
- Лазерная Пайка vs. Другие Методы Соединения Деталей
- Вредные Факторы на Производстве
- Дым на Производстве
- Воздействие Дыма на Организм
- Оснащение Производства Системами Дымоудаления
- Таблица: Опасные Вещества в Дыме
- Опасности Дыма на Производстве
- Основные способы пайки
- Дуговая точечная пайка
- Контактная пайка
- Лазерная пайка
- Диффузионная сварка
- Диффузионная сварка
- Лазерная установка ОКУЛУС ЛАЙТ
- Характеристики установки:
- Структура установки:
- Органы управления установкой ОКУЛУС ЛАЙТ:
- Перемещение излучателя по оси Y с ходом, мм.
- Перемещение подъемника с излучателем относительно плоскости основания по оси X, мм.
- Перемещение подъемника с излучателем относительно плоскости основания по оси Y, мм.
- Потребляемая мощность, кВт.
- Система фокусировки лазерного излучения и визуального наблюдения:
- Габариты:
- Преимущества и недостатки лазерной пайки ювелирных изделий
- Оборудование для лазерной пайки
- Аппарат лазерной сварки и пайки Smithlaser LightWeld 100
- Аппарат лазерной сварки и пайки Smithlaser LightWeld 100 F
- Лазерная сварка золотых и серебряных украшений
- Материалы для лазерной пайки
- Преимущества лазерной пайки
- Недостатки пайки
- Печать
- Часто задаваемые вопросы
- Для каких изделий можно использовать пайку лазером?
- Сколько времени требуется для ремонта изделий лазером?
- Видео
- Как выбрать лазерный пайщик для ремонта и изготовления
- Устройство лазерного пайщика
- Работы с лазером
- Область применения лазерной пайки
- Лазерная и традиционная сварка
- Лазерная пайка (сварка) ювелирных изделий
- Дымоприемники и дымоуловители
- Преимущества пайки
- Технология лазерной пайки
- Аппараты лазерной сварки для ювелиров
- Вывод
Лазерная Пайка vs. Другие Методы Соединения Деталей
Если вы занимаетесь пайкой или только планируете, вам может быть интересно, в чем разница между лазерной технологией и другими методами соединения деталей. Различные технологии используются для пайки, но у них есть несколько важных различий. В данной статье мы рассмотрим, как работает лазерная пайка и почему именно она лучший выбор для вашего предприятия.
Вредные Факторы на Производстве
Ни одно производство, к сожалению, не обходится без вредных факторов. Постоянно разрабатываются различные приборы, фильтры, системы очистки для снижения негативного влияния на здоровье сотрудников, а также других людей, не имеющих непосредственного отношения к производству.
Дым на Производстве
Наряду с самыми очевидными и вредными явлениями, такими как химические выбросы различных масштабов, разной степени радиация, загрязнение воздуха пылью и микрочастицами есть и такие, которым не всегда придается особое значение и с которыми не ведется борьба на производстве. Например, воздействие дыма, возникающего при пайке электроники, работе лазеров и 3D принтеров и т.п.
Как правило, дым возникает в результате нагревания или соединения элементов. Что такое дым – каков его состав и почему его воздействие опасно для здоровья человека? Если рассматривать именно состав дыма, то условно можно сказать, что он состоит из пыли, газов, волокон и наночастиц. Каждый из компонентов опасен по-своему.
Воздействие Дыма на Организм
Размеры частичек пыли могут быть разными. Некоторые из них вообще не вдыхаются; самые мелкие из них легко попадают в дыхательные пути, но и также легко выдыхаются. Однако частички пыли средних размеров, попадая в носоглотку, вызывают кашель, чихание, образование слизи и насморк, кроме того, они способны оседать в легких и бронхах.
Воздействие газов на организм может быть разным – от возникновения легких аллергических реакций (слезоточение, кожный зуд, насморк), до серьезных заболеваний дыхательной системы, а также других органов. Волокна, отнесенные к пыли, намного опаснее частиц, так как из-за вытянутой формы они в большем количестве оседают в легких и практически не выводятся, вызывая тяжелые заболевания.
Оснащение Производства Системами Дымоудаления
На любом современном производстве одним из требований безопасности является его оснащение системами дымоудаления.
Таблица: Опасные Вещества в Дыме
| Заболевание | Причина |
|---|---|
| Эмфизема | Дым от пайки электроники |
| Астма | Дым от 3D принтеров |
| Рак легких | Дым от рабои лазеров |
| … | … |
Опасности Дыма на Производстве
Как видно из таблицы выше, дым, возникающий в результате различных технологических процессов, способен вызвать различные серьезные заболевания, в том числе эмфизему, астму и рак легких. Эти заболевания возникают не сразу. Химические продукты горения постепенно оседают в органах дыхания, поэтому заболевания способны проявляться спустя десятилетия, приводя к летальному исходу. Но есть и такие продукты горения, которые вызывают мгновенную реакцию организма, например, пары кислот – они быстро попадают на слизистую, в органы дыхания, блокируя дыхание или вызывая приступы кашля или удушья. Одним из самых опасных химических соединений является формальдегид.
