

- Описание товаров
- Особенности работы сканаторных лазерных гравёров 1064 нм
- Фотографии
- Лазерная гравировка: принцип работы
- Мощность для гравировки металла
- Оптика и мощность лазера
- Теплопроводность металлов
- Эффективное использование мощности лазера
- Оптический лазер Atomstack M4: технические характеристики
- Мощность лазера
- Потребление и электропитание
- Скорость и результаты работы
- Опыты и расчеты
- Выводы
- Гравировка лазером
- Гравировка на различных материалах
- Лазеры в дальнем ИК диапазоне
- Пример гравировки на фанере
- Гравировка на пластике
- Заключение
- TS580 используется для идентификации оловянной стороны флоат-стекла.
Описание товаров
Нож для вырубки Fantasy Дамаск маленький 1480
- Размер: 15 х 6,5 см
Нож для вырубки Fantasy Фантастический цветок 1492
Нож для вырубки Fantasy Гортензия 1502
Нож для вырубки Fantasy Гортензия 1489
Нож для вырубки Fantasy Ветка 1507
- Размер: 10,5 х 5,8 см
Нож для вырубки Fantasy Листики весны 1517
Нож для вырубки Fantasy Орхидея 1511
- Размер: 13,8 х 5,7 см
Нож для вырубки Fantasy Ветка весны 1505
- Размер: 10 х 6 см
Нож для вырубки Fantasy Парные чайные 1485
Нож для вырубки Fantasy Ветвь ажурия 1483
- Размер: 10,6 х 4,5 см
Нож для вырубки Fantasy Ветка древа 1481
- Размер: 13 х 5 см
Нож для вырубки Fantasy Ветвь лапочника 1479
- Размер: 10,3 х 4,8 см
Нож для вырубки Fantasy Ветвь чайная 1486
- Размер: 10 х 4,5 см
Нож для вырубки Fantasy Завиток 1508
- Размер: 11 х 5,5 см
Нож для вырубки Fantasy Завиток 1506
- Размер: 9,2 х 5,6 см
Нож для вырубки Fantasy Подсвечник 1509
- Размер: 6,2 х 3 см
Нож для вырубки Fantasy Подсвечник 1510
- Размер: 8,9 х 2,2 см
Нож для вырубки Fantasy Подсвечник 1515
- Размер: 11,5 х 4,6 см
Особенности работы сканаторных лазерных гравёров 1064 нм
Небольшой обзор особенностей работы сканаторных лазерных гравёров с длиной волны 1064 нм:
- Возможность гравировки по металлу
- Очень высокая скорость работы
- Высокая точность и качество наносимой маркировки
Для людей, интересующихся этой областью, можно посмотреть на фотографии, демонстрирующие принцип работы таких устройств.
Фотографии


Также есть небольшая пасхалка для внимательных читателей.
