

Где применяется?
Сварка полипропиленовых труб чаще всего используется при монтаже водопровода и радиаторов отопления. Такое соединение является надежным и обеспечивает герметичность труб.
Как делают?
Сварка осуществляется при помощи специального паяльника, который также называют утюгом для полипропиленовых труб и фитингов. Необходимо выбрать подходящие насадки и следить за временем разогрева соединяемых деталей.
Из этого материала вы узнаете:
- Применение
- Аппарат для сварки пластиковых труб
- Резка труб
- Характеристики труб
- Основные правила сварки
- Почему выбирают нас
- Металлообработка: качество изделий
- Свойства полипропилленовых труб
- Таблица диаметра труб
- Пайка полипропиленовых труб
- Стыковое соединение полипропиленовых труб
- Паяльные аппараты для полипропиленовых труб
- Параметры пайки полипропиленовых труб
- Дополнительные параметры пайки
- Сварка полипропиленовых труб: время пайки и таблица параметров
- Таблица пайки полипропиленовых труб
- Паяльник для пластиковых труб
- Плюсы использования пластиковых труб:
- Принцип работы паяльника для труб
- Устройство сварочного аппарата для полипропиленовых труб
- Порядок выполнения диффузной пайки
- Какие бывают виды пропилена и в чем их отличия
- Советы по пайке полипропиленовых труб
- Часто задаваемые вопросы о сварке полипропиленовых труб
- В чем особенность соединения материала путем пайки?
- Что собой представляет покрытие PTFE и в чем преимущество таких насадок?
- Подготовка труб к сварке
- Нюансы сварки полипропиленовых труб
- Подбор правильной температуры
- Технология сварки полипропиленовых труб
- Сколько времени нужно разогревать полипропиленовую трубу во время пайки
- Из чего состоит процесс пайки полипропиленовых труб
- Ошибки во время пайки
- Как соединить полипропиленовые трубы
- Паяльник из подручных средств
- Паяльник из кипятильника
- Паяльник из утюга
- Какой паяльник выбрать
- Как варить полипропиленовые трубы
- Какая температура и время нагрева полипропилена во время пайки
Применение
Согласитесь, водопровод на даче — очень важная вещь. Гораздо удобнее помыть руки под проточной водой из крана, чем из бочки или шланга. В этой статье мы расскажем, как правильно паять полипропиленовые трубы для дачного водопровода и не только.
Первое, что вам понадобится для монтажа системы водоснабжения — аппарат для сварки пластиковых труб.
Аппарат для сварки пластиковых труб
Одним из предложенных на рынке аппаратов для сварки полипропиленовых труб является модель Denzel X-PRO DWP-2000. Этот аппарат имеет мечевидную форму, удобную для работы в труднодоступных местах, два ТЭНа и поставляется вместе с шестью сменными насадками-расходниками диаметром 20-63 мм.
Резка труб
Полипропиленовые трубы можно резать различными инструментами, такими как болгарка, лобзик, садовый аккумуляторный секатор или специальные ножницы. Для получения максимально ровного среза рекомендуется использовать ножницы для пластиковых труб или аккумуляторный секатор.
Характеристики труб
На каждой трубе нанесены ее характеристики: диаметр, толщина, номинальное давление, температура рабочей среды.
Основные правила сварки
Пайка полипропиленовых труб не является сложным процессом. Основным фактором для надежного соединения труб является правильная температура. Неправильный нагрев может привести к ненадежному соединению и потенциальным проблемам с коммуникационной системой. Ниже приведены основные правила для качественной сварки полипропиленовых труб.
Почему выбирают нас
Наши производственные мощности позволяют работать с различными материалами. При выполнении заказов наши специалисты используют современное оборудование, что позволяет добиться максимального соответствия изначальным чертежам.
Мы также гарантируем соблюдение всех стандартов и технологических нормативов, что позволяет нам предложить клиентам качественный продукт. Кроме того, на каждом этапе работы мы проводим контроль качества, что гарантирует добросовестное выполнение продукта для наших клиентов.
Металлообработка: качество изделий
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.

Свойства полипропилленовых труб
Пайка полипропиленовых труб является эффективным способом для проектирования трубопроводов. Важно знать основные свойства полипропиленовых труб, прежде чем их использовать.
- Полипропилен синтезируется из пропилена каталитической реакцией полимеризации.
- Полипропилен экологически безопасен и не выделяет вредных веществ в окружающую среду.
- Полипропилен безопасен для человека и используется для изготовления продукции, контактирующей с пищей.
- Температура плавления полипропилена составляет 160-165 градусов Цельсия.
- Полипропилен обладает легким весом 0,9-0,95 г/куб. см.
- Полипропилен обладает стойкостью к химическим воздействиям.

