
Если у вас есть задача соединить 2 куска пластика, или нужно отремонтировать сломанный пластиковый предмет, пайка пластика часто может быть самым простым и самым дешевым вариантом. Вам понадобится электрический сварочный пистолет и соответствующий сварочный электрод для сварки пластика. Привыкание к жару сварочной горелки является, как правило, наиболее сложной частью процесса сварки. Используйте эти подсказки, чтобы узнать, как сварить пластик.
- Шаги
- Советы
- Предупреждения
- Что вам понадобится
- Присадочные прутки для соединения материалов из пластика
- Номенклатура изделий марки «KONEKT»
- Применение прутка «KONEKT»
- Преимущества продукции марки «KONEKT»
- Методы и технология сварки пластика
- Особенности
- Способы сварки
- Горячая
- Термосваривание
- Экструзионная
- Высокочастотная
- Индукционная
- Ультразвуковая
- Лазерная
- Трением
- Растворением
- Что понадобится?
- Все о пайке пластика феном
- Виды фенов и насадок
- Сопло для пайки пластмассы
- Насадка – сварочный наконечник
- Сопло для фена
- Насадка для оформления швов промеж полотен
- Сферы применения
- Как паять своими руками
- Виды пластика, которые свариваются
- Устройство и принцип действия ручного аппарата для сварки пластика
- Толщина соединяемых изделий
- Тип подаваемого материала
- Виды сварки для пластмассы
- Выбор прутка для спайки полимеров
- Самые удачные модели экструдеров
- Leister Fusion 3C 123. 866
- Видео-обзор сварочного экструдера Leister Fusion 3C 123. 866
Шаги
- Разогрейте сварочный пистолет, по крайней мере, 20 минут.
- Подготовьте пластик для сварки. Снимите пластиковую часть с объекта, если это возможно. Очистите пластик водой с мягким мылом или моющим средством и водой. Вытрите пластик тщательно сухой тканью.
- Зачистите пластик. Локализуйте область или области пластика, которые нужно сварить. Зачищайте края 80-ой наждачной бумагой, пока они не станут гладкие на ощупь.
- Защитите окрестности. Сомкните части, которые нужно соединить, и обезопасьте смежные области лентой фольги. Убедитесь, что вы соединили части плотно и точно в том положении, в котором вам нужно, чтобы они были.
- Вставьте сварочный электрод в разогретый паяльник. Этот электрод действует в качестве направляющей для горячего воздуха в паяльник.
- Перемещайте кончик сварочного пистолета медленно через край или по месту соединения, где пластмасса должна быть приварена. Вы увидите, что пластик расплавится для создания уплотнения. Чтобы определить, является ли температура достаточной, перемещайте сварочный пистолет то ближе к пластмассовым компонентам, то дальше; работайте стабильно и равномерно.
- Дайте пластиковым деталям остыть в течение не менее 5 минут.
- Зачищайте сварной шов 150-ой наждачной бумагой до обретения им однородности.
- Вскройте все пластиковое изделие растворителем на водной основе.
Советы
- Работайте в хорошо проветриваемом помещении.
- Зажимы могут быть полезны для удержания небольших пластиковых частей на месте во время сварки.
- Пользуйтесь защитными очками и перчатками в целях безопасности во время сварки.
Предупреждения
- Температура сварочного пистолета обычно в среднем 525 градусов F (274 °С), и он может стать причиной пожара, если положить его рядом другими предметами или неправильно выключить. При выключении пистолета обязательно уберите его из прямой рабочей области и поместите на подставку, чтобы дать ему остыть.
- Не прикасайтесь к стволу или кончику пистолета при работе с ним.
Что вам понадобится
- Сварочный пистолет
- Сварочный электрод
- 80-ая наждачная бумага
Присадочные прутки для соединения материалов из пластика
Компания «ПолиИмпекс» из Санкт-Петербурга выпускает присадочный пруток из пластика с маркой «KONEKT», с помощью которого производится пайка и сварка полимерных материалов, в т.ч. труб самотечных инженерных сетей, а также осуществляет продажу продукции собственного изготовления.
