
- В чем особенность сварочного процесса с порошковой проволокой
- Плюсы и недостатки сварки флюсонаполненной проволокой
- Как сваривать флюсонаполненной проволокой
- Режимы сварки
- Наши рекомендации по выбору флюсовой проволоки и сварочников для FCAW
- Лазерная Пайка Ювелирных Изделий
- Лазерная Сварка Золотых и Серебряных Украшений
- Аппараты Лазерной Сварки для Ювелиров
- Видео
- Как выбрать Лазерный Пайщик для Ремонта и Изготовления
- Советы по выбору лазерного аппарата для пайки ювелирных изделий
- Факторы выбора лазерного аппарата для пайки ювелирных изделий
- Мощность
- Точность
- Простота использования
- Стоимость
- Безопасность
- Лазерная и традиционная сварка
- Часто задаваемые вопросы
- Для каких изделий можно использовать пайку лазером?
- Сколько времени требуется для ремонта изделий лазером?
- Вывод
- Цинковое покрытие
- Особенности пайки
- Температурный режим при сваривании
- Способы сварки
- Применение электродов
- Подготовительный процесс
- Подбор электродов
- Обработка шва
- Аргонная сварка
- Использование флюса
- Сварочные полуавтоматы
- Совмещение с черными металлами
- Преобразователи напряжения
- Применение полипропиленовых труб
- Материалы для сварки
- Оборудование для пайки полипропилена
- Процесс пайки труб
- Частые ошибки при выполнении работ
- Заключение
- Что такое пайка алюминия?
- Как происходит процесс пайки?
- Особенности пайки алюминия
- Способы пайки алюминия
- Процесс пайки алюминия погружением
- Процесс пайки в печи
- Процесс пайки в защитной среде
- Процесс вакуумной пайки алюминия
- Разница между сваркой плавлением, сваркой давлением и пайкой
- Сварка давлением
- Алюминиевый припой
- Алюминиевый паяльный флюс
- Применение пайки алюминия
В чем особенность сварочного процесса с порошковой проволокой
В сердечнике порошковой проволоки находится шихта или сварочный флюс. Это смесь веществ, которые плавятся в процессе сварки: выделяют газ и образуют шлак, покрывающий сформированный шов.
Газ и жидкий шлак играют роль защитной среды. Они не допускают контакта расплавленного металла сварочной ванны с кислородом воздуха. Кроме того, в зависимости от химического состава шихты, флюс может быть нейтральным или легировать сталь шва, чтобы придать нужные механические свойства.
Помимо легирующих, газо- и шлакообразующих веществ в состав шихты могут входить компоненты, которые раскисляют ванну, стабилизируют дугу, связывают азот, увеличивают коэффициент наплавки. Благодаря этому флюсонаполненные проволоки схожи с покрытыми электродами, чьи сварочные свойства зависят от состава обмазки.
Исходя из шихты, назначения и особенностей использования различают:
- Дополнительное использование защитного газа сводит практически к нулю количество брызг и дыма, обеспечивает более комфортные условия сварки и снижает риск образования пор в шве.
Плюсы и недостатки сварки флюсонаполненной проволокой
Положительные стороны сварки полуавтоматом без газа проволокой с флюсом или сварки открытой дугой связаны с особенностями технологии.
У используемых с защитным газом рутиловых флюсонаполненных проволок есть свои преимущества. Это стабильная дуга и струйный перенос присадочного металла, хороший вид шва с ровным, гладким валиком и повышенной усталостной прочностью.
О минусах сварки FCAW тоже надо помнить:
- Для оптимального результата важно правильно выбрать проволоку, режим и технику сварки.
Как сваривать флюсонаполненной проволокой
Флюсовую проволоку применяют для работы с низкоуглеродистыми, нелегированными сталями, нержавейкой и упрочняющей наплавки. Сварку ведут на постоянном токе. Полярность может быть как прямой, так и обратной — например, при использовании рутиловых газозащитных проволок.
Перед сваркой обязательно выполните стандартные действия: очистите наконечник и сопло, проверьте их размеры, оцените усилие сжатия, чтобы проволока свободно и стабильно двигалась.
Важно выдержать правильный вылет проволоки в пределах 10-25 мм. Если его уменьшить, то тепловложение в сварочную ванну будет слишком большим, и её сложнее контролировать. При лишнем вылете будет много брызг и выше риск образования пор в шве.
Режимы сварки
Настройки подбирают опытным путем, тренируясь на заготовке аналогичной толщины и металла. Чтобы установить режим:
- Процесс сварки
Чтобы сварка проволокой с флюсом для начинающих не была сложной, даем несколько полезных советов:
- Работать с флюсом наполненной проволокой можно с поперечными колебаниями и без них. Техника сварки и размах колебаний зависят от требований к тепловложению, ударной вязкости металла шва.
Наши рекомендации по выбору флюсовой проволоки и сварочников для FCAW
## Выбор флюсовой проволоки для сварки
Как и расходные материалы для других типов сварки, флюсовую проволоку подбирают, исходя из следующих параметров:
- Толщина заготовки
- Пространственное положение
- Требования к химическому составу наплавляемого металла
- Производительность
Для работы с углеродистыми сталями предлагаем **E71T-GS** — всепозиционную сварочную проволоку с флюсом для сварки ответственных деталей и конструкций. С ней удобно работать: шлаковая корка отбивается без особых усилий, шов получается чистым, а наплавка содержит минимум водорода. Проволоку можно приобрести с диаметром 0,8 и 1 мм для сварки тонких заготовок на катушках весом в 1 кг и 5 кг.