Лазерная гравировка: принцип работы
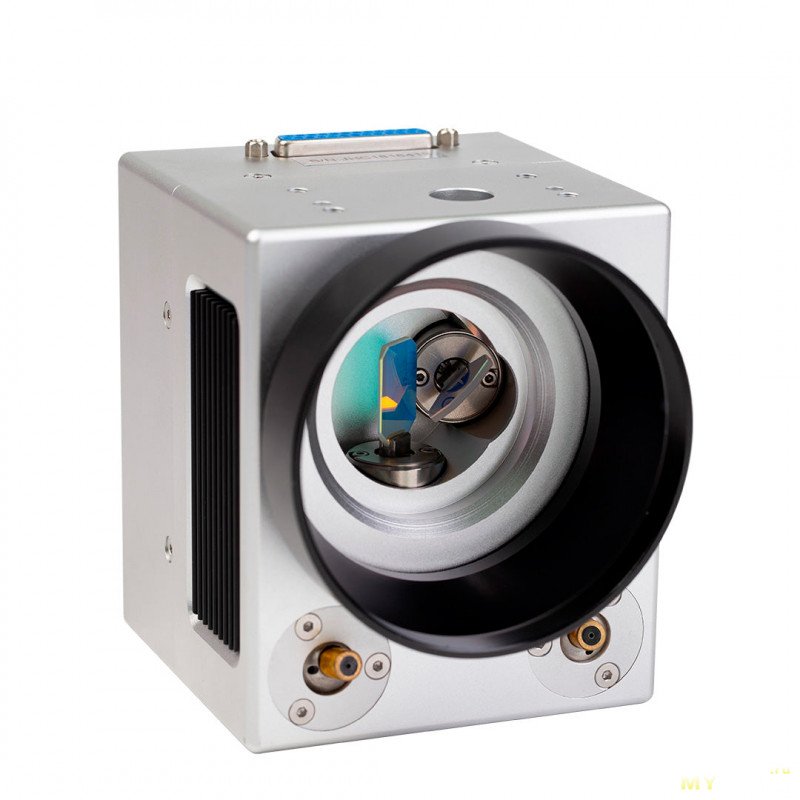
В общем, ничего революционного, принцип старого, доброго лазерного принтера. Только в принтере зеркало при работе постоянно вращается, создавая линию развертки на движущемся барабане:

В этих устройствах лазерный блок отделен от сканатора. А лазерный луч передается по волоконно-оптическому кабелю.
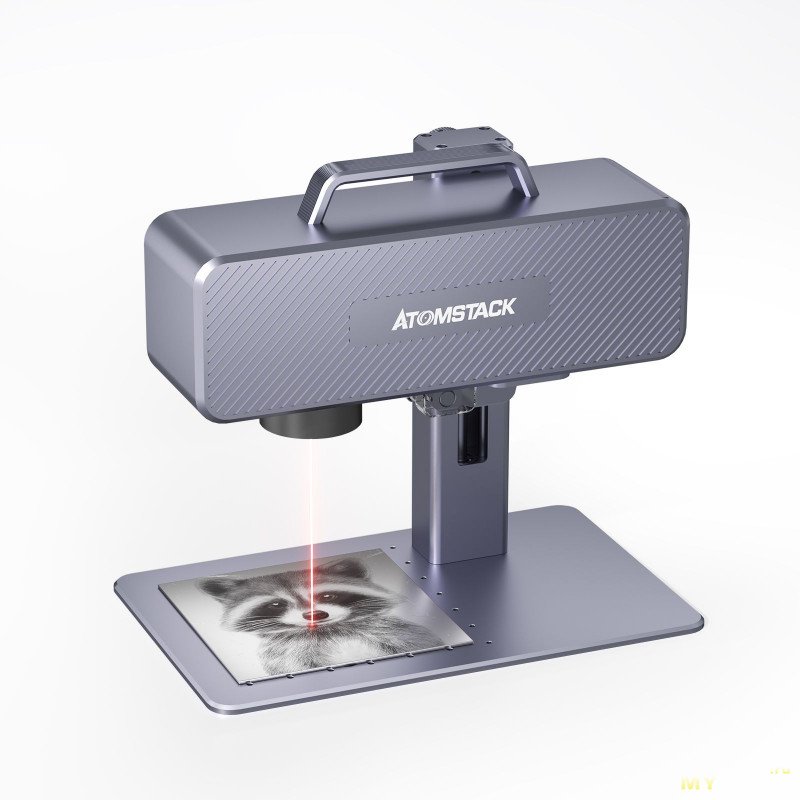
Такие аппараты существуют уже давно. Но вот относительно недавно начали появляться устройства, в которых лазерный блок совмещен со сканатором в одном корпусе:
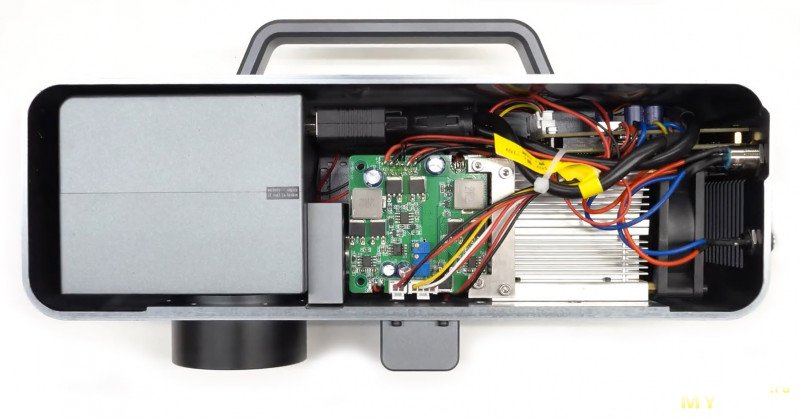
Но тут уже нет возможности выбирать мощность лазера. Что в компактный корпус уместилось, то и все. В раздельных же конструкциях предлагаются блоки с лазером разной мощности, ну и стоимости.
