

- Что влияет на качество и размеры сварного шва
- Что такое аргонодуговая сварка
- Безопасность при сварке
- Виды аргоновой сварки
- Виды оборудования
- Вспомогательные знаки и примечания
- Гост с требованиями к обозначениям сварных швов
- Госты
- Изображения для разных типов сварки
- Метод контактно-тепловой сварки пластмасс
- Необходимое оборудование
- Необходимость обозначений
- Правила нанесения и особенности расшифровки
- Преимущества и недостатки
- Пример 1.
- Пример 2.
- Пример 3.
- Пример 4.
- Пример 5.
- Примеры обозначения швов
- Режимы
- Технология
- Этапы выполнения
Что влияет на качество и размеры сварного шва
Для правильной сварки нужно соблюдение четырех базовых принципов:
- Правильные настройки: для удержания нужной дуги необходимо отрегулировать подачу газа, тока, прута и пр.
- Мастерство сварщика, которое гарантирует непрерывное создание качественного шва.
- Правильно организованное рабочее место. В данном случае важно наличие жаропрочного стола, возможность фиксации детали, хорошая вентиляция и пр.
- Правильная настройка оборудования для работы.
Знание определенных правил при сварке аргоном позволяет добиться высокого качества сварного шва:
- Для создания узкого и глубокого шва стоит придерживаться только продольного движения электрода и горелки. Любые поперечные движения и отклонения уменьшат качество соединения. Поэтому в процессе сварки нужна аккуратность и внимание сварщика.
- Чем длиннее сварочная дуга, тем шире получается шов и меньше его глубина. В конечном итоге от этого снижается качество соединения. Поэтому в процессе рекомендовано как можно ближе держать неплавящийся электрод к стыку.
- Подачу присадочной проволоки нужно производить как можно более равномерно и плавно, резкая подача недопустима.
- Газ лучше подавать с противоположной стороны сварочной дорожки. Это, конечно, увеличит его расход, но существенно увеличит качество.
- Присадочная проволока вместе с электродом обязательно должны находиться в сварочной зоне, прикрытой аргоном, чтобы не допускать сюда азот и кислород.
- Проволока подается перед горелкой с электродом под углом, что обеспечивает ровность шва и небольшую его ширину.
- Важно достигать хороших значений проплавленности. В аргонодуговой сварке она определяется по визуальному осмотру шва: если он округлый и выпуклый, то это свидетельство недостаточного проплавления поверхности.
- Сварка под аргоном не должна начинаться и заканчиваться резко, иначе будет открыт доступ кислорода и азота в сварную зону. Рекомендуется начать сварку через 15-20 секунд после подачи инертного газа, а заканчивать за 7-10 секунд до выключения горелки. Это требуется, чтобы материал успел кристаллизоваться в среде аргона без воздействия кислорода.
- Перед тем как сварить большие изделия, нужно сделать пробные швы на небольших заготовках или на неважном участке.
Перед началом работы металлические изделий необходимо очистить и обезжирить.
Для снижения финансовых затрат на сварку можно использовать не только чистый аргон, но и его смесь с иными газами.
Что такое аргонодуговая сварка
Нередко возникает необходимость сварить пластичные материалы, которые не соединяются при обычных видах сварки. Например, медь, алюминий, титан и пр. Для создания прочной и неразъемной конструкции из указанных металлов может применяться сварка аргоном.
Аргонодуговая сварка проходит в среде инертного газа – аргона. Именно поэтому так и называется данный сварочный процесс.
Использование такого газа, как аргон, в процессе соединения деталей обусловлено необходимостью защиты от окисления за счет соприкосновения с кислородом. Аргон тяжелее и плотнее воздуха на 38%, он покрывает сварочную зону и не допускает кислород в зону с сопрягаемыми поверхностями.
Под воздействием кислорода серьезно страдает качество сварных швов, а алюминий может воспламениться. Именно поэтому и используется аргон.
Помимо аргона, при дуговой сварке применяются иные газы, создающие изоляционную среду. Это гелий, активный азот, водород, двуокись углерода.
Безопасность при сварке
Практически все правила безопасности по проведению сварки в аргоне касаются предварительной подготовки к процессу. Вероятность возникновения опасной ситуации минимальна при правильной подготовке. Приведем базовые принципы для обеспечения безопасности при сварке аргонным способом:
- Специалист не вправе проводить настроечные и ремонтные процедуры при работающем аппарате.
