

- Технология пайки медных труб холодильных систем и систем кондиционирования воздуха.
- Пайка медных труб осуществляется при температуре выше 425°C, но ниже температуры плавления соединяемых металлов. Она происходит за счет поверхностных сил адгезии между расплавленным припоем и нагретыми поверхностями основных металлов. Припой распределяется в соединении под действием капиллярных сил.
- Серебряные припои для пайки медных труб.
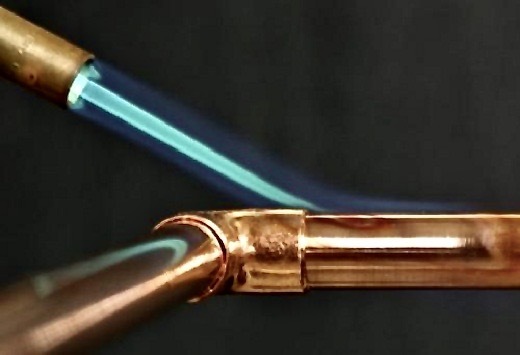
- (Рис. 1) Оптимальный вид пламени горелки для пайки твердым припоем
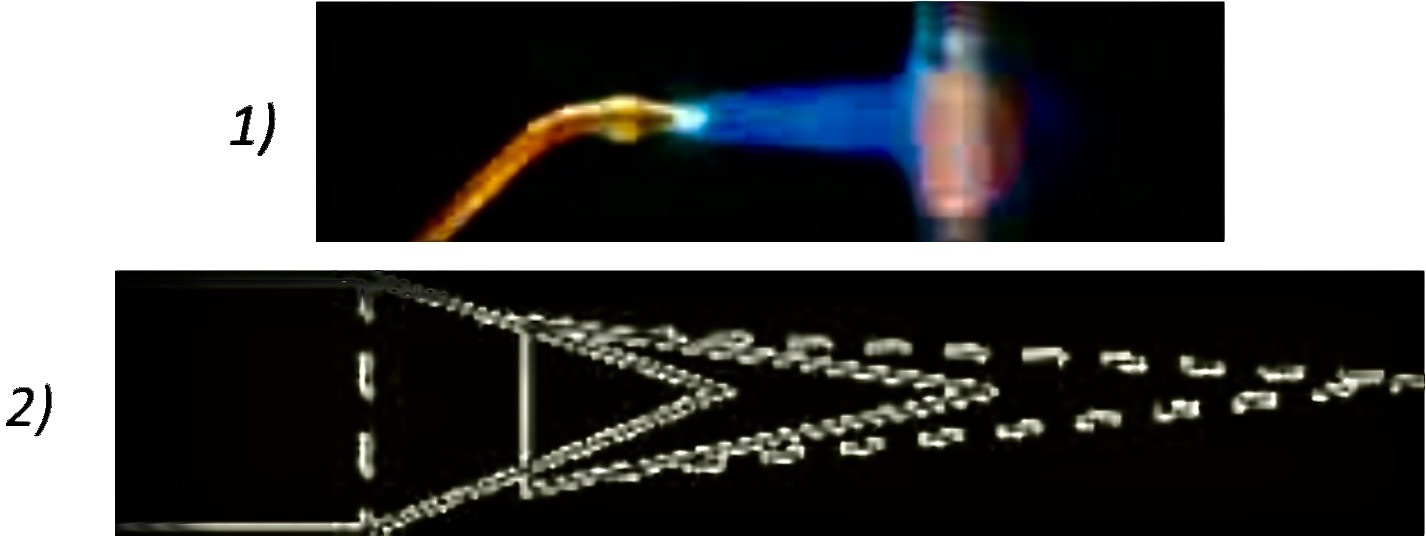
- (Рис. 2) Факел пламени горелки при сбалансированной газовой смеси (ярко синего цвета и небольшой величины)
- (Рис. 3) Факел пламени горелки, насыщенный кислородом (бледно-голубого цвета и маленький)
- (Рис. 4) Установка соединяемых пайкой медных труб
- Рис. 5. Размещение горелки при пайке медных труб.
- (Рис. 6) Распределение припоя в соединении медных труб.
- (Рис. 7) Расположение горелки и прутка припоя при пайке соединения концов медных труб, нагретых до тусклого вишнево-красного цвета
- (Рис. 8) Перемещение припоя в зазоре между трубами при пайке медных труб.
- Флюсы для пайки медных труб.
- Правила пайки медных труб.
- Использование инертных газов при пайке медных труб.
- Сварочный пост для пайки медных труб.
- Пайка волной в электронике
- Общее описание метода
- Преимущества пайки волной
- Недостатки пайки волной
- Технологические аспекты пайки волной припоя
- Особенности технологии пайки волновыми припоями
- Гидродинамика волны
- Характеристики конвейера
- Нанесение флюса
- Пайка электронных компонентов волновой припоем: основные методы
- Пайка труб медных – суть и технология процесса
- Паста и флюс для пайки меди
- Этап предварительной подготовки
- Этап пайки стыка труб
- Причины брака в паяных швах
Технология пайки медных труб холодильных систем и систем кондиционирования воздуха.