Таблица диаметра труб
Трубы из полипропилена имеют различный диаметр и толщину стенки. Ниже представлена таблица с основными используемыми диаметрами:
| Диаметр трубы | Толщина стенки |
|---|---|
| PN 10 | 1 мм |
| PN 16 | 1,5 мм |
| PN 20 | 2 мм |
| PN 25 | 2,5 мм |
Пайка полипропиленовых труб
При пайке полипропиленовых труб подготовленные стыки соединяемых отрезков нагреваются до температуры изменения агрегатного состояния и соединяются. Существуют две технологии пайки: стыковая сварка и прижимная сварка.
Стыковое соединение полипропиленовых труб
Стыковое соединение применяется для труб диаметром более 60 мм и толщиной стенки более 4 мм.
Температура для сварки полипропиленовых труб стыковым соединением устанавливается в диапазоне 260-300 градусов Цельсия.
Для стыкового соединения применяется специальный сварочный аппарат, обеспечивающий центровку соединяемых труб.
При диффузионной или муфтовой пайке используются специальные соединительные муфты.
Аппаратом для пайки производится одновременный нагрев внешней поверхности трубы и внутренней поверхности соединительной муфты. По достижении температуры пайки элементы снимаются со сварочного аппарата и соединяются между собой раструбным способом.
Диффузионная пайка применяется для полипропиленовых труб диаметром от 16 до 60 мм.
Стандартная температура пайки полипропиленовых труб при диффузионной пайке составляет 260 градусов Цельсия.
Для диффузионной пайки применяется специальный паяльный аппарат, схожий по конструкции с паяльником.
Паяльные аппараты для полипропиленовых труб
Аппараты для пайки полипропиленовых труб называют паяльником или утюгом.
На массивном нагревательном элементе паяльного аппарата фиксируются тефлоновые насадки.
Насадка в форме дорна нагревает внутреннюю часть соединительной муфты, а насадка в форме гильзы нагревает наружную часть трубы.
Соединение обеспечивает герметичность шва при соблюдении технологии пайки, в том числе температуры нагрева труб.
Параметры пайки полипропиленовых труб
Основными параметрами пайки полипропиленовых труб является температура нагрева, время нагрева, время сварки, время остывания, диаметр соединяемых труб.
При какой температуре паять пластиковые трубы?
Свод правил по проектированию и строительству СП 40-101-96 предусматривает параметры соединения полипропиленовых труб.
Стандартная температура пайки полипропиленовых труб составляет 260 градусов Цельсия. Допускаются отклонения от стандартной температуры в 2 градуса.
Аппарат для пайки пп-труб разогревает соединяемые элементы до стандартной температуры пайки!
Дополнительные параметры пайки
Время нагрева соединяемых элементов определяется в зависимости от вида трубы, температуры и влажности воздуха в помещении.
При увеличении температуры снижается качество соединений. На сварочном шве происходит заплавление внутреннего прохода трубы.
Допускается пайка полипропиленовых толстостенных труб с использованием более высокой, чем стандартная, температуры до 280 градусов Цельсия. При этом время нагрева подбирается экспериментально.
Параметры времени пайки полипропиленовых труб включают в себя время нагрева, сварки и остывания.
Нагрев – это время разогрева соединяемых элементов на насадках паяльного аппарата, прогретого до рабочей температуры.
О достижении нагревательным элементом рабочей температуры обычно сигнализирует зеленый индикатор на сварочном аппарате!
Сварка полипропиленовых труб: время пайки и таблица параметров
Сварка – это время выдержки соединения прогретых элементов между собой.
Остывание – это время образования монолитного сварного шва.
Параметры времени пайки определяются из таблицы!
Ссылка на видео
Данные в таблице приведены для стандартных условий – комнатной температуры 22 градуса Цельсия и влажности воздуха до 60%.
При понижении температуры воздуха на каждые 5 градусов Цельсия время нагрева увеличивается в 2 раза!
Время нагрева определяется экспериментально по результатам пайки первого шва.
Пайка допускается при температуре воздуха не ниже -10 градусов Цельсия.
Таблица пайки полипропиленовых труб
Таблица для пайки полипропиленовых труб приведена на рисунке.

Для получения надежного герметичного соединения полипропиленовых труб точно соблюдайте технологию пайки, приведенную в инструкции по эксплуатации сварочного аппарата.
Паяльник для пластиковых труб
Паяльник для пластиковых труб — это электрический инструмент, который используется для сварки трубных соединений из различных полимеров. В этом материале разберёмся, как устроен аппарат для сварки пластиковых труб, в чём его преимущества и как его правильно выбрать.
Плюсы использования пластиковых труб:
- Коррозионная стойкость.
- Легкость и гибкость.
- Шумоизоляция.
- Экономия.
Для разводки системы, состоящей из пластиковых труб, используются специальные фитинги, которые монтируются на трубу методом горячего соединения. Для этого требуется специализированный инструмент — паяльник (он же сварочный аппарат) для пластиковых труб.
Принцип работы паяльника для труб
Основан на частичном расплавлении пластика. С помощью инструмента конец трубы и соединительный фитинг слегка плавятся, а затем вставляются друг в друга и плотно прижимаются. Пластик застывает, образуя прочное и герметичное неразрывное соединение.
Устройство сварочного аппарата для полипропиленовых труб