- От источника газа до источника огня должно быть как минимум 10 метров.
- При автоматической сварке не допускается проведение никаких манипуляций. Это может не только нарушить технологию, но и навредить здоровью.
- Перед началом работ требуется проверить заземление сварочного аппарата, надежность крепления шланга для подачи аргона и воды (если предполагается охлаждение горелки водой), проверить пломбы на манометрах, резьбу на накидных гайках, изоляцию рукоятки держателя.
- На аппаратах автоматической сварки со стороны сварщика устанавливают откидной щиток со светофильтром. Электропроводка и трубки заключаются в общий резиновый шланг. Горелки не должны иметь открытых токоведущих частей.
- Рукоятки горелок покрывают материалом и щитком, защищающими руки сварщика от ожогов.
- В процессе сварки некоторых металлов (в частности, меди и алюминия) выделяются ядовитые газы, поэтому в помещении должна быть обеспечена хорошая вентиляция, или организована подача воздуха.
- В исключительных ситуациях проводить работу следует в противогазе. Для того чтобы избежать ожоги горячим алюминием, на горизонтальных швах используют формовочные прокладки, а на вертикальных – подвижные шторки.
- Очистку присадок из алюминия в растворе едкого натра следует проводить с использованием резиновых перчаток и очков для защиты.
Таким образом, аргонодуговая сварка позволяет качественно сварить металлы особого типа, которые невозможно соединить другими способами. Это алюминий, медь и цветные металлы. При стандартной сварке получить качественный и надежный шов для соединения тугоплавких заготовок не представляется возможным.
Виды аргоновой сварки
Различают несколько разновидностей аргоновой сварки. Она может проводиться такими способами:
- Ручными.
- Полуавтоматическими.
- Автоматическими.
В основе классификации, помимо степени автоматизации процесса, лежат виды используемых электродов.
Электроды бывают плавящиеся и неплавящиеся. Примером последнего электрода выступает тугоплавкая вольфрамовая проволока, которая позволяет обеспечить надежное соединение деталей, даже если они по своему типу относятся к разнородным материалам. Реже применяется графит.
Электроды производятся с разными диаметрами и материалами для отличающихся свариваемых металлов.
Таким образом, различают такие виды аргоновой сварки, как:
- Ручная – с использованием неплавящегося электрода (этот вид маркируется как РАД).
- Автоматическая – с использованием неплавящихся электродов (маркируется как ААД).
- Автоматическая – с использованием плавящихся электродов (маркировка – ААДП).
Наибольшее распространение сегодня приобрели два способа сварки — ААД и РАД.
Использование плавящихся электродов возможно только в автоматическом режиме. Для этого применяются особые установки и аппараты, которые сваривают спецгорелкой, оснащенной электродвигателем, который передает проволоку из катушки. Плавящийся электрод одновременно используется для поджога и выступает паяльным материалом. Проводник в процессе поджога плавится и предоставляет массу для шва.

Автоматическая аргонодуговая сварка в основном применяется только на различных промышленных предприятиях (в частности, по производству металлоконструкций, для сварки в стационарных и монтажных условиях медных шин), что связано с дороговизной автоматических установок и сложностью их настройки.
Виды оборудования
Для аргонодуговой сварки может применяться 4 типа оборудования:
- Ручная сварка предполагает, что сварщик своими руками должен держать горелку и присадочную проволоку.
- Механизированный вариант, при котором сварщик держит горелку, а подача проволоки осуществляется механизированным способом.
- Автоматическая аргонодуговая сварка – при данном способе реализации процесса сварщик не нужен, он заменяется оператором, который следит за процессом, потому что подача горелки и присадочной проволоки производится в автоматической режиме.
- Роботизированный сварочный процесс – в данном случае не нужен ни сварщик, не оператор, вся процедура производится в рамках программы, которая полностью отвечает за процесс производства.