Номенклатура изделий марки «KONEKT»
Компания «ПолиИмпекс» производит продукцию из пластмасс, изготовленную на современном импортном экструзионном оборудовании. Покупатели могут купить изделия из:
- полиэтилена низкого давления;
- блок-сополимера полипропилена;
- полиамида
- сополимера акрилонитрила с бутадиеном и стиролом (АБС);
- поливинилхлорида.
Компания «ПолиИмпекс» предлагает купить полимерный присадочный пруток в бухтах по 1 кг и 5 кг:
- круглый, диаметром 3, 4 и 5 мм;
- треугольный сечением 3х3х5; 5х5х7, а также другие размеры Заказчика, которые находятся в этих диапазонах;
- овальный сечением 3,8х5,6 или другие размеры Заказчика, если они близки к указанным значениям
При покупке погонажных изделий можно выбрать цвет:
- белый;
- серый;
- черный;
- темно-зеленый;
- красный;
- синий;
- светло-голубой;
- терракотовый
- желтый
Широкая номенклатура материалов для экструзионной стыковки труб дает возможность приобретения материалов и монтажа коллектора хозбытовой, производственной или ливневой канализации любой протяженности.
Применение прутка «KONEKT»
Полипропиленовая присадка необходима при экструзионном соединении труб из этого же материала, а другие виды пластика используется для стыковки труб из ПНД, ПЭ и ПВХ. Экструзионный аппарат применяется, когда требуется монтаж толстостенных труб, пайка полотнищ линолеума, укладка полимерных кровельных мембран и в других случаях.
Технология экструзионной сварки предполагает соединение пластмассовых изделий за счет заполнения шва густой расплавленной массой, для образования которой используется круглый, треугольный или овальный пруток того же состава, что и пластик, из которого изготовлены свариваемые элементы или аналогичного ему по химическому составу, плотности и показателю текучести.
При этом сварочный метод не предполагает полного расплавления кромок соединяемых изделий. Шов возникает в ходе твердения и схватывания экструдированной расплавленной массы присадки с полурасплавленными кромками стыкуемых элементов. Прочность полученного стыка достигает 80% от показателей материала основных изделий.
Преимущества продукции марки «KONEKT»
Многие монтажные компании предпочитают покупать погонажные изделия из полипропилена торговой марки «KONEKT», пользующиеся высоким спросом на рынке, поскольку:
- выпускаются на современном экструзионном оборудовании с компьютерным управлением, исключающим влияние на качество готовой продукции человеческого фактора;
- благодаря использованию бесконтактной технологии калибровки прутков, расплавленный пластик не контактирует с деталями механики оборудования, за счет чего обеспечивается максимально гладкая поверхность погонажного изделия;
- изделия изготавливаются только из первичных материалов, что гарантирует высокое качество готовой продукции;
- продукция компании нетоксична и экологична, а швы, выполненные с ее использованием, обладают химической и коррозионной стойкостью.
Купить полипропиленовую присадку «KONEKT», значит обеспечить прочный и долговечный сварочный шов.
Ремонт пластика профессионально в Москве, срок ремонта от 15 минут.


Ремонтируем пластики практически любых марок, пластиковые изделия разной формы и конфигурации.
Поломка пластиковых изделий является достаточно распространенной проблемой в наши дни. Многие пластиковые изделия в процессе эксплуатации трескаются, ломаются и приходят в негодность. В восстановлении сломавшихся деталей поможет сварка пластика, или как еще называют этот процесс — пайка пластика.


Пайка пластмассы — процесс требующий тщательной подготовки, опыта специалиста и правильной оценки ремонтопригодности изделия. Если не соблюдать всех особенностей технологии, то шов получится ломким и не выдержит даже незначительных нагрузок.

Как отремонтировать пластиковую деталь? Для сварки есть несколько методов. Один из них — прутковая сварка горячим воздухом. Для каждого ремонтируемого изделия подбирается определенная температура сварки, иначе поверхности просто не схватятся друг с другом. Правильно подобранная температура еще не главное в ремонте, нужно тщательно подготовить поверхности, особым образом разделать кромки и очистить поверхность.