Основной рабочий элемент паяльника — нагревательный ТЭН (чаще всего из нихромовой проволоки), который плавит рабочие поверхности через специальные сварочные матрицы: с одной стороны нагревается наружная часть трубы, с другой — внутренняя часть фитинга.
На корпусе инструмента расположены световые индикаторы и кнопка включения. Опционально паяльник могут оснащаться регулятором температуры. Они бывают аналоговыми (температура выставляется вращением ручки) или цифровыми (показания отображаются на цифровом дисплее).
Чтобы мастер не обжёгся при работе, аппарат оборудован рукояткой.
Разогретый инструмент может испортить поверхность, на которую он ставится, поэтому предусмотрены различные системы его стационарной установки:

С какими материалами работает паяльник для труб?

Аппараты для сварки позволяют производить пайку труб разных диаметров, изготовленных из различных материалов, таких как полипропилен (PP), поливинилхлорид (PVC), полиэтилен (PE) и других полимеров. Главное, чтобы труба и фитинг были изготовлены из одного материала.
Температуры, необходимые для пайки, зависят от конкретного типа пластика. Например, для сварки полипропиленовых труб обычно требуется температура около 280-300°C, а для сварки полиэтиленовых труб — около 200-240°C. Для каждого материала установлен свой температурный режим, поэтому необходимо следовать рекомендациям производителя труб.
Преимущества и недостатки паяльников для пластиковых труб

Перед принятием решения о покупке, следует ознакомиться с плюсами и минусами, общими для всех типов сварочных аппаратов для труб.
1. Простота использования. Паяльники для пластиковых труб легки в обращении и не требуют специальных навыков.
2. Быстрота и эффективность. Сварка пластиковых труб с помощью паяльника происходит быстро и создает прочное соединение.
3. Экономичность. Паяльники для пластиковых труб относительно недорогие в использовании.
1. Неразъёмное соединение. Если соединение пропаялось не полностью и подтекает, или, например, требуется установить ещё одно ответвление, соединение не получится разобрать. Его придётся полностью срезать, выбрасывать и напаивать новое.
2. Пожароопасность. При работе с паяльником для пластиковых труб необходимо быть осторожным, чтобы не повредить трубы, не получить ожоги и не вызвать возгорание.
3. Ограничения по диаметру. Разные типы сварочных аппаратов имеют ограничения по диаметру труб. Инструмент для пайки водопроводных труб вряд ли справится с фановой трубой большого диаметра.
Основные технические характеристики
Параметры, от которых зависит сфера использования аппарата:
Зависит от размера и толщины труб, с которыми вы собираетесь работать. Обычно мощность паяльника варьируется от 600 Вт до 2000 Вт. Мощность подбирается таким образом, чтобы обеспечить достаточно высокую температуру нагрева для плавления пластика. Правило тут одно — чем больше диаметр труб, тем выше должна быть мощность.
Цилиндрическая. Обычно используется для сварки пластиковых трубных соединений диаметром до 32 мм. Цилиндрический паяльник для труб более удобен для использования в узких пространствах или при сварке вокруг препятствий. С его помощью можно легко получить доступ к ограниченным областям и выполнить сварку без необходимости дополнительных инструментов или изменения конфигурации паяльника.

Мечевидная. Этот тип получил свое название за его основной рабочий элемент, который напоминает форму клинка меча (или утюга, за что его также называют “паяльник-утюг”). Такая форма позволяет получить большую площадь контакта между нагревателем и трубой, по сравнению с цилиндрической. Благодаря эффективному распределению тепла, мечевидный паяльник может обеспечивать более быструю сварку и работать с трубами диаметром до 63 мм.

Дисковая. Паяльник с дисковым нагревателем также известен как "паяльник-круг". Наличие дисковидного рабочего элемента вместо привычного мечевидного нагревателя позволяет более равномерно распределить тепло на поверхности трубы. Дисковидный нагреватель имеет большую площадь контакта, что способствует эффективной передаче тепла и обеспечивает более качественную сварку. Как правило, приобретается для работ с трубами большого диаметра (110-160 мм).