Пайка медных труб осуществляется при температуре выше 425°C, но ниже температуры плавления соединяемых металлов. Она происходит за счет поверхностных сил адгезии между расплавленным припоем и нагретыми поверхностями основных металлов. Припой распределяется в соединении под действием капиллярных сил.
Нельзя путать пайку твердым припоем с пайкой мягким припоем, хотя операции очень близки. Соединение металлов при пайке мягким припоем происходит при температуре ниже 425°C.

Серебряные припои для пайки медных труб.
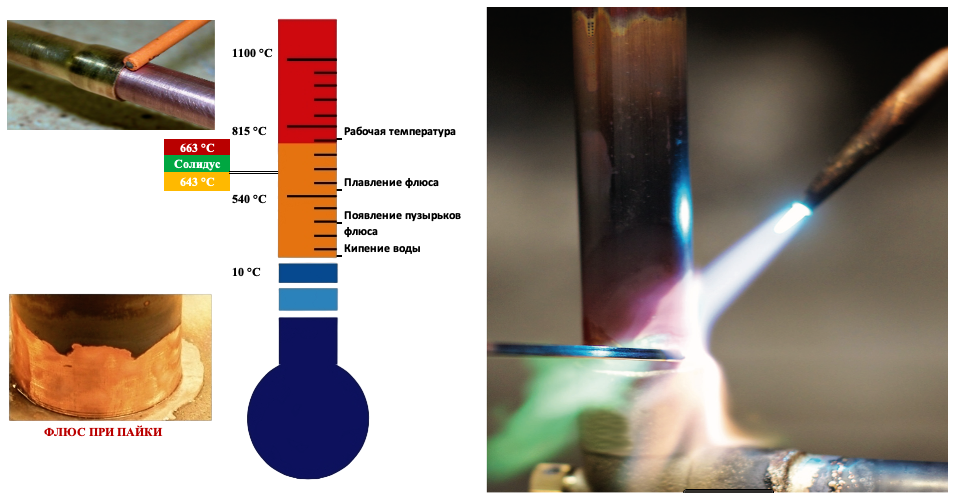
