремонта техники часто предпочитают паять нержавейку, особенно тонколистовую, чем использовать сварку.
Низкотемпературная пайка не обеспечивает высокую прочность соединения. Но обычно прочности стыка, спаянного оловянным ПОС, достаточно для обеспечения герметичности и жесткости детали. Кроме того, паять оловом намного проще, не требуется специальных горелочных устройств и дорогостоящих припоев.
Самые распространенные ошибки
Чаще всего проблемы возникают из-за нарушения технологии паяного соединения. Причин довольно много, и самые распространенные — спешка в работе и попытка сэкономить на материалах.
Наиболее распространенной ошибкой можно считать попытку выполнить пайку на еще холодных заготовках. Инжекторная горелка греет быстро и эффективно, нагреть спаиваемый стык можно за несколько минут.
Но если работы проводятся в неотапливаемом помещении при низких температурах, то заготовка, например лист нержавеющей стали, остывает очень быстро. Поэтому паять нужно с помощником либо дополнительно подогревать заготовку паяльной лампой или электроплиткой.

Попытки использовать материалы неизвестного состава и качества
Серебросодержащие припойные сплавы стоят очень дорого — от 30 тыс. руб. и выше. Но иногда просто нет альтернативы, если требуется высокое качество паяного шва.
Качественно запаять латунью с бурой или старыми припоями неизвестного состава могут лишь мастера с большим опытом работ. Кроме того, потребуется исправная кислородная горелка. Если уже есть необходимость сделать паяное соединение латунью, то желательно хотя бы арендовать микрогорелку на пару дней, а вместо буры использовать ПВ-209.
Неправильный выбор припоя
Перед пайкой определенным припоем нужно обязательно убедиться (прочитать инструкцию на пачке), что данный материал по своим особенностям однозначно подходит для нержавейки. Многие не знают, например, что медно-фосфорные не подходят для нержавеющей стали.
Часто допускают ошибку, когда серебряным припоем соединяют детали, подверженные большой статической нагрузке и вибрациям одновременно. Серебросодержащие сплавы очень мягкие и пластичные, поэтому стык со временем под нагрузкой тянется вплоть до разрушения.
В такой ситуации рекомендуется выполнять двойную пропайку. Первоначально серебром, затем сразу же медно-никель-цинковым припоем. Двойная пайка сложнее, но если освоить ее, то можно паять нержавейку толщиной в 0,1 мм с прочностью, не уступающей сварному соединению. При этом герметичность стыка будет на порядок выше.
Многие проблемы от плохого очищения поверхности. Зачищать нужно очень долго и качественно, возможно, предварительно обжечь. На нержавеющей стали окислы и поверхностные карбиды держатся очень прочно, поэтому металл чистят абразивом и металлическими щетками до блеска (не полировать).
Выбрать, чем паять нержавейку, не так уж и сложно, на рынке существует довольно много всевозможных припоев на основе серебра и латуни. Выбор большой, но прочность соединения на 90% зависит от качества материалов. Поэтому экономить не стоит.
Расскажите о своем опыте пайки. На какие особенности процесса нужно обратить особое внимание? Также сохраняйте статью в закладки и делитесь ею в соцсетях.
Горелка RTM-1S660
В комплекте шланг
Шланг с рукоятью и латунным регулятором для более простого процесса эксплуатации
Сопло проворачивается на 360 градусов. (Система «Switch 3600»)
Пламя имеет форму вихря
Максимальная температура нагрева 1400о С
Подходит для работы, как с пропаном так и с MAPP газом

Подбор оборудования производится в тестовом режиме!!! ВНИМАНИЕ! замену следует подбирать с учётом характеристик и режимов работы оборудования в которое встраивается компрессор.
Подбор параметров по модели:
сортировка ↑ ↓
Товар Наличие Цена, р
Тип товара категории сварочное оборудование Горелки
Тип горелки Горелки для MAPP газа

Чужое фото из интернета.