Диаметры сантехнических труб чётко стандартизированы. Поэтому идущие в комплекте к аппарату (или докупаемые отдельно) насадки-матрицы для паяльников также имеют определённых диапазон диаметров:
Для цилиндрических: 16-32 мм.
Для мечевидных: 20-63 мм.
Для дисковых: 50-160 мм.
Кстати, плюсом является наличие на матрице тефлонового покрытия. Тефлон имеет низкий коэффициент трения, что облегчает процесс пайки, защищает поверхности труб от повреждений и обеспечивает легкость в очистке инструмента. Это позволяет более эффективно работать и достигать качественных результатов при пайке.
Как выбрать паяльник для пластиковых труб?
Исходя из написанного выше, дадим несколько практических рекомендаций по выбору сварочного аппарата для труб:
1. Определите тип пластиковых труб, с которыми вы собираетесь работать, и обратите внимание на рекомендации производителя по выбору паяльника.
2. Учтите диаметр труб, которые вы будете сваривать, и убедитесь, что выбранный паяльник подходит для этого диапазона.
3. Рассмотрите требуемую мощность паяльника в зависимости от размера и толщины труб. Важно выбрать паяльник с достаточной мощностью для обеспечения нужной температуры нагрева.
4. Убедитесь, что выбранный паяльник оснащён регулятором температуры, чтобы можно было контролировать температуру нагрева в соответствии с требованиями конкретного типа пластика.
Порядок выполнения диффузной пайки
Для стыковки торцов соединяемых элементов применяют технологию раструбной пайки или пользуются специальными фасонными деталями – соединительными муфтами, которые служат стыкующим звеном (при работе с трубой диаметром не более 63 мм). Заменить подобные соединители можно обрезками, диаметр которых больше, чем у свариваемого участка трубопровода. Для обеспечения надежной стыковки края необходимо расплавить.
При раструбной пайке необходима точная стыковка соединяемых элементов с тщательной зачисткой краев. Недопустимо наличие неровностей и заусенцев, остающихся при обрезке. Торцы расплавляются с помощью специального утюга для сварки полипропиленовых труб, что приводит к их диффузному соединению. Некачественная торцовка приводит к возникновению погрешностей, которые в свою очередь становятся причиной подтекания воды или разрушения стыков.
Прокладку трубопроводов из полипропиленовой трубы облегчает предварительная разметка упрощенной схемы их расположения, наносимая на поверхность стены. Благодаря использованию этого метода становится возможным контроль ориентации элементов трубопроводных магистралей в ходе выполнения работ.
Специалисты рекомендуют перед началом прокладки точно отмерять длину всех соединяемых элементов трубопровода, что позволит избежать их подгонки по ходу сварки. Если для соединения применяются муфты, необходимо резать полипропиленовые трубы с учетом запаса на их монтаж. Когда магистраль собирается встык, следует учитывать деформацию деталей и уменьшение их длины при плавлении краев (около 2 мм на каждый торец).
Полипропиленовые трубы, диаметр которых превышает 40 мм, свариваются утюгом с приспособлениями, обеспечивающими соосность соединяемых деталей. Использование такого инструмента требует соответствующей квалификации и навыков. В комплект поставки входят тефлоновые насадки (нагревательные элементы) диаметром от 14 до 63 мм, представляющие собой гильзы и дорны. Первые расплавляют пластик с наружной стороны, а вторые – с внутренней.
Ряд моделей оснащается подставками, которые не дают паяльнику, установленному на ровной площадке в доступном для мастера месте, перевернуться. Перед началом работы следует выложить рядом с инструментом набор насадок. Часто производители предусматривают возможность одновременного использования нескольких съемных нагревательных элементов разного диаметра.
Для резки полиэтиленовых труб под углом 90 градусов используются специальные ножницы. Срезы необходимо отшлифовать наждачной бумагой, обезжирить, используя неагрессивные составы, например, мыльный раствор, и тщательно просушить. Важно обращать внимание на маркировку. Трубы PN от 10 до 20 свариваются сразу, а PN 25 необходимо зачищать с помощью шейвера, чтобы удалить часть пластика и алюминия на глубину, которая определяется расстоянием между краем используемой тефлоновой насадки и ограничителем.
Установка элементов трубопровода выполняется поэтапно. Сначала края стыкуемых деталей разогреваются до температуры плавления насадками соответствующего диаметра, затем – соединяются. Для расплавления пластика конец трубы заводится в гильзу на длину зачищенного участка, пока не упрется в ограничитель, а муфта до упора надевается на дорн. Важно контролировать положение детали, чтобы не допустить перекосов, и соблюдать правильное время выдержки.