Для FCAW хороши полуавтоматы МИГ/МАГ с простым переключением полярности.
### Рекомендации по выбору сварочных аппаратов
Из недорогих бытовых сварочников советуем рассмотреть **Ресанту САИПА-22В/160А**. Он мало весит и подходит для работы в полях с проволокой до 0,8 мм. У аппарата есть режим ММА, поэтому вы сможете сваривать и штучными электродами. Подключение к однофазной сети оптимально для использования его на даче.
Из полупрофессиональных полуавтоматов с относительно бюджетной ценой рекомендуем **FoxWeld UNO 180 COMBI**. Он мягко варит, позволяет работать с тонкими и средними по толщине металлами 0,5-3 мм на токе до 180 А. Аппарат оснащен цифровым дисплеем и легко настраивается.
Универсальный полуавтомат **Сварог REAL MIG 200 (N2H3)** справляется с заготовками до 4 мм толщиной. Он компактен, производителен и оснащен набором дополнительных функций для МИГ и ММА сварки, опцией ТИГ Lift.
Для тех, кому важна комплектация и функция отжига проволоки, рекомендуем **Сварог REAL MIG 200 (N24002N)**. Аппарат укомплектован маской и крагами, демонстрирует ПН 100% на токе 155 А и подойдет для гаражных мастерских.
Многофункциональный **Сварог REAL SMART MIG 200 (N2A5) BLACK** предназначен для FCAW, MIG, MMA, TIG сварки. У него полный комплект опций, легкая настройка параметров с возможностью сброса к заводским предустановленным значениям. Аппарат подходит для кузовных работ, небольших цехов, сваривает электродами при просадке сети до 120 В.
## Лазерная пайка (сварка) ювелирных изделий
Изготовление ювелирных изделий развивалось на протяжении многих веков, а технологический прогресс привносил новые методы и техники. Одним из инновационных методов является **лазерная пайка (сварка)**, которая стала востребованной технологией в ювелирном деле. При изготовлении и ремонте ожерелий, сережек и других изделий из драгоценных металлов необходимо обращать особое внимание на соблюдение эстетики готовых аксессуаров. Они не должны иметь следов от проведенного ремонта. Это вызывает необходимость применения профессиональных лазерных аппаратов, которые дают возможность точно направить лазерный луч. Устройство, генерирующее луч, фокусируется с помощью установленных по определённой последовательности линз.
Лазерная Пайка Ювелирных Изделий
Лазерная пайка имеет множество преимуществ перед традиционными методами соединения деталей, включая точность, аккуратность, минимальное повреждение материала и скорость. Технология лазерной пайки скрепляет металлические конструкции с помощью нагрева исключительно сварного шва, диаметр которого можно корректировать по линиям, устраняя любое механическое или термическое воздействие на окружающий материал.
Чаще всего лазерная пайка используется при производстве тонких и сложных ювелирных изделий, таких как серьги, браслеты и ожерелья. Лазерное оборудование позволяет работать с различными материалами, включая:
- Золото
- Серебро
- Платина
- Драгоценные камни
Это позволяет ювелирам создавать украшения из разных материалов и комбинировать их в одной работе. Лазером можно обрабатывать украшения с бриллиантами и другими драгоценными камнями без риска перегрева.
Лазерная Сварка Золотых и Серебряных Украшений
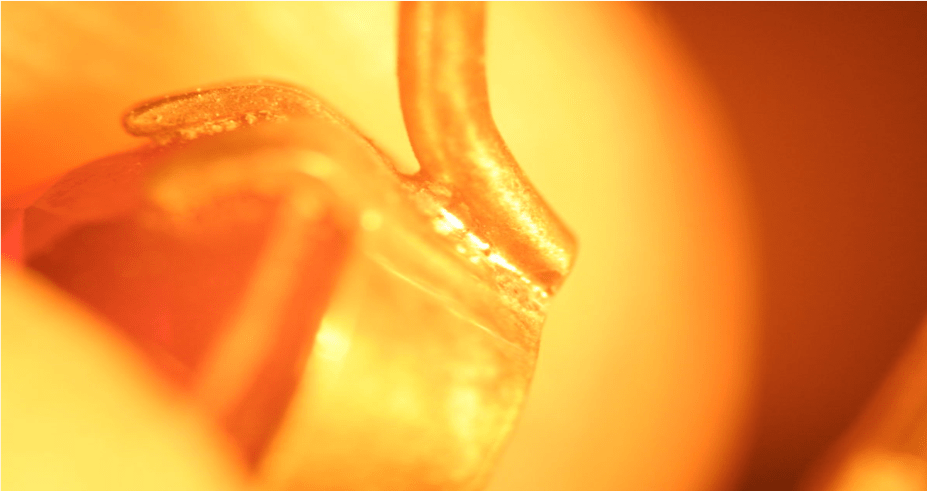
Лазерный луч генерирует тепло, которое расплавляет металл, затем соединяет вместе. Сварка обеспечивает плотное и надежное соединение, невидимое невооруженным глазом. Это особенно важно при ремонте сложных изделий, которые не выдерживают сильного механического давления.