Сплав меди и цинка называется «латунью». Он может содержать и другие элементы, например, кремний, никель, марганец. Наличие в составе цинка, это обязательное условие для того, чтобы сплав назывался латунью, хотя мы здесь, учитывая вопросы технологии, будем рассматривать и чистую медь, и другие медные сплавы. Латунь плавится при температуре больше девятисот градусов, в расплавленном состоянии, особенно в присутствии флюсов, смачивает многие металлы. Наличие цинка сильно улучшает смачивание расплавленной латунью железа. Цинка в ней обычно меньше сорока процентов. При большем содержании цинка температура плавления снижается мало, но сплав становится серебристого цвета и хрупким, что делает его непригодным для изготовления деталей и малопригодным для применения в качестве припоя.
Паять латунные детали, ввиду их относительной легкоплавкости, можно «мягкими» оловянно-свинцовыми припоями, более тугоплавкими «твёрдыми» серебреными припоями а также, припоями, содержащими фосфор. Твёрдые припои хорошо смачивают обычную латунь при применении в качестве флюса буры, но их растекание резко возрастает при использовании в качестве флюса борфтористого калия.
Для пайки мягкими припоями латуни и других медных сплавов пригодны обычные флюсы, но от хлорсодержащих лучше вообще отказываться в пользу фосфорной кислоты, которая не дымит, не даёт едких паров и слабо коррозирует сами детали.
Радио и электротехничекие пайки, если нет возможности гарантировано удалить флюс, следует паять исключительно с канифолью. Для пайки латуни паяльником или кислород-водородной горелкой сильно загрязнённых деталей (например, автомобильных радиаторов) можно применять едкий натр или калий, но этот флюс опасен для глаз, непригоден при наличии в пламени горелки углекислого газа, так как превращается в соду и требует тщательной отмывки деталей после пайки. Для радиодеталей он непригоден! Нужно учитывать и следующий факт. Мягкие припои системы олово-свинец хорошо паяют медь и латуни, но по границе металла с припоем может образоваться прослойка соединения меди с оловом, которая снижает прочность и химическую стойкость спая и, при электротехнической пайке, даёт крайне нежелательные эффекты. Большие импульсные токи, например, при зарядке-разрядке конденсаторов, разрушают спай и контакт нарушается. Этот эффект автор наблюдал и в компьютерных бесперебойниках, блоках питания компьютеров, в системах питания импульсных ламп малой мощности. Эффект мною был замечен при пайке меди припоем ПОС-61, но его следует учитывать и в других случаях. Для борьбы с ним в мягкие припои рекомендуют добавлять серебро и кадмий, которые замедляют или блокируют образование этого вредного слоя. Можно использовать припои с меньшим содержанием олова (тот же «третник», две части свинца и одна часть олова), но он более тугоплавкий. Паять следует быстро.
Пайка твёрдыми припоями даёт более прочное, надёжное и относительно термостойкое соединение.
Твёрдые припои для латуни и меди могут представлять собой более легкоплавкий вариант латуни. Тогда её пайка становится похожей на сварку.
Таким способом, с помощью горелки можно наращивать изношенные медные или латунные детали. Как флюс применяется та же бура, но в неё выгодно добавлять процентов десять пентабората калия. Это слегка снижает температуру плавления флюса, делает его чуть более жидким и сильно уменьшает видимое свечение факела горелки, так как калий «выедает» натриевый дублет, а сам светит уже на границе с ИК излучением, где чувствительность глаза невелика.
Здесь надо опять упомянуть необходимость стеклянных очков при пайке, так как они защищают глаза работающего от возможных брызг металла и от перегрева, вызывающего «катаракту стеклодува». Также пламя даёт и ультрафиолет, который для глаз вреден.