Основные способы пайки
Это традиционный способ спаивания металлических деталей, выполняемый с помощью сварочного устройства, на горелке которого закреплен тугоплавкий электрод. В результате его подачи образуется электрическая дуга, при помощи которой и происходит сварка деталей. Но работать с драгоценностями, не повредив их, обычным сварочным аппаратом невозможно. Для этого применяется специализированный аппарат, работающий в импульсном режиме.
Дуговая точечная пайка

Устройство аппарата для работы с драгоценными металлами отличается от конструкции обычного сварочного оборудования. Действующим элементом является аккумулирующий конденсатор. При включении он вырабатывает электрические импульсы. Благодаря этому аппарат применяется для точечной сварки. Импульс успевает расплавить материал сплава, не нарушая при этом целостности детали. Новые модели оборудованы специальными бинокулярами, с помощью которых видно мелкие элементы, более точно подается импульс. Дополнительно к месту пайки подается аргон, который защищает соединение от образования оксидной пленки.
Контактная пайка
Технологический процесс, подобный промышленному методу. Две разные детали прижимаются друг к другу, и на них воздействует электрический ток. Контактная пайка осуществляется как промежуточная процедура перед основной частью соединения отдельных частей. Станок состоит из двух пробойников, через которые подается напряжение. Детали зажаты между ними и прижимаются друг к другу.
Лазерная пайка
Лазерная пайка (сварка) — это бесконтактный способ пайки (сварки), осуществляемый мощным лазерным лучом. Данный тип пайки позволяет восстановить швы и стыки множества материалов и любых металлических сплавов (в том числе титана). Лазерный луч передает энергию к месту пайки и поглощенная энергия нагревает припой до достижения им температуры плавления.
Излучатель — это исполнительный механизм, на который крепится алюмо-иттриевый гранат. Проходящее через этот минерал излучение обеспечивает оптимальное воздействие при работе с благородными металлами. Нагрев происходит с большей эффективностью. Возможно воздействовать на небольшие участки, не перегревая остальную часть изделия. Регулятор мощности и генерирующий нагревательный луч, позволяет работать с различными сплавами и однородными металлами.
Диффузионная сварка
Представляет собой промышленный вариант соединения деталей разных размеров. Поверхность шлифуется, чтобы на ней не осталось неровностей, грязи, ржавчины и защитного покрытия.
Диффузионная сварка
После шлифовки детали зажимают тисками так, чтобы они визуально представляли готовое изделие. Полученную конструкцию помещают в муфельную печь для нагревания. Определенное время заготовки находятся при определенной температуре. В это время в месте соединения атомы двух деталей смешиваются и образуют прочное соединение. Изделие достают из печи и дают ему остыть без использования охлаждающих растворов.
Лазерная установка ОКУЛУС ЛАЙТ
Установка лазерная ОКУЛУС ЛАЙТ предназначена для лазерной пайки металлических оправ корригирующих очков. Лазерная пайка осуществляется путем местного расплавления металла посредством его нагрева по примыкающим поверхностям.
Характеристики установки:
- Лазерная установка способна сфокусировать лазерный луч в пятно диаметром до 0,1 мм.
- Малая площадь нагрева позволяет уменьшить зону термического влияния, что снижает вероятность деформации оправы и трещинообразования.
- Лазерная пайка обеспечивает ремонт любых металлических оправ, включая те, изготовленные из титана.
- Производительность процесса пайки составляет примерно 1 мм за 5 секунд.
Структура установки:
- Оптико-механический блок: основание с Т-образными пазами, излучатель с контрольно-фокусирующей системой и подъемное устройство по оси Z.
- Блок электропитания, охлаждения и пульт управления.
Органы управления установкой ОКУЛУС ЛАЙТ:
- Нестабильность энергии, %
- Изменение формы импульса
- Длина волны излучения лазера, мкм
- Максимальная энергия импульса, Жд
- Максимальная импульсная (пиковая) мощность, кВт
- Средняя мощность излучения, Вт
- Длительность импульса излучения, мс
- Частота повторения импульсов, Гц
- Диаметр сфокусированного пучка, мм
- Подъемник излучателя по оси Z с ходом, мм.
Перемещение излучателя по оси Y с ходом, мм.
220
Перемещение подъемника с излучателем относительно плоскости основания по оси X, мм.
50
Перемещение подъемника с излучателем относительно плоскости основания по оси Y, мм.
16
Потребляемая мощность, кВт.
Сенсорный дисплей с датчиком
Система фокусировки лазерного излучения и визуального наблюдения:
- Диаметр поля зрения, мм.
- Фокусирующий объект (фокусное расстояние), мм.
- Регулировка диаметра пятна
Габариты:
- оптический модуль, мм.
- силовой модуль, мм.
