

- Что делать, если клемма начала разрушаться или окислена
- Если клемма обломалась до самого основания
- Восстанавливаем свинцовые клеммы автомобильных акб
- Клеммы маломощных акб от мотоциклов и ибп
- Олово
- Пайка нержавеющей стали
- Подготовка свинца к литью
- Примеры применения
- Припой
- Профилактика
- Сплавы для изготовления термостабильных сопротивлений
Что делать, если клемма начала разрушаться или окислена
При незначительных повреждениях в виде мелких раковин, следов искрения, появления солей или кристаллов сульфатации необходимо зачистить поверхности полюсного вывода. Восстановление выполнить лучше всего полоской наждачной бумаги, которую оборачивают вокруг неё, и зачистить поверхность от изъянов.
Диаметр полюсов нельзя уменьшать более чем на 1 мм, чтобы перемычки, что на проводах, смогли плотно обхватывать их. Если снятие такого слоя свинца не позволяет убрать большинство раковин, то далее можно уменьшить диаметр еще на 2–3 мм, но при этом, возможно, придётся доработать зажим. Либо приобрести другой, с более широкой прорезью.
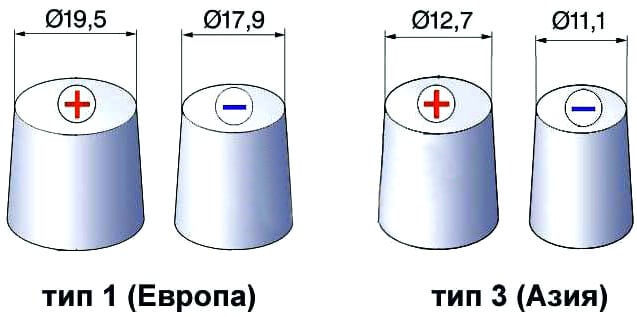
Зажим, как правило, представляет собой хомут в виде кольца с прорезью, через которую проходит стягивающий болт с гайкой. Зажим рассчитан на стандартные выводы полюсов, диаметром 19, 5 мм у “ ” и 17,9 мм у “-“. Если прорезь узкая, то такой хомут не сможет зажать клемму, меньшую в диаметре на 2–3 мм. Нужно будет увеличить прорезь, срезав или сточив часть металла с зажима.
Но есть и другой вариант. Для увеличения диаметра на вывод можно напаять оловянно-свинцовый припой ПОС 30. Цифра 30 указывает процент содержания олова в припое. Оставшийся процент припоя приходится на свинец. Температура плавления такого припоя 256 °C.
Напаивание полюса припоем можно использовать при частичном выпадении крупных фрагментов, заполняя пустоты припоем.
При небольших повреждениях можно использовать электропроводящую смазку, которая улучшит контакт между зажимом и полюсом и снизит сопротивление контакта. При этом смазка будет препятствовать новому окислению перемычек и зажимов.
Если клемма обломалась до самого основания
В этом случае необходимо напаять новый вывод полюса. Как напаять клемму? Ремонт её можно выполнить двумя способами: напаять с применением паяльника или наплавить, залив в подготовленную форму жидкий, расплавленный свинец.
Для пайки можно использовать 100- или 150-ваттный электрический паяльник. Дополнительно понадобится паяльный жир или канифоль.
Можно ли варить клемму сварочным аппаратом? Это вполне возможно. Для пайки сварочным аппаратом следует приготовить угольный электрод диаметром 5–10 мм. Для этого вполне подойдёт угольный стержень из большой круглой батарейки типа 343, например, на 1,5 В.
Саму варку следует выполнять на малых токах, достаточных для плавления свинца или припоя. Чем меньше ток, тем меньше вероятность перегрева электролита и пластиковой крышки батареи. Нужно позаботиться о надёжном контакте формы с минусом сварочного аппарата.
В любом случае понадобится форма клеммы из металлической стальной жести или иного материала, способного выдержать температуру расплавленного свинца 327 °С. Форму следует сделать чуть большего диаметра стандартного полюса, на 2–3 мм, поскольку её обязательно придётся доработать, обтачивая поверхность нового вывода.