Вспомогательные знаки и примечания
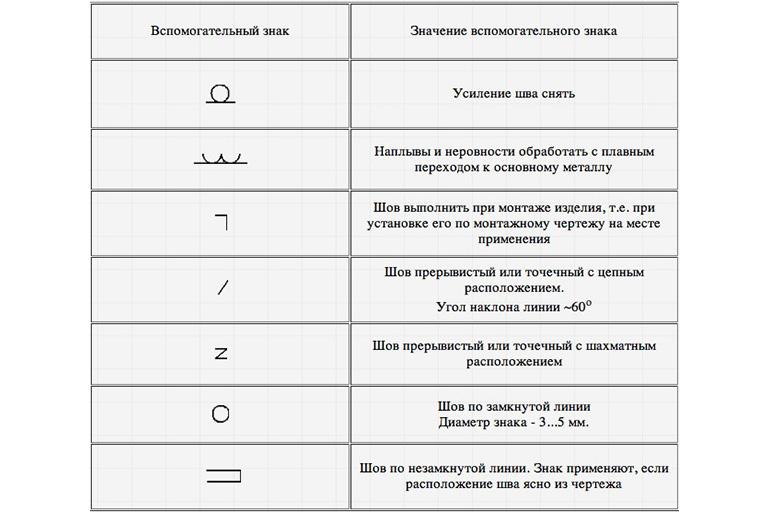
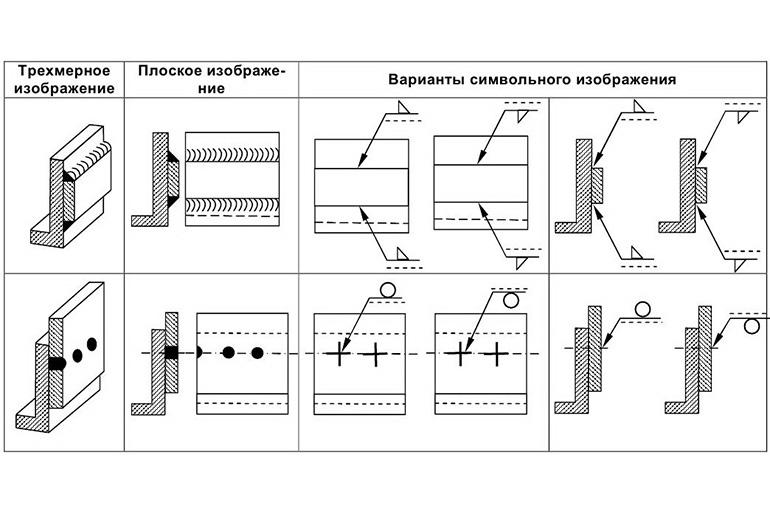
Для обозначения видимых сварных швов используются сплошные тонкие линии, а для невидимых – пунктирные. В примечаниях вспомогательные символы должны иметь такую же высоту, как у цифр. Особенности монтажа сварных конструкций в технической документации часто обозначаются с помощью дополнительных знаков. Они облегчают чтение чертежа и уточняют условия обработки торцов деталей.
В разделе 2 ГОСТ 2.312-72 приведен перечень графических символов, означающих:
- Устранение выпуклостей до уровня основной плоскости.
- Обработку неровностей и формирование плавного перехода к поверхности соединяемых деталей.
- Создание шва по разомкнутой линии. Знак применяется когда его положение понятно из чертежа.
- Формирование точечного или прерывистого шва (цепное размещение) и с наклоном, равным 60°.
- Монтаж конструкций с шахматным размещением свариваемых участков.
- Формирование замкнутого сварного контура. На это будет указывать знак диаметром до 5 мм.
- Сварное соединение создается в ходе монтажа конструкции, т. е. в месте ее постоянной эксплуатации.
При необходимости добавить описание оно делается такой же высоты, как сделанные ранее надписи.
Наиболее часто в примечаниях указывается сторона для формирования основного соединения:
- поверхность считается лицевой, если на ней расположен односторонний шов;
- для двустороннего соединения та поверхность считается лицевой, на которой сделан основной шов;
- для двустороннего стыка с симметричными кромками лицевой может считаться любая поверхность.
Гост с требованиями к обозначениям сварных швов
Сборка конструкции, использующей сварочные соединения, регламентируется следующими видами технической документации:
- технологической инструкцией;
- проектом производства сварочных работ (ППСР);
- отдельными разделами общего проекта производства работ (ППР).
.jpg)
Основная цель перечисленных документов – обеспечить единообразное чтение и понимание инженерами, рабочими и представителями контролирующих служб чертежей и технологических карт.