Мощность для гравировки металла
В любом случае, суть работы и длина волны в этих устройствах сходные.
Поэтому вернемся к тому, а как здесь добились возможности гравировки металла, да еще и на такой скорости. Может быть, поставили лазер мощностью 5 кВт? И да, и нет.
Вообще, многие уверены, что для гравировки металла нужно просто взять более мощный лазер, и все, этого достаточно.
Оптика и мощность лазера
В общем, как бы да, но и не совсем.
Давайте немного вспомним оптику. Что обычно происходит с излучением при попадании на материал? Оно может: отражаться, поглощаться, пропускаться материалом.
Вот с точки зрения лазерной обработки нас интересует не общая мощность лазера, а мощность, которую материал смог поглотить, чтобы нагреться. И разные материалы имеют разные коэффициенты поглощения волн разной длины. Поэтому увеличивать мощность лазера не подходящей для материала длины волны не очень эффективная затея.
Теплопроводность металлов
Второй важный момент при работе с металлами связан с тем, что они имеют высокую теплопроводность. И медленный подвод тепла будет менее эффективным, чем быстрый. При длительном подводе тепло будет уходить в массу материала, вместо выполнения необходимой работы по расплавлению и испарению точечного участка.
Тут можно вспомнить классический пример — точечную сварку и пайку маломощным паяльником.
Эффективное использование мощности лазера
В первом случае вокруг точки сварки ощутимо ничего не нагреется, и почти вся энергия идет на полезную работу.
Во втором случае вам придется ждать прогрева рабочего участка до необходимой температуры существенно большее время, за которое нагреется большая масса металла вокруг. КПД такого варианта существенно ниже.
Собственно, с лазерами ситуация аналогичная. Для более эффективного использования их мощности для работы с металлами, они не должны греть их долго, как маломощный паяльник, а должны давать короткий и мощный импульс, как в случае с точечной сваркой.
И в подобных машинах как раз установлены такие импульсные лазеры 1064 нм. Они излучают не постоянно, а короткими, но мощными, киловаттными импульсами, которые легко нагревают металл до температуры его плавления или даже испарения.
Оптический лазер Atomstack M4: технические характеристики
Мощность лазера
На официальных характеристиках моей машины, Atomstack M4 (также известной как Enjoywood M4 на Banggood), указана мощность лазера 2 Вт. Однако в некоторых магазинах говорят, что лазер имеет мощность 10 Вт. Скорее всего, разные источники говорят об разных типах мощности — оптической и потребляемой.
Потребление и электропитание
Хотя спецификации указывают блок питания на 12 В и 8 А, фактический комплект поставки включает блок питания на 9 А. Однако из машины удалось выжать максимум 4.1 A, из которых, вероятно, не менее 2 А используется для сканера, вентиляторов, электроники и вспомогательного лазера фокусировки. Таким образом, доступная мощность для рабочего лазера оказывается ограниченной.
