
- Пайка с бессвинцовыми припоями
- Дефекты при пайке с SAC-сплавами
- Основные отличия SAC-сплавов
- Флюс для пайки бессвинцовыми припоями
- Наиболее часто встречающиеся дефекты пайки
- Оптимизация состава флюса
- Пример “поведения” паст при пайке
- Исследование свойств паяемости
- Пайка выводов микросхем
- Профиль пайки
- Контроль качества
- Выводы
- Способность SAC-сплавов смачивать металлические поверхности
- Наличие окислов на плате
- Пустоты в бессвинцовых соединениях и выводах BGA
- Появление пустот
- Факторы, влияющие на появление пустот
- Подъем одного из выводов компонента
- Припой SAC305
- Применение паяльной пасты с повышенным газовыделением
- Примеры смачивания пасты
- Обеспечение смачивания
- Внешний вид бессвинцовых соединений
- Сборка печатной платы
- Анализ и устранение ошибок при проектировании PCBA
- Электромагнитные проблемы
- Слишком высокая плотность модулей
- Список дефектов при производстве PCBA и их решения
- Неочищенная печатная плата
- Пустоты в покрытии
- Повреждения, вызванные неправильным использованием печатных плат
- Чрезмерное использование
- Отказ PCBA, вызванный условиями хранения
- Пыль влияет на работу с печатными платами
- Влияние влажности на печатную плату
- Новейший метод обнаружения для предотвращения сбоев при сборке печатных плат
- Оптический контроль
- Микросекционный контроль
- Рентгеновский контроль
- Как дефекты бывают и от чего они возникают
- Какие дефекты характерны при сварке
- Типичные ошибки при сварке электродом и проволокой
- Ошибки при сварке инвертором
- Ошибки при сварке полуавтоматом
- Ошибки при аргонодуговой сварке
- Как исправить дефекты сварки, если они обнаружены
- Входной контроль
- Контроль качества монтажа компонентов
- Разрушающий и неразрушающий контроль
- Заключение
Пайка с бессвинцовыми припоями
Сплав Sn/Ag/Cu (или иначе SAC-сплав) наиболее часто используют в качестве бессвинцового припоя, хотя возможно применение и других сплавов, содер- жащих, например, висмут, индий и другие элементы.
Дефекты при пайке с SAC-сплавами
При переходе к припоям на основе SAC-сплавов наблюдается увеличение числа дефектов пайки. Это результат неправильного выбора параметров процесса пайки. При правильно выбранных параметрах и надлежащем контроле процесса пайки число дефектов практически соизмеримо.
Основные отличия SAC-сплавов
- Температура плавления SAC-сплавов составляет 217-220 °С;
- Требуется нагрев до 235-245 °С для пайки;
- Флюсы специально разработаны для использования при более высоких температурах.
Флюс для пайки бессвинцовыми припоями
- Флюс занимает примерно половину объема паяльной пасты;
- Улучшает смачивание припоем;
- Способствует растеканию припоя по плате и выводам компонентов.
Наиболее часто встречающиеся дефекты пайки
- Образование мостиков и шариков припоя
- Недостаточная смачиваемость выводов компонентов и площадок платы
Оптимизация состава флюса
- Необходима для применения при более высоких температурах пайки;
- Состав флюса должен быть стабилен при температуре около 245 °С.
Пример “поведения” паст при пайке

Рис. 1. Два образца паяльных паст, оплавленных при температуре 180 °С
При повышенной температуре в зоне предварительного нагрева следует выбирать пасту с малой осадкой. На рис. 1 показано сравнение двух паст, имеющих различную осадку.
Важно учитывать особенности при пайке с бессвинцовыми припоями, чтобы минимизировать дефекты и обеспечить качественное соединение.
Исследование свойств паяемости
В процессе исследования свойств паяемости было обнаружено, что способность SAC-припоев к смачиванию улучшается при использовании водосмываемых флюсов. Флюсы, которые не требуют очистки, содержат меньше активаторов и не содержат галогенов, что приводит к снижению способности к смачиванию.
После воздействия нескольких температурных циклов пайки на площадки печатных плат, защищенные только органическими покрытиями (так называемые OSP-покрытия), увеличивается количество случаев неполного смачивания припоем. Покрытие площадок оловом или иммерсионным серебром способствует более равномерному растеканию припоя. Также хорошо паются покрытия Ni/Au при отсутствии окислов.
Пайка выводов микросхем
На рисунке 2 показаны примеры пайки выводов микросхем с использованием SAC-припоев на площадки из чистой меди и площадки, покрытые иммерсионным серебром.
| Покрытие площадок | Способствует растеканию припоя |
|---|---|
| Чистая медь | Плохое смачивание |
| Иммерсионное серебро | Лучшее растекание припоя |
Профиль пайки
Плохая паяемость, недостаточная смачиваемость, плохая растекаемость припоя и большие углы контакта между площадками и выводами могут быть результатом неправильно выбранного профиля пайки. Важно достичь равномерного распределения температуры по всей площади платы, учитывая, что допустимый интервал пиковых температур бессвинцовых припоев ужеший, чем у оловяно-свинцовых.