При оценке качества сварных работ используется документация:
- исполнительные чертежи с изменениями, внесенными изготовителем или монтажником конструкций;
- одобрение разработчиком или проектной организацией сделанных изменений;
- сертификаты на свариваемые материалы.
Операционный контроль производится исполнителем, мастером на соответствие результатов работы требованиям, указанным в технологических картах, утвержденных инструкциях и государственных стандартах.
Госты
При использовании данного способа необходимо учитывать следующие законодательные нормативы и стандарты:
Изображения для разных типов сварки
Каждый сварной шов металлоконструкции должен быть описан и найти отражение в конструкторской документации. Все условные обозначения швов обязаны соответствовать межгосударственному стандарту.
Виды соединений свариваемых деталей обозначают на чертежах 1 символом. Расшифровка представлена в таблице.
| Тип соединения | Описание свойств | Обозначение на чертеже |
|---|---|---|
| Стыковое | Элементы конструкции располагаются в одной плоскости и свариваются по торцам. Соединение требует обработки кромок стыка. | С |
| Угловое | Элементы конструкции соединяются под наклоном друг к другу с углом более 30° между торцами. | У |
| Торцевое | Торцы элементов конструкции образуют такое соединение, чтобы их боковые плоскости соприкасались. | С |
| Внахлест | Детали накладываются друг на друга основными плоскостями. Применяется в случаях, не требующих высокой точности подгонки и совпадения торцевых контуров. | Н |
| Тавровое | Одна деталь конструкции приваривается к поверхности другой под углом или вертикально. | Т |
Метод контактно-тепловой сварки пластмасс
Базовые характеристики и описание термопластов
Пластмассы являются перспективными конструкционными материалами. Их используют как заменители металлов и других материалов, а также как самостоятельный конструкционный материал, обладающий многими положительными свойствами.
Пластические массы — это разнообразные материалы, полученные на основе синтетических или естественных полимеров. В полимеры вводят различные добавки: стабилизаторы, пластификаторы, наполнители, красители.
Стабилизаторы служат для повышения стойкости полимеров при воздействии света, повышенных температур и других факторов.
Пластификаторы — для повышения технологических и эксплуатационных свойств.
Наполнители — для увеличения прочности, улучшения диэлектрических и других свойств, для уменьшения расхода полимерной смолы.
Свойства пластмасс определяются их основой — полимером. Основой пластмасс являются высокомолекулярные соединения, которые состоят из гигантских молекул линейной, разветвленной или пространственной структуры.
Пластмассы с
линейной структурой
макромолекул характеризуется высокой прочностью, значительной упругостью и способностью к высокоэластичными деформациям (натуральный или искусственный каучук, полиэтилен, полистирол).
У полимеров с разветвленной структурой прочность и термостойкость уменьшаются (фенолформальдегидные, полиэфирные).
С пространственной структурой — полная нерастворимость, отсутствие эластичности и пластичности при повышенной температуре, высокая твердость и хрупкость (синтетические смолы в конечной стадии формообразования).
Линейные и разветвленные полимеры служат основой термопластичных пластмасс (термопластов). Термопласты получают на основе полимеров, молекулы которых связаны слабыми межмолекулярными силами. Наличие таких межмолекулярных связей, позволяет полимеру многократно размягчатся при нагревании и твердеть при охлаждении, не теряя своих свойств. Поэтому они хорошо свариваются тепловыми методами.
Реактопласты получают на основе полимеров, молекулы которых наряду с межмолекулярными силами могут связываться химически. Химические связи возникают при нагревании или введении отвердителя. При возникновении химических связей полимер превращается в жесткое неплавящееся и нерастворимое вещество (текстолит, эбонит, бакелит).
Способы сварки пластмасс разделяют на две группы: непосредственное использование разных источников теплоты и преобразование различных источников энергии в теплоту.
К первой группе относятся: сварка газовым теплоносителем, экструдируемой присадкой, нагретым инструментом. Ко второй — сварка токами высокой частоты, ультразвуком, трением, инфракрасным излучением, нейтронным облучением, сварка за счет термохимической реакции.
Отличительной особенностью сварки пластмасс является то, что процесс соединения происходит при температуре выше температуры размягчения, но ниже температуры разложения при вязко-текучем состоянии полимера под давлением.