«Твёрдый» спай может работать при повышенной температуре, но в этом случае его нужно паять не фосфорсодержащим, а серебрянным припоем с цинком. Цинк даёт плотный и тугоплавкий окисел, который замедляет проникновение кислорода к металлу, который, кстати, хорошо проходит сквозь нагретое серебро. Сплавы меди, содержащие алюминий, паять труднее, так как обычные флюсы окись алюминия растворяют плохо. Возможна добавка в них флюсов для пайки алюминия, фторидов. Рецепты флюсов для труднопаяемых медных сплавов можно найти в литературе.
Отдельно упомянем припои, содержащие кадмий. Этот металл снижает температуру плавления оловянно-свинцоых, серебренных и медных припоев, но он ядовит, легко испаряется и при пайке возможно образование его окислов коричневого цвета. Дым от такой пайки крайне опасен для лёгких, поэтому таких припоев следует избегать, либо работать под надёжной вытяжкой.
Вот, пожалуй, и всё, что касается пайки медных сплавов и латуней.
Но латуни и сами могут использоваться как твёрдый припой для чистой меди и сталей, сплавов железа и никеля.
Обычно для пайки железа достаточно иметь сплав меди типа «золота алхимиков», состоящий из двух частей меди и одной части цинка.
Его можно получить прямым сплавлением компонентов подходящей горелкой в выемке кирпича, добавляя к горячей меди цинк и буру, но при этом цинк часто вскипает и горит, поэтому, опять же, необходима вытяжка либо работать следует на открытом воздухе, обязательно в очках.
Пары окиси цинка также не являются полезными для органов дыхания и самого человека. Добавка в этот припой одного-двух процентов никеля (аноды радиоламп из него делали, он магнитный) делает цвет такой латуни слегка зеленоватым и повышает прочность спая.
Вредными в припое следует признать примеси свинца, висмута и других нерастворимых в твёрдой меди легкоплавких металлов, которые собираются на границах зёрен и делают металл хрупким при повышенной температуре (красноломкость).
Поэтому медь для приготовления латунного припоя следует тщательно отбирать, лучше всего применять медную электротехническую проволоку без остатков мягких припоев. Это же касается и цинка. Также при пайке железа следует признать вредным примесь кремния, которая упрочняет сам припой, но охрупчивает границу его с железом за счёт образования силицида железа.
В сплавленную жидкую латунь нужно погрузить железную проволоку толщиной миллиметра четыре и постепенно оттягивая жидкий металл, подогревая сам слиток, вытянуть палочку припоя, которой затем можно пользоваться для пайки.
В качестве припоя можно использовать и случайные куски латуни, ненужные латунные детали, стружку. Поскольку у нас нет заводской лаборатории для анализа их состава, то нужно проверить наличие кадмия по цвету осадка от дыма и проверить совместимость такого припоя с железом.
Для этого спаивают два гвоздя, смотрят, как их смачивает припой, а после остывания слегка проковывают, чтобы проверить хрупкость самого спая и припоя.
Если в припое содержится много фосфора, то он плохо растекается по железу и даёт крайне непрочное соединение. Однако, им можно паять чистый никель, который сам образует твёрдый раствор с фосфором, медно-никелевые сплавы и медь. Понятно, что судьёй и контролёром тут тоже может служить молоток.
Небольшая примесь фосфора, видимо, в доли процента, делает медь более легкоплавкой и способной хорошо смачивать железо. Но вредного действия на стык железа с припоем ещё не оказывает. Автор однажды имел возможность работать с медной ленточкой почти красного цвета, не очень твёрдой, не содержащей цинк, но, по цвету пламени, содержащей немного фосфора. Это был остаток от штамповки чего-то из ленты. Этот припой хорошо работал, не дымил, как латунь и давал прочные и пластичные спаи с железом. Недостаточная предусмотрительность автора привела к тому, что он унес этого припоя только с килограмм, игнорируя тот факт, что остаток в ближайшее время неминуемо унесут бомжи, что и произошло на самом деле.