Корпуса BGA во время пайки ведут себя как теплоотводы, поэтому паста под ними может не расплавиться полностью. В то время мелкие компоненты могут быть припаяны достаточно хорошо.
Контроль качества
После завершения процесса пайки необходимо правильно определить профиль пайки и контролировать качество соединений с использованием рентгеновских или оптических методов.
На рисунках 3, 4, 5 и 6 показаны результаты различных процессов пайки и ошибок, которые могут возникнуть.
Выводы
Основные причины ухудшения смачивающих свойств бессвинцовых припоев:
- Сохранение активности пасты до температуры плавления SAC-сплавов (217 °C).
- Эффективная защита платы и компонентов от окисления в пасти, чтобы обеспечить равномерное смачивание.
Способность SAC-сплавов смачивать металлические поверхности
СПособность SAC-сплавов смачивать металлические поверхности относительно невелика, поэтому для лучшего растекания припоя во время пайки необходимо, чтобы время воздействия температур, превышающих температуру плавления, было достаточным.
Обычно это время составляет 60-90 с при температуре пайки 235-245 °С.
Наличие окислов на плате
Наличие окислов на плате можно обнаружить, проведя один из тестов на паяемость, например, выполнение баланса смачивания.
Пустоты в бессвинцовых соединениях и выводах BGA
При наличии большого числа пустот в паяном соединении снижается его надежность, что наиболее часто проявляется при эксплуатации изделий в условиях большого перепада температур, вибраций либо воздействия изгибающих усилий. Пустоты являются также причиной ухудшения тепло- и электропроводности соединений.
Появление пустот
Если суммарный объем пустот не превышает 25% объема соединения, их влияние на надежность незначительно. Они могут даже играть роль амортизаторов механических нагрузок.
Факторы, влияющие на появление пустот
- Поверхностное натяжение бессвинцовых припоев выше, чем оловянно-свинцовых.
- Необходимо выбирать пасту такого состава, чтобы содержащийся в ней флюс не терял активности при высоких температурах пайки.
- Удалению пузырьков газа из припоя способствует оптимизация профиля пайки.
Подъем одного из выводов компонента
При пайке малогабаритных компонентов бессвинцовыми припоями возрастает число случаев подъема над платой одного из выводов компонента (эффект “надгробия”). Позиционирование компонентов на плате с достаточно высокой точностью необходимо из-за меньшей способности бессвинцовых припоев смачивать поверхности.
Припой SAC305
Припой SAC305, состоящий из 96.5% олова, 3% серебра и 0.5% меди, обеспечивает меньшую вероятность образования “надгробия”. С его помощью удержание компонентов во время начальной фазы плавления увеличивается, что способствует уменьшению числа “надгробий”.
Применение паяльной пасты с повышенным газовыделением
Применение паяльной пасты с повышенным газовыделением в начальной фазе плавления припоя также может быть причиной образования “надгробий”.
Основная причина отсутствия смачивания – малая активность флюса. В начальной стадии пайки расплавленный припой покрывает всю площадку. Однако, если из-за малой активности флюса образование интерметаллического соединения невозможно, силы сцепления между припоем и площадкой малы, в результате чего из-за поверхностного натяжения припой собирается в каплю.
С использованием водосмываемых паст отсутствие смачивания проявляется достаточно редко благодаря тому, что активность их флюса весьма высока.
В менее активных пастах серии ROLO, а также в пастах, не требующих отмывки и не содержащих галогенидов, отсутствие смачивания проявляется при пайке площадок, покрытых органическими соединениями или сплавом Ni/Au при наличии на нем окислов никеля или загрязнений.
Примеры смачивания пасты
На рисунке 8 приведены фотографии площадок с оплавленной пастой, где на рисунке 8а явно видно отсутствие смачивания.

Рис. 8. Примеры различного смачивания площадок бессвинцовым припоем: отсутствие смачивания (а) и удовлетворительное смачивание (б)
Обеспечение смачивания
Для обеспечения смачивания необходимо:
- Использовать паяльную пасту с высокой активностью флюса.
- Проверить отсутствие окислов на площадке перед пайкой.
Внешний вид бессвинцовых соединений
Поверхность бессвинцовых соединений более матовая, чем оловянно-свинцовых, а галтель из-за меньшей текучести бессвинцовых сплавов имеет другую форму (рисунок 9). Это не должно рассматриваться как дефект пайки.
Сборка печатной платы
Собранная плата печатной платы (PCBA) является наиболее важным компонентом во всем электрооборудовании. Важно обратить внимание на распространенные неисправности печатных плат для предотвращения дефектов и обеспечения высококачественного продукта PCBA.