Паять можно чистым свинцом, но клемма получится хрупкой и может снова отпасть. Лучше это делать припоем ПОС 30. За счёт присутствия олова такой полюс будет иметь большую механическую прочность.
Для придания дополнительной жёсткости выводу, чтобы вывод не отваливался, можно использовать пару стальных шурупов. Их вворачивают в оставшийся обломок, на глубину не более 10 мм, чтобы избежать сквозного проникновения в батарею. Иначе кислота быстро разъест сталь. Шляпки шурупов удаляют.
Перед началом пайки следует зачистить поверхность оставшегося обломка металлической щёткой, установленной на дрель, или вручную.
Паяльник перед началом пайки должен быть хорошо прогрет и уверенно обеспечивать температуру плавления свинца или припоя. При слабом паяльнике можно применить припой с большим содержанием олова, температура плавления которого ниже, например, ПОС 40, 50 или 60.
Во время пайки необходимо не допускать перегрева и вскипания электролита. В качестве превентивной меры можно форму обложить раствором гипса или алебастра.

Напайка начинается с установки формы на место полюса. Далее, угольным электродом или жалом паяльника прогревается обломок до оплавления его верхней части. При этом добавляется паяльный жир или канифоль для лучшего соединения новой порции припоя с основанием клеммы.
Когда форма будет заполнена полностью, пайку прекращают. Новой клемме надо дать остыть и отвердеть. В завершение её обрабатывают режущим инструментом для придания правильной формы и шлифуют. Подрезать свинец можно ножом, стамеской, стачивать напильником.
При наплавке операции всё те же, что и при напаивании. Но только в форму не подкладываются отдельные кусочки, а заливается сразу весь необходимый объём заранее расплавленного металла. В этом случае очень высока вероятность вскипания электролита. Чтобы не допустить этого, стоит перед заливкой формы уложить вокруг неё гипсовый раствор с большим содержанием воды.
Вместо сварочного аппарата, можно использовать сам аккумулятор. Для этого угольный электрод присоединяется к другому полюсу АКБ проводом небольшого сечения 3–4 мм для ограничения силы тока. Сварка выполняется так же, как и сварочным аппаратом. Только не требуется подключать “минус”, как при сварке.
Надо отметить, что этот способ может губительно сказаться на самой АКБ. Ток сварки ограничен лишь сопротивлением провода и графитового стержня и может достигать 100 ампер. Перед такой процедурой аккумулятор следует полностью зарядить. А сварку производить в несколько этапов, позволяя батарее восстановиться.
Очень важно проводить восстановление на остывшем, а ещё лучше — охлаждённом аккумуляторе. Вскипание электролита может привести к разрыву батареи.
Восстанавливаем свинцовые клеммы автомобильных акб
Самые распространённые автомобильные аккумуляторные батареи — свинцово-кислотные. Называются они так, потому что в гальванических парах используется свинец. Батареи из пластин соединены между собой свинцовыми перемычками, а у крайних перемычек имеются наружные выводы полюсов — так называемые клеммы.
Они служат для подключения электрооборудования автомобиля. Главное назначение АКБ — запуск двигателя. Величина пусковых токов в несколько сотен ампер, особенно если происходит запуск холодного двигателя, в неблагоприятных условиях. Поэтому на всех аккумуляторах указан пусковой ток при окружающей температуре -18 °C, который он должен обеспечить.
При таких токах вполне возможно повреждение клеммы, если не обеспечен надёжный контакт с зажимом по всей поверхности. В местах слабого контакта возможно искрение, местный перегрев металла и оплавление полюса или появление раковин. Для сравнения: ток электросварки от 60 до 240 ампер при напряжении во время горения дуги от 30 до 18 вольт.

Неудивительно, что металлические зажимы, обеспечивающие присоединение провода к выводу АКБ, буквально привариваются к ним. Неопытные водители, пытаясь снять контактный зажим, расшатывают его вместе с клеммой или пытаются повернуть зажим вокруг неё и обламывают вывод аккумулятора.
Мягкий свинец не способен противостоять изгибам и кручению. Кроме того, при расшатывании она отслаивается от пластмассового корпуса батареи, сквозь который проходит. В образовавшиеся микротрещины проникают пары серной кислоты, которые усиливают коррозию зажимов.
Восстановление клеммы аккумулятора можно выполнить самостоятельно. В зависимости от степени повреждений выбирают один из нескольких способов.
Клеммы маломощных акб от мотоциклов и ибп
Если клемма отвалилась у мотоциклетного аккумулятора или импульсного блока питания, ее восстанавливают точно так же. Но сами клеммы могут быть разной конфигурации. Поэтому после изготовления её следует доработать для присоединения проводов. Например, у некоторых моделей необходимо сделать отверстие под винт.
Следует учитывать, что ёмкость таких батарей намного меньше автомобильных. Поэтому риск вскипания электролита гораздо выше. Нужно обеспечить качественное охлаждение батареи во время наплавления. Использовать ток разряда самого аккумулятора в этом случае не стоит. Его ёмкости может не хватить, а глубокий разряд приведёт к необратимому разрушению пластин батареи.

