

- Селективная пайка в электронном производстве
- Введение в селективную пайку
- Что такое селективная пайка?
- Припой в пайке
- Классификация припоев
- Твёрдые припои
- Припои под брендом REXANT
- ПОС-61 с канифолью
- ПОМ-3 без свинца
- ПОСу 95-5, без свинца
- Пруток ПОС-90
- Ручная пайка двухсторонних печатных плат
- Двусторонняя печатная плата
- Метод пайки оловом
- Меры предосторожности при пайке
- Полезные советы
- Проверка сварки после проведения
- Проведение операции
- Технические нормы
- Нагрев выводов
- Пайка металлизированных отверстий
- Селективная против. Волновая пайка
- Сравнение процессов
- Лучшие практики для успешной селективной пайки
- Преимущества и недостатки селективной пайки
- Понимание процесса выборочной пайки
Селективная пайка в электронном производстве
Селективная пайка играет ключевую роль в производстве электроники, влияя на качество и надежность печатных плат. С увеличением сложности и компактности продукции, освоение навыков селективной пайки становится важным фактором.
Введение в селективную пайку
В этом блоге мы рассмотрим особенности селективной пайки. Независимо от того, новичок вы или опытный специалист, информация здесь поможет вам успешно осуществлять селективную пайку.
Что такое селективная пайка?
Селективная пайка — это метод пайки, при котором припой наносится только на необходимые участки печатной платы. В отличие от пайки волной, где плата плавится полностью, селективная пайка позволяет точечно наносить припой на конкретные места. Это полезно при работе с платами, на которых компоненты размещены близко друг к другу.
В системах селективной пайки используются контрольные насосы, миниатюрные сопла, специализированная оснастка и автоматизация для создания надежных соединений на сложных платах.
Припой в пайке
Припой — это материал, который используется для пайки металлических поверхностей. Он плавится при низкой температуре, что облегчает соединение деталей во время пайки.
Классификация припоев
Существуют мягкие и твердые виды припоев. Мягкие припои имеют низкую температуру плавления, обычно не более 300 градусов Цельсия. Они состоят из олова и свинца, с процентным содержанием олова от 10 до 90%.
Твердые припои имеют более высокую температуру плавления и используются в особых случаях.
Благодарим за внимание!
Твёрдые припои
В зависимости от химического соотношения материалов отличается и температура плавления – примерно 220-280 градусов С. Кроме того, существуют модификации с легирующими добавками – сурьмой, кадмием. Они могут придать дополнительную пластичность, снизить температуру плавления. В оловянно-цинковом припое ПОЦ свинец отсутствует.
Твёрдые припои представляют собой сплавы, температура плавления выше 300 градусов С, а у некоторых из них – до 1000 градусов и даже больше. Вследствие этого прочность состава существенно возрастает. Она составляет от 100 до 500 Мпа.
Как правило, основу твёрдых припоев составляют медь и серебро. Разработано несколько сплавов с добавлением легирующих элементов – как правило, цинка. Его наличие позволяет варьировать температуру плавления, прочность, другие характеристики. Чаще всего применяются припои с содержанием меди, небольшого количества серебра и цинка. Они имеют аббревиатуру ПМЦ.
Помимо этого, припои подразделяются по типу плавления (полностью или частично), методу получения состава, наличию/отсутствию флюса, форме припоя. Вне зависимости от этого они могут применяться как в быту, так и в крупном промышленном масштабе – в микроэлектронике, приборостроении и т.д.
Припои под брендом REXANT

ПОС-61 с канифолью
В этом составе 61% олова и 39% – свинца. Припой данного типа используется для механически прочных соединений элементов друг с другом или прочной фиксации на электронной печатной плате. Способы применения – пайка, лужение, смешанное производство. Припой скручивается в спиралевидную катушку. В составе имеется флюс (канифоль) без запаха, его процентное содержание – 2.2%. Это придаёт соединению повышенную прочность.
ПОМ-3 без свинца
Припой ПОМ-3 состоит из 97% олова и 3% меди. Применяется в профессиональной сфере – в частности, в механизированной и автоматизированной пайке. С помощью данного припоя соединяют трубы из меди и её сплавов. Такие операции востребованы при сборке и ремонте оборудования для пищевых и химических производств, для соединения узлов и деталей из металлокерамики. Изделие характеризуется повышенной прочностью во время затвердевания.
ПОСу 95-5, без свинца
Этот припой состоит из олова (95%) и сурьмы (5%). Используется для пайки латуни, стали, меди. Может быть использован для абразивной пайки. Припой востребован в электроламповой промышленности, электронике, автомобилестроении. С его помощью паяются трубы при высоких температурах, электронные платы. Отсутствие свинца гарантирует безопасность проведения операции.

Пруток ПОС-90
Классический припой, состоящий из олова (90%) и свинца (10%). Выполнен в виде прутков диаметром 8 мм. С его помощью можно достичь прочного и герметичного соединения, либо фиксировать электронные микросхемы на печатной плате.
