
Пайка элементов на печатные платы, пластинки из диэлектрического материала с токопроводящими дорожками на поверхности, осуществляется вручную, на полуавтоматическом или автоматическом оборудовании.
Существует два способа создания электронных микросхем:
- TNT (DIP) – штыревые контакты элементов выводятся на наружную часть платы через отверстия;
- SMD – контакты электронных компонентов фиксируются на металлизированных дорожках на поверхности платы.
При создании сложных микросхем выполняют смешанный монтаж. На плату с металлизированными отверстиями и дорожками на первом этапе монтируют SMD-элементы, на втором – DIP-элементы.
- Виды паек печатных плат
- Пайка волной припоя
- Конденсационная пайка (в паровой фазе)
- Пайка инфракрасным излучением
- Конвекционный метод
- Основные способы пайки
- Контактная пайка
- Лазерная пайка
- Диффузионная сварка
- Технология процесса лазерной пайки
- Устройство лазерного пайщика
- Преимущества лазерной пайки
- Область применения лазерной пайки
- Оборудование для лазерной пайки
- Устройство для лазерной пайки
- Чистота лазерной пайки
- Новое поколение станков FireFly
- Печатные платы и электронные модули
- Изготовление печатных плат и электронных модулей Российского производства на заказ
- Виды печатных плат, производимых НИИИС
- Виды финишных покрытий печатных плат, производимых НИИИС
- Технические характеристики печатных плат
- Технология производства печатных плат включает следующие основные процессы
- Печатная плата купить
- Монтаж электронных модулей
- Разработка и заказ многослойных керамических плат
- Технические характеристики многослойных керамических плат
- Преимущества работы с нами
- Контактная информация
- Возможности монтажа на производстве
- Технология LDSпозволяет создавать пространственные узлы
- Лазерная технология универсального применения
- Новые тренды в технологии LDS
- Прогресс в материальной и экономической части
- Больше перспектив для технологии 3D-MID
Виды паек печатных плат
По количеству синхронно устанавливаемых элементов, пайка плат бывает:
- групповой (одновременной), с термическим воздействием на всю поверхность пластины из диэлектрика;
- индивидуальной (селективной), с воздействием на конкретный участок поверхности.
В зависимости от технологии, различают следующие виды пайки:
- волной припоя;
- в паровой фазе;
- ИК-нагревом;
- конвекционным методом;
- лазером.
Указанные технологии позволяют существенно ускорить монтаж за счет групповой пайки элементов на печатные платы на автоматизированном оборудовании.
Пайка волной припоя
Технология разработана в 50-х годах прошлого века и используется при серийном производстве электронных приборов.
На первом этапе на печатную плату устанавливаются электронные компоненты, после чего она попадает на конвейер. Там мест пайки покрывают флюсом, затем предварительно прогревают плату и перемещают над ванной с расплавленным припоем. Специальные сопла создают волну с гребнем специально рассчитанной высоты и формы, которая смачивает припоем контактные площадки и выводы установленных деталей.
В основном данная технология используется при DIP–монтаже, когда электронные компоненты размещаются с одной стороны платы, а контактные площадки и выводы – с другой. Пайка волной припоя может задействоваться и для крепления SMD-элементов. В этом случае компоненты требуется предварительно приклеить к плате специальным составом. Так как плата должна размещаться над ванной SMD-элементами вниз, расплавленный припой омывает не только плату, но и корпуса электронных компонентов. Так как не все элементы способны выдерживать высокий нагрев, это ограничивает применение технологии пайки волной припоя.
Конденсационная пайка (в паровой фазе)
Данная технология подходит для мелкосерийного производства печатных плат и позволяет монтировать SMD-элементы любого типа, не боясь перегрева.
Нагрев платы с электронными компонентами, предварительно установленными на паяльную пасту, осуществляется за счет конденсации пара в камере автоматизированной установки. Источник пара – химически инертная жидкость, не провоцирующая возникновения коррозии. Выбор жидкости с подходящей температурой кипения (от 160°С до 260°С) зависит от индивидуальных требований к условиям пайки и типа припоя (свинцовосодержащий или бессвинцовый).
Пар кипящей жидкости вытесняет воздух из камеры, поэтому пайка осуществляется в бескислородной среде. Так как температура пара стабильна, исключен перегрев компонентов и обеспечивается безупречная повторяемость процесса. Данный вид пайки печатных плат позволяет создавать изделия любой сложности, включая гибкие платы, многослойные, на алюминиевом основании.
Пайка инфракрасным излучением
Технология инфракрасной пайки заключается в воздействии сфокусированным потоком ИК-лучей на участки объекта пайки. Для изготовления плат используется полуавтоматическое и автоматическое оборудование. По типу источника излучения различаются три вида установок:
- ламповые;
- панельные;
- комбинированные, с лампами и панелями.
Конструкция усовершенствованных ИК-печей позволила избавить технологию от ряда недостатков – предусмотрен отвод испарений флюсов, обеспечивается максимально равномерный нагрев изделий, без появления горячих точек, за счет предварительного прогрева плат.
- подходит для серийного и массового изготовления печатных плат;
- не требует предварительно приклеивать компоненты при одностороннем монтаже;
- позволяет изготавливать платы с высокой плотностью расположения компонентов;
- дает возможность фиксировать электронные компоненты всех типов, включая элементы с контактными площадками, скрытыми под корпусом;
- позволяет осуществлять дифференцированный подвод тепла – обеспечивать разный режим нагрева для разных зон платы.
При этом важно учитывать, что для каждого типа печатного узла требуется правильно подобрать режим пайки. Кроме того, есть ряд ограничений, касающихся материала изготовления печатных плат, выбора элементной базы.
Конвекционный метод
Конвекционная пайка – широко распространенная технология, при которой нагрев паяльной пасты осуществляется за счет принудительной конвекции горячего воздуха. Чтобы минимизировать процесс окисления, пайка может производиться в инертной среде.
Процесс проходит в четыре этапа:
- предварительный нагрев платы с установленными компонентами;
- стабилизация (выравнивание температуры);
- оплавление;
- охлаждение.
Для конвекционной пайки используются специальные камеры с регулировкой температуры либо конвейерные печи, где плата перемещается из одной температурной зоны в другую.
Температурный профиль пайки элементов на печатные платы формируется с учетом вида оборудования, состава паяльной пасты, материала изготовления печатной платы, характеристик электронных компонентов.
Лазерное излучение – мощный источник тепловой энергии, воздействующий локально. При пайке электронных компонентов нагреву подвергается отдельный вывод или ряд выводов. При этом современные установки для сборки электронных модулей позволяют осуществлять монтаж со скоростью около 10 выводов в секунду, что приближает производительность такой селективной пайки к классическим видам групповой.
Пайка лазером незаменима при создании сложных микроэлектронных устройств. К достоинствам технологии относят:
- минимальное температурное воздействие на корпус электронных компонентов, что позволяет припаивать термочувствительные элементы без риска перегрева;
- низкую степень окисления припоя;
- возможность изготовления модулей с высокой плотностью монтажа и минимальным шагом выводов без возникновения шариков припоя и перемычек.
Весь технологический цикл может быть автоматизирован и включать в себя лазерный контроль качества паяных соединений.
От других видов паек печатных плат лазерная отличается более высокой стоимостью оборудования.
Основные способы пайки
Это традиционный способ спаивания металлических деталей, выполняемый с помощью сварочного устройства, на горелке которого закреплен тугоплавкий электрод. В результате его подачи образуется электрическая дуга, при помощи которой и происходит сварка деталей. Но работать с драгоценностями, не повредив их, обычным сварочным аппаратом невозможно. Для этого применяется специализированный аппарат, работающий в импульсном режиме.
Устройство аппарата для работы с драгоценными металлами отличается от конструкции обычного сварочного оборудования. Действующим элементом является аккумулирующий конденсатор. При включении он вырабатывает электрические импульсы. Благодаря этому аппарат применяется для точечной сварки. Импульс успевает расплавить материал сплава, не нарушая при этом целостности детали.
Новые модели оборудованы специальными бинокулярами, с помощью которых видно мелкие элементы, более точно подается импульс. Дополнительно к месту пайки подается аргон, который защищает соединение от образования оксидной пленки.
Рис. 1. Дуговая точечная пайка
Контактная пайка
Технологический процесс, подобный промышленному методу. Две разные детали прижимаются друг к другу, и на них воздействует электрический ток. Контактная пайка осуществляется как промежуточная процедура перед основной частью соединения отдельных частей. Станок состоит из двух пробойников, через которые подается напряжение. Детали зажаты между ними и прижимаются друг к другу.
Рис. 2. Контактная пайка
Лазерная пайка
Лазерная пайка (сварка) — это бесконтактный способ пайки (сварки), осуществляемый мощным лазерным лучом. Данный тип пайки позволяет восстановить швы и стыки множества материалов и любых металлических сплавов (в том числе титана). Лазерный луч передает энергию к месту пайки и поглощенная энергия нагревает припой до достижения им температуры плавления.
Излучатель — это исполнительный механизм, на который крепится алюмо-иттриевый гранат. Проходящее через этот минерал излучение обеспечивает оптимальное воздействие при работе с благородными металлами.
Нагрев происходит с большей эффективностью. Возможно воздействовать на небольшие участки, не перегревая остальную часть изделия.
Регулятор мощности и генерирующий нагревательный луч, позволяет работать с различными сплавами и однородными металлами.