Поэтому, нужно учитывать в перспективных припоях и металлы легированные небольшим количеством фосфора. Но при нагреве готового спая медно-фосфорные припои быстро окисляются, даже быстрее, чем чистая медь. Поэтому наличие цинка важно для пайки тех же термопар, горелок паяльных ламп.
Термопары можно делать из нихромовой и константановой проволоки. Такие проволоки работают длительное время до шестисот градусов, если их спаять латунью. Будущий спай надо тщательно зачистить, обмотать тонким «плиточным нихромом», обмазать большим количеством мокрой буры и после смачивания латунью, сильно прогреть, чтобы часть нихрома могла раствориться, легируя латунь никелем и хромом. Такой спай обгорает медленно.
В целом, нужно считать твёрдую пайку латунью или серебром крайне удобным методом соединения железных деталей. Этот метод позволяет резко упростить изготовление различных изделий, от ключа для замка, до деталей вакуумной установки или телескопа. Напаивать токарные резцы. Однако, температуры паяльной лампы для плавления латуни недостаточно и нужно применять либо электролизёр либо пропан с кислородом.
Оба эти варианта, при наличии подходящих горелок малой мощности, пригодны и для ремонта медных радиаторов автомобилей. Понятно, что перегрев припоя оловянно-свинцового припоя таким пламенем нежелателен, приходиться добавлять в гремучий газ пары бензина, и «растушёвывать» зону нагрева. Испарение свинца опасно для работающего и нужно паять на открытом воздухе или под тягой.
Для пайки железа латунью с бурой чистое водородно-кислородное пламя слишком окислительное и горячее. Гремучий газ нужно обогащать парами бензина, либо добавлять тот же пропан. Горелка должна иметь достаточную мощность для быстрого нагрева деталей, что резко уменьшает их окисление.
Флюсы для пайки.
В различных книгах приведено большое количество рецептов паяльных флюсов. Однако для большинства работ достаточно всего несколько рецептов.
Канифоль. Хорошо флюсует до 200 градусов медь и медные сплавы. Не коррозионно-активна, но лучше её ударять с готового спая. Растворяется спиртом, но не бензином.
Ортофосфорная кислота. Не образует, в отличие от соляной, легкорастворимых солей с железом и медью. Коррозионная активность низкая, но при пайке радиодеталей и облуживании плат проникает в зазоры, откуда её удалить очень трудно, пропитывает даже стеклотекстолит. Для радиомонтажа непригодна. Не сильно дымит в пламени горелки, пары не коррозируют и она очень подходит для пайки оловянно-свинцовыми припоями автомобильных радиаторов. При многократном флюсовании убирает даже грязь из зазоров. Если не допускать перегревов, позволяет паять оловянно-свинцовыми припоями нержавеющую сталь. Паяльником можно работать по железу. После работы надо смывать водой. Слегка пассивирует железо.
Флюсы на основе хлористого цинка и хлористого аммония. Более активны, чем фосфорная кислота, сильно испаряются и дымят при нагреве. От их паров ржавеет железо. После пайки нужно тщательно удалять промывкой в воде. Для ответственных деталей желательно спаи пассивировать слабым раствором фосфорной кислоты либо содовым раствором с добавкой какого-либо бихромата.
Расплавленные щёлочи типа едкого натра, калия, их сплавы пригодны для лужения железа, нержавейки и меди паяльником. Позволяют работать водородным и водородно-кислородным пламенем. Добавка в пламя углеводородов дезактивирует флюс, хотя листы можно нагревать с обратной стороны. При пайке радиаторов позволяет хорошо пролудить даже корродированные бачки, сильно загрязнённые органикой. Отмывать следует водой. Флюс сильно разрушает кожу рук. После отмывки флюса можно паять лужённые поверхности с фосфорной кислотой. Пары и брызги вредны для глаз, кожи, лёгких, для рук. Сильной коррозии железа не вызывают.