(Рис. 1) Оптимальный вид пламени горелки для пайки твердым припоем
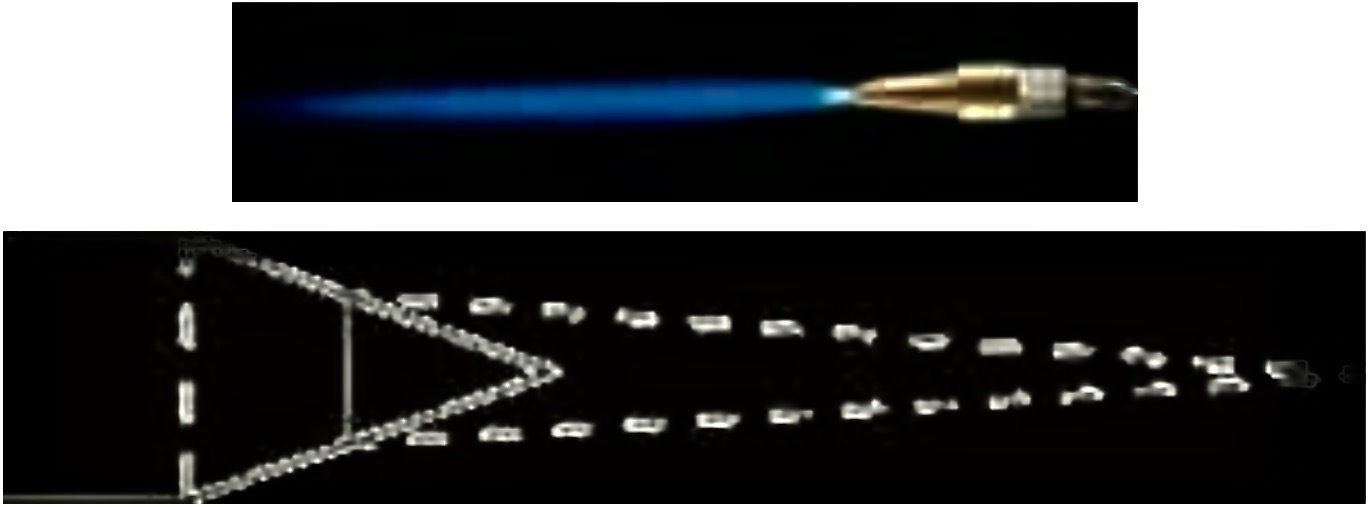
(Рис. 2) Факел пламени горелки при сбалансированной газовой смеси (ярко синего цвета и небольшой величины)
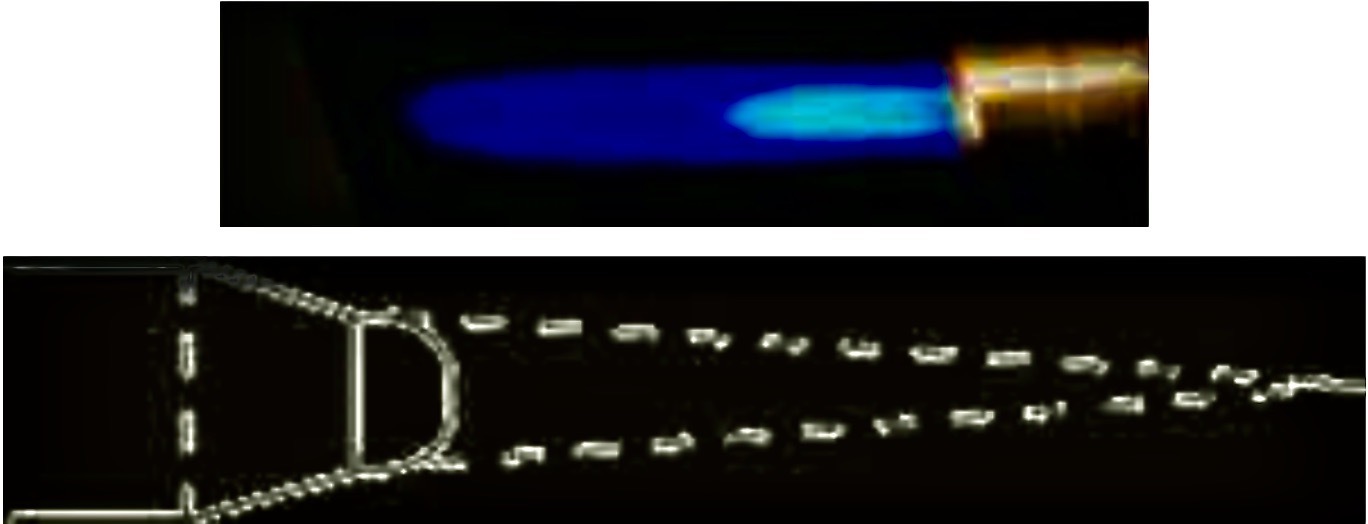
(Рис. 3) Факел пламени горелки, насыщенный кислородом (бледно-голубого цвета и маленький)
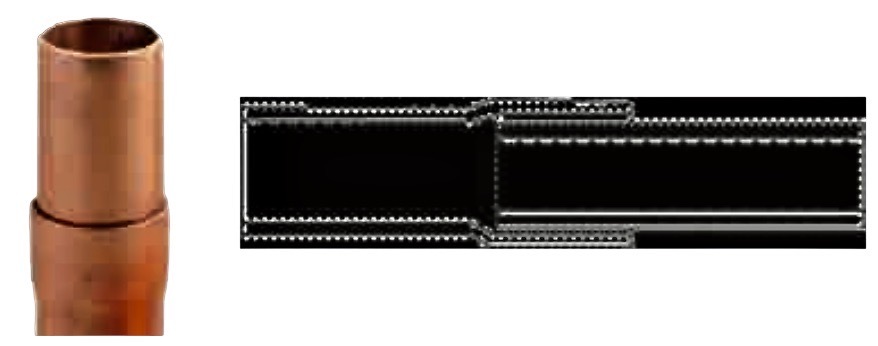
(Рис. 4) Установка соединяемых пайкой медных труб
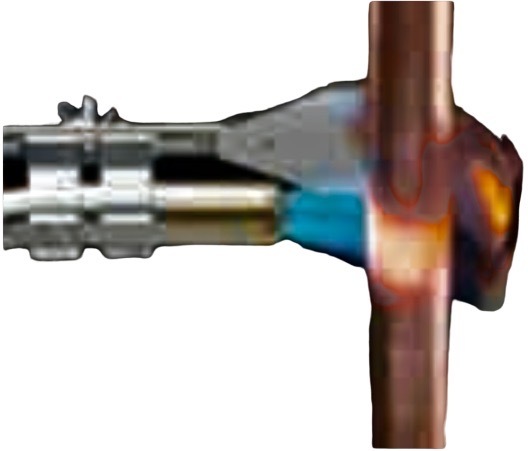
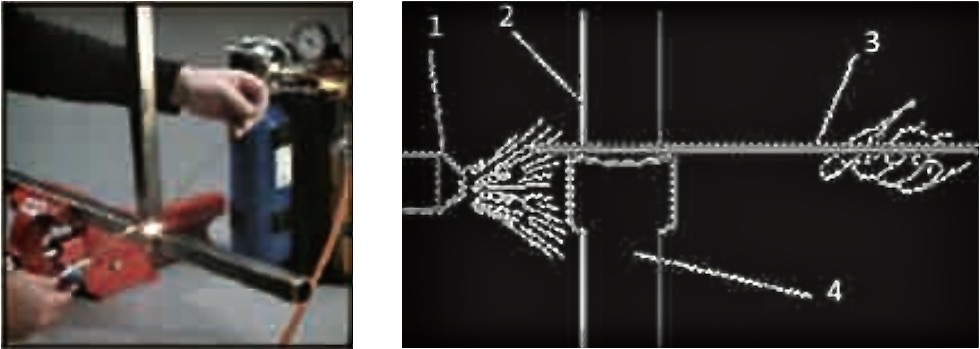
Рис. 5. Размещение горелки при пайке медных труб.