Результаты исследований показали, что сварные швы, выполненные лазером, на 260% превосходят по прочности аналогичные швы, выполненные горелкой.
Поверхности соединяемых металлов должны быть чистыми, без масел, грязи и окислов. Этого можно добиться с помощью очищающего раствора или с помощью лазера для абразивной обработки поверхности металла.
Настройки лазера, используемого для пайки серебра и золота, зависят от толщины металла и типа используемого припоя. Обычно используется длительность лазерного импульса 5-20 миллисекунд и мощность 10-50 Вт. Серебро и золото имеют различные характеристики и особенности.
Аппараты Лазерной Сварки для Ювелиров
Один из популярных аппаратов для лазерной сварки и пайки ювелирных изделий — TORWATT 300 F.

Видео
Лазерная сварка ювелирных изделий предлагает множество преимуществ по сравнению с традиционными методами пайки. Некоторые из этих преимуществ включают:
- Высокую точность
- Минимальное повреждение материала
- Безопасность обработки с драгоценными камнями
Однако у лазерной пайки также есть недостатки, включая:
- Высокую стоимость оборудования
- Сложность обучения операторов
Как выбрать Лазерный Пайщик для Ремонта и Изготовления
При выборе поставщика для приобретения лазерного пайщика необходимо руководствоваться наиболее выгодным экономическим расчетом.
Советы по выбору лазерного аппарата для пайки ювелирных изделий
Можно сэкономить и купить модель неизвестного производителя или бу аппарат. Но как вы можете гарантировать, что в нем будет надежный компрессор, который не будет постоянно перегреваться? И как насчет обеспечения защиты от выхода из строя конденсатора через 1-2 месяца работы? И можете ли вы быть уверены, что недорогой блок питания не приведет к поломке плат управления?
У дешевых аналогов таких гарантий нет. И приобретая такой агрегат, вы рискуете не заработать, а потерять деньги.
Опытные мастера предпочитают поставщиков, которые предоставляют не только выгодные условия для покупки, но также оказывают полный комплекс услуг по установке, наладке и эксплуатации.
Факторы выбора лазерного аппарата для пайки ювелирных изделий
Мощность
Мощность аппарата определяет его скорость и толщину металла, который он может сварить.
Точность
В работе лазерного аппарата важнейшим критерием является его точность при сварке тонких и сложных ювелирных изделий.
Простота использования
Ищите аппарат, который прост в эксплуатации, имеет удобную систему управления, мощную оптику и интуитивно понятный интерфейс.
Стоимость
Цена является основным критерием выбора для многих, но важно учитывать, что станки от проверенных производителей с гарантией стоят дороже, но приобретая их, вы можете не беспокоиться о риске возникновения поломок.
Безопасность
Ищите станок с функциями безопасности, такими как автоматический выключатель и защитный экран.
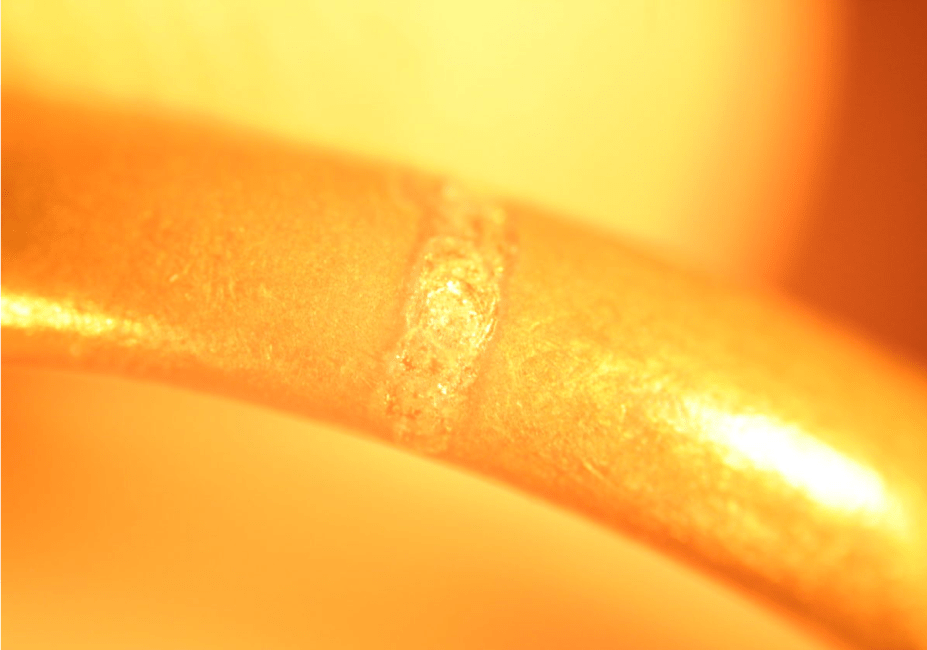
Сварочный шов на обручальном кольце
Лазерная и традиционная сварка
Лазерная технология имеет ряд преимуществ перед традиционной пайкой, включая точность, минимальное повреждение материала и скорость. Кроме того, лазерная сварка — это бесконтактный процесс, при котором выделяется минимальное количество тепла, что подходит для работы с тонкими и сложными ювелирными изделиями.