Бура. Применяется для обычных паек железа латунью или серебрянными припоями, для пайки меди и латуни медно-фосфорными припоями или серебром. Расплав вязкий, хромсодержащие стали и сплавы флюсует только после хорошей зачистки и быстрого нагрева. Добавка борфтористых и фтористых солей повышает активность, но при этом выделяются и более вредные для здоровья человека пары. Пайка твёрдосплавных пластин возможна при быстром нагреве. Особенно плохо флюсует хороший сплав Т15К6, для которого рекомендуют флюс Ф-100. Свойства буры несколько улучшаются добавкой десяти-двадцати процентов пентабората калия, который можно получить, сливая горячий насыщенный раствор 30-ти граммов борной кислоты и десятипроцентный раствор 5,6 или шести граммов едкого калия. (Едкие щёлочи часто содержат избыток воды, что затрудняет дозировку.) Пентаборат при охлаждении раствора выпадает в осадок. (Едкий калий растворять можно только в холодной воде! Работать в очках!)
Бура не корродирует железо и её часто не удаляют после пайки. От влаги она постепенно вспучивается и превращается в противный белый порошок. Удалить буру со спая можно лёгкой проковкой молотком. Лучше действует пятипроцентный раствор серной или фосфорной кислоты. Чтобы он не растворял железо, в травильный раствор можно добавлять муку, «сухой спирт», формалин, хлебные корки, даже пиво! После стравливания буры и окислов, детали нужно промыть в воде щёткой и пассивировать в щелочном растворе бихромата, промыть в воде и высушить гигроскопичной бумагой или чистой х-б тряпкой. Для здоровья человека бура, как и борная кислота, вредны и опасны. Ими травят тараканов. С большими количествами растворов буры работать надо в перчатках. Нужно избегать их попадания в организм, хранить в отдельной таре и не с пищевыми продуктами.
Борфтористый калий KBF4. Относительно легкоплавкая и трудно растворимая в воде соль. Расплав чистого борфторида быстро растекается по меди и латуни, обеспечивает отличное растекание серебренных припоев. Его можно применять самостоятельно, либо добавлять в буру. При нагреве выделяет вредный для здоровья трехфотристый бор, поэтому работать нужно под тягой. Остатки флюса легко смываются водой.
Ю. Н. Бондаренко.
The store will not work correctly in the case when cookies are disabled.
Розничная цена с НДС:
26 925 р.
Нашли цену ниже? Предложим дешевле!
Быстрый заказ или звонок?
Введите корректный номер телефона
ABITIG GRIP — комплексное решение по TIG горелкам. Эта серия ABITIG® горелок выгодно отличается оптимальной эргономикой, а также своей поспедовательной модульной конструкцией.
Различной мощности горелки с воздушным и жидкостным охлаждением комбинируются со стандартной эргономичной рукояткой, в которую интегрирсаны различные функции включения и регулирования. Кроме того, все запасные части соответствуют мировому стандарту.
Ключевые особенности
Матюшина А. М. ООО «ЛСР. Строительство-СЗ» Посмотреть реальные отзывы клиентов
Несколько фактов почему Горелка Abicor Binzel ABITIG GRIP 20 4 м — жидкостное охлаждение лучше купить в Тиберис
Горелка Abicor Binzel ABITIG GRIP 20 4 м — жидкостное охлаждение относится к категориям каталога
Продавец оставляет за собой право передать товар с несущественными отклонениями от описания, данного на сайте. Уточняйте информацию у менеджера.
Спайка между собой отдельных деталей, сделанных из нержавеющей стали – достаточно трудоемкая и сложная процедура. Для получения качественного соединительного шва важно правильно выбрать припой, рабочий режим используемого оборудования и соблюдать установленные требования к пайке нержавеющих сталей.

Отремонтировать предметы из нержавеющей стали, например, предметы кухонной посуды, вполне реально самостоятельно в бытовых условиях. Паять нержавейку допускается обыкновенным небольшим паяльником с применением припоя на основе олова.