Сбой сборки печатной платы можно разделить на четыре группы:
- Группа 1
- Группа 2
- Группа 3
- Группа 4

При большой удаче большинство Отказы PCBA можно предотвратить, обладая правильными знаниями о неисправностях печатных плат. Поэтому FS Technology рекомендует не паниковать после обнаружения неисправности печатной платы, а уделить первоочередное внимание анализу неисправностей и их устранению. Если вы являетесь разработчиком печатных плат или Производство печатных плат промышленникам крайне важно понимать, как PCBA может выйти из строя при определенных условиях. В этой статье блога FS Tech мы подробно обсудим методы анализа отказов при сборке печатных плат и перечислим некоторые распространенные отказы PCBA, а также проанализируем причины для поиска решений.
Анализ и устранение ошибок при проектировании PCBA
Медный слой печатной платы обычно имеет тонкий, специфический слой на самой верхней поверхности, известный как паяльная маска. Основная цель этого слоя — служить экраном и формировать защитный слой между окружающей средой и проводящими дорожками, расположенными в медных слоях печатной платы. Он предотвращает взаимодействие этих дорожек с другими материалами, такими как металл или припой, и, таким образом, защищает собранную печатную плату от коррозии и поражения электрическим током.
Если между площадками (участками металла, специально оставленными открытыми для пайки) на печатной плате нет паяльной маски, то высока вероятность возникновения паяных мостиков и короткое замыкание печатной платы между двумя соседними площадками на печатной плате. Также будет меньше защиты от коррозии на печатной плате.
Эту проблему можно предотвратить путем двойной проверки дизайна печатной платы перед отправкой его изготовителям готовых PCBA. В некоторых случаях надзор за дизайном может иметь место, но важно, чтобы вы отдали свой дизайн изготовителям, которые имеют хороший послужной список надлежащих протоколов проверки DFM, чтобы любые проблемы могли быть обнаружены до того, как дизайн будет материализован.
Электромагнитные проблемы
Электромагнитные помехи (EMI) и электромагнитные возможности (EMC) — это два разных фактора, которые необходимо учитывать при проектировании печатных плат. ЭМИ считается шумом в электромагнетизме, таким как нежелательное или повреждающее воздействие электромагнитных возможностей, в то время как ЭМС — это производство, распространение и восприятие электромагнитной энергии. Если ЭМИ увеличивается сверх определенного предела, это может привести к дефекту платы PCBA, что может произойти из-за недостатков в проектировании схемы.
ЭМИ можно минимизировать путем увеличения плоскости заземления печатной платы. Большинство компонентов на печатных платах, расположенных под углом 90 градусов, создают больше ЭМИ, поэтому их следует избегать. С другой стороны, экранированные провода лучше всего использовать в жгутах сборок, поскольку они поглощают ЭМС и в конечном итоге могут работать на снижение ЭМИ.
Слишком высокая плотность модулей
После изготовления платы PCBA используется очень высокая температура для припайки электронных компонентов к печатной плате, но во время этого процесса другие окружающие компоненты могут сгореть, если печатная плата слишком плотно заполнена компонентами. Еще одна проблема, связанная с высокой плотностью PCBA, заключается в том, что если PCBA должен работать быстрее, он будет выделять больше тепла и может стать проблемным. При плотной упаковке компонентов тепло может оставаться внутри PCBA, что увеличивает вероятность возгорания или перегрева PCBA в целом. С такой проблемой обычно труднее всего справиться, поскольку она разрушает электронную природу других компонентов вместе с проблемным, неисправным компонентом (компонентами). Существует прямая связь между перегревом и повреждение цепи поскольку увеличение нагрева приводит к большему повреждению схемы, и если в PCBA игнорируются повреждения от нагрева, диагностировать проблемы платы становится гораздо сложнее.
Любая печатная плата может поглощать тепло до определенных пределов до полного выхода из строя, и если тепло превышает пороговый предел, это может привести к серьезным последствиям и окончательному выходу печатной платы из строя. Эту проблему можно решить, используя правильный размер и структуру, чтобы снизить плотность компонентов на печатной плате и позволить большему количеству тепла рассеиваться, а не задерживать тепло внутри платы. Имея знания о Руководство по ориентации компонентов печатной платы может устранить первопричину проблемы высокой плотности компонентов печатной платы.
Список дефектов при производстве PCBA и их решения
Паяные мостики или неправильная пайка является одним из наиболее распространенных среди всех дефекты при сборке печатных плат. Иногда паяные соединения называют "шортами". Припой является важнейшим компонентом производственного процесса сборки печатных плат, поскольку именно он обеспечивает электрическое соединение компонента и его схемы. Однако иногда он может загрязниться и стать причиной отказа печатной платы. Припой может вызвать короткое замыкание, если он становится токопроводящим из-за избытка влаги в припое. Некоторые частые дефекты припоя, такие как чрезмерно использованный припой и/или поднятые площадки, оказывают различное воздействие на плату. Кроме того, при наличии аномальных соединений между соседними площадками или дорожками могут возникать короткие замыкания. Такие мостики чаще всего очень маленькие и тонкие, поэтому их бывает трудно обнаружить, а если они остаются необнаруженными, то могут вызвать повреждение узлов печатной платы на катастрофическом уровне, например, выгорание/взрыв некоторых электронных компонентов. Неправильная пайка обычно включает пузырьки припоя, сухую пайку и холодную пайку. Все эти дефекты могут вызвать отказ печатной платы и в конечном итоге привести к отказу PCBA.