Отремонтировать трещину в пластике можно несколькими способами. Для определения технологии сваривания пластика, нужно знать характер повреждения и материал пластика. Пайка трещины в пластике может занять от 1 до нескольких часов. Процесс сварки пластикового изделия должен проходить в точном соответствии температурных и других факторов, самому отремонтировать пластик довольно проблематично, есть вероятность перегреть пластиковую деталь и сделать ее неремонтопригодной.



Другим методом ремонта является экструзионный способ. Это наиболее эффективная методика, позволяющая изделиям в дальнейшем работать герметично и под нагрузками. Не все изделия можно отремонтировать с помощью экструзионной сварки, иногда толщина материала или его свойства позволяют осуществить ремонт только с помощью пруткового способа. Для начала работ необходимо определить материал из которого сделана деталь, затем выбрать метод производства работ и приступить к восстановлению сломанного изделия. Каждый полимер (а их разновидностей большое множество) имеет свою температуру плавления, соответственно для ремонта нужно подбирать температурный режим индивидуально под каждое изделие.
Если встал вопрос как заделать трещину в пластике? — обращайтесь, будем рады помочь осуществить ремонт.
Восстановление пластиковых деталей осуществляется только профессиональными специалистами, что гарантирует полное соблюдение технологии. В работе мы используем сертифицированный материал для восстановления пластиковых изделий и деталей.
Методы и технология сварки пластика

Сварка пластика — один из самых надежных способов соединения материалов на полимерной основе. Применяя различные способы в домашних условиях, можно добиться надежного скрепления многослойных конструкций, сделать шов на трубчатых деталях. Правда, переходить к практической работе лучше после того, как будут освоены сварочный пистолет и другие инструменты, найден подходящий пруток для пластмасс.
Особенности
Сварка пластика — процесс, при котором края деталей из пластмассы соединяются путем нагрева или в результате химического воздействия. Для этих процессов тоже существуют свои регламенты, в частности ГОСТ Р ИСО 17659-2009. Сварка пластика предусматривает формирование соединений неразъемного типа за счет активации диффузионных процессов. Молекулы соединяемых материалов смешиваются, проникают друг в друга под воздействием химической реакции или нагрева. Граница между материалами становится нераздельной.
Наиболее эффективно сварочные процессы в пластмассах протекают в условиях, когда сам полимер находится в текучем или размягченном состоянии.
Именно на достижение такого результата и направлены все методы воздействия. Если диффузионная сварка невозможна, пластик растворяется и приводится в нужное состояние химическим путем либо для его связывания применяются присадочные материалы с нужными характеристиками.
У пластмасс способность к свариванию не является однородным понятием. Все их виды делятся на основные подгруппы согласно своим характеристикам.
- Хорошо поддающиеся сварке. Сюда входят термопласты и полимеры, соединять которые можно плавлением или другими методами, позволяющими нагревать изделия до жидкого агрегатного состояния или сильно размягчать их.
- Плохо свариваемые. Это термопласты, имеющие узкий температурный коридор плавления (менее 50 градусов) и небольшую вязкость расплава. Чаще всего такими свойствами обладают фторопласты и полуфабрикаты различных материалов с термопластичными свойствами. Для соединения таких пластиков приходится тщательно подбирать оптимальный способ сварки.
- Не плавящиеся. Эта группа термопластов обладает характеристиками, не позволяющими приводить их в состояние вязкости и текучести. Соединение возможно только при помощи химических реагентов на границе раздела материалов. Процесс сваривания таких пластиков требует значительных затрат времени.
- Не поддающиеся диффузионному воздействию. Сюда входят реактопласты и вулканизирующие полимеры. Для них используют методы сварки, при которых сочетается сразу несколько видов воздействия, в том числе с использованием давления или дополнительных агентов, образующих шов на границе материалов.
Именно исходя из особенностей пластика и его принадлежности к конкретной группе веществ определяется метод воздействия.