Пайка нержавейки — это процедура наплавления на участок соединения двух металлических деталей специальной присадки, в качестве которой часто применяют компоненты на оловянной основе. Расходный материал не содержит вредные компоненты для человеческого здоровья, поэтому подходит даже для ремонта кухонной посуды.
Ключевая особенность пайки нержавейки оловом в бытовых условиях – необходимость тщательной обработки спаиваемых поверхностей металла. В процессе спайки, чтобы исключить нагрузки на соединительный участок, опытные мастера используют специальные приемы. Например, для упрочнения соединений наклепанной стали предварительно осуществляют отжиг поверхностей газовой горелкой.

Используемое оборудование
Чтобы сделать качественный ремонт металлического изделия предварительно надо изучить методику спайки, подготовить оборудование и расходники.
Для пайки нержавеющей стали в бытовых условиях понадобятся следующие инструменты и расходники:
При спайке массивных металлических деталей для их первоначального нагревания потребуется паяльник большей мощности. А для более качественной очистки поверхностей соединяемых элементов рекомендуется использовать ортофосфорную кислоту.
Опытные мастера рекомендуют следующие режимы спайки нержавеющей стали с использованием оловянного припоя:
Для контроля температуры пламени рекомендуется использовать специальный прибор – пирометр.
Флюс для пайки нержавейки и его приготовление
На этапе сваривания деталей можно повредить сплавы металлов, обладающие коррозионной устойчивостью. Поэтому перед тем, как соединить отдельные элементы нержавейки, нужно правильно подобрать флюс. Такие составы необязательно приобретать на строительном рынке, их можно самостоятельно изготовить в быту.
Инструкция, как приготовить флюс в домашних условиях:
Приготовленный раствор наносят на участок спаивания металла. Когда он высохнет, адгезия стальных поверхностей существенно повысится.
Флюс для пайки, изготовленный на дому, по своим эксплуатационным показателям не уступает заводским составам. А для улучшения схватывания состава поверхности соединяемых металлических деталей рекомендуется предварительно обработать надфилем либо наждачной бумагой.

Припой для пайки нержавейки бывает двух типов:
Для самостоятельного спаивания деталей из нержавейки на дому рекомендуется приобретать припои твердой структуры, позволяющие получать крепкие качественные соединения. Их производят из металлов, отличающихся от олова (свинца) высокой температурой плавления. После затвердевания припоя получается твердый и прочный сварной шов, способный выдерживать высокие механические нагрузки.
Самым популярным на рынке является универсальный припой HTS-528, применяемый для соединения чугунных деталей, изделий из нержавейки и цветных металлов. Припой выпускают в форме прута с флюсовым покрытием красного цвета.
Пищевые припои
Технология спайки с использованием пищевых припоев аналогична спаиванию металлов прочими присадками. Единственное требование – запрещено применение металлических сплавов со свинцам, например, оловянно-свинцовых материалов (ПОС). Свинец относится к токсичным химическим элементам.
При использовании ортофосфорной кислоты паяльный процесс затягивать не рекомендуется, так как через 10-15 секунд на поверхности свариваемых элементов образуется фосфатная пленка, препятствующая процедуре пайки. В итоге чтобы запаять металл придется зачищать его поверхность заново. Поэтому флюс рекомендуется наносить непосредственно перед запайкой изделий.
Полезная статья: Какими электродами варить нержавейку
При самостоятельном выполнении пайки нержавейки в домашних условиях с применением газовой горелки важно соблюдать установленные требования безопасности.
Перед началом спайки газовой горелкой поверхности металлических деталей тщательно зачищают и обезжиривают. Далее свариваемый участок прогревают, пока металл не покраснеет. При этом постоянно нужно контролировать цвет пламени горелки. Светло-синий оттенок говорит об опасных излишках кислорода.