Олово
Sn — Олово.
Основной компонент мягких припоев. Олово — относительно легкоплавкий металл, что позволяет использовать его для соединения проводников. В чистом виде не используется (см. факты). Из-за дороговизны олова (а также других причин, см. ниже), его в припоях разбавляют свинцом. Припой из 61% олова и 39% свинца образует
, такой смесью, ПОС-61 (Припой Оловянно-Свинцовый — 61% олова) паяют радиодетали на платах, провода. В менее ответственных узлах (шасси, теплоотводы, экраны и т.п.) олово в припоях разбавляют сильнее, до 30% олова, 70% свинца.
Электронные устройства долгое время паяли оловянно-свинцовыми припоями. Затем набежали экологи и заявили, что свинец — металл тяжелый, токсичный, и проблемы бы не было, если бы все эти ваши айфоны, компьютеры и прочие гаджеты не оказывались на свалке, откуда свинец попадает в окружающую среду.
Поэтому придумали серию бессвинцовых припоев, когда олово разбавлено висмутом, или вовсе используется в чистом виде, стабилизированное добавками, например, серебра. Но эти припои дороже, хуже по характеристикам, более тугоплавкие. Поэтому оловянно-свинцовые припои надолго останутся в ответственных изделиях военного, космического, медицинского применения.
Кроме того, бессвинцовые припои склонны к образованию «усов». Оловянные усы — длинные тонкие кристаллы, вырастающие из оловянного припоя — причина отказов и сбоев аппаратуры. К сожалению, присадки в припои не позволяют на 100% прекратить рост «усов», поэтому оловянно-свинцовые припои, как проверенные временем, используются в критичных системах — космос, медицина, военка, атомные применения. Подробнее про усы.
Пайка нержавеющей стали
Нержавеющая сталь — это сплав, в котором присутствует никель и хром, а также титан. Пайка нержавейки немного отличается от аналогичной работы с обычным или оцинкованным железом. В зависимости от количественного содержания того или иного металла в составе нержавейки, она будет иметь разные физические характеристики.
Так, лист с большим содержанием никеля при температуре 500 — 700 ˚С может выделять карбидные соединения. Подобные листы подвергают равномерному и быстрому нагреву, чтобы избежать разрушения структуры материала.
Рассмотрим необходимые компоненты:
- Припой. Его выбирают в зависимости от условий пайки. В условиях открытой местности или повышенной влажности отдают предпочтение припоям на основе серебряных сплавов с незначительным содержанием никеля. В сухих помещениях или доменных печах используют хромникелевые или серебряно-марганцевые припои. Для первичного лужения двух деталей используют обычный припой на основе олова и свинца.
- Флюс — бура в виде порошка или пасты.
- Мощная газовая горелка выдающая температуру свыше 800 ˚С. Пригодится паяльник с мощностью выше 100 Вт для первичного лужения.
Пошаговая технология пайки:
- Тщательно зачистить места соединения двух элементов из нержавейки.
- Закрепить оба листа и на место стыка нанести флюс из паяльной кислоты.
- Место стыка залудить тонким слоем припоя на основе олова. На этом этапе используют обычный паяльник. Следите за тем, чтобы припой не скатывался с листа. Если этого избежать не удалось, предварительно прогрейте листы и повторите лужение.
- Повторить лужение флюсом.
- Спаять оба листа, используя припой в зависимости от условий пайки. На этом шаге используйте газовую горелку.
Если припой скатывается с листа даже после предварительного прогревания, используйте металлическую щетку. Она помогает удалить оксидную пленку, которая может оставаться на залуженной поверхности после нанесения флюса.
Качество скрепления стальных изделий зависит от нескольких факторов:
- марки стали;
- пористости заготовок;
- уровня очищенности стыковочного шва.