Рис. 3. Лазерная пайка (сварка)
Диффузионная сварка
Представляет собой промышленный вариант соединения деталей разных размеров. Поверхность шлифуется, чтобы на ней не осталось неровностей, грязи, ржавчины и защитного покрытия.
После шлифовки детали зажимают тисками так, чтобы они визуально представляли готовое изделие.Полученную конструкцию помещают в муфельную печь для нагревания. Определенное время заготовки находятся при определенной температуре. В это время в месте соединения атомы двух деталей смешиваются и образуют прочное соединение. Изделие достают из печи и дают ему остыть без использования охлаждающих растворов.
Рис. 4. Диффузионная сварка
Технология процесса лазерной пайки
В излучателе лазерного пайщика образуется мощный энергетический поток. При прохождении через оптическую систему он превращается в узкий и точно направленный луч. Он точечно воздействует на материал, нагревая его до температуры плавления. После нагревания детали соединяются в месте пайки. Когда материал остывает он снова твердеет, создавая очень прочное соединение. Простота управления формой и расположением области нагрева дает надежное соединение с минимальным нагревом компонентов.
Использование лазерной технологии обеспечивает точный нагрев, предотвращая тепловые нагрузки на высокочувствительные компоненты. Применение фокусирующей оптики позволяет паять в небольших пространствах, а также детали маленького размера. Моторизованная оптика оптимизирует фокусную точку для каждого соединения.
Устройство лазерного пайщика
Лазерное паяльное оборудование состоит из:
- лазерного генератора;
- волоконно-оптического модуля;
- фокусирующей оптики;
- модуля компьютерного зрения с камерой;
- осветителя и модуля движения;
- позиционирующей X-Y ступени с сервосистемой управления.
Рис. 5. Устройство лазерного пайщика
Преимущества лазерной пайки
Пайка с помощью лазерного луча может использоваться в полностью или частично автоматизированных процессах производства. Данный вид пайки имеет ряд преимуществ:
Лазерный луч нагревает поверхность в определенном месте. Чувствительные к температуре компоненты не деформируются, поскольку нагрев осуществляется локально.
Бесконтактный метод пайки
По сравнению с другими типами лазерная пайка может производиться в труднодоступных местах. Необходимо подавать только тонкую проволоку припоя, а тепло передается бесконтактно через лазерный луч.
Пайка миниатюрных элементов производства возможна только благодаря бесконтактной пайке с помощью лазера, поскольку бесконтактная пайка повышает точность и не повреждает поверхность. Такая точность необходима для сборок или компонентов, которые на следующем этапе должны проходить через корпус, например, светодиоды.
Быстрое управление количеством тепла
Лазер можно настраивать индивидуально для каждого материала. Любая точка пайки может быть спаяна с индивидуальными настройками температуры нагрева. Это позволяет паять компоненты и паяльные площадки разных размеров друг за другом. Мощность лазера и диаметр лазерного луча можно регулировать индивидуально.
Время пайки может быть значительно сокращено благодаря лазерному пайщику. Часто производственные этапы могут быть объединены путем пайки различных компонентов за один технологический этап, например, SMD-компонентов, штырьков, контактных пружин батарей, штампованных деталей, галтелей, соединения двух печатных плат, двух паяльных площадок под углом 90° друг к другу.
Так как поверхность нагревается бесконтактно, можно не прикреплять материалы и свободно размещать их в гнезде, что экономит время и затраты.
Область применения лазерной пайки
Пайка соединений и деталей с помощью лазера сегодня широко применяется во многих отраслях:
- производство изделий из цветных металлов;
- работа с различными видами нержавеющих сталей;
- соединение контактов на печатных платах;
- пайкапластика и пластиковых деталей;
- работа с чугунными заготовками;
- пайка алюминиевых деталей и изделий из титана;
- пайка ювелирных украшений (цепочек, сережек, колец).