После прогревания элементов из нержавейки к линии их спайки подносят прут твердого припоя. Важно чтобы пламя горелки с этим участком напрямую не контактировало. Продолжают прогревать металл, пока из стыковочного шва не начнет выходить расплавленный припой. После завершения пайки по всей линии соединения изделие охлаждают и визуально проверяют наличие дефектов.
Полезная статья: Холодная сварка что это
Преимущества
Спайка изделий из нержавеющей стали с применением твердых припоев считается самой качественной и долговечной, если сравнивать с другими вариантами. Такую технологию применяют в промышленной сфере для соединения деталей, которые эксплуатируются в тяжелых условиях с повышенными механическими нагрузками и при высоких температурах.
Основные преимущества технологии:
Процедура спайки деталей из нержавейки не требует особых подготовительных мероприятий. Соединение элементов осуществляется достаточно быстро. В отличие от сварочных работ при пайке рабочая температура значительно ниже, поэтому риски деформации обрабатываемого металла сводятся к нулю. Эту технологию используют в станкостроении для ремонта деталей. Ее легче освоить, чем сварку, поэтому к ней прибегают чаще домашние мастера.
Недостатки
Спайка изделий из нержавеющей стали оловом кроме преимуществ имеет ряд недостатков:
Стоит отметить, что высокая текучесть олова не позволяет сделать качественный вертикальный шов при спайке в бытовых условиях. С такой задачей сможет справиться только опытный спайщик.
При низкотемпературной пайке нержавеющей стали участок соединения нагревают электрическим источником, при высокотемпературной процедуре – газовой горелкой. Отличается и температура плавления используемых припоев, что впоследствии отражается на качестве соединения, условиях эксплуатации спаянного изделия.
После низкотемпературной спайки деталь выдерживает значительно меньшую эксплуатационную температуру, чем после высокотемпературной. Но высокий температурный режим при запаивании конструкции способен повлиять на изменение структуры металлического сплава, температура плавления которого близка температуре пайки.
Также стоит отметить, при использовании этих двух режимов предметы из нержавеющей стали спаивают оборудованием разной мощности.
Высокотемпературная пайка нержавейки
Полезная статья: Форсаж Дуги
Почему пайка может не получиться
Качественная спайка металлических деталей может не получиться из-за ошибок мастера. Обязательно на этапе запаивания конструкции надо периодически очищать наконечник используемого паяльного устройства. Не рекомендуется использовать в присадки канифоль либо другие составы с повышенным содержанием свинца.
Из часто допускаемых ошибок во время спайки деталей выделяют следующие:
Ознакомившись предварительно с перечисленными ошибками и рекомендациями специалистов вполне можно качественно спаять изделия из нержавейки в бытовых условиях своими руками.
Полезная статья: Как заварить глушитель
Контроль качества шва
Есть несколько вариантов, как проверить качество спайки изделий из нержавейки:
На дому часто используют визуальный способ. Опытные мастера рекомендуют дать соединению полностью остыть, затем попробовать поковырять отверткой либо шилом. Если шов качественный, на его поверхности останется небольшая царапина. В случае некачественной спайки изделия припой отслоится, соответственно процедуру придется повторить.

Полезная статья: РДС сварка что это такое
Техника безопасности
При самостоятельной пайке изделий из нержавейки на дому обязательно нужно соблюдать следующие правила безопасности:
Для соединения металлических изделий без сварки в бытовых условиях рекомендуется использовать маломощные паяльные устройства – от 60 до 100 Вт, лучше паяльник на 100 Вт.
Соединение металлических труб рекомендуется выполнять с помощью газовой горелки. Электрическим паяльником достаточно сложно припаять друг к другу громоздкие элементы конструкции, даже при использовании оборудования с не обгорающим наконечником.
Если у Вас возникли вопросы по сварке, пайке и контролю, то задайте их нашим экспертам в комментариях под статьей.



