



Чтобы осуществить пайку бронзы в домашних условиях, для начала стоит обзавестись необходимыми инструментами и материалами, такими как:
- газовая горелка;
- тигель;
- борная кислота;
- серебро;
- медь;
- бура;
- основание из асбеста.

Схема сварки бронзы под флюсом.
Обыкновенный оловянно-свинцовый припой для работы совсем не подходит. Он будет оставлять отчетливые следы на деталях, к тому же он малоэффективен. Пайка бронзы может быть разрушена уже через несколько часов эксплуатации. Очень важно сделать действительно правильный припой, который подходит для бронзы и латуни. Сделать его можно с помощью двух материалов – меди и серебра.
Причем очень важно соблюдать пропорции. Для работы понадобится 1 часть меди и 2 части серебра. Их необходимо расплавить с помощью газовой горелки, предварительно поместив материалы в тигель. Важно следить за тем, чтобы сплав получился равномерным. Далее тигель помещается в холодную воду. В результате получается однородный застывший сплав. Далее его нужно расплющить, чтобы получилась тонкая лепешка, которую удобно будет обрабатывать с помощью напильника. В итоге должна получиться крошка из сплава. Она-то и будет использоваться в качестве припоя.
Приготовление флюса

Теперь нужно приготовить своими руками флюс, который и будет использоваться для пайки. Обычная канифоль в данном случае не сгодится. Она не будет способна расплавить тугоплавкий порошок. Для этих целей понадобится куда более мощная смесь. Для приготовления понадобится 20 грамм порошка буры и 20 грамм борной кислоты. Смешивать ингредиенты придется в специальной таре. Можно использовать стекло, так как оно не вступает во взаимодействие с данными компонентами. Залить смесь необходимо стаканом воды. В результате получается отличный флюс, который идеально подойдет для пайки бронзы.
Основы пайки дома
После того как все необходимые компоненты будут готовы, можно переходить к самому процессу пайки.

Схема пайки твердым припоем.
Для начала детали нужно подготовить, иначе вся работа может застопориться уже на своей начальной стадии. Все детали нужно обезжирить. Для этого можно использовать спирт или бензин. Все зависит от того, какое вещество у вас имеется в наличии. Далее флюс ровным слоем наносится на поверхность соединяемых деталей или узлов. Предварительно их необходимо уложить на асбестовое основание. Далее нужно взять порошок, который выступает в качестве припоя, и посыпать им соединяемые детали в том месте, где планируется производить пайку. Теперь в обязательном порядке нужно взять горелку и начинать нагревать то место, в котором будет делаться соединение.
При этом нагревать это место нужно постепенно.
Резкий прогрев может послужить образованию не совсем качественной пайки.

Схема высокотемпературного спаивания бронзы: 1 – движение горелки; 2 – движение прутка; 3 – движение горелки и прутка.
При этом нужно достигнуть температуры 700 градусов по Цельсию. Очень важно так же следить за режимом работы горелки. Она не должна резко нагревать материалы, так как это приводит к разрушению их структуры. Когда речь идет о работе с крупными деталями, то их нужно прогревать медленно и постепенно, но иногда приходится работать с тонкими материалами. В данном случае все происходит предельно быстро. Флюс способствует быстрому разогреву материалов по всей поверхности, и они без каких-либо проблем соединяются между собой.
Разумеется, каждому понятно, что данный вид пайки намного сложнее, чем обычная пайка оловом, но соединение получается более прочным и надежным. Только так можно получить на выходе действительно прочное соединение, которое в месте шва не будет сильно отличаться от общей структуры материалов.
Несколько полезных советов
Схемы регуляторов температуры жала паяльника.
Теперь читателю нужно дать несколько полезных советов, которые ему обязательно помогут в процессе пайки бронзы.
- Используйте только качественные газовые горелки, так как этот инструмент весьма опасен в эксплуатации. Заранее нужно убедиться в том, что он действительно исправен. В противном случае могут возникать некоторые проблемы в работе. В последние годы вместо горелок многие используют строительные фены. Этот вариант считается более безопасным. Если у человека имеется подобный инструмент, то именно его и нужно пускать в ход. Это не только сделает работу более безопасной, но и позволит без проблем регулировать температурный режим, что немаловажно в данном процессе.
- В работе нужно использовать исключительно правильные пропорции. Если необходимо приготовить больше флюса или припоя, то в обязательном порядке соблюдение пропорциональных соотношений, в противном случае можно на выходе получить не совсем качественное соединение, которое будет разрушено в кратчайший срок.
- Равномерное распределение смеси на соединяемых элементах. В процессе подготовки к пайке в обязательном порядке следите за тем, чтобы припой равномерно ложился на соединяемые детали. Это очень важно, чтобы получить равномерную нагрузку на все участки.
Если не соблюдать этих нюансов в процессе проведения работы, то можно поплатиться скорой поломкой деталей и выходом из строя всего механизма.
Чем паять латунь
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Преимущества и недостатки
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.
При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
https://youtube.com/watch?v=io8CgEDvu2Q
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование высокотемпературного варианта пайки невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.

Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия. Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
- сначала место предполагаемого соединения двух деталей обрабатывается подходящим по составу флюсом, после чего на него насыпается мелко наструганная крошка материала припоя;
- после этого можно приступать к прогреву латуни (только в месте соединения!) с помощью ранее подготовленной горелки;
- после расплавления материала припоя и заполнения жидким составом имеющихся между деталями зазоров следует выключить горелку и дождаться остывания места соединения.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Четыре способа сварки латуни
Латунью называют сплавы, основой которых является цинк и медь. Процент содержания этих основных металлов в каждом конкретном сплаве может различаться. Например, цинка может быть от 20 до 60%. Кроме того, в сплав могут быть добавлены в небольших количествах и другие элементы.
Особенности сварочных работ со сплавами меди
Латунь часто сравнивают с бронзами. Ведь бронзы – это тоже сплавы, в которых присутствует медь, а в качестве второго основного компонента может выступать алюминий, кремний, свинец, бериллий и так далее.
Теплопроводность меди в 6 раз больше, чем железа. И поэтому технология сварки сплавов из меди имеет серьёзные отличия от технологии сварки стальных и железных изделий

Важно также отметить, что вещи из латуни или бронзы зачастую имеют декоративную ценность. А значит, при сварке нужно использовать тот режим, который позволит получить идеально гладкий шов и придать долговечность соединению.
Все сплавы с медью имеют определённые общие черты, но при этом у каждого из них есть и свои уникальные свойства. Например, особое значение для работы с латунью имеет тот факт, что в ней присутствует цинк.
Именно этот элемент из таблицы Менделеева делает сварку латуни столь непростой. Есть несколько трудностей, с которыми мастера сталкиваются при этом процессе:
- газы поглощаются расплавленным металлом (происходит окисление цинка и возникновение водородных пузырьков в сварном шве);
- на латуни при перегреве легко образуются поры и трещинки;
- из сплава начинает выгорать цинк, так как он имеет меньшую точку кипения, чем медь.
Чтобы бороться со всеми трудностями при сварке, используют защитную среду аргона. Применяют и другие виды сварок, не забывая о подготовке материала и строгом соблюдении технологии процесса.
Сегодня на практике при работе с бронзой и латунью применяют электродуговую, газопламенную и аргоновую сварку. Но вне зависимости от того, какая именно технология была выбрана, необходимо тщательно подготовить металлические поверхности, которые предполагается сваривать.
Для этого по краям заготовок следует вырезать специальные сварочные кромки, а будущее место шва отполировать до появления блеска с помощью наждачки и напильника.
На латунных поверхностях нередко образуются окислы, от которых тоже нужно избавиться. Это можно сделать, воспользовавшись раствором соляной или азотной кислоты. Причём такую очистку следует осуществлять строго перед началом сварочных работ.
Для стандартной электродуговой сварки лучше всего использовать электроды из латунной проволоки (причём доля цинка в этой проволоке должна составлять 40%) с включениями алюминия, железа, свинца, марганца.
Через эти электроды при включении аппарата должен проходить постоянный электроток, обладающий прямой полярностью. В данном случае сварка проводится короткой дугой из положения снизу.
Дуга должна поддерживаться силой тока в 250 ампер для электродов длиною в 5 мм. В таком случае быстрота укладки шва может достигать 30 см в минуту.
По окончании основной операции сварочный шов следует дополнительно проковать и разогреть до температуры в диапазоне от 600 до 650 °C. Это придаст соединению большую прочность.
Безусловно, варить поверхности изделий из латуни можно и газовым аппаратом. Но в этом случае работу надо осуществлять с максимальной скоростью. Если горелка будет двигаться медленно, то в шве будут образовываться поры – это опять же связано с особенностями плавления цинка. В конечном счёте, скорость работы должна быть равна примерно 25 см в минуту.
Сварку газовым аппаратом нужно выполнять без поперечных колебаний, иначе изделие из латуни начнёт расплавляться. Горелку специалисты советуют держать под прямым углом к поверхности изделия. А присадочную проволоку необходимо во время процесса располагать под углом примерно в 30 градусов к свариваемым кромкам.
В среде аргона
Сварка латуни аргоном – самый качественный и популярный вариант на сегодня. Причём это справедливо не только для латуни, но и для иных медных сплавов.
Данный метод представляет собой ту же дуговую сварку, но в среде инертного газа аргона. И здесь возможно применение как плавящихся, так и неплавящихся электродов.
Однако если сплав латуни очень сложен, то следует использовать присадочную проволоку из того же материала, что и само обрабатываемое металлическое изделие.
Сварка бронзы или латуни аргоновым аппаратом выполняется в один слой. И при этом варить нужно не цельным швом, а небольшими отдельными участками (валиками).