Визуальный рентгеновский контроль — одна из лучших мер предосторожности для выявления неправильной пайки и мостиков припоя, которые даже трудно обнаружить невооруженным глазом. В большинстве случаев такие сбои в пайке могут быть устранены путем пайка компонентов печатной платы и перепаять их должным образом.
Неочищенная печатная плата
Пренебрежение к чистые печатные платы это распространенная ошибка, которую допускают большинство производителей печатных плат. Несомненно, металлические печатные платы подвержены влиянию различных условий окружающей среды. Масло на поверхности человеческого тела, пот, кислород в природе и влажная окружающая среда — все это может быть потенциальной причиной того, что Повреждение PCBA. Таким образом, очистка печатных плат по мере необходимости может снизить множество потенциальных рисков, поэтому большинство компаний, производящих PCBA "под ключ", не только имеют современное сборочное оборудование и совершенные системы контроля качества, но и придают большое значение очистке печатных плат. Ниже перечислены процессы очистки печатных плат, используемые и организованные компанией FS Technology:
Пустоты в покрытии
Сквозные отверстия в печатной плате — это покрытые медью отверстия, через которые электричество может проходить из одного слоя в другие слои печатной платы. Изготовители печатных плат обычно создают эти отверстия с помощью специального метода сверления, чтобы отверстия проходили через все слои печатной платы. После сверления на внешнюю открытую поверхность этих отверстий наносится медное покрытие, делающее их проводящими.
В процессе осаждения на печатную плату наносится тонкий слой проводящей меди, который в некоторых случаях не является идеальным и может создавать пустоты во время нанесения покрытия. Эти пустоты представляют собой зазоры в медном покрытии, которые становятся проблематичными, поскольку такие зазоры в виде отверстий не могут проводить ток между слоями печатной платы. Это приводит к неправильному функционированию печатной платы или даже к полному отказу печатной платы.
Основной причиной возникновения таких пустот в покрытии является недостаточная очистка просверленных отверстий, загрязнение материала покрытия, грубое сверление отверстий и образование пузырьков воздуха при нанесении покрытия.
Загрязнения материала покрытия и грубого сверления можно избежать, если правильно очистить отверстия, а также очистить материал покрытия. Чтобы получить правильное отверстие в печатной плате, просто убедитесь, что вы всегда выполняете инструкции производителя, например, рекомендуемую скорость вращения сверла или необходимое количество ударов сверла.
Повреждения, вызванные неправильным использованием печатных плат
Наиболее распространенной причиной отказа PCBA является наличие дефектов. В процессе сборки печатных плат часто проявляются дефекты.
Повреждение PCBA может быть вызвано электростатическим повреждением (ESD), поскольку PCBA особенно восприимчивы к ESD, и хотя мы можем почувствовать ESD только в тысячах вольт, малейший разряд может вызвать отказ компонента PCBA. Этот отказ может быть скрытым, в этом случае PCBA будет продолжать работать, но его надежность снизится, или же он может быть катастрофическим. Авторитетные производители PCBA, такие как FS Tech, используют ряд мер безопасности для предотвращения риска электростатического разряда на производстве. Это включает в себя защитные костюмы, устойчивые к электростатическому разряду.
Сгорание компонентов также является одним из видов повреждения PCBA, поэтому важно обратить на это внимание, так как это одна из основных причин выхода PCBA из строя. Сгоревший компонент может потребовать замены всей печатной платы, а не только одного компонента, в зависимости от тяжести повреждения. Ниже перечислены три основные причины сгоревших компонентов:
Чрезмерное использование
Срок службы PCBA больше похож на срок жизни человека, чем на срок жизни отличного вина. Они начинают разрушаться по мере старения из-за своего преклонного возраста. В отличие от них, компания по сборке печатных плат "под ключ" может продлить срок их службы благодаря строгому Процесс контроля качества печатных плат.
Когда срок службы компонентов подходит к концу, они начинают выходить из строя, и в этот момент PCBA необходимо либо отремонтировать, либо заменить на новые. Анализ отказов включает в себя постепенное нагружение PCBA до отказа (термически, механически и экологически), а затем изучение PCBA для выявления и изучения конкретного отказа. Чтобы выявить дефекты в каждой из этих различных категорий, требуется значительный опыт.
Отказ PCBA, вызванный условиями хранения
PCBA очень уязвимы к воздействию переменных факторов окружающей среды. C подвержены расширению под воздействием тепла и влажности, что может привести к деформации и потенциальному повреждению паяных соединений. В связи с этим производство PCBA почти всегда осуществляется в помещении, где температура и влажность тщательно контролируются, чтобы они оставались в пределах допустимых параметров.