Контактно-тепловая сварка пластмасс
При контактно-тепловой
сварке термопластов
образование соединения происходит за счет нагрева соединяемых поверхностей нагревательным инструментом и приложения давления. Существует два основных способа контактно-тепловой сварки: сварка
оплавлением
и
проплавлением
.
При сварке оплавлением нагреватель плотно прилегает непосредственно к поверхностям, подлежащим сварке, и оплавляет их. Затем нагревательный элемент удаляют из зоны сварки, детали соединяют, прикладывают давление и выдерживают некоторое время до остывания сварного шва.
Основные параметры контактной сварки оплавлением: температура сварки; время нагрева (оплавления); величина давления при нагреве и осадке; время осадки и выдержки под давлением; величина и скорость осадки; глубина проплавления. Температура нагрева при сварке с помощью сварочных аппаратов стыковой сварки и последующее охлаждение определяются кинетикой тепловых процессов, структурными превращениями в шве и околошовной зоне. При этом не должно происходить разложение полимера.
Температуру нагревательного элемента обычно устанавливают на 100-120 0С выше температуры плавления термопласта.
Величина давления и скорость осадки при сварке должны обеспечить удаление прослоек (газовая и окисленный слой).
Прочность сварных соединений увеличивается с повышением длительности сварки и температуры торцов оплавляемых деталей только до определенного предела, до температуры активного разложения полимера. С увеличением давления при осадке прочность сварных соединений возрастает.
Прочность по сечению шва имеет максимальное значение в середине стыка. Это объясняется течением расплава в процессе формирования и остывания шва. Течение расплава особенно интенсивно в периферийной зоне.
Прочность изделий из пластмасс определяется также конструкцией соединения. Типы сварных соединений выполняемых сваркой оплавлением представлены на рис.2.
Оплавление кромок фигурным нагревателем приводит к повышению прочности сварного соединения за счет увеличения поверхности соединения.
Для интенсификации разрушения поверхностных пленок и перемешивания расплава в начальной стадии осадки рекомендуется одной из свариваемых деталей сообщать осевые или поперечные колебания частотой 1,5-2 Гц с амплитудой 1-3 мм или УЗ колебания.
Сварку оплавлением применяют для соединения листов, сварки пластиковых труб, пластин и блоков с подготовкой кромок механической резкой.
Разновидностью контактной сварки оплавлением является метод сварки закладными нагревателями. Этот метод наиболее широко используется для соединения труб, трубных элементов, блоков. При этом в зону контакта между свариваемыми поверхностями, при сборке закладывают электрический нагреватель сопротивления (металлическая спираль). После сборки и плотного сжатия, снаружи к спирали подводится электрический ток. При сварке трубопроводов используют соединительные детали в виде муфт, в которых при отливке размещают нагревательные элементы. Долговечность сварных соединений при этом методе сварки приближается к долговечности материала труб.
При контактной сварке проплавлением нагревательный элемент контактирует с внешними поверхностями деталей, и теплота передается к свариваемым поверхностям за счет теплопроводности сквозь их толщу. Нагрев деталей осуществляется с одной или двух сторон. Двусторонний нагрев материала облегчает условия сварки, позволяет быстрее нагреть материал до требуемой температуры. Можно соединять изделие по всей длине или проводить шаговую сварку. Для получения непрерывных швов использую роликовые и ленточные аппараты.
В зависимости от свойств свариваемого материала, толщины прокладок, температуры инструмента продолжительность сварки составляет 3-5 с. Для предупреждения коробления детали охлаждают под давлением.
Контактно-тепловой сваркой проплавлением соединяют листы и пленки толщиной до 2-3 мм в нахлестку. Изменяя величину нахлестки можно изменять прочность сварного шва в широких пределах. Конструкция сварных соединений представлена на рис.3.
Различают сварку в длительном (статическом) режиме, (время сварки может быть продолжительным) и термоимпульсную (быстрый нагрев импульсом тока).
Брошюра «Оборудование и технология сварочного производства»
Автор-составитель: Бокарев Д.И., Воронеж, 2003 год
Необходимое оборудование
Сварочное оборудование включает в свой состав:
- Сварочный аппарат любого типа для дуговой сварки с напряжением 60-70 вольт.
- Силовой контактор, который подает напряжение от сварочного материала на горелку.
- Осциллятор – прибор, преобразующий сетевое напряжение в 220 вольт и частотой колебания в 50 ГЦ в напряжение 2000-6000 вольт. Указанные параметры тока позволяют легко сформировать дугу.