Рис. 6. Ремонт очков лазерной пайкой

Рис. 7. Лазерная пайка ювелирных украшений
При помощи лазерного оборудования можно выполнять пайку различных металлов и их сплавов: титана, стали, меди, серебра, золота, платины, биметаллов, тугоплавких и пр. Также есть возможность соединять металл и драгоценные камни.
Оборудование для лазерной пайки
Аппарат лазерной сварки и пайки TORWATT 300 F

- Конструкция: напольная, Г-образная.;
- Микроскоп: со стерео окулярами, 23-кратным увеличением;
- Монитор: цветной, сенсорный, с выводом изображения из рабочей зоны;
- Охлаждение: в отдельно стоящем корпусе, водяное;
- Точка фокусировки лазерного луча: регулируется;

Лазерная пайка в отличие от контактной традиционной, лишена физических ограничений, а использование сфокусированного луча устраняет ограничения на размер паяемой поверхности и ее доступность. Даже если точка подпайки находится рядом с пластиковым корпусом, рядом с другими нежными компонентами или внутри отверстия, здесь это не проблема.
Использование паяльного лазера требует другого подхода к процессу сборки. Часто замена паяльника или селективной волны (Селективная пайка – это процесс выборочной пайки компонентов к печатным платам, которые могут быть повреждены нагревом печи оплавления или пайкой волной в традиционной технологии поверхностного монтажа) на лазер позволяет сократить производственную линию, отказаться от вращающихся модулей печатной платы или уменьшить необходимость демонтажа приспособлений или корпуса.
Устройство для лазерной пайки
Возьмём для примера устройство для лазерной пайки Seica FireFly, которое доступно в двух версиях, с головкой над или под печатной платой. Классический подход, то есть снизу, – это когда компоненты размещаются на плате, а контакты припаиваются, как в случае селективной волны. Режим сверху предлагает возможности, ценимые автомобильной промышленностью, где головка, расположенная над платой, позволяет припаять контакты большого компонента, на котором размещена небольшая плата – например катушка зажигания.

Паяльная головка, помимо источника энергии излучения и оптической системы, включает в себя ПЗС-камеру для наблюдения за процессом, пирометр для анализа тепловой мощности, подаваемой на плату, и дозатор припоя. Этот набор инструментов позволяет полностью контролировать процесс пайки. Использование лазера не дает человеку напрямую контролировать процесс, следовательно необходимо управлять видеокамерой. Именно она позволяет проверить точку пайки, место доставки провода и проверку реперных точек.

Пирометр отвечает за сам процесс переплавки припоя. Предоставленная им информация отвечает за управление запрограммированным температурным профилем с тем, который был фактически реализован.
Чистота лазерной пайки
Преимуществом применения по сравнению с пайкой волновой выступает чистота процесса, которая сохраняется внутри и вокруг оборудования. Используя припой с флюсом, так называемый флюсатор, он доставляется только на место пайки. С помощью широкого ассортимента паяльных проволок разного состава и диаметра можно дополнительно контролировать параметры процесса. Даже если вокруг припоя находится особо чувствительный компонент, это не проблема. Тепло, флюс и пары припоя ограничиваются только областью контактной площадки.

ПЗС-камера, пирометр и точный контроль мощности лазерного излучения позволяют полностью отслеживать процесс. Перед началом работы устройство декодирует штрих-код 1D / 2D, находит ориентиры, измеряет отклонение пластины для оптической фокусировки луча и только после этого начинает работу. Все эти параметры хранятся в базе данных и присваиваются конкретному серийному номеру. Более того, есть возможность сохранить видео процесса для каждого пина отдельно.
Новое поколение станков FireFly
Недавно производители оборудования для лазерной пайки выпустили второе поколение такого устройства с осевой головкой. Здесь энергия лазерного излучения доставляется перпендикулярно печатной плате и ПЗС-камере, а пирометр работает по одной оси. Таким образом были устранены ошибки измерения и уменьшен объем свободного пространства, необходимого над площадкой. Кроме того, второе поколение фокусирует лазерное излучение не в точку, а в кольцо (создавая так называемый бублик).

Таким образом гарантируется равномерное распространение тепловой энергии по всей поверхности. Более того, за счет отражения тепло передается и самому штифту. Варифокальная оптика позволяет изменять размер этого светового кольца, настраивая его в соответствии с размерами припаиваемой площадки, и при необходимости фокусироваться в точку.

Несмотря на множество преимуществ лазерной пайки, все же есть аспекты в пользу классической селективной пайки. Она более эффективна при большом количестве компонентов на плате. Идея внедрения лазерной состоит в том, чтобы завершить производственный процесс на основе волн, то есть сделать то, что для того было невозможно, и конечно исключить ручную пайку плат.

MonoJet — установка для локальной обработки поверхностей

Аппарат MonoJet представляет собой основную установку в линейке продуктов Advanced Machines. Установка позволяет получать плазму мощностью до 2000 Вт, что делает MonoJet практически самой мощной установкой данного класса. Установка широко используется для обработки различных материалов перед микросваркой, нанесением клея, маркировки, а также для удаления загрязнений.
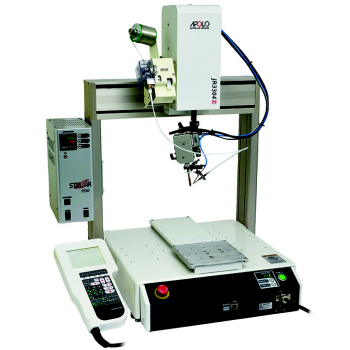
Apollo Seiko J-CAT COMET — настольные паяльные роботы

Паяльные роботы этой серии построены на базе прецизионных промышленных роботов Janome, имеющих четыре оси: три декартовых перемещения и одну ось вращения инструмента. Роботы применяются для высокоточной пайки корпусов микросхем с малым шагом выводов, пайки разъемов, переключателей, плоских кабелей, шлейфов, планарных элементов, поверхностного монтажа и во многих других приложениях.
Apollo Seiko JS-SERVO — серия паяльных манипуляторов