Пыль влияет на работу с печатными платами
Когда плата PCBA работает, она генерирует небольшое количество магнитных и электромагнитных полей, и эти магнитные и электромагнитные поля притягивают мелкую пыль, находящуюся в воздухе. Если PCBA хранится в плохих условиях и долгое время не чистится, то скопившаяся пыль вызывает коррозию печатных линий печатной платы, выводов компонентов и даже плесень на печатных линиях, если она серьезная. Плесень обычно появляется на сигнальных линиях и отверстия в печатной плате и отказ или неправильная работа многих распространенных электронных устройств могут быть вызваны плесенью. Если речь идет о явлении частичного выхода из строя, то это может быть связано с коррозией металлических контактов. Кроме того, сталкивались ли Вы с феноменом хорошей и плохой работы электронного оборудования в связи с различными погодными условиями? Если Ваше электронное устройство прекрасно работает в солнечную погоду, но дает сбой в сырую погоду, это может быть вызвано тем, что пыль на печатной плате соединилась с влагой в воздухе и образовала невидимую резистивную сеть, что привело к явлению выхода из строя.
Влияние влажности на печатную плату
Влияние влаги на печатные платы очевидно, и даже готовое электронное изделие будет сильно страдать во влажной среде. Чрезмерная влажность может вызвать распространенные проблемы печатных плат. Чрезмерное насыщение воздуха влагой приводит к тому, что капли воды капают на печатную плату и прикрепляются к выводам компонентов. Компоненты печатной платы, которые в основном используются многими компаниями по сборке PCBA под ключ, — это SMD-компоненты SOP или SSOP. Самая большая особенность этого компонента микросхемы заключается в том, что расстояние между выводами невелико, что обеспечивает хорошую платформу для прикрепления капель воды. Если упакованная интегральная схема SSOP работает в присутствии капель воды, то между штырьками интегральной схемы появится невидимое сопротивление, которое легко вызовет короткое замыкание, что приведет к выходу из строя печатной платы, линий обработки или передачи сигнала. Кроме того, даже в нерабочем состоянии длительное воздействие такой среды может вызвать коррозию и разрушение контактов, что приведет к общему выходу платы из строя.
Лучшее средство — максимально избегать влажных условий. Если избежать этого невозможно в силу специфики проекта, FS Technology рекомендует использовать керамическая печатная плата, который обладает характеристиками водопоглощения 0%. Эта статья в основном посвящена анализу отказов печатных плат и не слишком сосредоточена на различные типы печатных плат.
Новейший метод обнаружения для предотвращения сбоев при сборке печатных плат
Поскольку технология производства PCBA прогрессирует с каждым днем, различные Инспекция сборки печатной платы технологии завоевали успех. Ниже рассматриваются последние технологии, используемые для этих целей.
Оптический контроль
При этом методе контроля мощные оптические микроскопы используются для исследования поверхностного слоя печатной платы (ПП). К неисправностям, которые необходимо обнаружить, относятся коррозия, неудачные паяные соединения, короткие замыкания или отверстия, накопление твердых загрязнений (например, коррозия) или повреждение поверхностного слоя. Эти неисправности можно обнаружить путем осмотра поверхностного слоя.
Микросекционный контроль
При этой технологии контроля небольшой участок PCBA анализируется с помощью оптического микроскопа или растрового электронного микроскопа (SEM). Ламинирование, миграция покрытия, проверка надежности и шероховатости являются одними из наиболее распространенных применений этой технологии.
Рентгеновский контроль
Все, что нельзя наблюдать визуально или с помощью сканирующего электронного микроскопа, проверяется с помощью рентгеновской технологии. Контроль внутриплоскостного разрушения, исследование разрушения BGA и проверка других механизмов внутриплоскостного разрушения — это все области применения данной технологии.
Теперь, когда вы знаете, что может пойти не так с но, надеюсь, вы также знаете, как предотвратить будущие неисправности. Работа с PCBA часто требует переписывания дизайна и замены компонентов, по мере необходимости. Такова специфика отрасли. Время и деньги можно сэкономить, работая с таким деловым партнером, как FS Tech, который хорошо разбирается в тестировании, сборке и производстве PCBA.
Другие связанные статьи:
Руководство по устранению неисправностей PCB CAF!
Анализ и методы предотвращения короткого замыкания печатной платы!
Как отпаять компоненты от печатной платы?

Как дефекты бывают и от чего они возникают
Все дефекты можно разделить на две основные группы. Первая — погрешности, связанные с термическим воздействием, напряжениями, изменениями состава металла шва. Вторая — дефекты, чаще всего вызванные нарушениями технологического процесса из-за ошибок сварщика или неисправного оборудования.