- Горелка керамическая.
- Устройство для обдува сварной зоны аргоном.
- Баллон для аргона.
- Электрод и присадочная проволока.

В качестве дополнительных опций может выступать регулятор времени по обдуву аргонов, шланги и фитинги и пр.
Если требуется рассчитать экономическую эффективность дуговой сварки в защитном газе, то, помимо стоимости самого сварочного аппарата, нужно учесть цену расходных материалов: присадочных прутков, проволоки, аргона в баллонах, шлангов с разными размерами и пр.
Присадочная проволока производится из различных материалов: алюминиевых, чугунных, нержавеющих, медных и пр.

Аргон подается из специальных баллонов со стандартным рабочим давлением 150 АМ. Баллоны бывают различного объема: на 5,10,20,40 литров и пр. Именно газ выступает основным и наиболее дорогим расходным материалом при данной сварке.

Шланги, фитинги и прочие детали для работы часто изнашиваются, поэтому они подлежат периодической замене.
Также нельзя забывать, что для проведения работ нужны средства индивидуальной защиты: перчатки, маска, роба.
Необходимость обозначений
Для точного и единообразного чтения чертежей графические символы и текстовые описания должны соответствовать ЕСКД и ГОСТ.
Необходимость обозначений вызвана потребностью в краткой форме донести исполнителю максимальное количество информации, позволяющей сразу приступить к работе.
В описании указываются следующие характеристики:
- тип материала деталей, образующих сварной шов;
- размеры с допусками;
- используемые технологии;
- величина и форма наплавки;
- прочностные свойства и требования к герметичности;
- условия технологических процессов и очередность выполнения.
Качество сварного соединения проверяется сравнением фактических характеристик с заявленными в технической документации.
Это приводит к необходимости стандартизации обозначений на чертежах для предупреждения разночтений.
Правила нанесения и особенности расшифровки
Пояснения к сварным стыкам на чертежах наносятся по правилам ЕСКД. На стык указывает односторонняя стрелка, идущая от горизонтальной линии с надписями, расположенными сверху и/или снизу от нее.
Поясняющая надпись состоит из 9 блоков, содержимое которых:
- Обозначает замкнутость контура либо монтажное соединение.
- Указывает ГОСТ, которому соответствуют использованные обозначения.
- Обозначает тип шва (цепной, шахматный, прерывистый).
- Приводит способ сварки по выбранному ГОСТ.
- Дает размеры элементов конструкции и тип, соответствующий стандартам.
- Содержит протяженность свариваемого участка в мм.
- Приводит тип соединения с дополнительными характеристиками.
- Показывает дополнительные характеристики, такие как длина шага и т.д..
- Содержит требования к чистоте поверхности свариваемых деталей, которые изображаются вспомогательными знаками. Этот параметр определяет необходимость механической зачистки торцов.
Рекомендованные стандартами обозначения сварных соединений и примеры производственной практики не всегда совпадают, что требует больших затрат времени на расшифровку описания.
Преимущества и недостатки
Аргонодуговая сварка обладает своими преимуществами и недостатками. Ключевыми достоинствами ее являются:
- Процесс обеспечивает невысокую температуру нагрева. Это сохраняет форму и размеры заготовок.
- Инертность аргона обеспечивает высокую защиту сварной зоны.
- Процесс сварки предельно простой и ему легко обучиться (хотя без обучения приступать к сварке не представляется возможным).
- В процессе применяется дуга с высокой мощностью, что обеспечивает оперативность сварки.
- Технология позволяет соединить разные разновидности металлов, которые невозможно скрепить другими способами.
- Требуется редкая замена электродов.
Высокое качество получаемых аргонодуговой сваркой сварочных швов позволяет применять метод в отраслях, в которых высока потребность в качественной сварке металлов. В частности, способ допускается применять и нашел распространение в авиационной, атомной, пищевой промышленности, медицине, машиностроении.
Дополнительными преимуществами автоматической сварки является оперативность при соединении нескольких деталей, а также исключение фактора человеческих ошибок. Для обслуживания такой установки требуется минимальное количество персонала.
Недостатками процесса является сложное сварочное оборудование, в котором сложно провести настройку режимов. Это ограничивает использование метода новичками: от сварщика требуются опыт и сноровка. Когда в процессе соединения нужна высокоамперная дуга, то сварщику необходимо продумать дополнительное охлаждение стыков.