Время сварки полипропиленовых труб играет важную роль. При слишком долгом прогревании происходит деформирование поверхности, которое может привести к появлению зазоров при соединении. На пропускной способности трубопроводов негативно сказываются потеки пластика в форме крупных валиков, образующихся внутри стыков при чрезмерном расплавлении материала.
Какие бывают виды пропилена и в чем их отличия
Существуют разные фитинги для полипропиленовых труб под пайку и модели труб из полимеров, которые отличаются между собой, в том числе, содержанием полимеров в материале, который был применен для изготовления. Различные виды полипропилена предназначены для эксплуатации при определенных температурных режимах, например:
Время пайки полипропилена напрямую зависит от выбранного класса изделий и диаметра трубы.
Советы по пайке полипропиленовых труб
Полипропиленовые трубы могут быть армированными (стекловолокном или алюминием) и неармированными. Первые используются для отопления и горячего водоснабжения. Вторые – для холодного водоснабжения и горячего водоснабжения, с невысоким давлением.
Часто задаваемые вопросы о сварке полипропиленовых труб
Аппарат для сварки полипропиленовых труб или паяльник, как его называют из-за прогревания соединяемых торцов с помощью раскаленных накладок, состоит из одного или двух нагревательных элементов и панели управления с кнопкой включения. Для подключения обычно используются бытовые электрические сети с напряжением 220 В. Рабочая часть («утюжок», «зеркало») представляет собой металлическую пластину, которая нагревается до температуры от +250 до +260 градусов C. При контакте с ней пластиковых элементов (труб и фитингов) за несколько секунд происходит одновременное нагревание их торцов с расплавлением материала. Далее они стыкуются вручную или с помощью специального прижимного устройства, которое входит в комплект поставки приборов, предназначенных для профессионального применения.
В чем особенность соединения материала путем пайки?
Данный способ соединения отличается простотой, эффективностью, надежностью и безопасностью. При кратковременном термическом воздействии на материал соединяемых элементов не происходит их деформации – пластик просто размягчается. После стыковки расплавленных частей полипропилен быстро остывает и твердеет, формируя прочные и герметичные швы. Приборами для пайки без особых трудностей пользуются даже начинающие мастера, не имеющие профессиональных навыков, что позволяет добиваться существенной экономии – достаточно приобрести относительно недорогой инструмент, освоить его, и вам не придется оплачивать работу наемных специалистов, чтобы проложить трубопроводную магистраль на кухне или в ванной.
Что собой представляет покрытие PTFE и в чем преимущество таких насадок?
Второе часто используемое название этого полимера – тефлон. Полимеризованный тяжелый газ тетрафторэтилен представляет собой фторопласт, по своим свойствам схожий с другими пластиками, однако его отличает высокая термостойкость. Прочная бесцветная пленка, образующаяся на поверхности изделий после нанесения PTFE-покрытия, способна выдерживать нагревание до +270 градусов по Цельсию и обладает антипригарными свойствами, предотвращая налипание расплавленного пластика на насадки. Благодаря применению тефлона пользоваться прибором для сварки полипропиленовых труб очень просто. Оснастка не нуждается в сложной очистке после обработки очередной партии деталей, что существенно сокращает затраты времени и повышает производительность труда. Сварка полипропиленовых труб своими руками вполне доступна даже для начинающих, что особенно важно ввиду того, что на смену металлическим повсеместно приходят трубопроводные магистрали, собранные из пластиковых элементов, которые отличаются долговечностью и могут эксплуатироваться до 50 лет, не ржавея и не разрушаясь.
Подготовка труб к сварке
Насадки из тефлона для сварки полипропиленовых труб необходимо тщательно очищать от частичек расплавленного пластика с помощью грубой ветоши из термостойкой ткани (например, брезента). После остывания такая процедура приведет к повреждению тефлонового слоя, что в дальнейшем может стать причиной прилипания разогреваемого полимерного материала.
Внимание! Торцы соединяемых полипропиленовых труб нельзя обезжиривать растворителями, бензином, спиртовыми растворами, ацетоном и т. п. Агрессивные жидкости могут разъесть поверхность пластика.
Паяльники для сварки полипропиленовых труб оснащаются панелью управления, на которой нужно выставить необходимую для пайки температуру: +260 градусов C. Нагревательный элемент должен быть равномерно прогрет на всю длину (на это требуется от 10 до 15 минут). Если окружающий воздух теплый, на подготовку прибора к работе требуется меньше времени и наоборот. При отрицательной температуре пластик сваривать нельзя.
Нюансы сварки полипропиленовых труб
При сварке элементов из полипропиленовой трубы необходима техническая пауза в течение нескольких секунд, которые требуются, чтобы снять их с нагревательных элементов. Если сваривание выполняется при низкой температуре окружающего воздуха, то пластик за это время успевает слегка остыть, что негативно сказывается на качестве соединения.
По этой причине специалисты рекомендуют увеличить время прогревания, чтобы дать материалу как следует расплавиться.
Для расчета оптимального дополнительного времени необходимо выполнить пробную сварку с учетом:
Используемая для сварки температура может колебаться в диапазоне от +255 до +265 градусов по Цельсию. Если выставить температуру выше +270 градусов по Цельсию, швы будут тонкими и не выдержат давления воды. Причина этого явления заключается в быстром расплавлении наружных слоев пластика без достаточно глубокого прогревания, что делает невозможным качественное взаимопроникновение материала на стыке элементов.
Подбор правильной температуры
Профессиональные специалисты для осуществления правильной пайки используют таблицу, в которой указаны все временные задержки относительно толщины соединяемых полипропиленовых трубных изделий. Таблица выглядит следующим образом:
Диаметр трубы, мм Время удержания паяльника, сек Время нагрева труб, сек Время остывания паяльника, мин
Глубина пайки полипропиленовых труб также отличается в зависимости от диаметра. Посмотреть данные можно в следующей таблице:
Диаметр трубы, мм Глубина пайки, мм
Для самостоятельного сварного соединения армированных труб из полипропилена рекомендуется провести предварительную обработку с использованием специального инструмента — швеллера. В процессе пайки температурный диапазон составляет от 260 до 280 градусов по шкале Цельсия. Чаще всего выбирается показатель в 260℃. Пластиковые трубы под пайку для такой температуры могут быть любыми, вне зависимости от конкретного класса.
Технология сварки полипропиленовых труб
Нагревание полипропилена приводит к его размягчению. Разогретый пластик меняет консистенцию и превращается в подобие пластилина. Расплавленные края соединяемых элементов благодаря взаимному проникновению превращаются в единое целое, быстро остывая, отвердевая и приобретая устойчивость при нагрузках на разрыв. После застывания материал швов по характеристикам схож с основным.

