

Разнообразные оборудования для холодильного оборудования
- Оборудование для производства
- Ледогенераторы
- Барные холодильные шкафы
- Пищевые прилавки
- Ледогенераторы для ресторанов
- Витрины для мороженого
- Холодильные контейнеры
- Печи технологические
- Шкафы холодильные
- Морозильные лари
- Оборудование для мясопереработки
- Оборудование для производства кондитерских изделий
- Мясорубки и тестомесильные машины
- Кондиционеры
- Печи рециркуляционные
- Полка низкотемпературная
- Перегородка прочная
- Минибары
- Охладитель для яиц
- Шкафы-купе
- Полки для предпосудомоечных машин
- Холодильные шкафы-витрины
- Шкафы холодильные
- Мини-печь
- Печь для хлеба и пиццы
- Шкаф-купе
- Установка для выпечки хлеба
- Печь быстросверлоная
- Печь куриная
- Печь газовая
- Печь сверлильная
- Шкаф для хранения инструмента
- Полка для хранения материалов
- Сплав меди и цинка в пайке
- Состав сплава
- Температура плавления
- Улучшение свойств
- Пайка латуни
- Флюсы
- Радиоэлектроника
- Прочность пайки
- Пайка твёрдыми припоями
Оборудование для производства
Используемое оборудование для производства ледяной кредитной отличается высокой производительностью и надежностью. На рынке промышленных холодильных представлен широкий ассортимент установок, способных удовлетворить потребности различных предприятий.
Ледогенераторы