(Рис. 6) Распределение припоя в соединении медных труб.
(Рис. 7) Расположение горелки и прутка припоя при пайке соединения концов медных труб, нагретых до тусклого вишнево-красного цвета

(Рис. 8) Перемещение припоя в зазоре между трубами при пайке медных труб.
Флюсы для пайки медных труб.

Правила пайки медных труб.

Использование инертных газов при пайке медных труб.
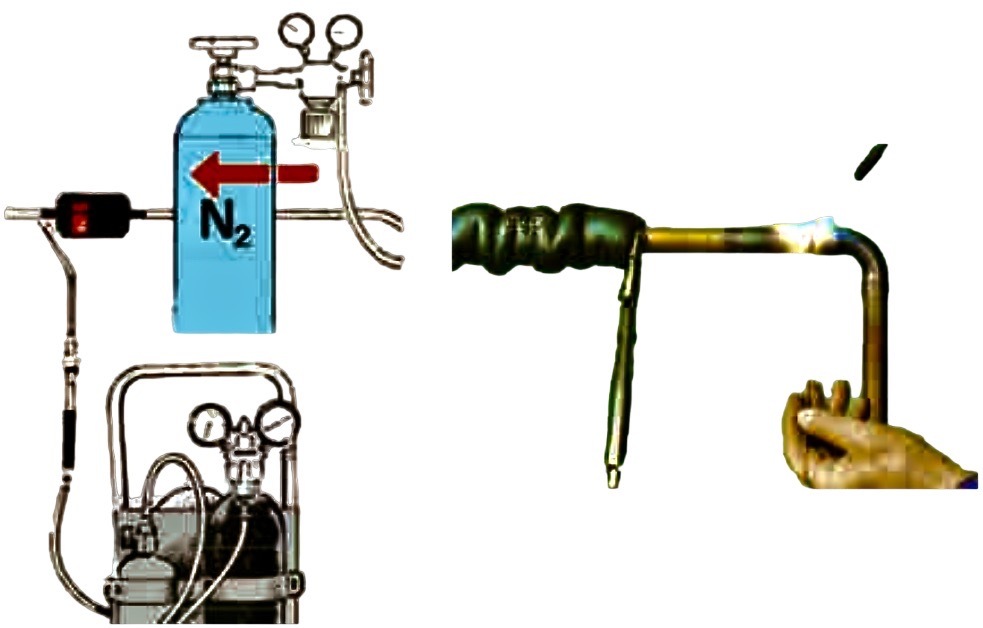
(Рис. 9) Пайка с использованием ингертного газа
Сварочный пост для пайки медных труб.
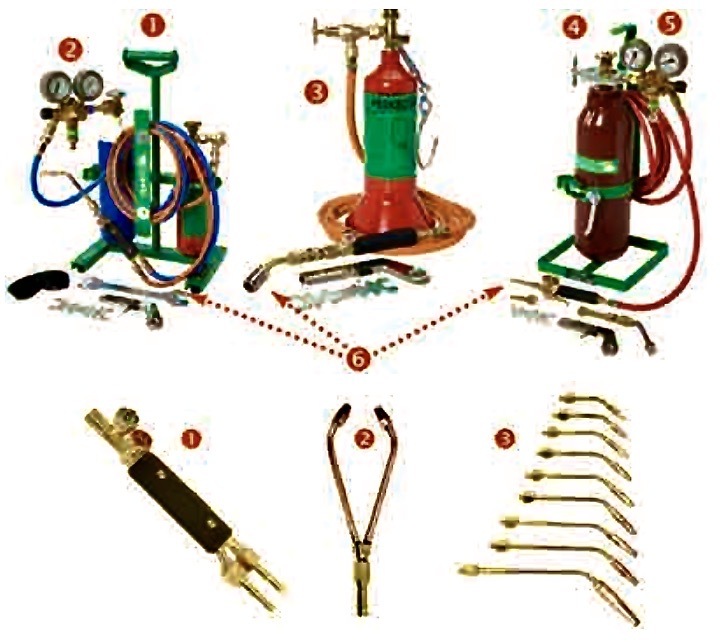
(Рис. 10) Аппарат для пайки медных труб.