Здесь нужна точность и аккуратность, потому что достаточно велика вероятность прожога. В частности, из-за этого сварка латуни аргоном проводится посредством длинной дуги. И мастер должен постепенно снижать силу тока в зонах сваривания, чтобы добиться нормального результата.
В связи с описанными выше особенностями технологии применять аргоновую сварку лучше всего на изделиях толщиной более 5 миллиметров.
В домашних условиях
Дома проще всего воспользоваться имеющейся в наличии или позаимствованной у кого-то паяльной лампой и оловянным припоем. А в качестве флюса, то есть материала, отделяющего зону сварки от атмосферного воздуха, можно использовать дешёвый и доступный борат натрия. Иногда для пайки латуни готовят специальные припои из меди и серебра.
Если предстоит сварка латуни в бытовых домашних условиях электродуговым методом, нужно подумать о средствах защиты и строгих мерах предосторожности. Пары цинка представляют действительно серьёзную опасность для здоровья людей – они ядовиты.
Следовательно, производить сваривание латуни обязательно нужно в защитной маске, перчатках и респираторе. По этой же причине данный процесс лучше выполнять на улице или в помещениях с достаточно мощными вытяжками.
Не слишком опытным мастерам будет полезен дополнительный совет. Сначала желательно потренироваться на ненужном куске латуни подходящих размеров. Только набив руку и установив правильные настройки аппарата, можно браться за настоящую работу.
Тем, кто хочет быстро соединить два металлических объекта, стоит знать о том, что такое холодная сварка. Хотя это название не совсем корректное. Условно говоря, удар кувалдой по двум металлическим пластинам, в результате которого можно получить единое изделие (и именно так поступали в древности) тоже можно считать холодной сваркой.
Но в наши дни так называют соединение двух металлических частей благодаря специальным составам, а также сами эти составы. Их можно купить практически в любом специализированном магазине, они позволяют соединять, ремонтировать и герметизировать изделия из латуни и бронзы.
Способ применения крайне прост: нужно размешать состав холодной сварки, пока не получится однородная масса. Потом следует нанести эту смесь на обе поверхности, которые необходимо соединить, и плотно прижать их друг к другу на несколько секунд.
Фактически холодная сварка – это клей для металлов, и иногда такой клей действительно способен решить соответствующие проблемы в домашних условиях. С другой стороны, бывают ситуации, когда без настоящей сварки не обойтись.
есть и кислота, попробуюAndres111, 20 Нояб. 13, 15:01
Кислота нужна только ортофосфорная, по иному в автомагазинах называется преобразователь ржавчины, она прекрасно чистит нержавейку перед пайкой, соляная намного хуже, хлористый цинк то же не ахти как хорош для нержавейки ,потом оставшееся говно после пайки придется смывать, после ортофосфорной остатки легко смываются водой. Перед пайкой у паяльника залуди нормально жало (зачисти разогретое жало напильником до блеска, потом окуни его в канифоль и сразу в припой, жало должно ровно покрыться припоем и не должно быть черных мест на жале). Если деталь большая, ее нужно предварительно подогреть на газу, иначе даже 100 ваттного паяльника будет недостаточно, будешь долго прогревать, пока залудишь одну деталь, другая остынет. Вначале каждую деталь залуди так, чтобы вся поверхность где потом будет соединение была в припое и не было пропусков, потом обе детали подогреть любой горелкой (но не перегреть, иначе олово сгорит и придется лудить по новой). Проверяется температура подогрева так, греешь луженую деталь, берешь кусок припоя и дотрагиваешься до детали, как только припой начинает плавиться от разогретой детали, греть достаточно. Соединяешь детали и касаясь паяльником места пайки, вносишь туда припой, он должен быстро плавиться и растекаться, если он мажется и не блестит, значит не хватает мощности паяльника и место пайки нужно подогреть, иначе шов будет дырявый. Пропаянный шов должен слегка блестеть, если он матовый, как бы зернистый, значит место пайки не достаточно было прогрето, прогреть слегка горелкой и дотрагиваясь туда паяльником добиться расплавления припоя, только не перегреть, иначе припой может свалиться со шва.
Хотелось бы поделиться опытом отливания простых фигурок из олова. Больше, чтобы систематизировать и не забыть процесс создания.
Начал эксперементы пару лет назад, и за пол года неспешных попыток появился вменяемый результат.
Ниже описание и фотографии процесса — неудачные первые, последующие, и немного про горелку.
Эталонный солдат — был создан супругой товарища.
Гипс — остался мешок после ремонта.
Металл — приобретался на алике .
Походная горелка — на ней банка с металлом.
Источник тепла — самопальная спиртовая горелка из пивной банки. Вместо горелки можно попробовать и сухой спирт, и кубики для розжига грилля (только не дома, дымит по-чёрному), и маленькая свеча.
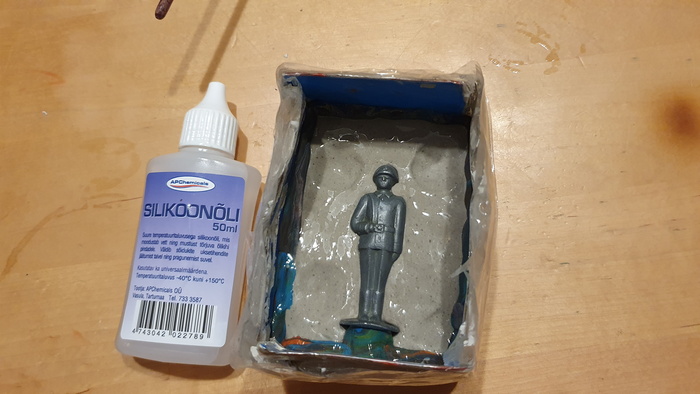
В небольшую коробочку заливался гипс и в него опускался наполовину солдатик.
Общая идея — создать форму из двух половинок, первая половина засыхает, и затем заливается гипсом вторая половина.