Барные холодильные шкафы


Пищевые прилавки


Ледогенераторы для ресторанов

Витрины для мороженого


Холодильные контейнеры



Печи технологические




Шкафы холодильные

Морозильные лари

Оборудование для мясопереработки


Оборудование для производства кондитерских изделий


Мясорубки и тестомесильные машины

Кондиционеры

Печи рециркуляционные

Полка низкотемпературная

Перегородка прочная

Минибары

Охладитель для яиц

Шкафы-купе

Полки для предпосудомоечных машин

Холодильные шкафы-витрины

Шкафы холодильные

Мини-печь

Печь для хлеба и пиццы

Шкаф-купе

Установка для выпечки хлеба

Печь быстросверлоная

Печь куриная

Печь газовая

Печь сверлильная

Шкаф для хранения инструмента

Полка для хранения материалов

<li>Комментарий:</li>
<li>Температурные накопители холода:</li>
<li>Агрегат холодильной установки:</li>
<li>Холодильник для охлаждающей установки:</li>
<li>Компрессорный агрегат НИЖНИЙ 426, Нагнетательный блок .роторный 2 кпп.состоящий из:</li>
<li>Агрегат холодильной установки:</li>
<li>Автономный холодильник ДНЕПР 170-11: Средний:</li>
<li>Автономный холодильник ДНЕПР 170-11: Средний:</li>
<li>Автономный холодильник ДНЕПР 170-11: Средний:</li>
<li>Вентилятор ПР 170-2: Средний:</li>
<li>Вентилятор ПР 170-3: Средний:</li>
<li>Вентилятор ПР 170-2: Средний:</li>
<li>Вентилятор ПР 170-3: Средний:</li>
<li>Компрессорный агрегат НИЖНИЙ 426, Хладов 1.5ц:</li>
<li>ЮНИТ КОНДЕНСОРА Коакс 3 кпп.состоящий из:</li>
<li>ЮНИТ КОНДЕНСОРА Коакс 3 кпп.состоящий из:</li>
<li>Автономный редуктор ТиПР Харьков 603, 10:</li>
<li>Агрегат холодильной установки:</li>
<li>Вертикальный настил засыпной Гомель 380 (г):</li>
<li>ТРАНСФОРМАТОР МТЗ Тау7о 990:</li>
<li>Кулер ХОГО 402:</li>
<li>Кулер ХОГО 402:</li>
<li>Кулер ХОГО 401:</li>
<li>Кулер ХОГО 401:</li>
<li>Компрессорный блок НИЖНИЙ Березка 401:</li>
<li>Компрессорный блок НИЖНИЙ Березка 401:</li>
<li>Компрессорный блок НИЖНИЙ Березка 430:</li>
<li>Компрессорный блок НИЖНИЙ Березка 430:</li>
<li>Компрессорный блок НИЖНИЙ Березка 450:</li>
<li>Комин 402.1.3:</li>
<li>Якорь СН4К2 415-01-01:</li>
<li>Якорь СН4К2 415-01-01:</li>
<li>Якорь СН4К2 415-01-01:</li>
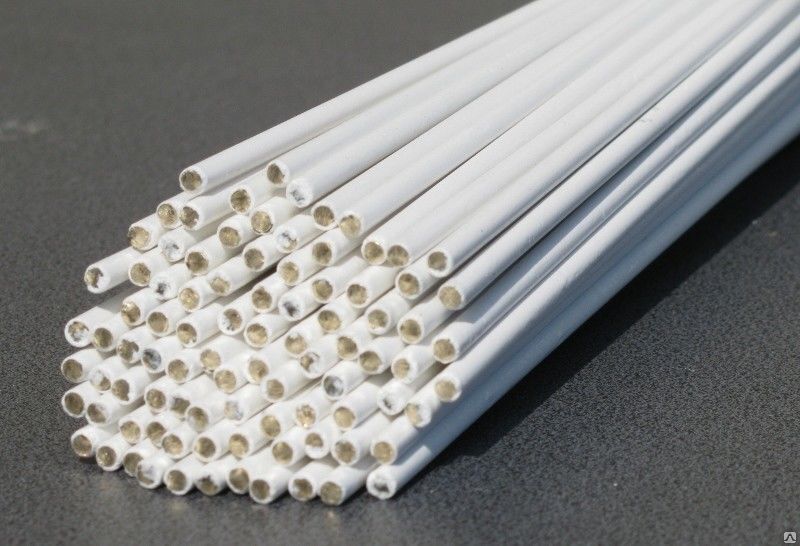
Сплав меди и цинка в пайке
Сплав меди и цинка называется латунью. Он может содержать и другие элементы, такие как кремний, никель, марганец.
Состав сплава
Наличие цинка в сплаве является обязательным условием для того, чтобы он мог называться латунью. Однако рассмотрим здесь не только сплав из меди и цинка, но и чистую медь, а также другие медные сплавы.
Температура плавления
Латунь плавится при температуре более 900 градусов. В расплавленном состоянии, особенно с применением флюсов, она смачивает многие металлы.
Улучшение свойств
Наличие цинка сильно улучшает смачивание расплавленной латунью железа. Обычно содержание цинка в латуни составляет менее 40%. При более высоком содержании цинка температура плавления незначительно снижается, но сплав становится серебристого цвета и хрупким, что делает его непригодным для изготовления деталей.
Пайка латуни
Паять латунные детали можно различными припоями:
- Мягкими оловянно-свинцовыми припоями
- Твёрдыми серебреными припоями
- Припоями, содержащими фосфор
Флюсы
Для пайки мягкими припоями латуни и других медных сплавов подходят обычные флюсы. Лучше всего использовать флюсы на основе фосфорной кислоты, так как они не дымят, не дают едких паров и слабо коррозируют детали.
Радиоэлектроника
При пайке деталей для радио и электротехники рекомендуется использовать канифоль. Для пайки сильно загрязненных деталей можно применять едкий натрий или калий, но следует быть осторожным, так как они опасны для глаз и требуют тщательной очистки после пайки.
Прочность пайки
Помните, что при использовании мягких припоев может образовываться вредная прослойка меди с оловом, снижающая прочность соединения. Для борьбы с этим рекомендуется добавлять в припои серебро и кадмий, которые замедляют или блокируют образование данной прослойки.
Пайка твёрдыми припоями
Пайка твёрдыми припоями обеспечивает более прочные, надёжные и термостойкие соединения.
Твёрдые припои для латуни и меди могут представлять собой более легкоплавкий вариант латуни. Тогда её пайка становится похожей на сварку.
Таким способом, с помощью горелки можно наращивать изношенные медные или латунные детали. Как флюс применяется та же бура, но в неё выгодно добавлять процентов десять пентабората калия. Это слегка снижает температуру плавления флюса, делает его чуть более жидким и сильно уменьшает видимое свечение факела горелки, так как калий «выедает» натриевый дублет, а сам светит уже на границе с ИК излучением, где чувствительность глаза невелика.
Здесь надо опять упомянуть необходимость стеклянных очков при пайке, так как они защищают глаза работающего от возможных брызг металла и от перегрева, вызывающего «катаракту стеклодува». Также пламя даёт и ультрафиолет, который для глаз вреден.