Скорость и результаты работы
Гравировка металла на моем устройстве может происходить со скоростью несколько тысяч мм/с. Оставляемый лазером след на металле оказывается очень тонким, приблизительно 0.067 мм шириной.
Опыты и расчеты
Увеличив скорость работы до 5000 мм/с, мы увидели, как лазер вместо линии оставляет последовательность точек. Рассчитав частоту работы лазера, получаем примерно 26 кГц — соизмеримо с рекомендуемым значением 30 кГц. Также можно попробовать рассчитать мощность одиночного импульса, который формирует точку, что приведет к значению 6666 Вт.
Выводы
Таким образом, оптический лазер Atomstack M4 представляет собой устройство с относительно небольшой средней мощностью и высокой скоростью работы, оставляющее аккуратные и идеально круглые точки при высоких скоростях.
Гравировка лазером
Давайте ещё посмотрим, как лазер умеет делать мелкую гравировку на металле. Высота прописной буквы на следующем фото около 1.6 мм, строчных около 1 мм:



Гравировка на различных материалах
А что у нас с другими материалами? Раз с металлом всё замечательно, значит распилить какую-нибудь доску на дрова раз плюнуть? А вот и нет. Для белой бумаги, фанеры, кожи, оргстекла лазеры с такой длиной волны не очень подходят.
Даже тонюсенький лист бумаги, такой лазер не то что резать, даже гравировать отказывается. Ну по крайней мере на скорости, на которой он гравирует металлы.
Чем-то это напоминает альфа-излучение — и опасно, и можно остановить листом бумаги.
Лазеры в дальнем ИК диапазоне
Для подобных материалов гораздо лучше подходят лазеры в дальнем ИК диапазоне — 10 мкм. Углекислотные, например. Вообще большинство диэлектриков хорошо поглощают 10 мкм излучение, так что для них это идеальный выбор.
Впрочем, на низкой скорости выжигать фанеру и бумагу всё же можно и на 1064 нм лазере. Когда они обугливаются процесс идёт гораздо быстрее, чем на белом варианте — углерод уже очень хорошо поглощает такую волну.
Пример гравировки на фанере
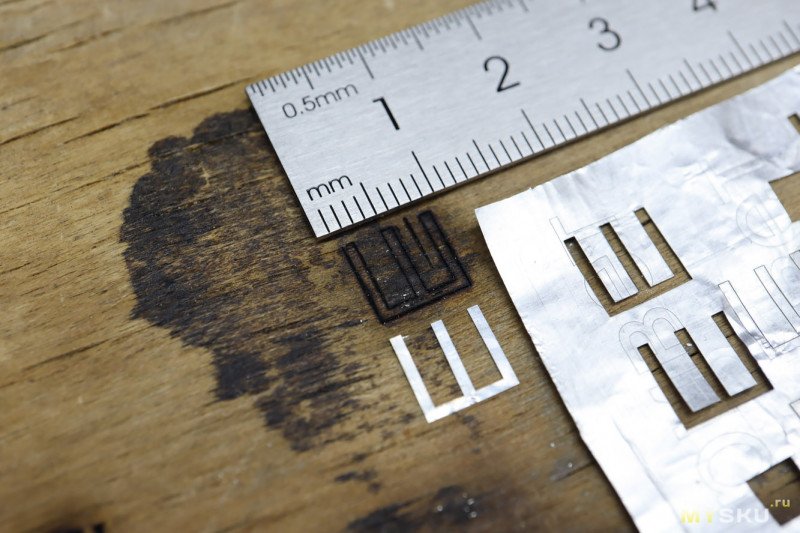
Вот, случайно, выжег букву Ш на фанере жертвенного стола, когда вырезал её из алюминиевой фольги. Да, алюминиевую фольгу этот лазер режет:
Гравировка на пластике
С пластиками проще, чем с целлюлозой. Чёрные гравирует просто отлично — маркировки на микросхемах, транзисторах можно делать просто влёт, причём на скоростях сотни и тысячи мм/с.