Преимущества и недостатки лазерной пайки ювелирных изделий
Лазерная сварка ювелирных изделий предлагает множество преимуществ по сравнению с традиционными методами пайки. Некоторые из этих преимуществ включают:
- Высокая точность
- Минимальные искажения
- Минимальная термическая деформация
- Без необходимости дополнительной обработки
Однако лазер имеет и свои недостатки. К ним относятся:
- Высокая стоимость оборудования
- Сложность использования для неквалифицированных сотрудников
- Необходимость специализированной подготовки
Оборудование для лазерной пайки
Выбор оборудования для лазерной пайки — ответственная задача, к которой следует подходить со всей серьезностью, чтобы обеспечить оптимальные результаты. Учитывая многочисленные факторы, важно полагаться на мнения и рекомендации экспертов, основанные на их опыте и практических знаниях.
В ходе нашего тщательного анализа мы рассмотрели все соответствующие критерии, чтобы определить лучшие лазерные паяльные машины, доступные на рынке. Эта комплексная оценка включает такие факторы, как выходная мощность, качество луча, длина волны, параметры управления, функции безопасности, надежность и общая производительность.
Аппарат лазерной сварки и пайки Smithlaser LightWeld 100
Аппарат лазерной сварки и пайки Smithlaser LightWeld 100 F
Лазерная сварка золотых и серебряных украшений
Лазерный луч генерирует тепло, которое расплавляет металл, затем соединяет вместе. Сварка обеспечивает плотное и надежное соединение, невидимое невооруженным глазом. Золотые и серебряные украшения особенно необходимы при ремонте сложных изделий, которые не выдерживают сильного механического давления.
Результаты исследований показали, что сварные швы, выполненные лазером, на 260% превосходят по прочности аналогичные швы, выполненные горелкой.
Поверхности соединяемых металлов должны быть чистыми, без масел, грязи и окислов. Этого можно добиться с помощью очищающего раствора или с помощью лазера для абразивной обработки поверхности металла.
Настройки лазера, используемого для пайки серебра и золота, зависят от толщины металла и типа используемого припоя. Обычно используется длительность лазерного импульса 5-20 миллисекунд и мощность 10-50 Вт. Серебро и золото отличаются по своим характеристикам, и обладают некоторыми особенностями:
Материалы для лазерной пайки
Лазерная пайка — это универсальный процесс, который может применяться к различным металлам и металлическим сплавам. Вот некоторые широко используемые виды металлов, пригодные для лазерной пайки:
Титан: Лазерная пайка позволяет соединять титан и его сплавы, известные своей высокой прочностью, коррозионной стойкостью; Сталь: Лазерная пайка эффективна для соединения различных видов стали, включая нержавеющую, которая характеризуется своей прочностью и долговечностью; Медь: Лазерная пайка используется для соединения меди и ее сплавов, которые обладают высокой электро- и теплопроводностью. Серебро: Для соединения серебра и серебряных сплавов также можно использовать лазеры для электроники и высокочастотных систем; Золото: Пайка лазером часто используется для соединения золота и золотых сплавов, которые обладают исключительной коррозионной стойкостью, электропроводностью и эстетической привлекательностью; Платина: платиновые сплавы ценятся за их устойчивость к высоким температурам, коррозии и химическим реакциям; Биметаллы: Лазерная пайка применяется для соединения биметаллических сплавов, таких как медь-алюминий или медь-сталь, широко используемых в электрических разъемах, радиаторах и автомобильной промышленности; Тугоплавкие металлы: Лазер используется для пайки тугоплавких металлов, таких как вольфрам и молибден.

Рис. 4. Процесс лазерной пайки
Преимущества лазерной пайки
Пайка с помощью лазерного луча может использоваться в полностью или частично автоматизированных процессах производства. Данный вид пайки имеет ряд преимуществ:
Лазерный луч нагревает поверхность в определенном месте. Чувствительные к температуре компоненты не деформируются, поскольку нагрев осуществляется локально.
Бесконтактный метод пайки
По сравнению с другими типами лазерная пайка может производиться в труднодоступных местах. Необходимо подавать только тонкую проволоку припоя, а тепло передается бесконтактно через лазерный луч.
Пайка миниатюрных элементов производства возможна только благодаря бесконтактной пайке с помощью лазера, поскольку бесконтактная пайка повышает точность и не повреждает поверхность. Такая точность необходима для сборок или компонентов, которые на следующем этапе должны проходить через корпус, например, светодиоды.
Быстрое управление количеством тепла
Лазер можно настраивать индивидуально для каждого материала. Любая точка пайки может быть спаяна с индивидуальными настройками температуры нагрева. Это позволяет паять компоненты и паяльные площадки разных размеров друг за другом. Мощность лазера и диаметр лазерного луча можно регулировать индивидуально.
Время пайки может быть значительно сокращено благодаря лазерному пайщику. Часто производственные этапы могут быть объединены путем пайки различных компонентов за один технологический этап, например, SMD-компонентов, штырьков, контактных пружин батарей, штампованных деталей, галтелей, соединения двух печатных плат, двух паяльных площадок под углом 90° друг к другу.