«Твёрдый» спай может работать при повышенной температуре, но в этом случае его нужно паять не фосфорсодержащим, а серебрянным припоем с цинком. Цинк даёт плотный и тугоплавкий окисел, который замедляет проникновение кислорода к металлу, который, кстати, хорошо проходит сквозь нагретое серебро. Сплавы меди, содержащие алюминий, паять труднее, так как обычные флюсы окись алюминия растворяют плохо. Возможна добавка в них флюсов для пайки алюминия, фторидов. Рецепты флюсов для труднопаяемых медных сплавов можно найти в литературе.
Отдельно упомянем припои, содержащие кадмий. Этот металл снижает температуру плавления оловянно-свинцоых, серебренных и медных припоев, но он ядовит, легко испаряется и при пайке возможно образование его окислов коричневого цвета. Дым от такой пайки крайне опасен для лёгких, поэтому таких припоев следует избегать, либо работать под надёжной вытяжкой.
Вот, пожалуй, и всё, что касается пайки медных сплавов и латуней.
Но латуни и сами могут использоваться как твёрдый припой для чистой меди и сталей, сплавов железа и никеля.
Обычно для пайки железа достаточно иметь сплав меди типа «золота алхимиков», состоящий из двух частей меди и одной части цинка.
Его можно получить прямым сплавлением компонентов подходящей горелкой в выемке кирпича, добавляя к горячей меди цинк и буру, но при этом цинк часто вскипает и горит, поэтому, опять же, необходима вытяжка либо работать следует на открытом воздухе, обязательно в очках.
Пары окиси цинка также не являются полезными для органов дыхания и самого человека. Добавка в этот припой одного-двух процентов никеля (аноды радиоламп из него делали, он магнитный) делает цвет такой латуни слегка зеленоватым и повышает прочность спая.
Вредными в припое следует признать примеси свинца, висмута и других нерастворимых в твёрдой меди легкоплавких металлов, которые собираются на границах зёрен и делают металл хрупким при повышенной температуре (красноломкость).
Поэтому медь для приготовления латунного припоя следует тщательно отбирать, лучше всего применять медную электротехническую проволоку без остатков мягких припоев. Это же касается и цинка. Также при пайке железа следует признать вредным примесь кремния, которая упрочняет сам припой, но охрупчивает границу его с железом за счёт образования силицида железа.
В сплавленную жидкую латунь нужно погрузить железную проволоку толщиной миллиметра четыре и постепенно оттягивая жидкий металл, подогревая сам слиток, вытянуть палочку припоя, которой затем можно пользоваться для пайки.
В качестве припоя можно использовать и случайные куски латуни, ненужные латунные детали, стружку. Поскольку у нас нет заводской лаборатории для анализа их состава, то нужно проверить наличие кадмия по цвету осадка от дыма и проверить совместимость такого припоя с железом.
Для этого спаивают два гвоздя, смотрят, как их смачивает припой, а после остывания слегка проковывают, чтобы проверить хрупкость самого спая и припоя.
Если в припое содержится много фосфора, то он плохо растекается по железу и даёт крайне непрочное соединение. Однако, им можно паять чистый никель, который сам образует твёрдый раствор с фосфором, медно-никелевые сплавы и медь. Понятно, что судьёй и контролёром тут тоже может служить молоток.
Небольшая примесь фосфора, видимо, в доли процента, делает медь более легкоплавкой и способной хорошо смачивать железо. Но вредного действия на стык железа с припоем ещё не оказывает. Автор однажды имел возможность работать с медной ленточкой почти красного цвета, не очень твёрдой, не содержащей цинк, но, по цвету пламени, содержащей немного фосфора. Это был остаток от штамповки чего-то из ленты. Этот припой хорошо работал, не дымил, как латунь и давал прочные и пластичные спаи с железом. Недостаточная предусмотрительность автора привела к тому, что он унес этого припоя только с килограмм, игнорируя тот факт, что остаток в ближайшее время неминуемо унесут бомжи, что и произошло на самом деле.
Поэтому, нужно учитывать в перспективных припоях и металлы легированные небольшим количеством фосфора. Но при нагреве готового спая медно-фосфорные припои быстро окисляются, даже быстрее, чем чистая медь. Поэтому наличие цинка важно для пайки тех же термопар, горелок паяльных ламп.
Термопары можно делать из нихромовой и константановой проволоки. Такие проволоки работают длительное время до шестисот градусов, если их спаять латунью. Будущий спай надо тщательно зачистить, обмотать тонким «плиточным нихромом», обмазать большим количеством мокрой буры и после смачивания латунью, сильно прогреть, чтобы часть нихрома могла раствориться, легируя латунь никелем и хромом. Такой спай обгорает медленно.
В целом, нужно считать твёрдую пайку латунью или серебром крайне удобным методом соединения железных деталей. Этот метод позволяет резко упростить изготовление различных изделий, от ключа для замка, до деталей вакуумной установки или телескопа. Напаивать токарные резцы. Однако, температуры паяльной лампы для плавления латуни недостаточно и нужно применять либо электролизёр либо пропан с кислородом.