Пайка волной в электронике
Пайка – важный этап и одна из наиболее ответственных операций в изготовлении электронной продукции. Для различных видов электронных компонентов и печатных плат используются различные методики для выполнения данного технологического процесса. Один из самых распространенных – пайка волной припоя, которая применяется преимущественно в сквозном и смешанном монтаже.
Общее описание метода
Эта технологическая операция была изобретена в середине 20 века, когда основным методом установки электронных компонентов был их монтаж в сквозные отверстия, проделанные в печатных платах. ПП с установленными на ней компонентами двигается поперек гребня стационарной волны расплавленного припоя, создаваемой в установке. Она обдает контактные подушки печатной платы и выводные контакты установленных на ней компонентов, формируя между ними паяные соединения.
Сегодня технология пайки волной – это сложный автоматизированный процесс. Большой толчок к ее развитию дало изобретение поверхностно-монтируемых компонентов. При их комбинации с компонентами сквозного монтажа на одной ПП применяется усовершенствованная технология пайки двумя волнами припоя. Причины этого следующие:
- Первая волна (турбулентная) подается из суженного сопла под высоким давлением, предотвращая образование полостей;
- Вторая волна (ламинарная) образует галтели и остальные паяные соединения.
Чтобы пайка была эффективной, необходимо обеспечить настраиваемые характеристики каждой волны. Для этого установки должны быть оборудованы отдельными соплами, насосами и контрольными модулями для каждой волны. Также их лучше приобретать с дешунтирующим ножом, который разрушает перемычки между близко расположенными контактами.
Преимущества пайки волной
Хотя технология пайки волной была разработана еще в 50-х годах прошлого века, она до сих пор широко используется в электронной промышленности. Это обусловлено следующими ее преимуществами:
- Быстрое выполнение большого количества пайков;
- Отличное качество паяных соединений;
- Минимальная необходимость в ручном труде.
Также важным преимуществом пайки волной являются незначительные ограничения, накладываемые на длину печатных плат. Это позволяет с помощью данной технологии изготавливать электронные изделия различных размеров.
Недостатки пайки волной
Помимо очевидных преимуществ, у данной технологии есть и существенные недостатки, ограничивающие ее применение в электронной промышленности:
- Необходимость в специализированных оборудовании;
- Ограниченный выбор компонентов;
- Возможность дефектов из-за высоких температур;
- Сложность обслуживания и обучения персонала.
Поэтому, при всех своих плюсах, пайка волной применяется главным образом при сквозном и смешанном монтаже электронных компонентов. В SMT-технологии в качестве альтернативы ей используется пайка оплавлением.
Технологические аспекты пайки волной припоя
Особенности технологии пайки волновыми припоями
Особенности данной технологии пайки электронных компонентов заставляют особенно строго отслеживать различные характеристики техпроцесса. Важнейшее значение среди них имеют следующие параметры.
Гидродинамика волны
В современных установках для пайки волной за образование последней отвечают либо механические, либо электродинамические, работающие на основе силы Лоренца. В электронной промышленности более популярны на данный момент волнообразователи первого типа, конструкция которых включает крыльчатку, погруженную в расплав припоя.
Первая (турбулентная волна) подается под высоким давлением и сравнительно узкой струей. Ее задача – проникнуть в переходные и монтажные отверстия, участки между компонентами, нагреть их и смочить все контактные подушки и выводы.
Задача второй (ламинарной) волны – полноценное формирование паяных соединений. В данном случае волнообразователь должен создать мертвую зону, где отсутствует или сильно замедлено движение припоя.
Характеристики конвейера
Плата с установленными на ней компонентами подается в установку пайки с помощью конвейера. В большинстве случаев оптимальный угол его наклона составляет 5-9 градусов. Больший угол наклона упрощает стекание избыточного припоя, снижая риск возникновения перемычек.
Скорость конвейера определяется степенью предварительного нагрева и времени, в течение которого ПП контактирует с волной припоя. Рекомендованная скорость для качественной пайки составляет от 80 до 140 см/мин.
Нанесение флюса
При пайке волной припоя флюс может распыляться на поверхность корпуса. Флюсователь должен наносить состав равномерно, без образования слепых зон.
Также необходимо учитывать давление, под которым флюс подается на поверхность платы. Низкое значение этого показателя способствует увеличению и нестабильности размеров капель флюса. Высокое давление делает состав мелкодисперсным, и он теряет свою активность еще на стадии предварительного нагрева.
Применяя высокоплотный флюс, параметры давления нужно настроить на 10-20% выше, чем для менее плотных аналогов.
Пайка электронных компонентов волновой припоем: основные методы
Пенное флюсование.