Так как поверхность нагревается бесконтактно, можно не прикреплять материалы и свободно размещать их в гнезде, что экономит время и затраты.
Недостатки пайки
Существует несколько недостатков пайки по сравнению с другими методами сварки, в том числе:

Рис. 3. Лазерная пайка очков
Печать
Широкое распространение получила 3D печать благодаря своим уникальным возможностям. На первый взгляд данная технология может показаться абсолютно безопасной. Но если рассмотреть суть процесса печати более досконально, то становятся очевидные вредные факторы, но с ними не сложно справиться, если подходить к вопросу ответственно и профессионально.
3D печать – это создание объекта при помощи послойного нанесения материала с помощью цифрового автоматизированного управления. Чаще всего создаются детали и объекты из пластика или металла, хотя технология позволяет работать с абсолютно разными материалами. Послойное нанесение материала происходит с его нагревом и расплавлением, а значит, есть необходимость установки дымоуловителей и системы фильтров, сложность которой зависит от материала. Нагрев такого рода, как при 3D печати сопровождается выделением абсолютно разных веществ – твердых частиц пыли, микро и нано частиц, а также паров и газов. Их негативное влияние на органы дыхания очевидны, кроме того, они способны воздействовать и на другие органы, ЦНС, кровеносную систему и т.п.
О вреде нано частиц проведено множество исследований. Они способны, в том числе, проникать в организм через кожу, а также накапливаться в теле человека. К чему способны привести такого рода концентрации нано частиц в теле человека – однозначно сказать трудно, однако очевидно, что положительного эффекта они не вызывают точно.
Если говорить о парах и газах, выделяемых в процессе 3D печати, то они имеют едкий и довольно резкий запах. При нагреве пластика выделяется бензол, об опасном влиянии которого на организм человека упоминалось ранее, причем именно при 3D печати выделяется его наибольшее количество. Бензол обладает высокой летучестью, поэтому очень быстро распространяется в помещении. Этот фактор необходимо учитывать при подборе дымоуловителя и системы фильтров. Большинство 3D принтеров оснащены специальными патрубками для подключения дымоуловителя. Благодаря фильтрам воздух очищается и возвращается обратно без резких перепадов температур, что позволяет не нарушать технологический процесс печати.
Самым распространенным технологическим процессом, сопровождающимся возникновением дыма, является пайка. Не смотря на то, что процесс пайки может быть как самым простым – ручным с обычным паяльником, так и промышленным – пайка в печах, блоками, электронагревательными элементами – в любом случае абсолютно всегда необходима система дымоулавления.
Вещества, выделяемые с дымом при пайке, могут быть очень разные по составу и принципу действия на организм. Самыми распространенными являются канифольные флюсы. Продуктом горения некоторых из них является абиетиновая кислота, она самая опасная среди всех, потому что способна вызвать мгновенную астматическую реакцию, а также спровоцировать появление хронической астмы. Адипиновая кислота, выделяемая при нагревании флюсов, менее опасна, однако длительное воздействие противопоказано.
Если раньше нагрев флюсов сопровождался неприятным горючим или едким запахом, то современные флюсы имеют приятный запах, однако на степень вредного воздействия это не оказывает никакого влияния. Другие виды флюсов также оказывают негативное воздействие на организм из-за вредных веществ, входящих в состав, но, к сожалению, качественная результат пайки невозможен без их присутствия в составе.
Глицерин и гидразин1 класс опасности
Компоненты способны распадаться на высокотоксичные составляющие
Смоляные кислоты, абиетиновая кислота, примесиКомпоненты, на которые распадается канифоль в процессе реакций, еще более токсичны, чем у синтетической канифоли
Флюс для алюминияПостоянный чрезмерный контакт с фторсодержащими компонентами может быть причиной остеосаркомы
Универсальный паяльный флюс ЛТИ 120Канифоль, этиловый спирт, диэтиламин солянокислый, триэтаноломинПри нагреве выделяется HCl, который провоцирует аллергические реакции и вызывает поражения ЦНС
Среднереактивный флюс ФИМОбщая интоксикация, отравление
Низкотемпературный паяльный флюс ФТССалициловая кислота, триэталоминОбщая интоксикация, отравление
Из таблицы видно, что основными компонентами флюсов являются канифоли различного происхождения (натуральные и синтетические) и кислоты. Основа флюса может быть различной – жидкой, вязкой гелеобразной. Кроме того, в состав флюсов часто входят фенолы – высокотоксичные органические соединения. В процессе пайки — нагреве флюсов, его составляющие распадаются в том числе на формальдегид.
Не только канифоль и флюсы выделяют вредные химические вещества при пайке. Чаще всего пайке подвергаются элементы из пластика и других различных полимеров, химический состав которых может быть очень и очень разным. При пайке нагреваются и плавятся поверхности соединяемых элементов, при этом выделяются продукты горения, которые так же токсичны. На производстве часто требуется пайка печатных плат. Они, в свою очередь, изготавливаются из стеклотекстолита, из которого при нагреве помимо различных химических компонентов, может выделяться и формальдегид, а при промышленной резке плат неизбежно появление пыли и микрочастиц стекловолокна. Учитывая все эти факторы, наличие вытяжек и дымоуловителей там, где производится пайка и любые другие работы с печатными платами обязательно.