Чем некоторые успешно и пользуются, лёгким движением руки лазера превращая дешёвые электрокомпоненты в дорогие.
Я покажу пример на напечатанной из PETG детальке:







Заключение
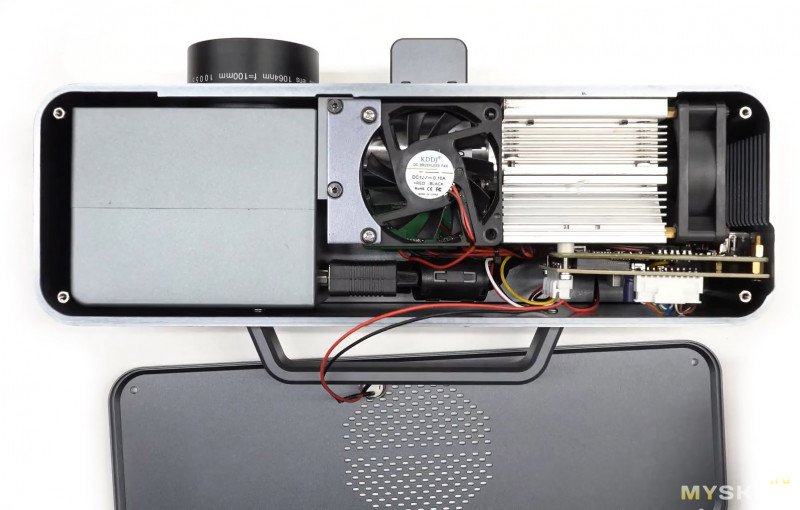
Вообще в этом механизме ничего хитрого нет. Там установлен обычный шаговый двигатель, никакой электроники нет.
И сколхозить какой-то примитивный вариант можно имея только лишь свободный шаговик. Но его ведь нужно к чему-то подключить? Да, и в моей машине интерфейса для подключения поворотных механизмов нет. По крайней мере наружу он не выведен.
Но в машинах с раздельными блоками лазера и сканатора, часто такой интерфейс есть. Причём это может быть, как только управляющий интерфейс, требующий ещё отдельного драйвера шагового двигателя, так и уже законченный, полноценный, для прямого подключения к нему шаговика.
И в итоге это может выглядеть так:

Все передаточные числа, коэффициенты перевода мм/обороты задаются в ПО. И в результате с логической точки зрения работа с поворотным механизмом мало отличается от работы сканатора. Просто в данном случае одна из осей сканатора стопорится (какая, выбирается тоже в ПО) и за неё работу по изменению этой координаты выполняет привод поворотного механизма. Разница только в скорости работы — шаговый привод не такой проворный, как приводы сканатора.
Но поскольку у меня нет этого привода, и показать его работу совместно с лазером не могу, поэтому вернусь к своему аппарату и покажу то, что могу показать.
На следующем фото пример мелкой гравировки на термоусадке, числом обозначен диаметр штырьков в мм:



А если краской будет покрашена не бумага, а медная фольга, наклеенная на стеклоткань пропитанную эпоксидкой? Вы поняли, о чём я? 🙂
Да, так можно делать печатные платы. Сам пока я до этого не добрался, но знаю, что такие опыты были. Главное здесь подобрать краску, которая легко испаряется от лазера (чтобы сильно не повреждать медную фольгу), и при этом выдерживает травильный раствор.
А можно ли испарять сразу медь? Вряд ли это хороший вариант. Во-первых, испарение всего слоя меди будет идти очень долго. Во-вторых, там, где она испарится, начнёт обугливаться стеклотекстолит. Уголь очень хорошо поглощает эту длину волны, что лавинообразно усилит повреждение текстолита, да и токопроводящий уголь на плате так себе идея.