При использовании этого метода флюсователи настраиваются с помощью стеклянной платы. Нагнетание воздуха нужно подобрать таким образом, чтобы ширина смачивания была равна 1 см. Превышающая 80% интенсивная подача газообразной среды не рекомендуется, так как это ведет к увеличению размеров пузырьков пены, что снижает качество флюсования. Если повышение этого параметра не помогает, то стоит скорректировать высоту флюсователя, которая в большинстве случаев равна 10 см.
Предварительный нагрев.
Подбирать его температуру следует с учетом типа и структуры печатной платы, а также температуры, при которой испаряется растворитель. К спиртовым флюсам применяются следующие распространенные режимы в зависимости от вида ПП. Для многослойных ПП предварительный нагрев значит очень много, так как оказывает влияние на качество пайки сквозных металлизированных отверстий. При наличии на плате крупных компонентов рекомендуется применять коротковолновые нагреватели. Увеличивать температуру на этапе предварительного нагрева следует со скоростью не выше 2°С в секунду.
Высота волн.
Этот параметр рассчитывается как расстояние от высшей точки волнообразователя до нижней поверхности ПП. Для турбулентной волны этот показатель должен быть равен 7 мм, для ламинарной – 6,5-7 мм.
Ширина смачивания.
Наряду со скоростью движения конвейера этот параметр влияет на время, в течение которого ПП контактирует с припоем. Он настраивается с помощью платы из стекла, которую перед этим нужно отфлюсовать. Для турбулентной волны оптимальная ширина смачивания – 1-1,5 см, для ламинарной – 3-4 см.
Температура припоя в ванне.
Допустимый интервал этого показателя – 240-260°С. Чем она ниже, тем меньше риск термоудара по электронным компонентам. Повышение температуры до 260°С используется при пайке плат с несколькими слоями. Охлаждение ПП после пайки выполняется постепенно со скоростью 2-5°С/сек – это позволяет избежать термического удара по самой плате и компонентам.
На сайте компании Ассемрус представлено современное оборудование для пайки электронных компонентов волной припоя. Наши специалисты помогут вам подобрать установку с нужными характеристиками, проконсультируют насчет ее правильной эксплуатации.
Пайка является высокопроизводительным процессом, обеспечивает надёжное электрическое соединение, позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы), отсутствие значительных температурных короблений (по сравнению со сваркой). Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Исходя из физико-химической природы процесса, пайку можно определить следующим образом. Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. На границе между припоем и основным металлом образуются переходные слои, состоящие из продуктов их взаимодействия — твёрдых растворов и интерметаллидов. Они обеспечивают адгезию между припоем и основным металлом, однако слишком толстые слои интерметаллидов проявляют хрупкость и приводят к разрушению пайки.
Технология пайки медных труб будет интересна и начинающим и сформировавшимся специалистам по домашним трубопроводам. Ведь с помощью труб из меди можно выстроить и сверхэффективную систему отопления и практически вечных домашний водопровод.
Поэтому темой этой статьи стала пайка медных труб своими руками – самая распространенная и самая простая технология монтажа медных трубопроводов. Сам процесс пайки основан на герметизации стыковочного шва между трубой и муфтой (раструбом) с помощью термопластичного вещества – припоя. Этот материал плавится под действием высокотемпературного нагрева и затекает в стыки между трубой и муфтой (или раструбом). Кроме того, в процессе пайки слоем расплавленного припоя покрывается и кольцевой стыковочный шов.
В итоге, стыковочный узел покрывается слоем твердеющего по мере остывания припоя, который не только герметизирует, но и фиксирует место соединения трубы и муфты (раструба).
Такой тип монтажа усиливает надежность медных труб: ведь отвердевший припой не ослабляет, а усиливает общие прочностные характеристики трубопровода.
К тому же, паяные соединения очень легко демонтируются, для этого достаточно лишь нагреть стык и разъединить трубу и муфту. То есть, используя пайку, мы можем получить высокопрочный водовод, демонстрирующий лучшие качества разборных и неразборных трубопроводов.
Пайка труб медных – суть и технология процесса
Но хватит теории. Давайте перейдем к практике и рассмотрим процесс пайки во всех подробностях. Ну а начнем мы с изучения набора инструментов и расходных материалов для пайки.
Главный инструмент для пайки медных труб это, безусловно, паяльник. То есть прибор, создающий в области пайки высокотемпературную зону, в которой разогревается и труба и припой. Кроме того, помимо основного инструмента – паяльника, в процессе пайки будет задействован и вспомогательный комплект, необходимый для подготовки труб к стыковке. Причем, в большинстве случаев, в качестве пальников используются особые газовые горелки для пайки медных труб. А в состав вспомогательного комплекта включают следующие инструменты: труборез, фаскосниматель, расширитель для труб, молоток, рулетку.