Ручная пайка двухсторонних печатных плат
С развитием высоких технологий людям требуются электронные изделия с высокой производительностью, небольшими размерами и множеством функций, что способствует развитию производства печатных плат. Печатные платы должны быть легче, тоньше, короче и меньше.
Двусторонняя печатная плата
На двухсторонней печатной плате электронные компоненты расположены с обеих сторон, что делает плату компактнее и легче для переноса, по сравнению с односторонней платой.
Метод пайки оловом
При пайке электронных компонентов применяется технология пайки оловом. Припой плавится при определенной температуре, образуя мокрый связующий слой между компонентами и платой. Расплавленный оловянный припой растекается по поверхности паяемой детали за счет капиллярного всасывания, образуя прочное соединение с хорошей электропроводностью.
Меры предосторожности при пайке
- Очистите печатную плату от канифоли и паяльного масла абсолютным спиртом.
- Регулируйте температуру электрического паяльника в диапазоне 242°C.
- Проводите пайку по последовательности, от меньших элементов к большим и от центра к краям.
- Изготовьте технологическую рамку для предотвращения смещения компонентов во время пайки.
Полезные советы
- Проводите пайку двухсторонних печатных плат мощностью паяльника от 25 до 40 Вт.
- Убедитесь, что припой полностью расплавлен, но не перегрет.
- Контролируйте время пайки, чтобы избежать перегрева компонентов и платы.
Проверка сварки после проведения
После сварки печатной платы необходимо провести комплексную проверку на предмет отсутствия пропущенных вставок и пайки, проверить правильность и надежность сварки, соответствие процесса требованиям. После подтверждения необходимо обрезать лишние выводы устройств на печатной плате перед переходом к следующему процессу.
Проведение операции
При выполнении конкретной операции следует также строго соблюдать соответствующие технологические нормы, чтобы обеспечить качество сварки изделия.
Технические нормы
Меры предосторожности при ручной пайке двухсторонних печатных плат включают:
- Выбор типа внутреннего нагрева 20~35 Вт или тип регулировки температуры паяльника.
- Температура паяльника не должна превышать 300℃.
- Выбор формы наконечника паяльника в зависимости от размера площадки печатной платы.
Нагрев выводов
При нагреве выводов компонентов старайтесь обеспечить контакт головки паяльника с медной фольгой на печатной плате. При пайке больших паяльных площадок перемещайте головку паяльника вокруг паяльной площадки, чтобы избежать локального перегрева.
Пайка металлизированных отверстий
При пайке металлизированных отверстий на двухслойной печатной плате необходимо не только смачивать припоем площадки, но и смачивать и заполнять отверстия.
Селективная против. Волновая пайка
Сравнение процессов
Селективная и волновая пайка — два различных метода пайки в производстве электроники, каждый со своими преимуществами.
Пайка волновая означает перемещение печатной платы через стоячую волну расплавленного припоя, что обеспечивает возможность пайки нескольких соединений одновременно, что делает его хорошим для производства на больших объемах. Однако точность пайки волной не всегда удовлетворяет требованиям для чувствительных компонентов на печатной плате.
С другой стороны, селективная пайка лучше подходит для случаев, когда точность и качество соединения имеют первостепенное значение. Данный метод нанесения припоя точен и подходит для сложных печатных плат, содержащих как поверхностный, так и сквозной монтаж. Хотя он может быть менее производителен, чем волновая пайка, его способность производить надежные соединения делает его предпочтительным для специализированных применений.
Загляните в наш блог, чтобы узнать больше о сравнении пайки волной и селективной пайки.
Сложность печатной платы: Селективная пайка идеально подходит для сложных печатных плат с высокой плотностью компонентов и ограниченным пространством..
Печатная плата Компонент Типы: Если ваша печатная плата содержит смесь компонентов для сквозного и поверхностного монтажа., селективная пайка является преимуществом.
Требования к качеству: Если ваш конечный продукт требует безупречного качества паяных соединений и уменьшения дефектов, селективная пайка — лучший выбор.
Как избежать термического повреждения: Чувствительные компоненты, которые не выдерживают нагрев волновой пайки, выигрывают от точности селективной пайки..
Лучшие практики для успешной селективной пайки
Вот некоторые ключевые рекомендации по успешной селективной пайке, объясненные в формате маркированного списка.:
Подводя итог, Селективная пайка — это сверхточный метод пайки, позволяющий прикрепить даже самые крошечные детали., сложные платы. Используя советы из этого блога, производители электроники могут внедрить надежный процесс селективной пайки. Это существенно повысит качество, скорость, и количество откачанных досок. Короче говоря, эта техника пайки дает навыки обращения с неудобными вещами. Настройте это правильно, и вы будете создавать идеальные доски быстрее, чем когда-либо..
Преимущества и недостатки селективной пайки
Целесообразно полностью понимать как основные преимущества этого процесса, так и возможные недостатки или ограничения, о которых следует помнить..