Качественная сварка полипропиленовых труб требует соблюдения ряда условий:
Термопластические характеристики материала обеспечивают надежную стыковку соединяемых элементов, поэтому при сварке полипропиленовых труб необходимо соблюдать правильные температуру и время, использовать качественные материалы и следовать инструкции по применению нагревательного прибора.
Сколько времени нужно разогревать полипропиленовую трубу во время пайки
Полипропиленовые трубы и фитинги к ним стали самым популярным решением при проектировании и монтаже водопроводных сетей и отопления. Это произошло благодаря ряду преимуществ, которые имеет материал полипропилен (ПП, PP), среди которых: легкий вес материала при одновременной прочности, морозостойкость, легко режется трубными ножницами, возможность проектирования сложных конструкций, а главное — относительная легкость монтажа и соединения труб между собой. Все ли так легко, как кажется? Давай разберемся.

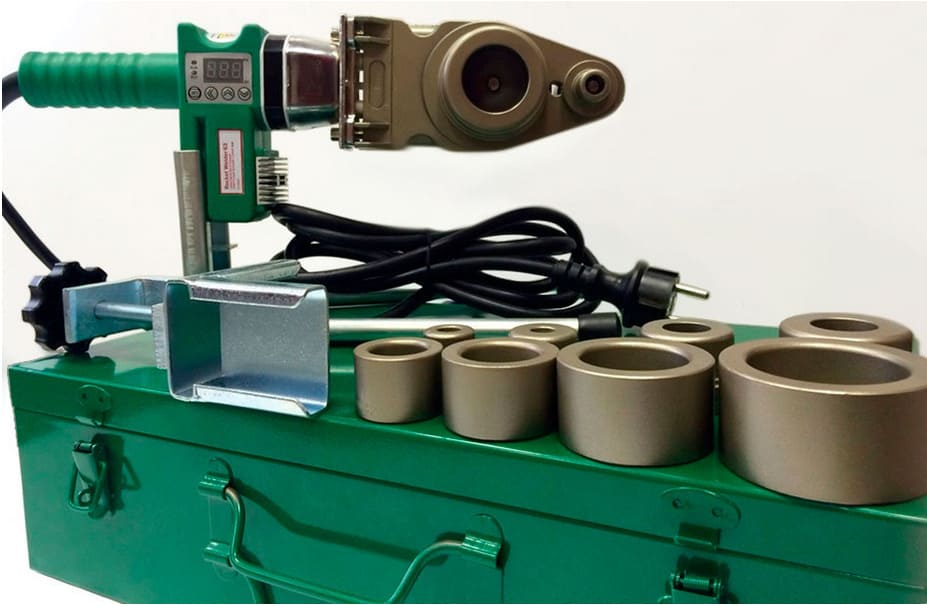
Из чего состоит процесс пайки полипропиленовых труб

Для пайки полипропиленовых труб понадобится паяльник и специальные комплекты тефлоновых насадок, которые вы можете увидеть на верхнем фото, уже смонтированных на паяльнике. Насадки состоят из двух частей – внутренней и наружной, для взаимодействия, соответственно, с внутренней и наружной стороной трубы или фитинга.
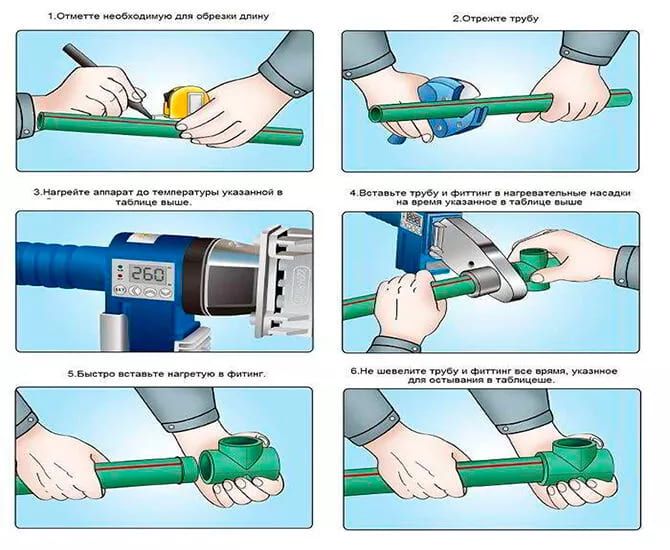
Процесс пайки состоит из следующих этапов:
Ошибки во время пайки
Мастера, не имеющие достаточного опыта, часто допускают ошибки, выполняя сварку полипропиленовых труб, особенно в труднодоступных местах, где сложно предварительно замерить точную длину элементов. К снижению качества соединения приводит подрезка по месту или замеры, при которых не учитываются допуски. Если размер деталей рассчитан неверно, нередко возникают проблемы с установкой утюга.