Часто задаваемые вопросы
Да, лазерная сварка безопасна для ремонта ювелирных изделий при условии правильного использования аппарата и соблюдения мер предосторожности. Пайку необходимо выполнять в защитных очках, иначе есть риск повреждения глазной сетчатки.
Для каких изделий можно использовать пайку лазером?
Лазерную пайку можно использовать для ремонта большинства типов ювелирных изделий, но она подходит не для всех видов ремонта. Например, лазерная сварка может оказаться неэффективной для ремонта бижутерии или украшений с синтетическими драгоценными камнями.
Сколько времени требуется для ремонта изделий лазером?
Время, необходимое для ремонта ювелирных изделий с помощью лазерного сварочного аппарата, зависит от сложности ремонта и уровня квалификации оператора. Однако, лазерная пайка выполняется быстрее, чем традиционные методы пайки. Ремонт маленького замка или застежки, установка камня, соединение порванной золотой цепочки или поврежденной оправы очков осуществляется быстро.
Рис. 5. Ремонт кольца с помощью лазерной сварки
Вывод
Лазерная пайка является эффективной технологией соединения металлов при изготовлении и ремонте ювелирных изделий. Она имеет ряд преимуществ перед традиционными методами, включая точность, аккуратность и минимальное повреждение материала.
Лазерные паяльные машины становятся все более популярными в ювелирной промышленности, особенно для сложного ремонта, требующего высокого уровня точности. Поскольку технологии продолжают развиваться, лазерная пайка становится все более востребованным инструментом для ювелирного дела.
Благодаря высоким эксплуатационным характеристикам и небольшой себестоимости, прокат из оцинковки имеет достаточно широкую сферу применения. Лист оцинкованный используется при строительных работах, в быту, а также при возведении различных конструкций из металла. Иногда невозможно обойтись без сваривания или пайки металлопроката, главной задачей которых является образование крепкого стыка в месте соединения. Это довольно сложная задача.
Безусловно, сварочные работы для изделий из углеродистой стали с низким содержанием углерода проходят без проблем и стыкуются основательно. Однако при наличии защитного цинкового покрытия сделать это становится гораздо труднее.
Для получения прочного и надежного соединения в месте сварки, покрытие должно быть с хорошими показателями теплостойкости, высоким уровнем электропроводимости, с низкой механической напряженностью и идеальной поверхностью, без каких-либо шероховатостей. Чего не скажешь о цинке – мягкий металл, легко плавящийся и обладающий небольшой прочностью.
Следовательно, при проведении сварочных работах электродуговым способом оцинкованного проката произойдет снижение прочности изделия, будут образовываться трещины, поры и иные дефекты в местах получения шва. К тому же появится опасность для специалиста, проводящего подобные работы, так как при нагревании образуются токсичные пары оксида цинка, которые могут навредить легким человека. Поэтому при сварке необходимо обязательно руководствоваться определенной техникой безопасности во избежание появления неблагоприятных симптомов и проблем со здоровьем.
Цинковое покрытие
Так как цинк (Zn) выступает в качестве активного металла с отрицательным зарядом, в соединении с железом (Fe), то он образует гальваническую пару, которая надежно защищает сталь от вредных внешних воздействий. Повреждение, либо намеренное удаление покрытия влечет за собой снижение антикоррозийных свойств. Однако для упрощения и повышения качества сварочных работ лучше все-таки снять цинковый слой с помощью шлифовальной машинки или абразива с зоны будущей сварки. Однако следует убедиться, что снятый слой будет минимальным. Профессионалы, имеющие достаточно большой практический опыт работы с оцинковкой, чаще всего выжигают покрытие газовой горелкой или сварочной дугой, что делает метод более щадящим, нежели механический способ удаления абразивом.
Особенности пайки
Процесс получения прочного соединения с помощью применения припоя. Во время повышения температуры его основа наполняет стык между деталями, в оцинкованном металлопрокате термовоздействие распространяется и на само покрытие из цинка. Температурный диапазон зависит от химсостава припоя. Он бывает двух видов:
Применение столь высоких температурных режимов приводят к выделению доли токсичных веществ в окружающую среду. Поэтому сварочные работы, а также пайку оцинкованных листов следует проводить в хорошо проветриваемом пространстве, либо обустроить рабочее место на улице с максимально доступным потоком воздуха к сварщику. Еще не стоит забывать о технике безопасности, а также о применении средств индивидуальной защиты и специализированной экипировке во избежание причинения вреда работнику.

Температурный режим при сваривании
Электросварочная дуга представляет собой мощнейший электроразряд в условиях газа и пара, заряженных ионами, между специальными электродами, расположенными под напряжением. Температура плавления цинка составляет 420С, а его испарение начинается с 907С. При сварочных работах с использованием покрытых и вольфрамовых электродов, Zn обычно выгорает с появлением окислов белого цвета. Исходя из этого, режим сварки выбирают с учетом толщины, которую имеет металлопрокат, а также размера слоя оцинковки (нагрузка тока чаще всего ниже, чем у листовой стали, не имеющей покрытия). Если используется бронза, у которой температура плавления гораздо ниже, чем у стали, сварка цинковых изделий упрощается. Однако имеются и минусы у такого способа: высокая себестоимость такой процедуры и снижение прочностных характеристик соединения.
Способы сварки
Так как в основе листа из оцинковки лежит сталь, то методы сварки идентичные, как и у другого углеродистого сырья. Существуют такие способы сварочных работ:
Пайку делают с помощью газовой горелки и ацетилена, обычно сначала наносят сделанный в равных пропорциях раствор нашатыря с хлорным литием, после паяют.