Селективная пайка вытесняет другие методы пайки и стала очень важной для передовых технологий. Изготовление печатных плат. Суперточный, контролируемая пайка позволяет каждый раз находить золотую середину, припаивайте только там, где вам это нужно. Это сводит к минимуму дефекты и снижает нагрузку на компоненты от нагрева.. Даже такие сложные вещи, как пайка BGA это не пот. Обратная связь с обратной связью также позволяет вам выбирать идеальные настройки и оптимизировать их по ходу работы.. Вдобавок ко всему этому, вы получаете более высокую пропускную способность, более легкий осмотр, и возможность пайки компонентов смешанного типа на одной плате.. Этот метод пайки дает массу преимуществ, которые выводят производство печатных плат на новый уровень..
тем не мение, Выборочная пайка также имеет некоторые недостатки, которые следует учитывать.. Необходимый аппарат для селективной пайки имеет значительно более высокую стоимость по сравнению с более простыми методами пайки.. Программирование и настройка процесса пайки могут оказаться более сложными и трудоемкими.. Существуют также потенциальные ограничения с точки зрения размера платы и накопления остатков флюса.. Тщательное взвешивание этих плюсов и минусов важно при принятии решения, является ли селективная пайка правильным выбором для конкретного производственного применения.. При правильном планировании и оптимизации, преимущества часто делают селективную пайку лучшим вариантом процесса для небольших, сложная электроника, требующая надежной и эффективной пайки.
Понимание процесса выборочной пайки
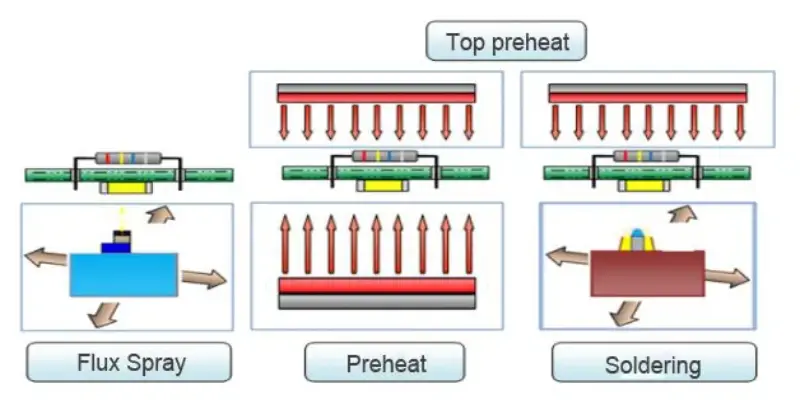
Первый шаг – нанесение флюса – специальный химикат, который подготавливает все к пайке. Не позволяй имени “поток” обмануть тебя, это очень важно! Очищает компоненты и паяльные площадки., удаление любой грязи, масло, или окисление, которое может помешать прилипанию припоя. Флюс гарантирует, что поверхности будут очень чистыми, поэтому жидкий припой может плавно растекаться и хорошо прилипать.. Вы можете думать об этом как о тщательной очистке всего, чтобы создать идеальную, чистая среда для пайки.
Следующий этап после нанесения флюса – предварительный нагрев.. Это означает медленное повышение температуры печатной платы, прежде чем мы что-либо паяем.. Мы поддерживаем температуру предварительного нагрева немного ниже точки плавления припоя.. Подобный постепенный прогрев платы помогает предотвратить тепловой удар. – большой, внезапные скачки температуры, которые могут повредить чувствительные компоненты. Это щадящий способ акклиматизировать плату и подготовить ее к пайке., например, помогая своему телу адаптироваться перед тем, как прыгнуть в гидромассажную ванну. Предварительный нагрев занимает много времени, поэтому компоненты не поражаются резкими изменениями температуры после начала пайки..
На этом этапе, мы используем мини-волны припоя или сопла для нанесения припоя именно там, где мы хотим., прямо на тех самых контактных площадках на плате. Эти инструменты позволяют нам так точно организовать пайку., каждый раз помещая жидкий припой в идеальное место. Затем применяем тепло, и припой плавится и течет, формирование связей с компонентами. В конце концов, получаем надежные и конструктивно прочные паяные соединения.
После завершения пайки, печатную плату необходимо постепенно охладить до комнатной температуры.. Контролируемый, систематический процесс охлаждения жизненно важен, чтобы избежать термического удара компонентов из-за резких перепадов температуры.. Быстрое охлаждение может создать разрушительные напряжения и деформации из-за дифференциального расширения и сжатия.. Как стеклянная посуда, треснувшая от слишком быстро налитой горячей воды., быстрое охлаждение может вызвать чрезмерную нагрузку на хрупкую электронику. Медленно охлаждая плату, мы даем время компонентам стабилизироваться и акклиматизироваться при переходе от высокой температуры пайки. Такое предупредительное постепенное охлаждение защищает целостность паяльной работы..
По сути, процесс селективной пайки сплетает воедино симфонию флюса, калиброванное тепло, прецизионная пайка, и контролируемое охлаждение для изготовления паяных соединений.