В качестве припоя выбирают оловянные или латунные сплавы. Их используют в зависимости от поставленной задачи. Более простой способ — использование олова. С ним проще работать, однако, конечный шов не будет обладать высоким уровнем прочности.
Припои на основе латуни намного прочнее, но для работы с ними потребуется особое оборудование.
Рабочий процесс на подготовительном этапе практически не различается. В обоих случаях детали зачищают от грязи и ржавчины. Фиксируют при помощи струбцин или тисков. В качестве флюса используют обычную ортофосфорную кислоту. После этого наступает этап самой пайки.
Подготовка свинца к литью
Белаш 1966 28.11.2022 — 21:17
Графит, уголь для уменьшения испарения свинца, к очищению свинца ни какого отношения не имеют. Просто несколько раз переплавить свинец до застывания. Все, что легче свинца всплывет,после остывания металлической щеткой очистить поверхность. При повторном расплаве, ложкой соберите верхний слой свинца в отдельную тару, в нем собирается вся грязь, как расплавленная — цинк, кадмий так и механическая — песок, стружки металлов, окислы. Лучше иметь тару с клапаном на дне. Я использую солдатскую алюминиевую кружку с дыркой на дне закрытой 5-6 мм заточенным, стальным стержнем. Поднял стержень половину слил, опустил — заткнул отверстие. Остаток слил в утиль. Утиль не выбрасываю очищаю от механических примесей и лью рыболовные грузики. При пайке свинцовой муфты с алюминиевой оболочкой кабеля применяют Цинко-оловянный припой ЦОП. 20-30 грамм ЦОПа в расплаве со свинцом вспенивают до 1 кг свинца. При сильном нагреве расплава, почти начинает светиться, цинк отделяется от свинца и плавает на поверхности, цинк можно собрать ложкой.
Белаш 1966 30.11.2022 — 10:03
Мысль с опилками интересна, надо попробовать! Если текучесть улучшится, то применять олово не вижу смысла, оно дорогое. Олово незначительно придает твердость и легкость пуле, в основном улучшает текучесть. Много добавлять нельзя, более 8% может привести к лужению ствола при стрельбе калиберными пулями. Сурьма значительно увеличивает твердость и облегчает вес. Сурьма вредна, работайте в перчатках, быстрей испаряется чем свинец, если расплав длительное время жидкий, его состав меняется. Сурьму растворяю в свинце по весу примерно 1ч. сурьмы к 5ч свинца, разливаю по чушкам (20% сурьмы). В расплавленный чистый свинец добавляя чушки с сурьмой довожу до 4% сурьмы в расплаве (опять-же 1 к 5). На 2 кг расплава с сурьмой добавляю 1 пруток 8мм припоя ПОС-40 примерно 200 гр. для улучшения проливаемости лейки, олова в расплаве получается 4 %. Если тигель без клапана и Вы свинец черпаете ложкой для заливки в лейку, то в расплав капните свечкой. Стеарин, воск, парафин расплывается по поверхности и всю грязь сталкивает к стенкам тигеля, открывая чистое окно расплава. Как уже сказал работайте в перчатках, одежде закрывающей открытые части тела и в очках. Следите, чтобы в расплав не попала и капля воды, ОПАСНО! В расплавленный свинец добавляйте свинец осторожно, медленно опуская в расплав, чтобы испарилась влага из твердого свинца. Если свинец на внешний вид сухой, это не значит, что в нем нет влаги. При попадании влаги в расплав. происходит резкий выброс расплава, можно остаться без глаз и с глубокими ожогами на теле. Работа со свинцом вредное производство — выдается молоко 0,5 литра в день, это в качестве отступления от темы.
Примеры применения
Компонент резисторов.
В виде пленок, в виде объемных брусков в диэлектрической оболочке.
Добавка в полимеры для придания электропроводности. Для защиты от образования статического электричества достаточно ввести в состав полимера мелкодисперсный графит, и пластик из диэлектрика становится очень плохим проводником, достаточным, что бы статический заряд с него стекал.