Паста и флюс для пайки меди
В качестве высокотемпературного припоя используют тонкую медную проволоку, содержащую до 6 процентов фосфора. Температура плавления этого припоя равняется 600-800 градусам Цельсия. А в роли низкотемпературного припоя используется оловянная проволока, которая расплавится даже при 300-400 градусах Цельсия.
Флюс для пайки медных труб можно использовать и в виде отдельной жидкости, наносимой прямо на трубу и муфту, еще до сборки стыковочного узла, и в виде твердого вещества, расплавляемого в зоне пайки. Первый вариант, конечно же, эффективнее второго, да и процесс ввода жидкого флюса реализуется намного проще, чем плавка твердого вещества в зоне пайки.
Паста для пайки медных труб – это тот же флюс, только в виде загустевшей смеси, которую можно нанести на трубу и до процесса стыковки и после него. Причем, как и любой другой флюс, паста не только улучшает адгезию припоя к телу трубы, но и препятствует проникновению пузырей воздуха в стыковочный шов. Ну и после того, как все инструменты и материалы будут собраны, можно приступать к процессу подготовки стыковочного узла.
Этап предварительной подготовки
Для сборки стыковочного узла в бытовых трубопроводах используются либо специальные фитинги для медных труб под пайку, либо раструбные утолщения на торцах труб. Причем вариант с раструбом выглядит предпочтительнее: ведь в данном случае накладывается всего один стыковочный шов.
Медные фитинги необходимо заменить раструбными соединениями везде, где это возможно.
Раструбное утолщение можно создать прямо в теле трубы и для этого нужно сделать следующее:
После окончания развальцовки на торце второй трубы образуется раструб, готовый принять гладкий торец первой. Причем степень готовности раструба нужно проверять в процессе его изготовления, используя для этих целей гладкий торец первой трубы.
Этап пайки стыка труб
Поле подготовки раструбы или приобретения муфты можно приступать к пайке стыка. При этом необходимо сразу же определится с типом припоя и разновидностью процесса пайки.
Если выбран мягкий припой, то процесс пайки будет выглядеть следующим образом:
В итоге, стыковочный шов заполняется припоем, герметизирующим и фиксирующим трубу.
Высокотемпературная пайка медных труб твердым припоем выполнятся немного по-другому. Отличия в процессе пайки проявляются на этапе плавления припоя.
Ну а сама технология высокотемпературного соединения выглядит следующим образом:
В итоге, получается чрезвычайно прочный и абсолютно герметичный сварочный шов. И такую технологию соединения стыков можно использовать для пайки не только домашних трубопроводов, но и для линий высокого давления, применяемых в автостроении, машиностроении и самолетостроении.
Причины брака в паяных швах
В результате пайки получается надежное соединение.
В завершении нашей статьи мы затронем печальную тему неудачных попыток пайки труб. Ведь с первого раза этот процесс получится далеко не у всех домашних мастеров.
Типичные случаи брака в паяных швах возникают вследствие таких причин:
Кроме того, в процессе пайки очень важно придерживаться правил техники безопасности. Ведь эта технология связана с использованием открытого пламени (горелка) и химически активных реагентов (флюс). Поэтому при работе с горелкой, припоем и флюсом нужно использовать средства индивидуальной защиты: рукавицы, очки, фартуки и так далее.
МЕТОД ОПРЕДЕЛЕНИЯ ЗАТЕКАНИЯ ПРИПОЯ В ЗАЗОР
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ МОСКВА
Метод определения затекания припоя в зазорSoldering and brazing. Method for determining the filling of the clearance by the solderГОСТ 20485-75
Дата введения 01.01.76
Настоящий стандарт устанавливает метод определения затекания припоя в горизонтальный зазор по коэффициенту затекания и коэффициенту пористости и метод определения затекания припоя в вертикальный зазор переменной величины по высоте подъема.
(Измененная редакция, Изм. № 2).
1. МЕТОД ОПРЕДЕЛЕНИЯ ЗАТЕКАНИЯ ПРИПОЯ В ГОРИЗОНТАЛЬНЫЙ ЗАЗОР
1.1. Для испытаний должны применяться изготовленные из паяемого материала две пластины размерами 40 40 мм и 20
1.2. Толщина пластин должна быть от 1,0 до 2,0 мм. При толщине более 2,0 мм допускается механическая обработка пластин со стороны, не подвергаемой испытанию, до нужной толщины.
1.3. При испытании должен использоваться припой, дозированный по объему, в количестве 150 % объема зазора.
1.4. Подготовка поверхности пластин и припоя должна соответствовать технологическому процессу подготовки поверхностей перед пайкой.
1.5. Испытания следует проводить с флюсом или в среде, применяемой в соответствующем технологическом процессе пайки.