Какие дефекты характерны при сварке
сильные растягивающие, сварочные напряжениярезкое охлаждение металла до низких температур
неправильный режим сваркиневерный выбор электродасырой электродплохо очищенные края заготовкинедостаточная газовая защитаизлишняя длина дуги
неравномерный нагрев и внутренние напряжения
резкий обрыв дугираннее прекращение подачи газа
резкое завершение сварки
слишком длинная дуга и чрезмерный сварочный токсмещение электрода при сварке
излишне большой сварочный ток и низкая скорость сваркипревышенный или непостоянный зазор кромокбольшой угол скоса при разделке
сварка на длинной дугечрезмерный сварочный токнеправильное положение электрода
малая сила тока и быстрая сваркаплохая зачистка заготовкинеустойчивая дуга, например при скачках напряжениянеудобное положение шва
твердые, флюсовые, шлаковые и оксидные включенияпопадание частиц электродасварка на высокой скоростиокалина на поверхностинизкий сварочный ток
неправильная разделка кромоксмещение кромокнестабильная скорость сваркиневерное направление электрода
Типичные ошибки при сварке электродом и проволокой
Дефекты часто возникают при недостатке квалификации: знаний и опыта. Новички ошибаются при настройке аппарата, подготовке деталей, сборке элементов под прихватки и сварку, выборе скорости работы.
Ошибки при сварке инвертором
Основная ошибка новичков при ММА сварке — неверный выбор параметров.
Излишне высокий сварочный ток приводит к брызгам и прожиганию металла. При низкой силе тока возникают непровары и несплавления, образуется много шлака, попадающего в расплавленный металл шва.
Работа на длинной дуге тоже приводит к повышенному шлакообразованию, несплавлениям, а также к козырянию электрода. Лучше сваривать на короткой дуге и поддерживать стабильную длину.
Слишком быстрая сварка чревата непроварами, несплавлением и формирование чешуйчатого шва. Нехватка тепла в рабочей зоне способны вызвать деформации и появление трещин.
Ещё одна ошибка — неправильный выбор электрода. При слишком большом диаметре ширина шва увеличивается, а глубина провара уменьшается, а значит падает качество соединения.
Ошибки при сварке полуавтоматом
Ошибки новичков при МИГ тоже связаны с настройкой сварочных параметров, а также с поджигом электрической дуги и завершением сварки.
Дуга при сварке полуавтоматом не должна быть излишне короткой или длинной. При работе на слишком короткой дуге много брызг. Длинная дуга приводит к ухудшению газовой защиты сварочной ванны и множественным порам в шве, увеличивает риск подрезов.
Высокая скорость подачи проволоки при поджиге дуги мешает её стабильности. В начале шва появляются быстро остывающие точки непровара, от которых могут расходиться трещины. Чтобы это не произошло, поджигать дугу надо на пониженной скорости движения проволоки.
Часто совершают ошибку и в конце сварки, когда резко гасят дугу или убирают горелку в конце шва. В результате этого образуется глубокий кратер. Отводить дугу от сварочной ванны надо медленно, подачу газа сохранить до застывания металла.
Ошибки при аргонодуговой сварке
На шов при ТИГ сварке влияют напряжение на дуге, скорость работы, сила сварочного тока и расход защитного газа, вылет и заточка электрода.
Выбор слишком высокой силы тока приводит к прожигу металла и трещинам. Шов получается серого цвета. Электрод быстро изнашивается.
При сварке на длинной дуге возникают непровары и несплавления. В шве появляются трещины и поры. Последствиями слишком низкого напряжения на дуге могут быть прожигание или чрезмерное усиление шва.
Поры, неравномерный шов, непровары, риск утяжки корня — результат сварки на высокой скорости. Повышенное порообразование и трещины вызывает и неправильно выставленный расход аргона.
Как и при МИГ сварке, нельзя резко тушить дугу и прекращать подачу газа. В противном случае можно получить усадочную раковину на конце шва и окислы в металле. Вылет электрода должен быть минимальным, а сам электрод хорошо заточен. При большом вылете возникают непровары, а сам шов неравномерен. Изношенный электрод с гратом повышает риск некачественного соединения с посторонними включениями.
Как исправить дефекты сварки, если они обнаружены
Исправление дефектов сварки возможно. Однако в большинстве случаев проблемное место надо переваривать.
Способы устранения погрешностей шва:
С опытом ошибок и дефектов становится меньше. Чтобы избегать их, надо точно подбирать режим сварки, расходные материалы, тщательно готовить поверхность и делать пробные швы на подходящем куске металла.
Актуальные методы контроля качества при проведении монтажа электронных компонентов
Качество монтажа электронных компонентов — основной критерий работоспособности электронных устройств. Но итоговое качество продукции зависит не только от уровня проведения монтажа компонентов на печатные платы, но и от столь важного фактора, как исходные комплектующие. Соответственно, к обязательным операциям в технологическом процессе производственной цепочки изготовления электронных устройств следует относить все виды инспекции — от входного контроля комплектующих до контроля качества монтажа компонентов. Такой подход позволяет не только обнаружить все основные дефекты, но и помочь выявить и устранить причину их возникновения, а в конечном счете — повысить процент исправной продукции.