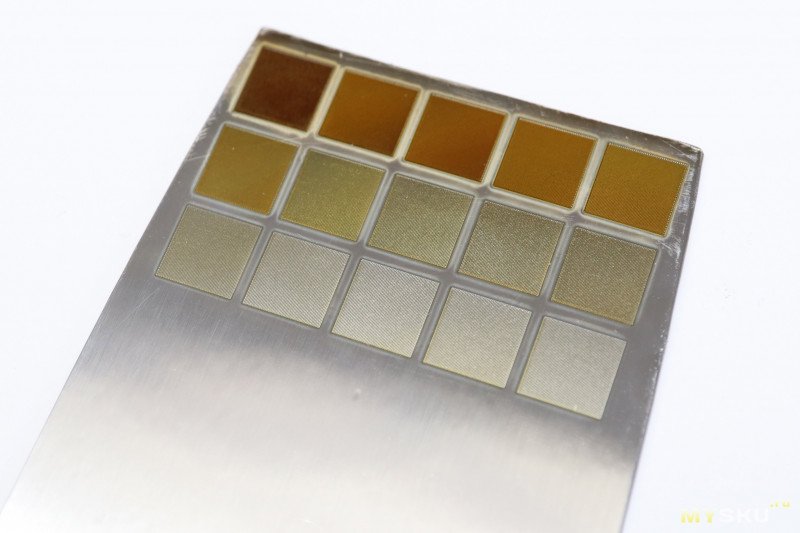
До этого шла речь про тёмные полимеры, а что же со светлыми? Со светлыми красками и пластиками работа идёт существенно медленнее, но тоже идёт.
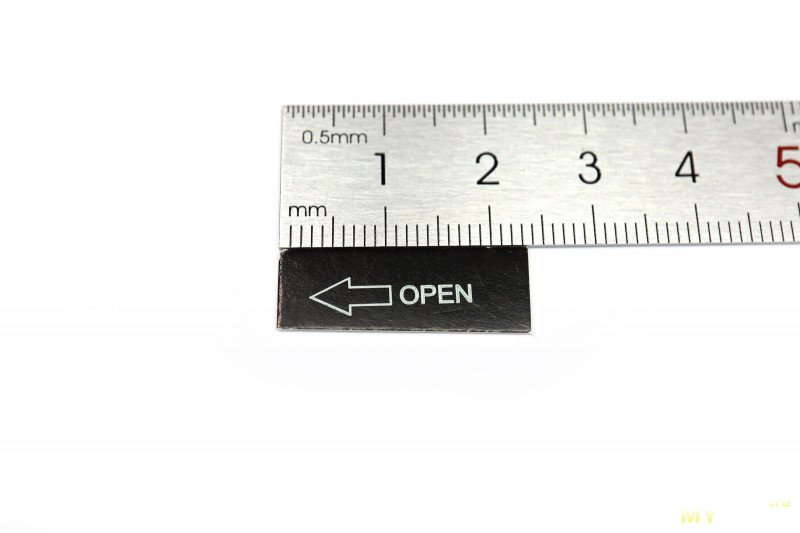
Кстати, если гравировка получилась слабая, то можно запустить задание ещё раз или несколько раз. Лазер проходит в точности по тому же пути. Либо сразу установить невысокую скорость работы. На следующем фото задачу запускал несколько раз (около 3-х раз):

Низкое качество здесь — это особенность гравировки конкретного куска пластика, а не результат многократных запусков задания.