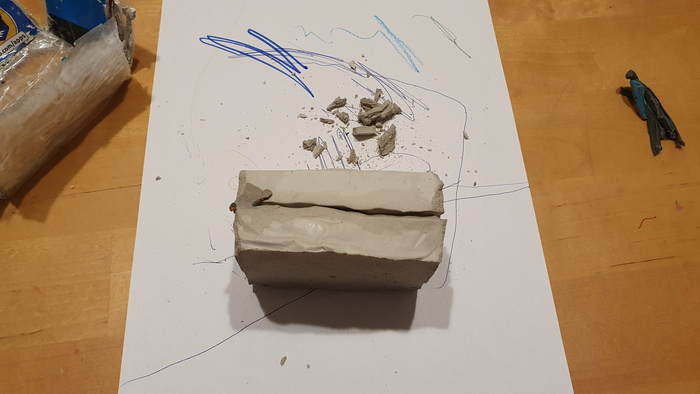
Как показала практика, вытащить солдата из высохшего гипса не так уже и просто. Половинки совершенно отказывались разлипаться, и последующая проблема — это достать солдатика.
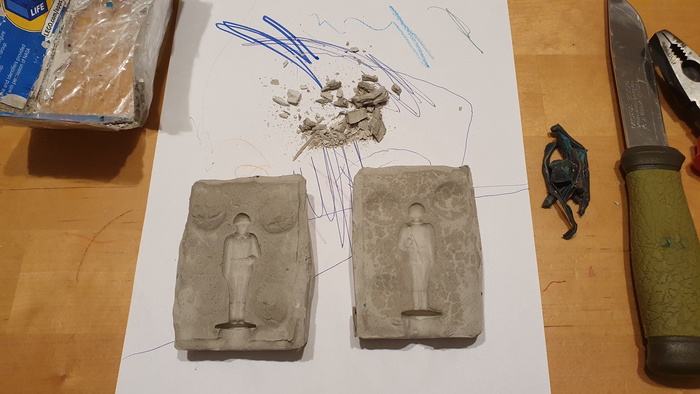
Результат после нескольких попыток. Требуется убрать лишнее и обработать напильником.