Способы сварки
В зависимости от того, к какой группе полимеров относятся скрепляемые материалы, их можно соединять разными способами. Существует множество технологий, позволяющих выполнить сварку пластиков в промышленных условиях или на дому. Стоит рассмотреть самые популярные из них более подробно.
Горячая
Метод сварки нагретым воздухом с направленным воздействием на материал. При помощи потока газообразной среды, генерируемого тепловой пушкой, происходит размягчение соединяемых полимеров. Посредством этого способа осуществляется изготовление пластиковых емкостей для воды и химикатов, водопроводной арматуры, теплообменников. Метод подходит для работы с тканями и пленками, поскольку не требует применения присадочных компонентов. Процесс сварки протекает быстро, может быть непрерывным.
Термосваривание
Комбинированный метод сварки, предусматривающий сочетание термического воздействия и давления на материал.
Способ довольно широко распространен, но предъявляет строгие требования к адгезионным свойствам пластиков.
Они должны совпадать по составу не менее чем на 80%. Для проверки на совместимость сверяется маркировка, проводятся специальные тесты.
Экструзионная
Способ, хорошо работающий при создании длинных сварных швов в материале толщиной более 6 мм, используется при соединении слоев линолеума и других плоских покрытий. Сварочный стержень помещается в корпус ручного экструдера, подается в место соединения с одновременным нагревом поверхности строительным феном или другим источником тепла. Все компоненты сплавляются, образуя неразрывный шов.
Высокочастотная
Метод, подходящий для сваривания некоторых полимеров: ацетатов, полиамидов, поливинилхлорида. При воздействии электромагнитных волн в ВЧ-диапазоне происходит локальный нагрев места соединения. Пластмасса размягчается, происходит смешивание слоев материала. Метод известен и используется более 70 лет. Также может встречаться определение «радиочастотная сварка».
Индукционная
Способ, разработанный специально для сварки пластмасс, обладающих низкими показателями электропроводности. Предусматривает создание соединения с использованием дополнительных компонентов — волокон углерода, металлических прокладок. Индукционная катушка в сварочном аппарате взаимодействует с ними, вызывая нагрев и сплавление деталей. Этот метод распространен в авиакосмической отрасли.
Ультразвуковая
Способ сварки, предусматривающий создание колебаний при помощи УЗ-волн на высоких частотах (15-40 кГц) и с низкой амплитудой.
В результате такого воздействия полимерный материал размягчается, происходит его оплавление и спаивание в месте соединения.
Метод хорош тем, что позволяет скреплять практически все существующие полимеры без ограничений.
Лазерная
Метод, при котором одновременно используются давление на область соединительного шва и спаивание при помощи лазерного луча. В результате воздействия происходит нагрев скрепляемых элементов, пластмассы размягчаются и прилипают друг к другу. Технология предусматривает использование лазерных полупроводниковых диодов с различной длиной волны и мощностью, подходящие параметры определяются свойствами конкретного материала.
Трением
Способ, при котором на пластик производится круговое или амплитудное механическое воздействие. Части свариваемых полимеров колеблются с низкой частотой и высокой амплитудой до тех пор, пока не произойдет их достаточный разогрев. По своему действию этот способ похож на ультразвуковой, с той лишь разницей, что источник термической реакции не требует применения волновых источников тепла. При оплавлении контактные зоны провоцируют деформацию слоев, их проникновение друг в друга. После остывания на границе формируется сварной шов.
Растворением
Способ сварки пластиков с применением химических реагентов. Полимерный материал в месте нанесения состава становится податливым для соединения. Все химические реакции протекают без использования специальных тепловых режимов, при комнатной температуре.
Благодаря растворению полимерные частицы равномерно перемешиваются на границе шва, а после отвердения образуют прочную связь, монолитное соединение.
Таким способом скрепляют полотна ПВХ при изготовлении натяжных потолков, пластиковые трубы при сантехнических работах в быту.
Что понадобится?
Для успешной самостоятельной сварки пластиков в домашних условиях необходимо заранее приобрести набор необходимых инструментов и расходных материалов. Самое простое устройство — сварочный аппарат, выпускаемый в модификациях для труб и объемных деталей, стыковки в раструб или внахлест. Оборудование должно иметь регулятор нагрева в диапазоне до 260 градусов по Цельсию.