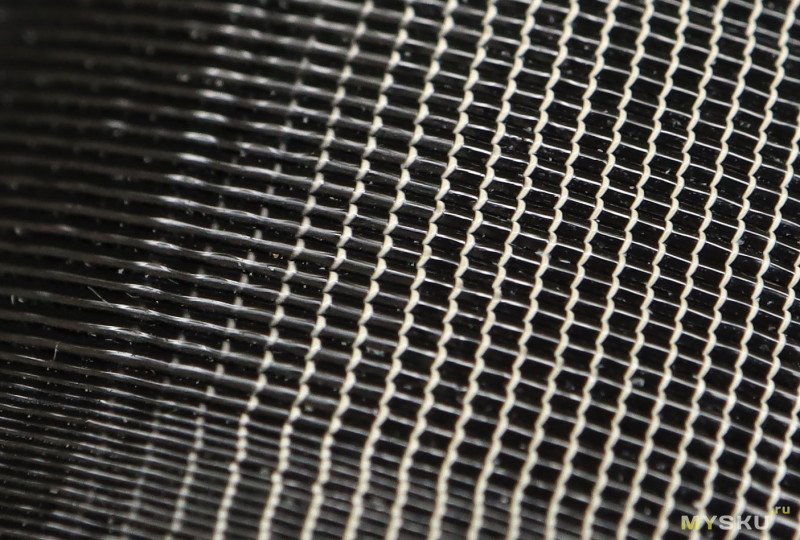
Вот, к примеру, результат гравировки на более подходящем материале. Здесь я задание руками запускал 7 раз (белая линия, а вверху для масштаба миллиметровые деления линейки):
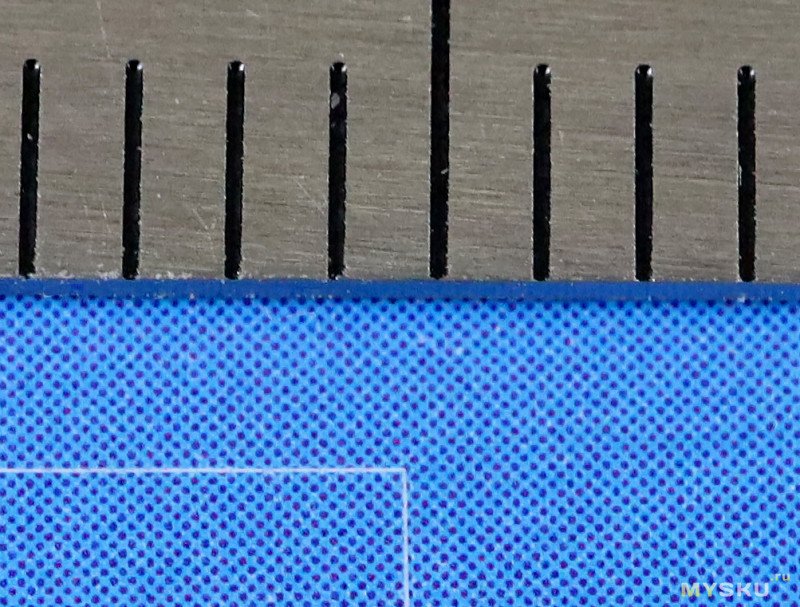
Повторяемость траектории прохода луча просто невероятная и это на скоростях сотни мм/с!
С кожей картина аналогична пластикам — чем темнее, тем лучше. На очень светлой процесс идёт плохо. Ну точнее никак. Колбасу не гравирует вообще. Хм. А зачем гравировать колбасу? А об этом в следующем разделе.
Немного про безопасность.
Тема очень скользкая и сильно зависит от отношения к ней конкретного человека — от полной паранойи: «Караул, мы скоро все умрём», до: «Да и хрен-то с ним, я в детстве ртуть столовой ложкой хлебал из 3-х литровой банки, которой мы двери подпирали от сквозняков, и ничего».
Поэтому, чтобы не оскорбить чувства верующих той или иной идеологии, просто приведу одно показательное видео. И на всякий случай напомню, что 1064 нм это ИК диапазон, колбасу и кожу он гравирует плохо, а человек как раз состоит из примерно тех же ингредиентов.