Входной контроль
Проведение входного контроля комплектующих является очень важной операцией, так как позволяет существенно экономить ресурсы, исключив выпуск заведомо некачественной продукции. К основным дефектам, выявляемым при входном контроле комплектующих, относятся:
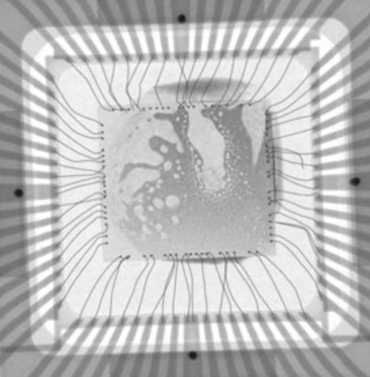
Рис. 1 – Брак микросхемы, обнаруженный рентгеновской установкой на входном контроле
Контроль качества монтажа компонентов
Процедуры, предназначенные для проверки качества монтажа, способны определить следующие основные дефекты:
Контроль качества монтажа компонентов позволяет выявить как ошибки проектирования (неправильный выбор материалов, неудачный выбор посадочных мест под компоненты, размещение компонентов, не подходящее для выбранной технологии монтажа), так и ошибки настройки оборудования при разработке технологического процесса (например, неправильные температурные режимы, неверный подбор материалов).
Рис. 2 – На иллюстрации видно, что ошибка в настройке техпроцесса привела к тому, что некоторые компоненты «съехали» со своих посадочных мест
Разрушающий и неразрушающий контроль
Методы контроля можно разделить на две группы: разрушающие и неразрушающие. Разрушающие методы контроля позволяют практически гарантированно выявлять большинство дефектов, но обладают главным недостатком, скрывающимся в их названии. Разрушающие методы контроля применяются в основном в следующих случаях:
При этом чаще всего на производстве находят применение неразрушающие методы контроля качества, с помощью которых удается обнаруживать практически все дефекты, оставляя прошедшую контроль продукцию пригодной для дальнейшего использования.
Основные неразрушающие методы контроля качества монтажа
При производстве электронных изделий существует четыре основных метода контроля:

Рис. 3 – Цифровой микроскоп для проведения визуального контроля
Это один из традиционных и одновременно самых простых методов, при котором сотрудник проводит контроль качества визуально. Данный способ относится к основным методам входного контроля, позволяет легко обнаруживать многие дефекты невооруженным глазом, в том числе:
Сейчас основной инструмент операторов, выполняющих визуальный контроль, — видеомикроскоп. Во-первых, он помогает выявить более мелкие дефекты: непропаянные соединения, недостаток/избыток припоя, перемычки, загрязнения, малые смещения компонентов, холодную пайку, окисление контактов от перегрева и прочее.
Во-вторых, это оборудование комфортно для обслуживающего персонала. Раньше окуляры микроскопов располагались вертикально, поэтому всю рабочую смену оператор проводил в неестественной, неудобной позе. В результате вместе с нагрузкой на глаза создавалось дополнительное негативное влияние на шею и позвоночник, что приводило к развитию профессиональных заболеваний. Современные модели микроскопов строятся на базе FHD-видеокамер, которые транслируют изображение на монитор. Исследуемую печатную плату укладывают на плавающий антистатический столик с электронным управлением. Существуют также мобильные видеомикроскопы, которые позволяют обследовать платы, не снимая их с посадочного места. Они особенно удобны при ремонте крупных электронных приборов.
Несмотря на очевидные достоинства, такие как низкая стоимость оборудования и простота использования, визуальный метод контроля имеет определенные недостатки: большие временные затраты, присутствие профессионального оператора, невозможность обнаруживать многие типы дефектов. Поэтому визуальный контроль не должен являться единственным методом контроля качества, однако может активно применяться при входном контроле, а также как промежуточный метод контроля, позволяя оперативно обнаруживать явные крупные дефекты и снижая нагрузку на последующие методы контроля.
Автоматический оптический контроль

Рис. 4 – Система автоматической оптической инспекции Zenith UHS
По сравнению с визуальным контролем система автоматической оптической инспекции имеет следующие преимущества:
Методика проведения инспекции:
Многочастотный муар (аналоговый) – формирование с помощью аналоговых проекторов( свет проходит через линзу, на которой нанесена гравировка линий с шагом 0,37 мкм) «муаровых узоров» на поверхности инспектируемого объекта , считывание информации камерой, расчет по алгоритму точных геометрических характеристик объекта и построение 3D визуализации. Наиболее точный и эффективный метод ( минимальное количество ложных срабатываний). Применяется только в системах KohYoung ( Ю.Корея). Такой метод контроля в 3D способен обнаруживать следующие дефекты:
Многочастотный муар (DLP- digital light projector) – сходная по технологии система 3D инспекции, за исключением метода получение «муаровых узоров» . В системах DLP узор создаётся матрицей цифрового проектора, которая не может дать тех же характеристик, что и аналоговый метод. Как следствие, увеличивается количество ложных срабатываний и качество инспекции ( особенно мелких компонентов). В большинстве случаев такие системы 80% инспекций делают с использование устаревшего метода 2D.