Рассмотрим самые востребованные способы сварки более детально.
Применение электродов
Чаще метод применим для листовой стали, более полутора миллиметра толщиной. Используется для больших объемов производства, а также для бытового применения. Для работы в различных климатических зонах служат электроды, имеющие стандартное или рутиловое покрытие, изредка с целлюлозным нанесением.
Подготовительный процесс
Все участки, подлежащие свариванию, должны быть подготовлены тщательным образом: обрезаны и сделаны пометки по размерам, неровные отрезки и кромки правятся. После удаления покрытия: механическим или термическим способом, занимаются разделом кромок. Помимо этого, кислотой или обезжиривающими растворами, обрабатывается место, где будет находиться сварной шов.
Подбор электродов
При выборе такого рода материалов учитывают следующие характеристики: толщина цинкового слоя, марка стали, режим сварочных работы. Все эти показатели влияют на стабильность и интенсивность горения дуги, от чего впоследствии напрямую зависит качество швов. Ток для сварки подбирается, исходя из размера диаметра нужного электрода (обычно порядка 1,6 мм), работы ведутся с низкой скоростью (ниже обычной на четверть). Необходимая ширина зазора на стыке должна быть в пределах полутора – двух с половиной миллиметров. Сварной валик получается наплывом или возвратно – поступательным образом, без применения длинных швов, поэтому лучше делать прерывания. При не соблюдении этих правил, его внешний вид может испортить все изделие, а образованные поры могут повлиять на свойства соединения: прочность, надежность и срок службы.
Ручной способ сварки электродугой применяется для двухмиллиметровой оцинковки с помощью электродов (диаметром 1,6 мм) с рутиловым нанесением, ампераж в 40А.
Обработка шва
Для дополнительной защиты от коррозии участок возле сварного шва обрабатывают специальными средствами: спреями с цинком, антикоррозийными ингибиторами и прочим. В бытовых условиях можно пролудить оловом. В целях улучшения механических свойств, зону шва проковывают при строгом соблюдении температурного режима (от +100С до +150С). Отклонение показателей от данных чреваты образованием трещин в месте обработки.
Аргонная сварка
Возможно проведение ручного сварочного процесса с использованием защитного газа аргона, который формирует поток, защищающий расплавленный металл от окисления. Применим для оцинкованных листов, толщиной 0,3 -1 миллиметр.
Подготовка осуществляется обычным способом: разделка, очистка, обезжиривание, все, как и в предыдущем методе. Современное оборудование позволяет качественно осуществлять сварочные работы на оцинкованных листах. Благодаря увеличенному обзору можно грамотно просчитать нужную ширину шва и корректно зачистить необходимый участок. Для того, чтобы расплавленный металл не попадал на поверхность и не портил эстетичный вид изделия, лучше применить асбестовое полотно или различные защитные составы.
Использование флюса
Обработка кромки и неплавящегося электрода делается при помощи раствора с хлористым цинком, либо ортофосфорной кислотой. В зависимости от толщины покрытия формируется темп работы сварщика (чем он толще, тем медленнее идет процесс). Рабочий угол должен составлять четко семьдесят градусов, небольшая амплитуда горелки поможет удалить остатки цинка, обеспечит правильность шва и надежность соединения. Заточка применяемого электрода отвечает за глубину и ширину стыка. Для тонкой оцинковки чаще всего используются электроды с диаметром 1,6 миллиметров, под углом в тридцать градусов. Шов делают в виде чешуек, с постоянным интервалом, для исключения непроваренных зон интенсивность тока составляет 10 — 30А.
Убираются части шлака и прочих отложений. Для обеспечения антикоррозийных свойств и придания эстетического вида, зачищенные зоны покрываются цинковой грунтовкой или другими спецкрасками. Некоторые небольшие участки чаще всего повторно цинкуют.
Сварочные полуавтоматы
Более востребован при массовом производстве, при использовании оцинковки с толщиной стали свыше 0,6 миллиметров. Работы ведутся полуавтоматическим сварочным аппаратом, сварной шов формируется при взаимодействии соединения аргона с углекислотой с помощью применения омедненной проволоки (0,8 – 1,6 мм), плотность тока 200 А на квадратный миллиметр.
Делаются расчеты на соотношение размеров и геометрии шва, если это необходимо проводится рихтовка и правка стали, фаски обычно не снимают, оставляя технологический зазор от полутора до двух миллиметров.
Покрытие чаще всего оставляют. Флюс наносят на нагретую, обезжиренную поверхность. Присадочный продукт содержит медь (свыше шестидесяти процентов), кремний, а также олово. Из недостатков метода можно выделить невысокую прочность такого сварного соединения.
Для восстановления защитных свойств околошовной зоны применяются различные краски на основе цинка, в том числе, эпоксидка, неорганическая силикатная, цинковый припой, аэрозоль и прочие средства. Вначале поверхность шва очищается от окалин, остатков шлаковых отложений, затем проводится обезжиривание, после высыхания наносится краска. Технически контактная сварка оцинкованного металла, в какой — то мере, тоже является полуавтоматом, так как проходит на спецмашинах с использованием ручного вмешательства. Она применима в широком производственном цикле, с толщиной металла менее полу миллиметра. Дополнительной обработки от коррозии не предусмотрено, за счет специфики процесса.