Помимо всего перечисленного, для пайки используются припои. Припой – это металлическая проволока различной толщины, используемая для заполнения стыков между спаиваемыми элементами. Большинство припоев содержат свинец. В процессе пайки флюс или канифоль перемешиваются с припоем, припой плавится и частицы свинца вместе с дымом в случае отсутствия вытяжек попадают в дыхательные пути.
Кроме свинца, припои содержат бериллий, который при нагреве становится очень токсичным и легко распространяется в воздухе. Присутствие рабочей вытяжки не исключает оседание свинцовых микрочастиц и частиц бериллия на ее элементах и воздуховодах, поэтому необходимо оборудовать вытяжку специальными закрытыми коробами, подходящими фильтрами, а также постоянно производить очистку всех поверхностей, а так же частей вытяжек от пыли, налетов и грязи.
Часто задаваемые вопросы
Да, лазерная сварка безопасна для ремонта ювелирных изделий при условии правильного использования аппарата и соблюдения мер предосторожности. Пайку необходимо выполнять в защитных очках, иначе есть риск повреждения глазной сетчатки.
Для каких изделий можно использовать пайку лазером?
Лазерную пайку можно использовать для ремонта большинства типов ювелирных изделий, но она подходит не для всех видов ремонта. Например, лазерная сварка может оказаться неэффективной для ремонта бижутерии или украшений с синтетическими драгоценными камнями.
Сколько времени требуется для ремонта изделий лазером?
Время, необходимое для ремонта ювелирных изделий с помощью лазерного сварочного аппарата, зависит от сложности ремонта и уровня квалификации оператора. Однако, лазерная пайка выполняется быстрее, чем традиционные методы пайки. Ремонт маленького замка или застежки, установка камня, соединение порванной золотой цепочки или поврежденной оправы очков осуществляется быстро.
Рис. 5. Ремонт кольца с помощью лазерной сварки
Видео
В излучателе лазерного пайщика образуется мощный энергетический поток. При прохождении через оптическую систему он превращается в узкий и точно направленный луч. Он точечно воздействует на материал, нагревая его до температуры плавления. После нагревания детали соединяются в месте пайки. Когда материал остывает он снова твердеет, создавая очень прочное соединение. Простота управления формой и расположением области нагрева дает надежное соединение с минимальным нагревом компонентов.
Использование лазерной технологии обеспечивает точный нагрев, предотвращая тепловые нагрузки на высокочувствительные компоненты. Применение фокусирующей оптики позволяет паять в небольших пространствах, а также детали маленького размера. Моторизованная оптика оптимизирует фокусную точку для каждого соединения.
Как выбрать лазерный пайщик для ремонта и изготовления
При выборе поставщика для приобретения лазерного станка необходимо руководствоваться наиболее выгодным экономическим расчетом.
Можно сэкономить и купить модель неизвестного производителя или бу аппарат. Но как вы можете гарантировать, что в нем будет надежный компрессор, который не будет постоянно перегреваться? А как насчет обеспечения защиты от выхода из строя конденсатора через 1-2 месяца работы? И можете ли вы быть уверены, что недорогой блок питания не приведет к поломке плат управления?
У дешевых аналогов таких гарантий нет. И приобретая такой агрегат, вы рискуете не заработать, а потерять деньги.
Опытные мастера предпочитают поставщиков, которые предоставляют не только выгодные условия для покупки, а также оказывают полный комплекс услуг по его установке, наладке и эксплуатации.
Правильный выбор лазерного аппарата для пайки имеет решающее значение для получения высококачественного ремонта ювелирных изделий. Некоторые факторы, которые следует учитывать при выборе включают:
Мощность: Мощность аппарата определяет его скорость и толщину металла, который он может сварить;
Точность: В работе лазерного аппарата важнейшим критерием является его точность при сварке тонких и сложных ювелирных изделий;
Простота использования: Ищите аппарат, который прост в эксплуатации, имеет удобную систему управления, мощную оптику и интуитивно понятный интерфейс.
Стоимость: Цена является основным критерием выбора для многих, но важно учитывать, что станки от проверенных производителей с гарантией стоят дороже, но приобретая их, вы можете не беспокоиться о риске возникновения поломок.
Безопасность: Ищите станок с функциями безопасности, такими как автоматический выключатель и защитный экран.