Паяльные роботы-манипуляторы этой серии построены на базе прецизионных промышленных манипуляторов типа SCARA. Благодаря особой кинематической схеме, SCARA-роботы обладают очень высокой скоростью перемещения выходного звена и идеально подходят для встраивания в конвейерную линию.
Apollo Seiko J-CAT STELLAR — настольный паяльный робот
Паяльные роботы этой серии построены на базе прецизионных промышленных роботов Janome, имеющих четыре оси: три декартовых переещения и одну ось вращения инструмента. Роботы применяются для высокоточной пайки корпусов микросхем с малым шагом выводов, пайки разъемов, переключателей, плоских кабелей, шлейфов, планарных элементов, поверхностного монтажа и во многих других приложениях.
JR3000 — серия настольных роботов

Серия настольных промышленных роботов из десяти различных моделей, отличающихся числом рабочих осей и размером рабочего поля. Жесткая конструкция и прецизионная система управления перемещением позволяет использовать данные устройства в различных установках по производству микроэлектроники.
JS3 — серия манипуляторов типа SCARA

Компактные и скоростные манипуляторы типа SCARA, которые, благодаря особой кинематической схеме, обладают высокой скоростью перемещения выходного звена, могут быть встроены в конвейерную линию и оснащены любыми необходимыми опциями – техническим зрением и дополнительными сенсорами.
JSR4400N — серия манипуляторов типа SCARA

Недорогая серия SCARA манипуляторов с низким энергопотреблением, достигнутым за счет комбинации шагового двигателя и специальной цепи управления. Серия включает в себя две модели SCARA-роботов с тремя либо четырьмя рабочими осями.
RS003N — шестиосевой шарнирный манипулятор

Скоростной прецизионный шеcтиосевой паяльный робот имеет малый вес, может быть свободно установлен на полу, стене или потолке. Робот оснащается стандартным паяльным блоком Apollo Seiko, контроллером пайки TERRA и готов к применению в любых задачах селективной пайки.
JPL RF-430 — конвекционная печь для оплавления припоя

Печи для оплавления припоя серии RF-430 сочетают нагрев инфракрасным излучением и конвекционный нагрев в воздушной и азотной среде. Печи этой серии имеют четыре зоны нагрева и позволяют проводить пайку по заданному температурному профилю.
JPL RF-630 — конвекционная печь для оплавления припоя

Конвекционная печь RF-630 — это небольшая печь для оплавления припоя, разработанная для безсвинцовой пайки с применением инфракрасного нагрева. Печь сочетает компактный дизайн и наличие шести зон нагрева; позволяет проводить пайку по заданному температурному профилю.
Eurointech Sola — установка бесконтактной селективной лазерной пайки

Установка для бесконтактной селективной лазерной пайки различных штыревых и SMD компонентов, планарных микросхем и разъемов, термочувствительных элементов, многорядных кросс-разъемов и прочих электронных компонентов, использующихся в отечественной электронике и приборостроении.
VTP 200 — вакуумный нагревательный стол

Нагревательный стол может применятся для эвтектической пайки, пайки в среде азота и оплавления припоя при изготовлении СВЧ микросборок, СВЧ модулей и блоков, а также их герметизации.
THE-200 — пневматический дозатор

Серия автоматических дозаторов THE-200 представляет собой ультраточные дозаторы, оснащенные прецизионными регуляторами давления и современной качественной электроникой.
Pro-Pump — шнековый дозатор

Система точного дозирования, состоящая из дозирующей головки Pro-Pump и контроллера Procon. Работает по принципу шнекового дозирования, позволяет с высокой однородностью дозировать материал.
Портальные дозирующие роботы

Дозирующий робот Janome JC-3 c пневматической системой TAEHA THE-200 представляет собой качественное и эффективное решение в области точного дозирования.
JPL BR-515 — установка для демонтажа BGA микросхем

Установка предназначена для демонтажа BGA микросхем, помимо пайки, прикрепленных с помошью компаунда, что часто встречается на платах современных мобильных устройств, например, смартфонов, навигаторов и планшетных компьютеров. Установка позволяет точно позиционировать нагревательный элемент над нужным компонетном на плате и демонтировать его в течение 20-80 секунд, что в несколько раз быстрее, чем на обычной ремонтной станции.
UR3 — коллаборативный робот-манипулятор
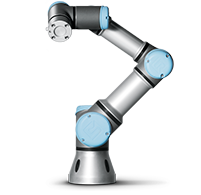
Супергибкий манипулятор UR3 рассчитан на полезные нагрузки до 3 кг. Радиус его действия составляет 500 мм, что позволяет устанавливать манипулятор в тесных местах и эффективно использовать практически с любым производственным оборудованием.
UR5 — коллаборативный робот-манипулятор
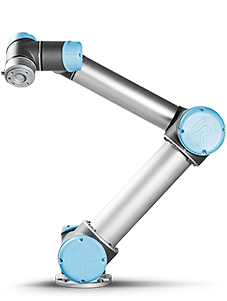
Супергибкий манипулятор UR5 рассчитан на полезные нагрузки до 5 кг. Радиус его действия составляет 850 мм. Манипулятор прекрасно справляется с задачами, не требующими работы со значительными тяжестями (в том числе с перекладкой и испытаниями).
UR10 — коллаборативный робот-манипулятор
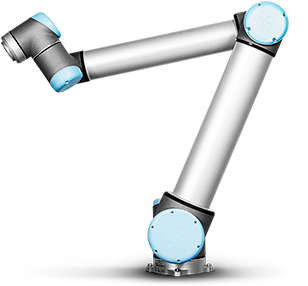
Супергибкий манипулятор UR10 рассчитан на полезные нагрузки до 10 кг и имеет радиус действия до 1300 мм и наиболее эффективен на больших площадях. Он помогает сэкономить время на производственных линиях, где расстояние может иметь большое значение.
Janome JP Series 5 — электрические прессы

Электрические сервопрессы, оснащенные высокоточным электрическим сервоприводом, благодаря использованию которого пресс может точно управлять параметрами движения выходного звена.
UR3e — коллаборативный робот-манипулятор
Робот рассчитан на полезные нагрузки до 3 кг, а его радиус действия составляет 500 мм. Оснащен силомоментным датчиком, имеет увеличенную рабочую чистоту контроллера, высокую повторяемость.
UR5e — коллаборативный робот-манипулятор
Робот-манипулятор UR5e обеспечивает высокую точность и гибкость производственных процессов, рассчитан на полезные нагрузки до 5 кг, а его радиус действия составляет 850 мм.
Иметт встроенный силомоментный датчик, высокую повторяемость, уеличенную рабочую частоту контроллера.
UR10e — Коллаборативный робот-манипулятор
Манипулятор UR10e рассчитан на полезные нагрузки до 10 кг, а его радиус действия составляет 1300 мм. Имеет встроенный силомоментный датчик, увеличенную рабочую частоту контроллера, высокую повторяемость.