Еще одна распространенная ошибка – попытки сгибать трубы, увеличивая дистанцию, разделяющую элементы. При этом в материале создается внутреннее напряжение и страдает герметичность стыков. Кроме того, такой трубопровод выглядит неэстетично, что совершенно недопустимо, если коммуникации прокладываются на виду.
При последовательном нагреве деталь, которую обрабатывали первой, остывает, пока нагревается вторая, что делает невозможным полноценное диффузное проникновение материала на стыке. Подобные критические нарушения технологического процесса делают трубопровод непригодным к эксплуатации.
Полипропилен отвердевает в течение нескольких секунд. Нельзя пытаться провернуть, согнуть или разъединить детали. Бракованные соединения необходимо вырезать, чтобы повторить процедуру, уменьшая при этом длину элементов. Если у вас нет необходимых навыков, лучше поручить сварку специалисту.
Важно помнить, что:
Важно понимать, что невозможно исправить положение при неправильной ориентации элементов путем повторного прогревания.
При принудительном охлаждении пластика после сварки он может растрескаться, поэтому швы должны остывать естественным образом. Для первичной проверки герметичности соединения продувают. Вводить магистраль в эксплуатацию можно только после испытания пропусканием воды с постепенным повышением давления и тщательного осмотра.
Как соединить полипропиленовые трубы
Полипропилен — это термопластичный полимер, который переходит из твердого состояния в пластическое при нагревании до температуры, примерно 130 ºC, а переход в жидкое состояние (температура плавления), происходит, примерно, при температуре около 170 ºC. Точная температура плавления может зависеть от конкретного вида полипропилена и его молекулярной структуры, а также от наличия примесей или добавок (например, армированные трубы).
Поэтому, логично, что соединение полипропиленовых элементов происходит посредством нагрева их до пластичного состояния и последующего сочетания между собой. Для этого используется такой инструмент, как паяльники для полипропиленовых труб, которые еще называют сварочными аппаратами для труб.
Они представляют собой устройство, состоящее из ручки, корпуса и нагревательной плиты. Обычно оборудованы регулятором температуры, составляющей до 300ºC.
Трубы из полипропилена широко используются в быту и профессиональной деятельности. С их помощью без больших трудозатрат можно организовать водопровод, обустроить канализационные коммуникации и др. Основное их преимущество — экономия сил и времени, а также финансовая эффективность.
Сварка пропиленовых труб является наиболее надежным методом соединения. Однако, чтобы монтируемая система была максимально долговечной и в ней не образовалось различных дефектов, в процессе сварки необходимо соблюдать ряд правил и рекомендаций.