Совмещение с черными металлами
Работа по свариванию оцинкованного и углеродистого проката требует осторожности и скрупулезности. Различия в температурном режиме нагревания металлов на рабочих участках могут привести к появлению коробления и остаточного напряжения, попаданию Zn в область шва, что в дальнейшем повлечет за собой диффузию и, как следствие, растрескивание поверхности.
Перед началом сварки необходимо вымерять параметры шва, очистить участок от оцинковки (механическим способом и ортофосфорной кислотой). Стык зоны тоже зачищается и обезжиривается.
Сварка применяется электродуговая, а также с помощью газа. Возможно использование ручного и механического способа, шов получают наплывом с отрывом электрода, после проковывают.
Преобразователи напряжения
Горение дуги напрямую связано с источником питания. Современные агрегаты, такие как инвертор, позволяют расширить функциональность данного оборудования. Они используются при сварке различного вида материалов (черные, цветные, их сплавы, оцинковка). С помощью цифровых технологий управления появилась уникальная возможность автоматически управлять процессом, задавая параметры сварочной дуги, исходя из характеристик металлов, предназначенных для сварки, сечение присадочного материала и прочих данных. В результате сварной шов получается довольно прочным, полностью проваренным, без наплывов и других дефектов.
Для работы с подобным аппаратом специалист должен иметь достаточный опыт. Предварительно все элементы, подлежащие сварке, зачищают и обезжиривают. Сварка инвертором проходит с показателем тока на 5-10А ниже стандартных значений, в импульсном режиме. Шов образуется плавными движениями, с углом наклона горелки или электрода под сорок пять градусов. Точность аппаратной настройки позволяет применять присадочный продукт небольшого диаметра. После окончания сварки, поверхность очищается от шлака, шов проверяется на наличие дефектов, в заключении проводится проковка металла.
Полипропиленовые трубы пользуются широким спросом и применяются для монтажа самых разных коммуникаций. Их преимуществом является доступная стоимость, надежность, обеспечивающая длительный срок эксплуатации, и простота выполнения монтажных работ. Именно последнее преимущество и сделало их популярными в бытовом использовании, так как для монтажа трубопровода понадобятся лишь нужный инструмент и материалы. Рассмотрим подробней особенности сварки полипропиленовых труб, требуемые для этого приспособления, и преимущества технического процесса перед прочими способами монтажа.

Применение полипропиленовых труб
Полипропилен представляет собой разновидность пластика, отличающуюся сочетанием прочности и гибкости. Это делает его оптимальным материалом для изготовления труб. Так как материал не реагирует при контакте с водой, его широко используют при монтаже бытовых и промышленных водопроводов, систем отопления и теплоснабжения. Трубы поставляются в широком ассортименте диаметров и могут различаться по толщине стенки. Монтаж и сборка систем производятся с применением специальных муфт и фитингов, устанавливаемых на верхнюю поверхность путем диффузионного монтажа или напайки. Именно при помощи пайки выполняется сборка, обеспечивается герметизация швов и стыков. При воздействии высоких температур пластик плавится, поэтому при совмещении двух деталей (трубы и фитинга или муфты) образуется прочное соединение. К преимуществам такого метода соединения можно отнести следующее:
Материалы для сварки
Для выполнения сварочных работ потребуется комплект инструментов и материалов, среди которых:
Оборудование для пайки полипропилена
Паяльники, используемые для работы, представляют собой нагревательные устройства контактного типа. Они могут быть бытового и профессионального уровня. Разница между ними заключается в количестве настраиваемых опций, качестве материалов, из которых выполнены отдельные компоненты, стоимости.
При выборе паяльника необходимо обращать внимание на следующие характеристики и особенности:
Процесс пайки труб
Перед проведением сварочных работ потребуется нарезать трубы под нужный размер. Для этого проводятся замеры на месте монтажа, после чего при помощи рулетки отмечается нужная длина. Необходимо учитывать, что при монтаже труба будет входить в фитинг или муфту на определенную длину, поэтому нарезка должна осуществляться с небольшим запасом. После нарезки происходит сборка и пайка, которые заключаются в следующем:
Частые ошибки при выполнении работ
Если пайка выполнена правильно, то участки соединения труб прослужат в течении всего времени эксплуатации системы без появления протечек и прочих дефектов. Кроме того, такая схема соединения устойчива к перепадам давления внутри системы и механическим нагрузкам. Однако получить некачественный результат соединения также вполне возможно. Такое бывает, если допустить несколько частых ошибок, свойственных новичкам или низкоквалифицированным монтажникам. К наиболее распространенным ошибкам относят:
Заключение
Сварка полипропиленовых труб представляет собой несложный процесс. Однако он требует использования качественного оборудования. Оно не только ускорит решение поставленных задач, но и позволит добиться высокого уровня качества соединительных швов, а также исключить возможность протечек в инженерных коммуникациях в дальнейшем. Приобрести необходимое оборудование и инструменты можно, обратившись в нашу компанию. Также вы можете получить консультацию от нашего специалиста по телефону в любое удобное время.
Что такое пайка алюминия?