Установка применяется для автоматизации процессов сборки электронных блоков и модулей в мелкосерийном производстве.
Головки AVIO для термокомпрессионного монтажа

Головки данного типа специально предназначены для прецизионного термокомпрессионного монтажа компонентов. Достоинством данной головки является то, что головка позволяет точно задавать и контролировать силу прижима электродов и их положение по высоте, и от этих параметров напрямую зависит качество монтажа.
Печатные платы и электронные модули
Печатная плата представляет собой листовую панель с встроенными в нее электрическим соединениями и предназначенную для размещения электронных компонентов.
Электронный модуль – печатная плата с размещенными на ней электронными компонентами.
Изготовление печатных плат и электронных модулей Российского производства на заказ
Специалисты филиала ФГУП «РФЯЦ-ВНИИЭФ» «НИИИС им. Ю.Е. Седакова» — профессионалы в области проектирования, производства и поставок сложных печатных плат и электронных модулей.
Виды печатных плат, производимых НИИИС
— односторонние;- двусторонние;- многослойные с открытыми контактными площадками (МПП с ОКП);- многослойные с металлизированными отверстиями (МПП с МСО);- с глухими и скрытыми микропереходами;- жесткие;- гибкие;- гибко-жесткие;- с теплоотводящими слоями;- на металлическом основании;- для СВЧ и сверхбыстродействующих цифровых устройств;- комбинированные из СВЧ и НЧ материалов.
Виды финишных покрытий печатных плат, производимых НИИИС
— иммерсионное золото (AuNic);- Гор. ПОС61 с выравниванием горячим воздухом;- сплав «Розе»;- покрытие контактных ламелей гальваническое золото или «никель-бор».
Защитное покрытие перед пайкой – сухая пленочная маска.
Технические характеристики печатных плат
Полный цикл проектирования и производства электронных модулей разделен на этапы с обязательной проверкой результатов каждого этапа:
1. Разработка схемотехнических решений.2. Проектирование конструкции электронного модуля.3. Трассировка печатных плат.4. Моделирование (электромагнитное, анализ целостности сигналов, оптимизация матрицы конденсаторов, температурно-электрическая симуляция, пред- и посттопологический анализ скоростных сигналов и шин).5. Проведение инженерных расчетов.6. Разработка конструкторской документации (КД).7. Подготовка управляющих программ для производства и контроля, технологическая подготовка производства.8. Производство печатных плат.9. Приемка (испытания предъявительские, приемо-сдаточные, периодические).10. Сборка электронных модулей.
Проектирование, моделирование, подготовка управляющих программ проводятся на современных САПР: Expedition PCB, P-CAD 2006, SPECCTRA, Delta Design, HyperLynx, Power DC Allegro Sigrity, Power AC Allegro Sigrity, CAM-350, GC-CAM, NX CAM и др.
Возможно проектирование электронного модуля на печатной плате силами специалистов филиала по требованиям заказчика. При заказе по конструкторской документации заказчика каждый заказ проходит инженерную проверку на выявление и устранение проблемных мест в результатах проектирования заказчика.
Технология производства печатных плат включает следующие основные процессы
— изготовление фотошаблонов, для особо сложных плат используется технология прямого получения рисунков без использования фотошаблонов;- нарезка и обработка кромок заготовок;- формирование проводящих рисунков на слоях методами фотолитографии с автоматическим оптическим контролем качества;- бесштифтовое совмещение слоев с фиксацией индукционной сваркой;- прессование;- сверление отверстий с автоматическим оптическим и рентгеновским анализом рассовмещений слоев;- металлизация отверстий с перманганатной или плазмохимической подготовкой;- получение рисунка наружных слоев методом щелочного травления;- нанесение финишного покрытия и защитной паяльной маски;- фрезерование контура;- автоматический электроконтроль.
Печатная плата купить
Цена печатной платы зависит от класса точности, специальных требований (СВЧ и др.), объема заказа и участия военной приемки.
Монтаж электронных модулей
Монтаж электронных модулей на печатных платах возможен как ручной с использованием паяльных станций, так и автоматизированный.
Автоматизированный монтаж включает в себя следующие основные процессы:- лазерное изготовление трафаретов для нанесения припойной пасты;- автоматизированное совмещение трафарета с платой и нанесение припойной пасты на установке трафаретной печати с управлением 20 параметрами режима;- установка электронных компонентов на автомате-постановщике с возможностью комплектования из россыпи;- конвекционная пайка в 7-12-зонной печи с возможностью выполнения оловянно-свинцовой и бессвинцовой пайки;- автоматизированная селективная пайка выводов компонентов, устанавливаемых в отверстия;- рентгеновский контроль качества пайки компонентов в корпусах BGA и др.;- автоматизированная отмывка с возможностью использования 4 способов активации отмывочных сред и автоматизированным контролем чистоты отмывки.
Разработка и заказ многослойных керамических плат
Многослойные керамические платы (МКП), изготавливаемые по технологии LTCC (низкотемпературный совместный обжиг), представляют собой обожженный пакет слоев из сырой керамической ленты с нанесенными на каждый из них проводниковыми рисунками с высоко интегрированной объемной компоновкой электрических цепей и размещением кристаллов ИС в объеме платы.
Многослойная керамическая LTCC-плата купить
Цена керамической платы зависит от применяемых материалов, габаритных размеров, количества слоев, количества и размеров полостей, специальных требований (монтаж, герметизация и др.), объема заказа и участия военной приемки.
Филиал ФГУП «РФЯЦ-ВНИИЭФ» «НИИИС им. Ю.Е. Седакова» принимает исходную информацию по керамическим платам в любых CAD-форматах и совместно с заказчиком адаптирует ее к требованиям технологии и оборудования. Возможно проектирование электронного модуля силами специалистов филиала по требованиям заказчика. Для изготовления используется как импортные, так и отечественные материалы.