Сварочный пистолет или строительный фен со специальной подающей пруток насадкой предусматривают работу с присадочными материалами. К ним необходимо дополнительно приобретать стержни из материала, образующего шов. Вариант со строительным феном удобнее и практичнее, поскольку позволяет занимать при работе только одну руку. При выборе прибора важно обратить внимание на мощность — оптимальный диапазон варьируется от 1,5 до 2 кВт.
На таких инструментах тоже имеется терморегулятор.
Экструдер — аппарат, при помощи которого в зону сварки подается расплавленная пластмасса. Такое оборудование не самое дешевое, зато оно надежно, формирует ровный шов. Инструмент может быть контактного типа или бесконтактный, с дополнительным валиком для разравнивания нагретой массы. Первый вариант более безопасный в работе. В качестве соединительного материала чаще всего выступает все тот же присадочный пруток.
В домашних условиях сварка пластмассовых изделий может производиться несколькими способами. Для листов полимерных материалов с соединением встык применяется нагрев при помощи специальных инструментов. Чаще всего это термопистолет или фен с насадкой, в который вставляются прутки. Таблица разогрева веществ с разной температурой плавления обычно прилагается в инструкции к устройству. Температуру регулируют исходя из типа соединяемых поверхностей. Также можно применять обычный паяльник, если стыковка выполняется внахлест.
Метод экструзии позволяет вести работу бесконтактно — с использованием прижимного ролика, а также контактно – с касанием материала непосредственно наконечником. Таким способом можно соединять различные пластиковые детали, запаивать пустоты между слоями плоских материалов.
Сварочный аппарат может оказывать прямое или косвенное термическое воздействие. Этот инструмент ориентирован на монтаж неразрывных трубопроводов без винтовых соединений, в том числе с разным торцевым сечением деталей.
После разогрева места стыковки до температуры плавления шов остужается.
Не менее популярна для использования в домашних условиях и горячая сварка пластиков. Она подразумевает подачу разогретой газообразной среды на поверхность материала. Чаще всего это делается с применением строительного фена или газовой горелки. В зависимости от условий работы в качестве теплоносителя выступает обычный воздух или азот, аргон. При подборе среды следует учесть характеристики сплавляемых деталей.
При горячей сварке пластиков отсутствуют ограничения по форме и размеру изделий. Можно создавать соединения любой длины. Кроме того, горячим воздухом можно ремонтировать изделия из полимеров с тонкими стенками, различные емкости. Производить воздействие можно напрямую или при помощи специальных присадок (прутков, планок) по диаметру обрабатываемой детали.
Обязательным условием успешного соединения материалов является предварительное обезжиривание места соединения. При наплавлении прутка он может крепиться в зазор или поверх материалов. Излишки впоследствии срезаются. Важно избегать деформации краев изделия, тщательно следить за соблюдением температуры нагрева.
О том, как паять пластик, смотрите далее.
Все о пайке пластика феном

Строительный фен (или термофен) является востребованным инструментом при осуществлении различных ремонтных работ. В круг его возможностей входят сушка, пайка, сваривание, нарезка и изгиб материала. Но потенциалы его применения значительно обширнее. Находчивый человек способен придумать массу возможностей применения данного инструмента, поскольку современный термофен для сварки пластика даёт возможность производить работы различной сложности за короткий промежуток времени. Даже недорогие образцы способны помочь произвести простой ремонт ПВХ труб в жилище, не говоря уже о специализированных строительных (технических, промышленных) устройствах, предназначенных для выполнения крупномасштабных работ.
Процедура пайки строительным феном сопряжена с большой затратой энергоресурсов, потому как мощность нагревателя порою достигает 2,5 кВт. Это способствует высокой производительности – 300-400 л/мин. Поток разогретых воздушных масс оказывает воздействие на большую площадь, что порой неудобно при необходимости воздействия на определённую точку. В связи с этим сварку пластика посредством фена осуществляют с использованием насадок для быстрой пайки, которые дают возможность подать присадочный материал прямиком в область соединения.