Пайка алюминия подразумевает использование присадочных материалов (так называемых припоев) с температурой плавления ниже, чем у основного металла (паяного материала), при этом наполнитель плавится при температуре ниже, чем температура плавления основного металла, и выше. чем температура плавления припоя. Это метод сварки, при котором материал смачивается и распределяется по поверхности основного материала, заполняет зазор в основном материале, растворяется и диффундирует вместе с основным материалом для реализации соединения между деталями.

Как происходит процесс пайки?
Процесс пайки связан с комплексным действием восстановления и разложения твердой фазы, жидкой фазы и газовой фазы, а также с физическими и химическими явлениями, такими как смачивание и капиллярное течение, диффузия и растворение, затвердевание и адсорбция, испарение и сублимация.
Пайку можно разделить на три основных процесса:
Первый – это процесс плавления и заполнения флюсом, то есть заданный флюс после нагрева и плавления втекает в зазор основного металла и вступает в физико-химическое взаимодействие с оксидом на поверхности основного металла. удалить оксидную пленку, очистить поверхность основного металла и стать припоем, создав условия для конопатки присадочного металла.
Второй – это процесс плавления припоя и заполнения паяного соединения, то есть по мере дальнейшего повышения температуры нагрева припой начинает плавиться, смачиваться и растекаться, а также удалять остатки припоя.
Третий – процесс взаимодействия припоя и основного металла, то есть под действием расплавленного припоя небольшая часть основного металла растворяется в припое (то есть диффузия основного металла в жидкий припой ), и припой диффундирует в основной металл, на границе твердого тела и жидкости также будут происходить некоторые сложные химические реакции. Когда припой заполняет зазор и сохраняет его теплым в течение определенного периода времени, он начинает остывать и затвердевать, образуя паяное соединение.
Особенности пайки алюминия
Температура нагрева алюминиевой пайки низкая, соединение гладкое и плоское, структура и механические свойства изменяются мало, деформация небольшая, размер заготовки точный.
Он может сваривать один и тот же металл или разнородные материалы, при этом нет строгих ограничений на разницу в толщине заготовки.
Некоторые методы пайки позволяют одновременно сваривать несколько сварных деталей и соединений, при этом производительность очень высока.
Оборудование для пайки простое, а производственные затраты невелики.
Прочность соединения низкая, термостойкость низкая, требования к очистке перед сваркой строгие, а цена припоя относительно дорогая.
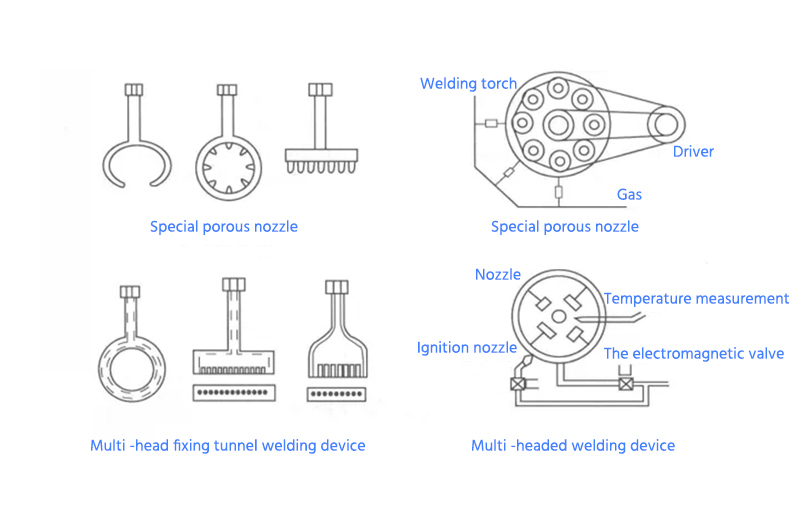
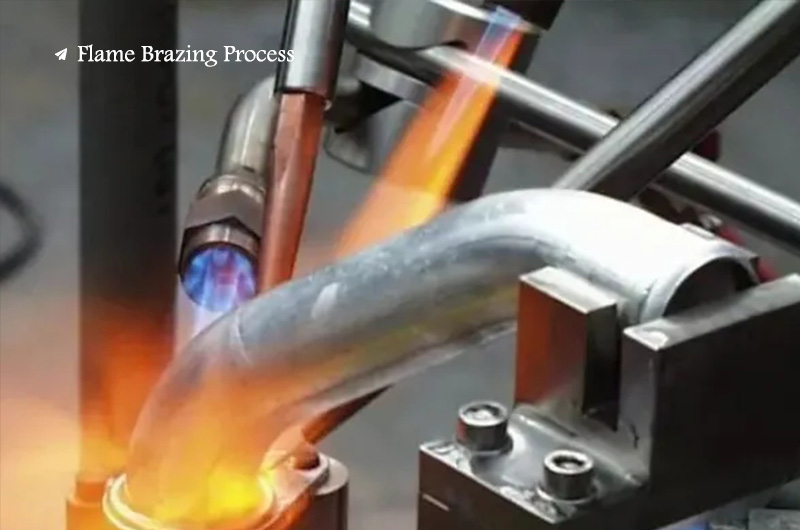
Способы пайки алюминия
Источником тепла является пламя кислородного газа, и существует много типов газа. Для алюминия и его сплавов применимый газ включает ацетилен и природный газ. Газовая пайка алюминия и его сплавов должна сопровождаться флюсом. Поскольку в процессе нагрева алюминия не происходит изменения цвета, трудно определить температуру нагрева при пайке пламенем.