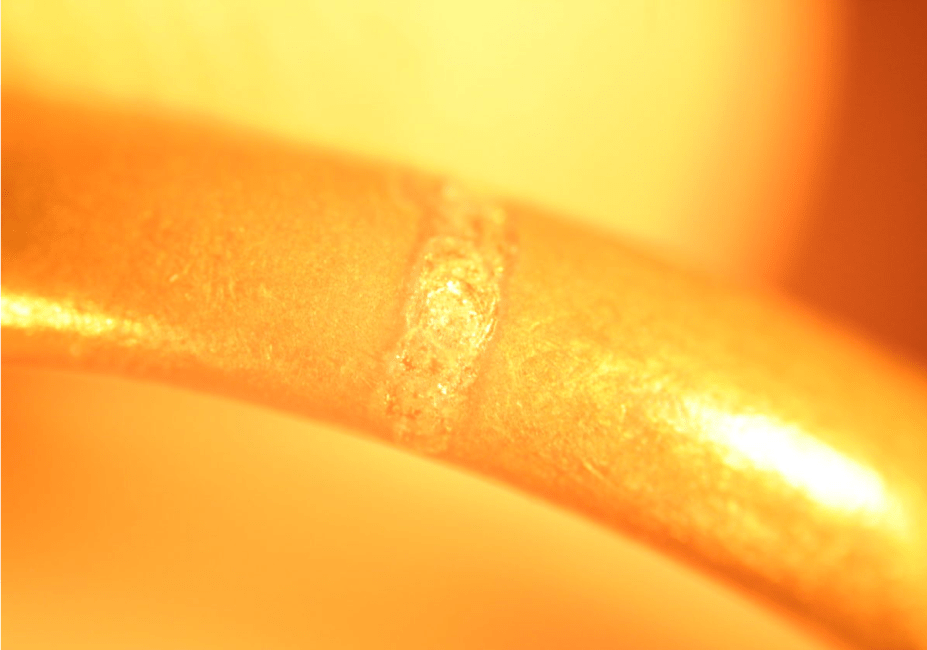
Сварочный шов на обручальном кольце
Устройство лазерного пайщика
Лазерное паяльное оборудование состоит из:
Рис. 5. Устройство лазерного пайщика
Работы с лазером
Современный и, на первый взгляд, безопасный метод работы – лазер. Его применяют при резке металлов, для сварки, гравировки и других целей. Лазер используют при работе с любыми материалами, но чаще всего — с металлами. Он работает очень быстро и эффективно, но у него есть свои недостатки. При работе лазером обязательно появляется дым. Лазерная резка отличается от других способов скоростью и точностью, но в результате выделяется огромное количество различных химических веществ, в том числе токсичных. Это и частицы самого материала, и различные органические и неорганические соединения, а так же дым и пыль (в зависимости от материала). Процессы, происходящие при лазерной резке, настолько отличаются от процессов, происходящих при других, применяемых для этих же целей, что они получили название лазерная абляция.
Мощность лазеров бывает разная, и степень вредного воздействия, чаще всего, тем больше, чем мощнее лазер. Поэтому в помещениях, где осуществляется лазерная резка, используются особо мощные вытяжки с многоступенчатой системой фильтров.
В зависимости от того, какой материал подвергается лазерной обработке или резке, в воздух попадают различные по составу и размеру вредные частицы.
Другие вредные вещества, выделяемые при работе лазера
Частицы железа и оксидовЛегирующие присадки, хром
Частицы алюминия и оксидовВозможно, взрывоопасные частицы
Частицы титана и оксидовВозможно, взрывоопасные частицы
Токсичные пары бериллиевой меди,
Дерево (в т.ч. МДФ и фанера)Микро опилки, углеводная сажа, пары древесных смол, частицы клеяCO2, CO, если было мало кислорода (нет компрессора)
Частицы целлюлозы и углеводная сажа
Отдельно стоит сказать, что лазерная обработка применяется и в случае работы с различными пластиками и полимерами. С учетом того, что работа лазером очень специфична сама по себе, а полимеры и пластики могут содержать различные химические вещества в своих соединениях, в результате могут выделяться очень опасные и токсичные соединения, в том числе бензол, который при длительном воздействии на организм может стать причиной онкологических заболеваний.
Исходя из всего вышесказанного можно сделать вывод, что важным этапом работ с лазером является выбор дымоуловителя и самое главное – подбор фильтров.
Еще одним важным нюансом лазерных работ является то, что микрочастицы от его работы способным нанести вреди самому лазеру и его механизмы. Поэтому профессионально подобранная вытяжка здесь особо нужна.
Специалисты рекомендуют оснащать дымоприемники лазерной резки и сварки закрытыми коробами таким образом, чтоб он защищал область непосредственной работы лазера со всех сторон. При этом не обязательно использовать вытяжку с большой мощностью. Кроме того, рекомендуется использовать простейшие дымоприемники, как при пайке обычным паяльником, которые крепятся непосредственно на лазер и всасывают дым в точке работы.