Технические характеристики многослойных керамических плат
Технология изготовления включает в себя следующую последовательность операций:- изготовление фотошаблонов;- изготовление сетчатых трафаретов;- пробивка межслойных переходов;- заполнение переходов и формирование топологии;- сборка керамических листов в пакет;- ламинирование пакета;- резка на модули;- обжиг;- автоматический электроконтроль;- приемка (испытания предъявительские, приемо-сдаточные, периодические).
Монтаж электронных модулей на МКП осуществляется:- термозвуковой и контактной микросваркой золотой проволоки;- ультразвуковой микросваркой алюминиевой проволоки;- методами групповой автоматизированной пайки компонентов.
Герметизация электронных модулей производится методами пайки и лазерной сварки с заполнением внутреннего объема осушенным инертным газом и масс-спектрометрическим контролем герметичности.
Преимущества работы с нами
— специализация на выполнении сложных и ответственных заказов;- наличие лицензий на работу с государственной тайной, выполнение заказов по ГОЗ, для космической техники, АЭС и др.;- собственные цеха по производству печатных плат, LTCC-плат, монтажу (в том числе автоматизированному поверхностному монтажу), участки контроля;- многоступенчатый (в том числе автоматизированный) контроль качества;- наличие 5-ой приемкивоенной приемки;- надежная гарантия послепродажного обслуживания.
Контактная информация
На заводе ведётся поверхностный, объёмный и штыревой монтаж, в том числе PoP монтаж и монтаж BGA, PGA, LGA и подобных микросхем. Пайка возможна методом оплавления в конвекционной и парофазной печах, применяется селективная пайка, при необходимости — ручная пайка. Доступен монтаж по свинцовой, бессвинцовой и смешанной технологиям.
Сложные печатные узлы: экономическая выгода и высочайшее качество!
Мы монтируем малые и крупные серии печатных плат, опытные образцы, СВЧ электронные блоки. Опыт и квалификация наших инженеров позволяют решать даже самые сложные задачи, такие как производство надёжных электронных модулей для применения в авионике и железнодорожном оборудовании.
В разделе «Технические требования к печатным платам под SMT монтаж» на нашем сайте Вы найдёте подробные рекомендации по подготовке плат к монтажу печатных узлов на производственной базе А-КОНТРАКТ.
Возможности монтажа на производстве
- 4500 кв.м. производственных и офисных площадей в Санкт-Петербурге и 520 кв.м. в Старой Руссе
- Современные линии для автоматического поверхностного монтажа печатных плат: Диапазон габаритов устанавливаемых компонентов от типоразмера 030015 до 200×125 ммГабариты печатной платы: от 80х80 мм до 430х460 мм (другие размеры — под запрос)Ширина технологического поля для захвата фиксирования платы 5ммТолщина печатной платы: от 0,5 до 4,5ммТипы питателей: паллеты, пеналы, лентаВозможность установки до 448 различных наименований компонентов в 8-миллиметровых ленточных питателях, устройство автоматической подачи поддонов (до 28 различных наименований комплектующих)
- Диапазон габаритов устанавливаемых компонентов от типоразмера 030015 до 200×125 мм
- Габариты печатной платы: от 80х80 мм до 430х460 мм (другие размеры — под запрос)
- Ширина технологического поля для захвата фиксирования платы 5мм
- Толщина печатной платы: от 0,5 до 4,5мм
- Типы питателей: паллеты, пеналы, лента
- Возможность установки до 448 различных наименований компонентов в 8-миллиметровых ленточных питателях, устройство автоматической подачи поддонов (до 28 различных наименований комплектующих)
- Системы струйной отмывки печатных плат
- Монтаж печатных плат по свинцовой, бессвинцовой и смешанной технологиям
- Установка разъёмов типа PRESSFit
- Лазерная маркировка печатных плат, электронных блоков и корпусных изделий
- Нанесение влагозащитных покрытий
- Изготовление жгутов и кабелей
- Поставка электронных компонентов и/или работа на давальческом сырье
- Корпусирование
- Система прослеживаемости на производстве
- Комплексная антистатическая защита (является ключевым элементом в системе предотвращения повреждения электронных изделий от разрядов статического электричества)
- Локализация
Всё более компактные электронные узлы характеризуются постоянным уменьшением доступного пространства, поэтому необходимы решения, которые могут заменить традиционные печатные платы. Технология прямого лазерного структурирования (Laser Direct Structu-ring – LDS) обеспечивает дальнейшую миниатюризацию и позволяет реализовать всё более сложные варианты геометрического исполнения. Это стабильный и надёжный процесс, который хорошо зарекомендовал себя в отраслях, где критически важным фактором является высокое качество, например, медицинские технологии или производство предохранительных компонентов в автомобилестроении.
Технология LDSпозволяет создавать пространственные узлы
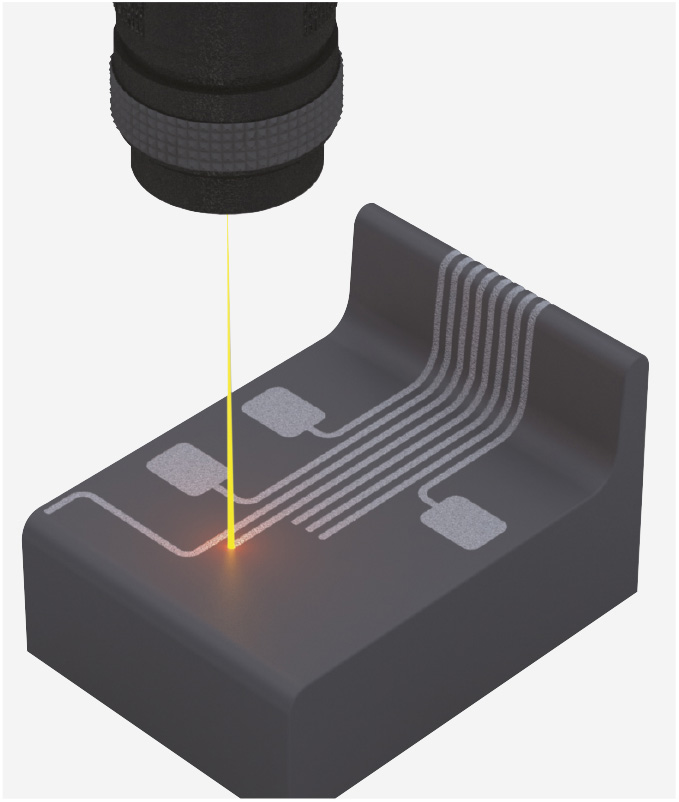
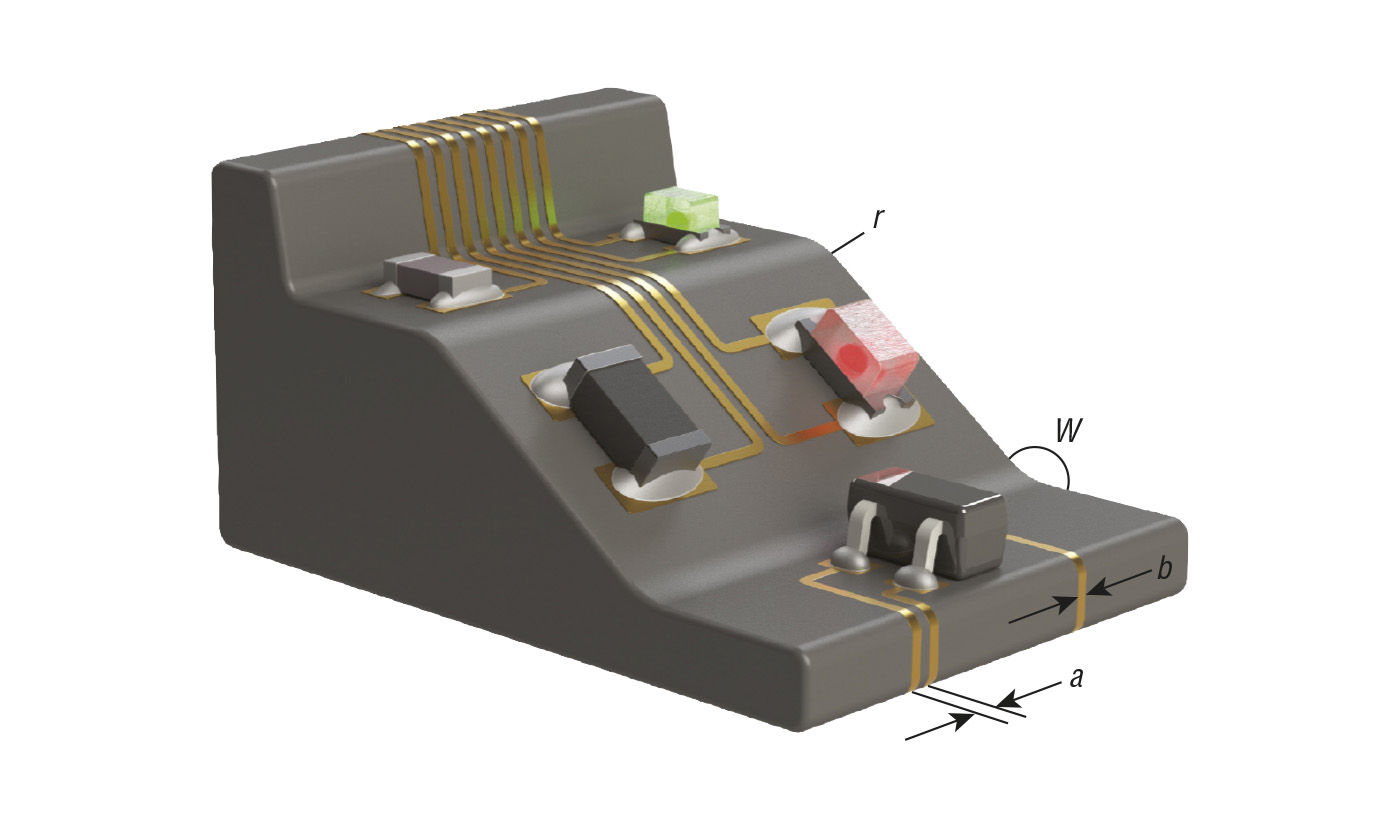
Благодаря прямому лазерному структурированию стало возможным производство узлов 3D-MID (электронно-механических интегрированных устройств). Принцип 3D-MID предусматривает установку электронных компонентов непосредственно на объёмном основном корпусе без использования печатных плат или соединительных кабелей. Основной корпус изготавливается из термопластичной пластмассы с непроводящими неорганическими добавками методом литья под высоким давлением.
Нанесение токопроводящих дорожек выполняется с помощью технологии LDS, которая позволяет производить электронные узлы различной геометрической формы (рис. 1).
Благодаря этой технологии смартфоны, слуховые аппараты и умные часы становятся более компактными и производительными.