Также нужно обеспечить хорошую защиту от ветра и сквозняка, чтобы не потерять аргоновую защиту, что усложняет практическое применение метода. Поэтому такую работу рекомендовано выполнять в закрытых помещениях. При ручном способе ограничением метода является низкая стоимость выполнения работ.
Ограничением в применении автоматической установки является невозможность сварить любые нестандартные швы, дороговизна техники, ограничения по параметрам настройки, при сбое в работе аппарата бракованной может стать вся партия изделий.
Еще один недостаток способа – высокая стоимость аргона. На практике сварщики иногда заменяют его гелием и углекислым газом, но подобная замена возможна не всегда: все зависит от типа металла, который предстоит сварить.
Пример 1.
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по ГОСТ 5264 — 80) при монтаже изделия (![]()
![]()
Пример 2.
Шов углового соединения без скоса кромок, двусторонний (У2 по ГОСТ 11533–75) выполняемый автоматической дуговой сваркой под флюсом (А по ГОСТ 11533–75) по замкнутой линии.
Пример 3.
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по ГОСТ 16310–80), выполняемый сваркой нагретым газом с присадкой (Г по ГОСТ 16310–80).
Пример 4.
Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по ГОСТ 14806-80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по ГОСТ 14806-80). Катет шва 6 мм (Δ6 ), длина провариваемого участка 50 мм, шаг 100 мм (Z).
t ш — длинна провариваемого участка шваt пр — длинна участка шага прерывистого шва
Пример 5.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80). Шов по незамкнутой линии (![]()
Примеры обозначения швов
Скорость чтения чертежей существенно возрастает после обучения на образцах приводимых сварных соединений.
Режимы
Сварка под аргоном пройдет максимально качественно при правильном выборе ее оптимального режима. Выбор режима основывается на следующих составляющих:
- свойства свариваемых металлов. Они определяют выбор направления подачи тока и полярности. Например, для сварки стальных конструкций применяется постоянный ток прямой полярности, для сварки алюминия и бериллия – постоянный ток с обратной полярностью;
- сила тока. Она выбирается на основе диаметра электрода, который применяет сварщик; на основе типа металла для сварки, толщины металлов и из полярности. Например, для сварки титана режим работы определяется по следующим параметрам, из которых следует, что чем толще соединяемый металл, тем больший диаметр должен быть у вольфрамовых электродов:
| Толщина материала | Диаметр электрода, мм | Сила тока, А |
| от 0,3 до 0,7 | 1,6 | 40 |
| от 0,8 до 1,2 | 1,6 | от 60 до 80 |
| от 1,5 до 2,0 | 2 | от 80 до 120 |
| от 2,5 до 3,5 | 3 | от 150 до 200 |
- длина сварочной дуги. От нее зависит напряжение (как отмечалось, длина дуги напрямую влияет на качество шва);
- расход газа зависит от силы и равномерности его подачи горелкой. Специалисты рекомендуют избегать пульсаций.
Технология
Рассмотрим технологию аргоновой сварки на основе ручной с неплавящимся электродом.
Этапы выполнения
При выполнении аргонодуговой ручной сварки необходимо придерживаться следующего алгоритма действий:
- Настроить сварочный режим.
- Очистить соединяемые металлы.
- Включить на рукоятке горелки кнопку для подачи защитного газа в сварную зону (горелку следует взять в правую руку). Это нужно сделать примерно за 20 секунд до начала сварки. Присадочная проволока должна быть в левой руке.
- Горелка опускается так, чтобы между электродом и поверхностями осталось расстояние до 2 мм. Электрод из горелки должен вставляться в горелку, чтобы на поверхности оставался стержень длиной не более 5 мм.
- Включить сварочный аппарат и передать напряжение на электрод. Между ним и металлом возникает дуга, а из горелки подается в зону сварки аргон. Присадочная проволока под действием электрической дуги расплавляется и покрывает зазор.
- Осуществить медленное движение вдоль шва.
Электрод желательно не зажигать при помощи соприкосновения со свариваемыми металлами, как при обычной сварке, для этого используется осциллятор (он подает высоковольтные импульсы для зажигания дуги). Без него вольфрамовый электрод загрязняется.