Оба эти варианта, при наличии подходящих горелок малой мощности, пригодны и для ремонта медных радиаторов автомобилей. Понятно, что перегрев припоя оловянно-свинцового припоя таким пламенем нежелателен, приходиться добавлять в гремучий газ пары бензина, и «растушёвывать» зону нагрева. Испарение свинца опасно для работающего и нужно паять на открытом воздухе или под тягой.
Для пайки железа латунью с бурой чистое водородно-кислородное пламя слишком окислительное и горячее. Гремучий газ нужно обогащать парами бензина, либо добавлять тот же пропан. Горелка должна иметь достаточную мощность для быстрого нагрева деталей, что резко уменьшает их окисление.
Флюсы для пайки.
В различных книгах приведено большое количество рецептов паяльных флюсов. Однако для большинства работ достаточно всего несколько рецептов.
Канифоль. Хорошо флюсует до 200 градусов медь и медные сплавы. Не коррозионно-активна, но лучше её ударять с готового спая. Растворяется спиртом, но не бензином.
Ортофосфорная кислота. Не образует, в отличие от соляной, легкорастворимых солей с железом и медью. Коррозионная активность низкая, но при пайке радиодеталей и облуживании плат проникает в зазоры, откуда её удалить очень трудно, пропитывает даже стеклотекстолит. Для радиомонтажа непригодна. Не сильно дымит в пламени горелки, пары не коррозируют и она очень подходит для пайки оловянно-свинцовыми припоями автомобильных радиаторов. При многократном флюсовании убирает даже грязь из зазоров. Если не допускать перегревов, позволяет паять оловянно-свинцовыми припоями нержавеющую сталь. Паяльником можно работать по железу. После работы надо смывать водой. Слегка пассивирует железо.
Флюсы на основе хлористого цинка и хлористого аммония. Более активны, чем фосфорная кислота, сильно испаряются и дымят при нагреве. От их паров ржавеет железо. После пайки нужно тщательно удалять промывкой в воде. Для ответственных деталей желательно спаи пассивировать слабым раствором фосфорной кислоты либо содовым раствором с добавкой какого-либо бихромата.
Расплавленные щёлочи типа едкого натра, калия, их сплавы пригодны для лужения железа, нержавейки и меди паяльником. Позволяют работать водородным и водородно-кислородным пламенем. Добавка в пламя углеводородов дезактивирует флюс, хотя листы можно нагревать с обратной стороны. При пайке радиаторов позволяет хорошо пролудить даже корродированные бачки, сильно загрязнённые органикой. Отмывать следует водой. Флюс сильно разрушает кожу рук. После отмывки флюса можно паять лужённые поверхности с фосфорной кислотой. Пары и брызги вредны для глаз, кожи, лёгких, для рук. Сильной коррозии железа не вызывают.
Бура. Применяется для обычных паек железа латунью или серебрянными припоями, для пайки меди и латуни медно-фосфорными припоями или серебром. Расплав вязкий, хромсодержащие стали и сплавы флюсует только после хорошей зачистки и быстрого нагрева. Добавка борфтористых и фтористых солей повышает активность, но при этом выделяются и более вредные для здоровья человека пары. Пайка твёрдосплавных пластин возможна при быстром нагреве. Особенно плохо флюсует хороший сплав Т15К6, для которого рекомендуют флюс Ф-100. Свойства буры несколько улучшаются добавкой десяти-двадцати процентов пентабората калия, который можно получить, сливая горячий насыщенный раствор 30-ти граммов борной кислоты и десятипроцентный раствор 5,6 или шести граммов едкого калия. (Едкие щёлочи часто содержат избыток воды, что затрудняет дозировку.) Пентаборат при охлаждении раствора выпадает в осадок. (Едкий калий растворять можно только в холодной воде! Работать в очках!)
Бура не корродирует железо и её часто не удаляют после пайки. От влаги она постепенно вспучивается и превращается в противный белый порошок. Удалить буру со спая можно лёгкой проковкой молотком. Лучше действует пятипроцентный раствор серной или фосфорной кислоты. Чтобы он не растворял железо, в травильный раствор можно добавлять муку, «сухой спирт», формалин, хлебные корки, даже пиво! После стравливания буры и окислов, детали нужно промыть в воде щёткой и пассивировать в щелочном растворе бихромата, промыть в воде и высушить гигроскопичной бумагой или чистой х-б тряпкой. Для здоровья человека бура, как и борная кислота, вредны и опасны. Ими травят тараканов. С большими количествами растворов буры работать надо в перчатках. Нужно избегать их попадания в организм, хранить в отдельной таре и не с пищевыми продуктами.
Борфтористый калий KBF4. Относительно легкоплавкая и трудно растворимая в воде соль. Расплав чистого борфторида быстро растекается по меди и латуни, обеспечивает отличное растекание серебренных припоев. Его можно применять самостоятельно, либо добавлять в буру. При нагреве выделяет вредный для здоровья трехфотристый бор, поэтому работать нужно под тягой. Остатки флюса легко смываются водой.
Ю. Н. Бондаренко.