Под действием лазерного луча осуществляется активация добавок в материале, после чего в пластмассе можно формировать токопроводящие дорожки. С помощью лазерного луча выполняется выделение участков токопроводящих дорожек и формирование мелкошероховатой структуры. Освобождающиеся частицы металла становятся атомными ядрами для последующей химической металлизации. Таким образом, на участки, размеченные лазером, наносятся токопроводящие дорожки. Другие участки объёмного основного корпуса остаются без изменений. Далее сборку пластикового компонента можно выполнять стандартным методом пайки SMD-компонентов (Surface Mounted Devices), который аналогичен изготовлению традиционных печатных плат. Возможна также пайка оплавлением припоя.
Лазерная технология универсального применения
Компания HARTING 3D-MID полностью обеспечивает всю цепочку создания продуктов по технологии 3D-MID, включая разработку/создание прототипа продуктов в соответствии с требованиями заказчика, изготовление компонентов методом литья под высоким давлением, прямое лазерное структурирование, металлизацию, сборку и технологии соединения, а также окончательный контроль. Основное направление деятельности подразделения – производство электронно-механических компонентов для автомобилестроения, медицинского оборудования и систем датчиков.
HARTING 3D-MID является подразделением компании HARTING Technology Group, крупнейшего поставщика компонентов 3D-MID за пределами Азии.
Для выполнения процесса LDS компания применяет высокопроизводительные лазерные системы, в которых три лазера функционируют параллельно со смещением на 45° каждый. Благодаря дополнительной оси вращения обеспечивается лазерная обработка компонентов одновременно со всех сторон (360°).
Частое внесение изменений на этапе проектирования электронных устройств или добавление компонентов с изменёнными размерами могут существенно увеличить затраты на корректировку при производстве традиционных печатных плат. Технологию лазерного структурирования, напротив, можно легко адаптировать, изменяя параметры в программном обеспечении управления лазером. Для этого не требуется вносить изменения в процесс литья под давлением.
Кроме того, производство прототипов с помощью технологии LDS значительно проще в сравнении с традиционными технологиями. Компания HARTING производит пластиковые основные корпуса с помощью трёхмерной печати, используя материал, совместимый с технологией LDS. Литьё под давлением также можно выполнять с применением недорогих опытных образцов инструментов.
Новые тренды в технологии LDS
За последние несколько лет технология LDS была усовершенствована в ряде аспектов:
- рабочая область лазера увеличена со 160×160×80 мм до 200×200×80 мм, что обеспечивает более высокую плотность размещения и позволяет выполнять обработку компонентов ещё большего размера;
- рабочую скорость лазера можно увеличить вдвое – до 4 м/с за счёт оптимизации сервоприводов и зеркал, направляющих лазерный луч, таким образом существенно снижается длительность обработки;
- совершенствование оптических компонентов позволяет применять лазер с диаметром луча 100 мкм и лазер с острой фокусировкой 50 мкм для обработки структур меньшего размера.
Компания HARTING является единственным в мире производителем продуктов по технологии 3D-MID, который располагает лазерной системой с тремя остро сфокусированными оптическими блоками 50 мкм. Благодаря такому лазеру можно обеспечить меньший интервал между токопроводящими дорожками. Следовательно, на одном компоненте можно формировать множество токопроводящих дорожек и добиться более высокой плотности их размещения.
В числе прочего это применяется в технологиях обеспечения безопасности, поскольку компактно расположенные переплетающиеся дорожки обеспечивают срабатывание устройств оповещения даже при минимальном физическом воздействии.
Прогресс в материальной и экономической части
Для применения в процессе LDS сертифицированы только специальные типы термопластика, всегда доступные со склада. Процесс можно совершенствовать, внося изменения в характеристики пластикового материала в соответствии с запросами заказчика:
- компания HARTING применяет технологию, которая предусматривает внесение добавок LDS в несертифицированные материалы для обеспечения их совместимости с MID;
- с помощью цветовых пигментов и специальных добавок LDS можно обеспечить специальную окраску пластика MID в соответствии с палитрой цветов RAL или Pantone;
- кроме того, подобрав соответствующие добавки, можно обеспечить специальные радиочастотные характеристики в зависимости от диапазона частот.
В целях дальнейшего повышения рентабельности производства компания HARTING внедряет автоматизированные системы на основе робототехники. Лазерная система LDS оборудована делительно-поворотным столом, что позволяет выполнять вставку или извлечение компонента во время обработки другого компонента.
Для автоматизации процедур подачи и разгрузки в компании HARTING применяются робототехнические системы, за счёт этого увеличивается производительность и автономность процесса, что позволяет интегрировать его в другие процессы автоматизации производства. Дополнительная автоматизация обеспечивается на этапе литья под давлением, здесь робот осуществляет извлечение литых компонентов. Применение робототехники также повышает точную воспроизводимость процессов и, следовательно, качество продукции в целом.
Больше перспектив для технологии 3D-MID
Компания HARTING отметила растущий спрос на системы с использованием MID и расширила своё подразделение 3D-MID путём финансовых вложений в оборудование и за счёт приобретения конкурирующей компании. Дальнейшему росту также способствуют собственные инновационные разработки. Компания HARTING разработала решение на основе технологии 3D-MID, которое заменяет гибкие печатные платы монтажным основанием (рис. 3).