Система фильтрации у дымоуловителей для работ с лазером должна быть достаточно продуманная, так как в состав дыма входят и крупные частицы, и микронная пыль, и наночастицы, и практически невидимые глазу газы. Как правило, используют три типа фильтров:
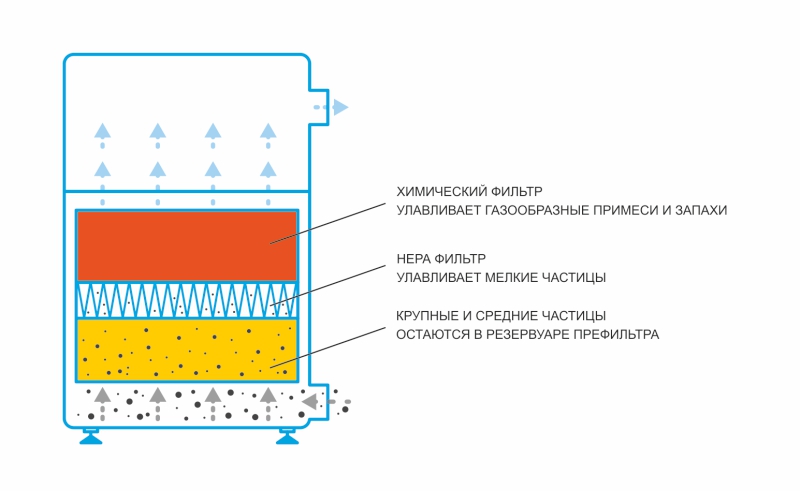
3 ступени фильтрации в дымоуловителях DUET
В такой очередности загрязненный воздух и дым попадают в приемник: в первую очередь в предварительном фильтре оседают крупные частицы. Следующей ступенью фильтрации является фильтр HEPA – более мелкие частицы пыли задерживаются волокнами фильтра этой ступени благодаря его особому переплетению, кроме того, волокна фильтра обладают электростатическим притяжением, и частицы словно притягиваются к ним.
Область применения лазерной пайки
Пайка соединений и деталей с помощью лазера сегодня широко применяется во многих отраслях:

Рис. 6. Ремонт очков лазерной пайкой

Рис. 7. Лазерная пайка ювелирных украшений
При помощи лазерного оборудования можно выполнять пайку различных металлов и их сплавов: титана, стали, меди, серебра, золота, платины, биметаллов, тугоплавких и пр. Также есть возможность соединять металл и драгоценные камни.
Лазерная и традиционная сварка
Лазерная технология имеет ряд преимуществ перед традиционной пайкой, включая точность, минимальное повреждение материала и скорость. Кроме того, лазерная сварка — это бесконтактный процесс, при котором выделяется минимальное количество тепла, что подходит для работы с тонкими и сложными ювелирными изделиями.
Лазерная пайка (сварка) ювелирных изделий
Изготовление ювелирных изделий развивалось на протяжении многих веков, а технологический прогресс привносил новые методы и техники. Одним из инновационных методов является лазерная пайка (сварка), которая стала востребованной технологией в ювелирном деле. При изготовлении и ремонте ожерелий, сережек и других изделий из драгоценных металлов необходимо обращать особое внимание на соблюдение эстетики готовых аксессуаров. Они не должны иметь следов от проведенного ремонта. Это вызывает необходимость применения профессиональных , которые дают возможность точно направить лазерный луч. Устройство, генерирующее луч, фокусируется с помощью установленных по определённой последовательности линз.
имеет множество преимуществ перед традиционными методами соединения деталей, включая точность, аккуратность, минимальное повреждение материала и скорость. Технология лазерной пайки скрепляет металлические конструкции с помощью нагрева исключительно сварного шва, диаметр которого можно корректировать по линиям, устраняя любое механическое или термическое воздействие на окружающий материал. Чаще всего используется при производстве тонких и сложных ювелирных изделий, таких как серьги, браслеты и ожерелья. Лазерное оборудование позволяет работать с различными материалами, включая:
Это позволяет ювелирам создавать украшения из разных материалов и комбинировать их в одной работе. Лазером можно обрабатывать украшения с бриллиантами и другими драгоценными камнями без риска перегрева.
В данной статье мы подробно рассмотрим технологию лазерной пайки ювелирных изделий, суть процесса, преимущества, недостатки и ответим на часто задаваемые вопросы.

Рис. 1. Лазерная пайка украшений
Аппарат лазерной сварки и пайки TORWATT 300 F

Дымоприемники и дымоуловители
В зависимости от масштабов производства устройства отвода дыма могут быть разными.
При ручной пайке обычным паяльником используют специальные небольшие металлические трубки-дымоуловители. Они эффективны, но требуют тщательного ухода и каждый раз при пайке его необходимо крепить на паяльник и настраивать снова.
Дымоприемник, как правило, имеет косой срез и крепится на паяльнике так, чтоб срез был как можно ближе расположен к месту возникновения дыма, то есть логично то, что чем ближе к месту спаивания расположен дымоуловитель, тем эффективнее его работа. В некоторых случаях может быть установлено более одного дымоуловителя.
Дополняет трубку-дымоуловитель специальная воронка, которая при работе затягивает вредные вещества, но для ее эффективной работы в помещении должны быть исключены сквозняки.
Чем дальше срез дымоуловителя находится от источника дыма, тем более высокая мощность у него должны быть. Этот же принцип относится и к вытяжкам.