Лазерное измерение – метод 3D реконструкции исследуемого компонента путем лазерной триангуляции. Имеет высокую скорость инспекции и хорошую точность измерения корпусов больших объектов. При работе с прозрачными и отражающими поверхностями, разными цветами компонентов и оснований, а так же компонентами с малым габаритом корпуса система справляется хуже и дает большое количество ложных срабатываний.
2D метод – снимок объекта с использованием многоуровневой кольцевой RGB подсветки , анализ и подсчет снятых камерой пикселей определенного цвета и дальнейшая реконструкция либо сравнение с эталоном. Это наиболее устаревшая технология, которая не позволяет в полной мере провести измерения с высокой точностью.
Системы автоматической оптической инспекции обычно имеют дополнительные программные опции, благодаря которым, с одной стороны, можно повысить точность и скорость проведения контроля, а с другой — проводить анализ причин возникновения дефектов.
Данные системы пользуются большой популярностью при изготовлении электроники, поскольку на их основе строятся сложные, многозадачные системы машинного зрения, тесно интегрирующиеся в технологический процесс и участвующие не в одном, а в целой серии основных этапов производства. Однако, являясь логическим развитием средств визуального контроля, подобные системы обладают существенным недостатком: они не способны обнаруживать все возможные дефекты. В частности, оптическим системам физически не доступны дефекты, расположенные под корпусами элементов (BGA-компоненты, многоконтактные разъемы), а также внутренние дефекты, как изначально имеющиеся внутри компонентов, так и возникшие в результате нарушения технологии монтажа компонентов.
Электрический метод контроля основан на измерении параметров цепей при пропускании электрического тока через систему контактирования установки контроля с тестируемым образцом. Метод применяется как для проверки несмонтированных печатных плат с целью контроля качества их изготовления, так и для смонтированных печатных плат. Данный подход позволяет определять короткие замыкания, отсутствие соединений, измерять основные электрические параметры, а также проверять функциональность активных и пассивных компонентов. Главный недостаток метода — сложность определения типа неисправности и необходимость либо дополнительно прибегать к дополнительным способам контроля, либо переводить изделие в разряд брака без определения типа и причины возникновения дефекта. Метод нашел успешное применение при изготовлении печатных плат, позволяя с высокой скоростью и степенью автоматизации выполнять контроль качества их изготовления. Электрический контроль находит применение и при инспекции готовых изделий, но вследствие невысокой универсальности используется не столь широкого, как остальные методы.

Рис. 5 — Промышленная система рентгеновского контроля СРК-1000 производства «Диполь»
Рентгеновский контроль является наиболее универсальным методом неразрушающего контроля качества при производстве электроники, с помощью которого можно находить наибольшее количество дефектов. Это единственный метод обнаружения дефектов, локализованных в визуально недоступных местах изделия (под компонентами, внутри корпусов).
Данный метод похож на визуальный или оптический, когда оператор проводит анализ изображения изделия или его отдельных частей. Основное отличие — использование изображения, полученного за счет просвечивания объекта контроля рентгеновским излучением с регистрацией изображения на цифровом детекторе. Такой подход позволяет просматривать объекты контроля насквозь и обнаруживать максимально широкий спектр дефектов в местах, недоступных для контроля при использовании других методов (под корпусами компонентов, внутри корпусов компонентов и изделий, в промежуточных слоях многослойных печатных плат, в переходных и монтажных отверстиях):
Рентгеновский контроль находит свое применение на всех этапах производства электроники: входном, межоперационном, выходном контроле, при ремонте и анализе неисправностей в процессе эксплуатации изделий.
Несмотря на огромные возможности и универсальность применения, данный метод также не лишен недостатков: невысокая скорость, зависимость от квалификации оператора, высокая стоимость оборудования. Все это препятствует широкому распространению систем рентгеновского контроля, в связи с чем их покупка и использование становятся прерогативой либо крупных производственных компаний, либо компаний, выпускающих продукцию, к качеству которой заказчиком или нормативной документацией предъявляются особенно высокие требования.
Заключение
Общие принципы организации контроля при монтаже электронных компонентов
Учитывая особенности и недостатки существующих методов контроля, можно заключить, что ни один из них не является универсальным. В связи с этим обеспечение необходимого уровня качества требует комплексного подхода с использованием нескольких способов проверки качества изделий.
Например, хорошо зарекомендовала себя схема двухступенчатого контроля, когда «быстрыми» методами проводится сплошной контроль продукции, а «медленными», но более эффективными — выборочный контроль партии. В любом случае, для организации эффективного и экономически целесообразного контроля необходимо учесть большое количество факторов: номенклатуру изделий, объем производства, требования заказчика и нормативной документации, а также посчитать и сравнить стоимость контроля продукции и появления брака. Все это непростые задачи, но их необходимо решать. Правильно организованный контроль повышает экономическую эффективность производства и существенно снижает риски при выпуске электронных устройств.