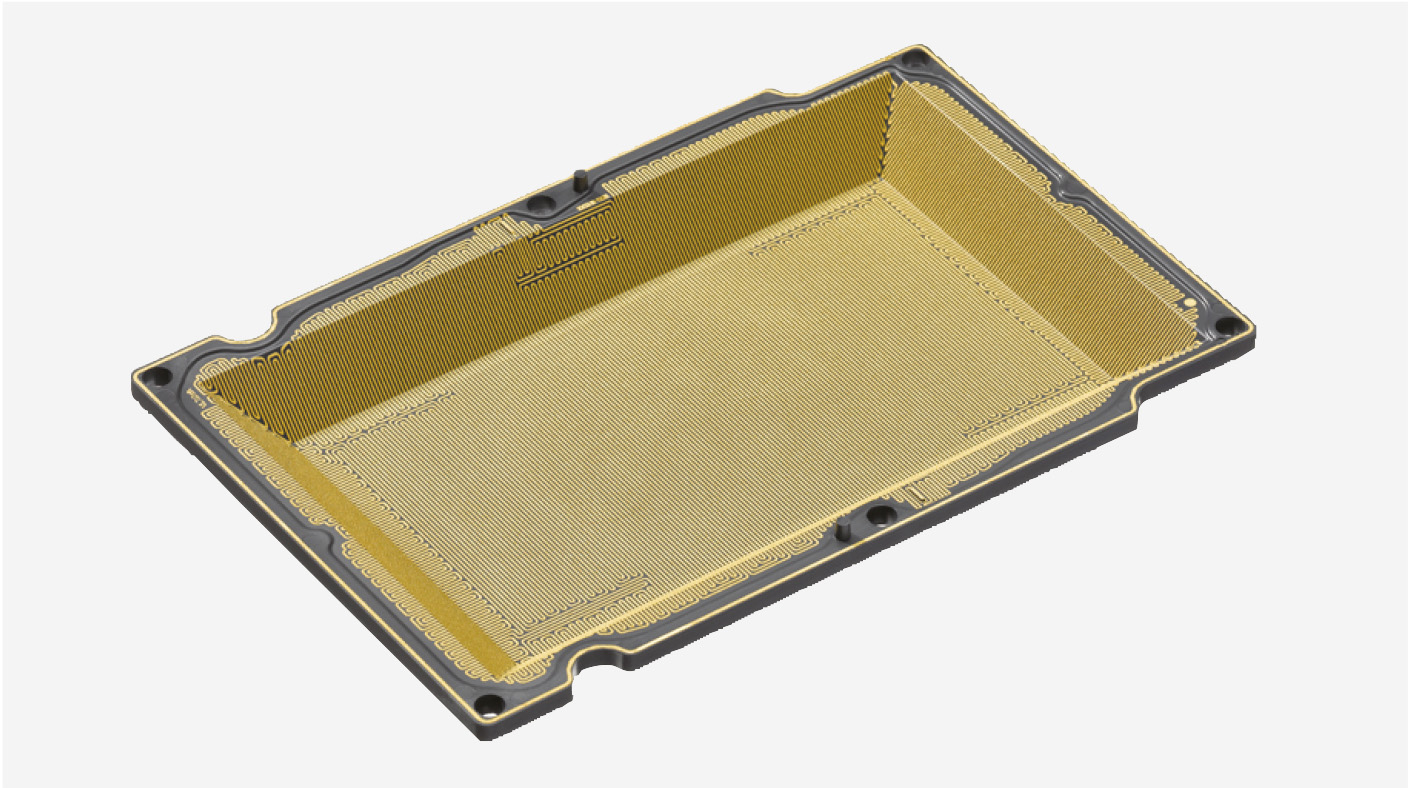
В отличие от печатных плат, монтажное основание можно непосредственно оснащать электронными компонентами, сокращая затраты на две трети. Крышки для платёжных терминалов 3D-MID (рис. 4), например, обеспечивают защиту электронного оборудования от несанкционированного механического и электронного доступа. Высокоточная сложная структура позволяет обнаружить любое воздействие вне зависимости от его интенсивности и, следовательно, предотвратить кражу денежных средств. ●
В статье использованы иллюстрации с сайта www.harting.com.