Если процесс пайки сопровождается активным выделением токсичных химических веществ, но необходимо обеспечить не только безопасность сотрудников, работающих непосредственно с паяльным оборудованием, но и предотвратить попадание продуктов горения в окружающую среду – в воздух. Существует большое количество оборудования, в том числе вытяжные шкафы и прозрачные вытяжные кабины для работы с химикатами, которое отвечает всем требованиям безопасности и обеспечивает надежную защиту.
Хорошо зарекомендовавшими себя российскими локальными системами дымоудаления являются дымоуловители DUET для пайки и лазера. Это современные приборы, которые могут использоваться при работах с повышенными требованиями к безопасности труда, в том числе, при работе с токсичными паяльными материалами. За счет высокой производительности, а также современных высокотехнологичных фильтров дымоуловители DUET принципиально отличаются от обычных вытяжек тем, что не просто «собирают» дым с различными химическими примесями, но и очищают воздух многоступенчатой системой фильтрации, благодаря чему очищенный воздух возвращается в помещение. Кроме того, дымоуловители можно зафиксировать в любом месте и положении относительно рабочего места, где осуществляется пайка.
Преимущества пайки
Существует несколько преимуществ пайки перед другими методами сварки, в том числе

Рис. 2. Лазерная пайка ювелирных украшений
Технология лазерной пайки
Для лазерной пайки используется сфокусированная энергия лазерного луча для создания локализованного тепла, которое расплавляет основной металл и создает прочное соединение между спаиваемыми деталями. Лазерный луч имеет диаметр в десятые доли миллиметров и воздействует точечно.
Лазерная пайка эффективна и без припоя, используется для ювелирных изделий, изготовления печатных плат и ремонта оправ очков.
Процесс лазерной пайки начинается с расположения компонентов. Затем лазерный луч направляется на нужную область. Энергия лазера поглощается материалом, в результате чего он быстро нагревается и достигает температуры плавления. Материал претерпевает фазовый переход и расплавляется. В результате такого сплавления образуется прочный и надежный шов, не требующий дополнительных материалов для соединения.
Контроль и управление позволяют паять тонкие и сложные компоненты с минимальным риском повреждения. Процесс можно легко автоматизировать, что повышает производительность и согласованность производственных процессов.

Рис. 1. Лазерная пайка оправы очков
Преимущество этого типа соединения заключается в том, что оно не требует такого большого количества тепла, как традиционная пайка, а значит, используется меньше энергии и в процессе образуется меньше вредных испарений. В сфере ювелирного мастерства лазерная пайка открывает новую эру возможностей, поскольку замысловатые детали и сложные узлы воплощаются в жизнь с непревзойденной точностью. При создании и ремонте ожерелий, браслетов, сережек и других ценных металлических изделий очень важно уделять внимание визуальной привлекательности конечных аксессуаров. Важно, чтобы не было никаких видимых признаков проведенных процедур. Для этого необходимо использовать специализированные паяльные инструменты, позволяющие точно позиционировать лазерный луч на обрабатываемом изделии.
Лазерной пайкой также можно восстановить целостность оправы и дужек изготовленных практически из любых материалов, в том числе и тех, которые были повреждены в области переносицы. Также данный способ позволит отремонтировать пружинки держателя носового упора, заушин и другие подвижные крепления.
Аппараты лазерной сварки для ювелиров
Лазерное оборудование для пайки обладает многочисленными преимуществами по сравнению с традиционными техниками, что повышает ее востребованность в различных областях производства. Точная и локализованная подача тепла сводит к минимуму тепловое повреждение окружающих компонентов, в результате чего получаются чистые и визуально привлекательные соединения. Узкая зона термического воздействия уменьшает деформацию и разрушение материала. Лазерная пайка универсальна, она подходит для широкого спектра материалов и позволяет соединять разнородные металлы. Возможности автоматизации повышают производительность и обеспечивают стабильность результатов. Хотя традиционные методы пайки имеют свои достоинства, уникальные характеристики и возможности лазерной пайки делают ее предпочтительным выбором в таких отраслях, как производство электроники, автомобилестроение, аэрокосмическая промышленность и производство медицинского оборудования.
Вывод
Лазерная пайка является эффективной технологией соединения металлов при изготовлении и ремонте ювелирных изделий. Она имеет ряд преимуществ перед традиционными методами, включая точность, аккуратность и минимальное повреждение материала.
Лазерные паяльные машины становятся все более популярными в ювелирной промышленности, особенно для сложного ремонта, требующего высокого уровня точности. Поскольку технологии продолжают развиваться, лазерная пайка становится все более востребованным инструментом для ювелирного дела.
Большое количество технологических процессов включают в себя нагрев обрабатываемых элементов, деталей, плат и т.п. Выделение вредных и опасных веществ неизбежно, но современные технологии очистки воздуха и возможности использования вспомогательных приборов в любом процессе позволяют привести риски загрязнения воздуха и негативного влияния на организм человека к минимуму, а в большинстве случаев полностью исключить.