Паяльник из подручных средств
Технология пайки полипропиленовых труб подразумевает использование специального инструмента — паяльника, который можно не только приобрести в профессиональных магазинах, но и изготовить собственноручно. Рассмотрим поверхностно несколько популярных вариантов.
Паяльник из кипятильника
На начальном этапе необходимо подготовить все комплектующие и инструменты, которые понадобятся в процессе работы, в частности крепежные элементы (например болты), керамические изоляторы, лампу индикации, пластину из алюминия, вилку с проводом для подключения в розетку. Так как готовый инструмент будет укомплектован температурным регулятором, необходимо также иметь термопасту, текстолиты, термоскотч, термостат.
Функция платины из алюминия в данном процессе заключается в использовании ее как держателя насадки. Кроме того, она необходима для изготовления подложки под термостат. Из текстолитов производятся некоторые детали конструкции и опоры для термостата, который рекомендуется расположить недалеко от ручки кипятильника. Лапочка присоединяется к выходам термостата, а термоскотч соединяется с изоляторами. Сама конструкция, состоящая из верхней и нижней части, соединяется при помощи ранее заготовленных крепежных расходников, например, болтов, через изоляторы.
Рекомендуемый размер насадки составляет 25 миллиметров. Ее необходимо закрепить внутри спирали, присоединив в верхней части пластину из алюминия. Места стыков деталей, в том числе термостата, необходимо обработать термопастой для обеспечения лучшей теплопередачи.
Паяльник из утюга
Для изготовления подойдет рабочий утюг, с показателем мощности не ниже 800 Вт. Кроме того, необходимо позаботиться о наличии дополнительных материалов и инструментов, среди которых: изолента, четыре пресс-шайбы, саморезы, молоток, гильзовые насадки, провод с вилкой. Для упрощения сборки в процессе можно воспользоваться дополнительными инструментами, включая плоскогубцы, нож, шестигранник и пр.
Алгоритм переделки утюга можно описать следующим образом:
Вам также может быть интересно
Чтобы поддерживать стабильное давление в системах водоснабжения разных типов, применяется гидроак
Сегодня в подавляющем большинстве частных домов, а также во многих городских квартирах делают инд
После проведения буровых работ и обустройства скважины, следующим на очереди возникает вопрос авт
Все о насосах
Какой паяльник выбрать
Выбирая аппарат для сварки труб из полипропилена и полиэтилена в бытовых условиях, обращайте внимание на количество насадок в комплекте, на регулятор настройки рабочего режима, а также на покрытие насадок.
Антипригарное покрытие предотвращает налипание пластика и преждевременный износ насадок.
В ассортименте Denzel есть не только паяльники мечевидной формы, но и «чебурашка».
К аппарату прилагаются 4 насадки для соединения труб диаметром 20, 25, 32 и 40 мм, имбусовый ключ и труборез.
На аппараты для сварки пластиковых труб Denzel распространяется трехлетняя гарантия, что подтверждает их высокое качество.
Как варить полипропиленовые трубы
Прежде чем приступать к пайке водопровода, стоит составить схему трубопровода. Это позволит спланировать, какой длины трубы вам потребуются и сколько фитингов надо заготовить.
Фитинг – соединительная часть трубопровода, устанавливаемая для разветвления, поворотов, переходов на другой диаметр, а также при необходимости частой сборки и разборки труб.
Затем устанавливаем на сварочный аппарат насадку соответствующего диаметра. Включаем устройство и ждем, когда индикатор термостата выключится, что будет означать, что аппарат нагрелся до 260 градусов и можно приступать к сварке.
Пока аппарат греется, это может занять 7-10 минут, нанесите на детали насечки по которым будете их соединять. У труб разного диаметра отличается глубина сварки. Так, труба диаметром 25 мм имеет глубину сварки 16 мм. Это расстояние необходимо учитывать, подготавливая детали.
Например, вам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 200 мм. Добавляем к 200 еще 32 мм (по 16 с каждой стороны). В итоге получается 232 мм – именно такой кусок трубы вам нужен, чтобы получить качественное соединение.
Сделайте маркером или карандашом на трубе насечку, чтобы видеть глубину сварки.
Теперь берем две детали. Их необходимо нагревать определенное количество времени, в зависимости от размеров. Трубу вставляем на отмеченную ранее глубину.
Глубина сварки, рекомендуемое время нагрева, сплавления и остывания труб, изготовленных из статистического сополимера полипропилена, указаны в таблице.
Если нагревать детали дольше времени, указанного в таблице, пластик расплавится слишком сильно и детали деформируются. Если нагревать меньше, то они не достигнут необходимого для сплавления состояния, что в дальнейшем может привести к протечкам.
Когда соединяемые элементы прогреются, их нужно снять с насадки сварочного аппарата и соединить между собой с усилием, избегая при этом поворотов деталей относительно друг друга. После соединения, дайте деталям остыть.
Затем тoчнo тaкжe coeдините ocтaльныe элeмeнты тpyбoпpoвoда.
Правильная и качественная сварка определяется по небольшому равномерному наплыву на конце фитинга. Такой наплыв обеспечивает герметичность соединения. Если его нет, то скорее всего стык недогрет и будет протекать, а если наоборот наплыв очень большой, то труба была перегрета, оплавилась и частично или полностью перегрела проходное сечение.
Какая температура и время нагрева полипропилена во время пайки
Несмотря на то что температура плавления ПП, как мы узнали выше, составляет около 170 градусов, оптимальная температура для разогрева фитинга (температура, установленная на паяльнике) составляет около 260 ºC. Ведь 170 градусов это лишь минимальная температура, необходимая, чтобы начали происходить структурные изменения материала. Если установить паяльник на такую температуру, процесс затянется очень и очень долго.
* температура может составлять больше или меньше рекомендованных 260ºC, в случае использования тонкостенных или, наоборот, толстостенных полипропленных изделий.
Время нагрева полипропиленовой трубы зависит от ее диаметра. Для наглядного примера время, необходимое для нагрева полипропилена, выложим в виде таблицы:
Диаметр трубы Глубина посадки Время нагрева полипропиленовой трубы Время для соединения Время остывания
16 мм 14 мм 5 секунд 4 сек 2 мин
20 мм 14 мм 5-6 секунд 4 сек 2 мин
25 мм 16 мм 7 секунд 4 сек 2 мин
32 мм 18 мм 8 секунд 6 сек 4 мин
40 мм 21 мм 12 секунд 6 сек 4 мин
50 мм 23 мм 18 секунд 6 сек 4 мин
63 мм 26 мм 23 секунди 8 сек 6 мин
* ВНИМАНИЕ! Если работы проходят в холодном помещении, время нагрева может увеличиваться, а время на соединение уменьшаться.