Токопроводящий лак на базе суспензии графита.
На базе полимеров, заполненных мелкодисперсным графитом, основаны различные нагреватели — пленочные электронагреватели теплых полов, греющие кабели для систем водоснабжения, нагреватели для одежды и т.д. Высокий коэффициент расширения полимеров при нагреве приводит к отрицательной обратной связи, что делает такие нагреватели саморегулирующимися и потому безопасными.
При пропускании тока через такой полимер, он нагревается, от нагрева расширяется, контакт между частичками углерода в матрице из полимера ухудшается, от этого увеличивается сопротивление — уменьшается протекаемый ток, уменьшается нагрев. В итоге, устанавливается некоторая температура полимера, стабильно поддерживающаяся этим механизмом обратной связи без каких либо внешних устройств.

Нагреватель от печки лазерного принтера. Основа — фарфор, проводники — серебро. Нагреватель — углеродная композиция, покрыта для защиты слоем глазури.
Аналогично устроены полимерные самовосстанавливающиеся предохранители. Если ток через такой предохранитель превысит номинальный, от нагрева полимер в составе расширяется, и резко увеличившееся сопротивление прерывает ток через предохранитель до некоторого небольшого значения. Такие предохранители обеспечивают медленную защиту, но не требуют замены предохранителя после каждой аварии.
Угольный сварочный электрод — используется для сварки, когда от электрода требуется только поддерживать дугу не плавясь. Уголь значительно дешевле вольфрама, но менее прочен и постепенно сгорает на воздухе.

Электроды от дуговой лампы, использовавшейся для киносъемок. Марка электродов КСБ — Уголь КиноСьемочный Белопламенный неомедненный.
Медно-графитовые материалы. Получают спеканием порошка меди и графита в разных пропорциях. В зависимости от состава могут быть от чёрных как уголь до темно красных с медным блеском. Используется как материал скользящих контактов — щеток электрических приборов.
Такие щетки обеспечивают низкое сопротивление вращению — хорошо скользят по контактам коллектора. Кроме того их твёрдость заметно ниже твёрдости металла коллектора, так что в процессе работы истираются и подлежат замене дешевые щетки а не дорогой ротор.

Изношенные щетки от двигателя стиральной машины. Плохой контакт щеток с коллектором — причина повышенного искрения.
Припой
Паяют припоем – сплавом олова со свинцом, возможны добавки иных металлов. Припой имеет форму трубки или проволоки различного диаметра. Трубчатый припой заполнен внутри канифолью, паять с его помощью более удобно.
Свинец вводят в сплав для уменьшения стоимости. Его удельное содержание различно, что прямо отражается в марке. Например, ПОС-61 (очень популярный третник) означает:
- П — припой;
- ОС – оловянно-свинцовый;
- 61 – с 61-процентным содержанием олова.
В быту паяют сплавами с уменьшенным содержанием олова, лужение посуды целесообразно выполнять составом ПОС-90.
Кроме того, паяют мягкими и твердыми припоями. Мягкие составы имеют температуру плавления менее 450, остальные относят к твердым. Температура плавления припоя ПОС-61 составляет 190 – 192 °С. Из-за сложностей разогрева высокотемпературную пайку с привлечением твердых припоев электрическим инструментом не выполняют.
Составами с добавлением легкоплавких металлов: алюминия и кадмия – паяют алюминий. Из-за повышенной токсичности паять с их помощью можно только при отсутствии альтернативы.
Паяют обязательно под флюсом — вспомогательным компонентом, обеспечивающим:
- растворение окисных пленок на поверхности соединяемых деталей;
- хорошее сцепления с ними паяльного сплава;
- улучшение условий растекания сплава по поверхности тончайшим слоем.
Обычно в этом качестве используют канифоль, а также составы на основе ее смеси со спиртом, глицерином и цинком. Канифоль имеет температуру размягчения чуть выше 50°С, при 200°С кипит. Химически канифоль довольно агрессивна по отношению к металлам и гигроскопична, при насыщении влагой быстро увеличивает проводимость. В зависимости от добавок и их концентрации демонстрирует свойства нейтральных или активных флюсов.
Источник
Профилактика
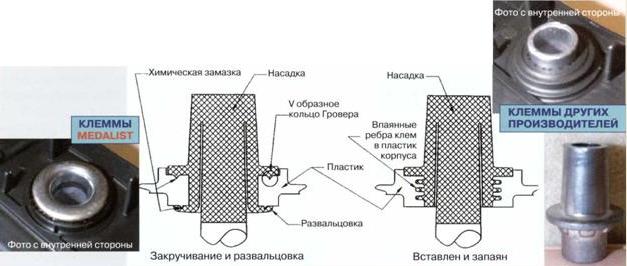
Отремонтировать клемму аккумулятора — дело хлопотное. К тому же даже после самого качественного ремонта новая прослужит недолго. В лучшем случае — до полугода. Заводской вывод полюса состоит из двух элементов, центрального вывода и надетого колпачка, между которыми имеется зазор.
Поэтому чтобы не допустить серьёзных повреждений клемм аккумулятора, необходимо следить за их состоянием. Для этого нужно периодически их осматривать, достаточно раз в 3 месяца, когда проводится обслуживание самого аккумулятора.
При выявлении следов солевых отложений, искрения, коррозии клемм и зажимов, следует очистить их ветошью, с применением пищевой или кальцинированной соды, разведённой в воде, либо нашатырного спирта. Эти вещества являются щелочными растворами, с разной степенью активности.
Они хорошо нейтрализуют кислоту и растворяют кристаллы солей, образовавшиеся под воздействием электролита. Очищенные зажимы можно покрыть консервирующей смазкой для предотвращения нового окисления. Если смазка не электропроводящая, то покрывать зажимы следует только снаружи, когда они надеты на клеммы и обжаты.
Электропроводящие смазки можно приобрести в автомагазинах: очиститель контактов на масляной основе CRAMOLIN CONTACLEAN, автомобильная смазка LIQUI MOLY Batterie-Pol-Fett, смазка для электроконтактов “Presto” и другие.