Процесс пайки алюминия погружением
Свариваемые припоем детали окунают в ванну с расплавленным флюсом для нагрева и пайки. Этот метод быстро нагревается, сварная деталь не окисляется в процессе пайки, имеет малую деформацию, хорошее качество и высокую производительность. Этот метод подходит только для массового производства в непрерывном режиме. После погружения и пайки необходимо очистить остаточный флюс и остатки, которые вызовут коррозию и загрязнение производственной площадки и окружающей среды.

Процесс пайки в печи
Пайка алюминия и его сплавов в воздушной печи должна быть снабжена флюсом, а остатки после пайки коррозионным флюсом должны быть удалены.
Процесс пайки в защитной среде
Используется защита инертным газом, поверхность соединения перед пайкой необходимо тщательно очистить, атмосферу в печи необходимо заменять и затем непрерывно подавать, а себестоимость продукции высока. Если используется азотная защита, необходимо использовать некоррозионный флюс. Этот метод имеет высокую производительность и получил широкое распространение.

Процесс вакуумной пайки алюминия
Печной пайки без использования флюса. Степень вакуума не должна быть ниже 1, 33X10 -2Па. Использование металлического магния в качестве активатора и другие технологические мероприятия способствовали популяризации и распространению технологии вакуумной пайки алюминия и его сплавов.

Разница между сваркой плавлением, сваркой давлением и пайкой
Сварка плавлением заключается в использовании внешнего источника тепла (например, электрической дуги) для локального нагрева и плавления области вблизи границы раздела соединяемых компонентов (т. е. основного металла), а затем охлаждения для образования соединения.
В процессе сварки основной металл и присадочный металл расплавляются и химически соединяются. Такие как: ручная дуговая сварка, сварка CO2, сварка TIG, сварка MIG, сварка под флюсом, сварка MAG, плазменная сварка, лазерная сварка, электронно-лучевая сварка
Сварка давлением
Сварка давлением заключается в приложении давления, чтобы приблизить атомное расстояние свариваемой поверхности к расстоянию решетки.
При сварке не применяется припой, соединяемые металлы химически или физически соединены, сварной шов узок, зона термического влияния мала, в том числе контактная сварка (точечная сварка, шовная сварка), оплавление, сварка трением, сварка холодным давлением и т.д.
Пайка – это реализация соединения спаиваемых деталей путем плавления металла (пайка присадочного металла). Температура припоя ниже, чем у основного металла. При сварке припой плавится, а основной металл не плавится, и между ними существует физическая комбинация.
Ее принято разделять на твердую пайку и мягкую пайку с температурой сварки 450°С. Пайка в основном включает в себя газопламенную пайку, индукционную пайку, пайку в печи, резистивную пайку
Алюминиевый припой
Алюминиевый припой обычно используется для пайки алюминия и алюминиевых сплавов, пайки алюминия и меди, пайки алюминиевой стали, пайки алюминия и нержавеющей стали
Подходит для различных методов пайки: пламенная пайка алюминия, индукционная пайка алюминия, пайка алюминия в атмосферозащитной печи, вакуумная пайка алюминия
Доступны различные формы: сварочная проволока, сварочное кольцо, сварочная лента, лист припоя, припой, паяльная паста (как некоррозионный, так и коррозионно-активный флюс), а также предварительно сформированные формы по индивидуальному заказу.

В то же время наша компания также может предоставить порошковую проволоку или сварочное кольцо из припоев на основе алюминия для сварки и пайки алюминия.
Алюминиевый паяльный флюс
Физическое состояние : белый порошок, размер частиц ≤250 мкм, плотность: 1, 3-1, 4 г/см3.
Основные ингредиенты : хлориды щелочных и щелочноземельных металлов, фториды, активные вещества.
Сфера применения алюминиевого флюса
Подходит для пайки алюминия и материалов из алюминиевых сплавов. Он подходит для таких методов пайки, как различные газовые печи или низкотемпературное пламя, пайка чистого алюминия, алюминиево-марганцевых и других сплавов. Нетоксичный, без запаха, экологически чистый, длительного хранения без впитывания влаги, не слеживающийся.
Температура плавления некоррозионного алюминиевого паяльного флюса относительно узкая и составляет около 550 ℃. Особенно в настоящее время это самый идеальный сварочный растворитель для сварки большинства автомобильных кондиционеров, алюминиевых конденсаторов и алюминиевых радиаторных печей.
Применение пайки алюминия
Алюминиевая пайка подходит для сварки автомобильных кондиционеров, интеркулеров, конденсаторов, испарителей, резервуаров для воды и различных алюминиевых радиаторов;
Сварка алюминиевых рамных конструкций кузова, таких как соединение верхней крышки со стенкой корпуса, дверями автомобиля и другими изделиями;
Алюминиевая пайка также используется для компонентов систем кондиционирования воздуха, труб, теплообменников;
Алюминиевая пайка также используется в компонентах аэрокосмической промышленности, медицинских приборах и других критических и некритических приложениях.
Если вы занимаетесь пайкой или только планируете, вам может быть интересно, в чем разница между лазерной технологией и другими методами соединения деталей. Различные технологии используются для пайки, но у них есть несколько важных различий. В данной статье мы рассмотрим, как работает лазерная пайка и почему именно она лучший выбор для вашего предприятия.