На этом видео китаец смотрит своими широко раскрытыми глазами без всяких очков на работу аналогичного 1064 нм лазера, только который минимум раз в 100 мощнее моего.
Может, конечно, китаец тут одноразовый. Но что-то мне подсказывает, что всё же нет.
Кстати, в этом видео показано ещё одно интересное применение подобных лазеров — удаление ржавчины.
Но, как, я говорил в начале, статья не будет масштабной, скорее обзорной. Поэтому, пока на этом почти всё, но итоги подведу.
Устройство очень интересное. Скорость работы на подходящих материалах — металлах, тёмном пластике, краске просто поражает, как и очень высокое качество получаемой маркировки на них.
Из минусов отмечу пока высокую стоимость, небольшое рабочее поле. В данном устройстве оно 70х70 мм. Но разными объективами его можно менять, увеличить до 110 мм, например. Правда не знаю, приведёт ли это к какому-то ухудшению других характеристик или нет.
Софт шёл на флешке — драйвер и программа работы с лазером, которая называется SeaCAD. Полная, не триал версия. Правда не знаю, есть ли у неё привязка к конкретному устройству или нет.
Позволяет нарисовать или написать что-то, или вставить готовое растровое или векторное изображение. Можно задать заполнение для контуров. Позволяет управлять скоростью и мощностью работы, есть возможность отображать красным лазером область печати для правильного позиционирования детали. Это если коротко.
Фокусировка рабочего лазера происходит с помощью дополнительного красного, пятно от которого нужно совместить с пятном от центрального красного, поднимая или опуская основной блок. В моём аппарате он приводится в движение вручную, но есть устройства и с электроприводом.
Вообще тема подобных лазеров достаточно объёмная, писать можно бесконечно, поэтому не буду 🙂 А лучше, по возможности, отвечу на интересующие вас вопросы в комментариях, если они будут.
TS580 используется для идентификации оловянной стороны флоат-стекла.
Креативное изображение с текстовым индикатором и технологией светофильтрации обеспечивает исключительный эффект. Как правило, нет необходимости заменять УФ-лампу для обеспечения ее длительного строка службы.
Характеристики продукта заключаются в компактных размерах встроенной перезаряжаемой литиевой батареи и портативных функциях. Он широко применяется в трафаретной печати, закалке, нанесении покрытий, ламинировании и других отраслях глубокой переработки стекла для обнаружения оловянной стороны стекла.
Нажмите кнопку включения/выключения, вы увидите, что УФ-лампа горит, а индикатор работы становится зеленым, после чего вы можете начать определять жестяную сторону.
Совет: При первом использовании или повторном использовании с десятиминутным интервалом необходимо продолжать нажимать кнопку включения/выключения в течение нескольких секунд, пока источник ультрафиолетового излучения не стабилизируется, прежде чем обнаруживать.
Нажмите кнопку включения/выключения и приложите флоат-стекло к выходу ультрафиолетового излучения, затем наблюдайте за светом через стекло. Если есть очень чистый молочно-белый цвет, а также появляется надпись TIN, то это означает, что сторона рядом с индикатором является стороной олова TIN. Если нет молочно-белого цвета или надписи TIN значит, сторона рядом с детектором не оловянная. Этот метод просмотра также можно использовать в условиях сильной освещенности.
Напряжение питания составляет 5V1A. При низком уровне напряжения питания загорается индикатор "НИЗКИЙ заряд БАТАРЕИ". В этом случае УФ-лампа станет темнее или не сможет гореть. Вам следует своевременно подзаряжать устройство.
Когда детектор заряжен, загорается красный индикатор зарядки (CHARGE), что означает нормальную зарядку. Через несколько часов загорается зеленый индикатор (FULL), значит, источник питания полностью заряжен.
Совет: Чтобы продлить срок службы литиевой батареи, если вы не используете ее в течение длительного времени, зарядка необходима в течение полугода, а время зарядки должно составлять более 10 часов.