При сильном загрязнении клеммы и зажима их следует разъединить и очистить по отдельности. Порядок отсоединения зажимов: сначала “минус”, потом “плюс”. Присоединять в обратном порядке: сначала “плюс”, потом “минус”. Очищенные выводы полюсов и зажимы обязательно покрыть защитной электропроводящей смазкой.
На полюсах сквозь образовавшиеся микротрещины могут проникать пары электролита. Это приводит к ускоренному окислению контактной пары. Для предотвращения выхода паров следует покрыть поверхность крышки аккумулятора вокруг клеммы герметичным составом. Для этого можно использовать битумную мастику, силиконовый герметик, эпоксидный клей и другие подобные составы, устойчивые к кислоте.
Например, можно вырезать кольцо из плотного войлока. Нижнюю часть кольца пропитать консистентной смазкой: литол, солидол, силикон. Его надевают на вывод и прижимают к крышке. Сверху кольцо прижмётся зажимом, надеваемым на клемму. Такое приспособление не даст парам свободно выходить и попадать на контакт. При нанесении смазки, если она не электропроводящая, следует избегать её попадания на место контакта зажима с клеммой.

Сплавы для изготовления термостабильных сопротивлений
У всех материалов есть ТКС — температурный коэффициент сопротивления, мера того, насколько изменяется сопротивление с изменением температуры. Он может быть положительным — как у металлов, с ростом температуры сопротивление растет, может быть отрицательным, как у полупроводников, с ростом температуры сопротивление падает.
Константан (59% Cu, 39-41% Ni, 1-2% Mn)Манганин (85% Cu, 11.5-13.5% Mn, 2.5-3.5% Ni)
Таблица, с указанием температурного коэффициента (обозначается как α) для различныхметаллов:
| Материал | Температурный коэффициент α |
|---|---|
| Кремний | -0,075 |
| Германий | -0,048 |
| Манганин | 0,00002 |
| Константан | 0,00005 |
| Нихром | 0,0004 |
| Ртуть | 0,0009 |
| Сталь 0,5% С | 0,003 |
| Цинк | 0,0037 |
| Титан | 0,0038 |
| Серебро | 0,0038 |
| Медь | 0,00386 |
| Свинец | 0,0039 |
| Платина | 0,003927 |
| Золото | 0,004 |
| Алюминий | 0,00429 |
| Олово | 0,0045 |
| Вольфрам | 0,0045 |
| Никель | 0,006 |
| Железо | 0,00651 |
Если упростить, то коэффициент α говорит, во сколько раз изменится сопротивление проводника при изменении температуры на один градус Цельсия.