И как результат получилось почти красиво не очень.


Детали плохо передались, и выглядит весьма коряво. У эталонного солдата ствол винтовки застрял в одной из гипсовых форм.
Несколько экспериментов и изменения процесса.
Гипс — куплен еще один
Металл — тот же
Походная горелка — та же
Источник тепла — остановился на спиртовке. В качестве топлива — дезинфицирующее средство 75% этанола или денатурированный спирт (строительный магазин).
Силиконовое масло — для смазывание поверхности, с ним было проще достать солдата из застывшего гипса.
Основная идея — широкое использование пластилина, солдат утапливается в пластилин и заливается жидким гипсом, чем жиже тем лучше. Так детали передадутся лучше.
Коробочку можно создать из любого картона/коробок, и при помощи клейкой ленты обматываем и создаётся форма требуемого размера. Клейкая лента нужна для затыкания всех щелей, и блокирование вытекания гипса.

Солдатик наполовину утапливается в пластилин. Благодаря буграм из пластилина две половины формы соеденятся правильно. Хорошо бы смазать поверхность, например силиконовым маслом. (честно говоря не помню почему именно им, возможно есть вариант лучше — солидол)
Из пластилина создаётся будущая горловина куда лить металл, и прикрепляется с основанию солдатика.
Самое главное теперь — залить как можно более жидким гипсом. После заливки, можно постукивать об любую поверхность для удаления пузырьков воздуха. Продолжать пока не надоест или перестанут выходить.

Теперь этам ожидания высыхания гипса. Сутки уже хорошо, дольше — еще лучше.
Получается примерно такой бутерброд.

Пластилин вместе с эталоном легко удаляется.

Следующий этап — это создать вторую половину формы.
Повторить процедуру, только предварительно смазать первую часть формы, вместе с эталоном
силиконовым маслом (или чем-нибудь другим), дабы легче разделить две части от формы.
Повторяем шаг с гипсом — пожиже, и стучать об стол подольше.

Ждём опять примерно сутки, хотя, чем больше, тем лучше.
После удаления картона и клейкой ленты получается уже нечто такое.
С помощью доброго слова, ножа или другого подручного инструмента разцепляем 2 части формы.
Теперь можно начинать выплавку. Соеденяем две части формы, закрепляем чем-нибудь, дабы не распались в процессе (проволка в моём случае). И можно начинать расплавлять олово.

Хорошо бы изолировать поверхность стола, всё таки расплавленный метал имеет высоку температуру, и его капли так или иначе попадут мимо формы.
Плоскогубцами снимал с огня банку с металлом.
Не все формы получаются идеальными, так что было 3 рабочих. Время жизни гипсовой формы, как минимум 3 отливки.

Если льёте первый раз — во время процесса металл может начать извергаться. Перчатки обязательно, и никаких детей и других посторонних лиц в радиусе 1 метра.
У получившегося изделия предстоит отрезать горловину и другие лишние части, ножовка по металлу и напильник в помощь.


Эталонный солдатик справа.
Добавим немного краски.


Результат уже гораздо лучше, детали передались почти идеально. Форму можно использовать несколько раз. Неудачные отливки идут на переплав.
Краска для моделек Revell, не держится при активном использовании солдатиков. Возможно есть что-нибудь более подходящее.
Источник света и тепла
Спиртовая горелка из пивных банок. Несколько попыток создать идеал. Диаметр отверстия имеет значение.
И сам процесс расплавки при использовании горелки.
Но можно использовать и маленькую свечку. Честно говоря, результат не помню, но время ожидания изменения агрегатного состояния металла дольше.