1.6. Подготовленные пластины должны быть собраны внахлестку с равномерным зазором требуемой величины и расположены симметрично. Величина зазора может фиксироваться двумя прокладками соответствующей толщины, расположенными вдоль больших сторон пластины размером 20
1.7. Пластины должны быть собраны так, чтобы не происходила их деформация на протяжении всего испытания.
1.8. Материал прокладок должен иметь температуру начала плавления выше температуры пайки и не вступать во взаимодействие с паяемым материалом и припоем.
1.9. Припой следует уложить равномерно вплотную у зазора вдоль меньшей стороны пластины размером 20
1.10. Образец в процессе испытания должен быть расположен горизонтально.
1.11. Установка для испытаний должна обеспечивать нагрев образца до температуры пайки и сохранение ее при испытании.
1.12. Режим нагрева и охлаждения образца должен задаваться программой испытания, соответствующей условиям нагрева и охлаждения изделия.
1.13. Измерение и автоматическую запись температуры следует проводить термоэлектрическими преобразователями и автоматическими приборами следящего уравновешивания по класса точности не ниже 0,5
1.14. Испытаниям должны подвергаться не менее трех образцов.
1.13, 1.14. (Измененная редакция, Изм. № 2).
1.15. Коэффициент заполнения %, вычисляют по формуле
— площадь заполнения зазора припоем, мм2;
— площадь верхней пластины образца без площади прокладок, мм2.
1.16. Коэффициент пористости , %, вычисляют по формуле
— площадь пор, мм2 (суммарная площадь газовых пор и участков несмачивания).
должны измеряться приборами, обеспечивающими погрешность измерения не более 0,5 мм2, на снимке, полученном после рентгеновского просвечивания образцов, или непосредственно на образце после удаления одной из пластин механической обработкой.
1.18. За значения должны приниматься среднеарифметические значения трех полученных результатов.
2. МЕТОД ОПРЕДЕЛЕНИЯ ЗАТЕКАНИЯ ПРИПОЯ В ВЕРТИКАЛЬНЫЙ ЗАЗОР
2.1. Для испытаний следует применять образец, состоящий из двух трубок А и В из паяемого материала в соответствии с черт. .
2.2. Образец перед испытанием должен быть собран в соответствии с черт. . Материал винтов и ванны должен иметь температуру начала плавления выше температуры пайки и не вступать во взаимодействие с паяемым материалом и припоем.
2.3. Подготовка внутренней поверхности трубки А, наружной поверхности трубки В и припоя должна соответствовать технологическому процессу подготовки поверхности паяемого изделия перед пайкой.
2.4. Припой кусками размером от 15 до 20 мм должен быть введен в отверстие внутренней трубки В.
Объем припоя — не более 1400 мм3.
2.5. Испытания следует проводить с флюсом или в среде, применяемой в соответствующем технологическом процессе пайки.
2.6. Установка для испытаний должна обеспечивать нагрев образца и припоя до температуры пайки и сохранение ее при испытании.
2.7. Режим нагрева и охлаждения образца должен быть задан программой испытания, соответствующей условиям нагрева и охлаждения изделия.
2.8. Измерение и автоматическую запись температуры следует проводить термоэлектрическими преобразователями и автоматическими приборами следящего уравновешивания по класса точности не ниже 0,5.
2.9. Испытаниям следует подвергать не менее трех образцов.
2.10. Высоту подъема в зависимости от зазора следует измерять на снимке, полученном после рентгеновского просвечивания образцов, или непосредственно на разрезанном образце.
Просвечивание или резы образца должны проводить в двух осях в направлениях 1 и 2 в соответствии с черт. .
2.11. Высоту подъема должны измерять приборами, обеспечивающими погрешность измерения не более 0,5 мм.
2.12. За значение высоты подъема припоя следует принимать среднеарифметическое значение трех полученных результатов.
Разд. . (Измененная редакция, Изм. № 2).
Результаты испытаний должны быть оформлены протоколом испытаний, в котором должны быть указаны:
марка или химический состав паяемых материалов;
марка или химический состав припоя;
способ подготовки паяемого материала и припоя;
среда испытания, марка или химический состав флюса или газовой среды;
источник нагрева;
температура испытания, °С;
время нагрева до температуры пайки;
время выдержки при температуре пайки;
время охлаждения до температуры 20 °С;
результаты испытаний или график зависимости высоты подъема от величины зазора.
Разд. . (Введен дополнительно, Изм. № 2).
1.РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
(руководитель темы), М.М. Калинин
2.УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 7 февраля 1975 г. № 350
3.Стандарт полностью соответствует СТ СЭВ 5686-86 и международному стандарту ИСО 5179-83
4.ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
ГОСТ 7164-78
5.Ограничение срока действия снято Постановлением Госстандарта от 29.10.87 № 4092
6.ИЗДАНИЕ (сентябрь 2000 г.) с Изменениями № 1, 2, утвержденными в феврале 1981 г., октябре 1987 г. (ИУС 5-81, 1-88)