Виды фенов и насадок
Ручные термофены для пайки полимеров бывают 2-х видов:
- бытовой;
- промышленный.
Конструкция у них одинаковая, различия лишь в возможностях и вспомогательных функциях.
Промышленные устройства имеют большую мощность и высокую температуру разогрева воздуха. Посредством их, к примеру, выполняют сборку крупных трубопроводов. Более того, подобные устройства практикуются в связке со специализированной паяльной установкой.
В домашних условиях вы едва ли станете использовать подобное оснащение, к тому же оно очень дорогое.
Бытовые сварочные фены функционируют от простой розетки и разогревают воздух до 600° C. Таким образом, с их помощью можно сделать следующее:
- отремонтировать ПВХ трубы на дачном участке;
- восстановить лопнувший пластмассовый бампер на собственном автомобиле и т. д.
Бытовые приборы малогабаритные и лёгкие, не отнимают много пространства и довольно экономны в вопросе потребления электрической энергии.
При реализации фена он комплектуется разными насадками. Их другое наименование – сопла либо форсунки. Зачастую для работы комплекта не хватает, но приспособления можно докупить отдельно. Большой выбор увеличивает возможности применения термофена посредством изменения мощи и формы потока воздуха.
Рассмотрим особенно используемые насадки:
Насадка подбирается исходя из планируемой работы с термофеном.
Сопло для пайки пластмассы
Выполнить ремонт изделий из пластика значительно проще, нежели из металла. Для этого не требуется большая температура, использование трансформаторов. Достаточно задействовать промышленный термофен и верно подобрать вспомогательные компоненты.
Для пайки предметов из пластика сгодится специализированное плоское V-образное сопло. Оно оснащается сварочным прутком, который является припоем. Структура прутка должна быть такой же, что и соединяемый материал.
Насадка – сварочный наконечник
Он состоит из 2 трубок, соединённых под углом. По одной трубке идёт разогретый воздушный поток в рабочую область, по другой – размягчённый сварочный пруток. Его структура полностью совпадает с материалом свариваемого предмета.
Сопло для фена
Сопло являет собой трубку с разным сечением, становящуюся к выходу уже. Благодаря этому возрастает скорость и давление выходящего разогретого воздушного потока.
Можно практиковать для разогрева труб из поливинилхлорида перед загибом, наклеивания предохранительной и клеящей ленты либо шпона, сваривания деталей.
Насадка для оформления швов промеж полотен
Для пайки линолеума практикуют насадку, оснащённую держателем для ленты из полимерных материалов, посредством которой и осуществляется сварка.
Сферы применения
В настоящее время термофен с насадками практикуется как в домашних условиях, так и на больших предприятиях для решения различных задач. Один инструмент не в силах исполнять большинство функций, однако с комплектом насадок устройство становится многофункциональным и применяется:
- для соединения и обработки швов;
- заделки трещин, деформаций, неровностей;
- спаивания предметов из плёнки на базе полимеров, пластика с иными материалами;
- работ по устройству кровель;
- монтажных, демонтажных, восстановительных работ в автомобильной сфере.
Помимо указанных выше мероприятий, термофен с насадками может выполнить массу иных работ, где практикуются мягкие полимерные материалы и необходимо термическое воздействие.
Как паять своими руками
Надо сказать, что термофеном для пайки пластика не так легко работать, как может выглядеть со стороны, поскольку у полимеров температура плавления различается. У поливинилхлорида она составляет 150-220° C, у полипропилена – 160° C.
Отступление в какую-либо из сторон повлечёт непровар стыкового соединения либо перегрев, что равным образом неудовлетворительно скажется на качестве окончательного результата.
Новичкам желательно попробовать спаять какой-нибудь черновой материал.
Для осуществления пайки термопластичного полимера понадобятся:
- сам термофен;
- ряд сопел к нему;
- сварочный пруток (лента).
От верно подобранного сопла на фен находится в зависимости надёжность выполненного соединения. Для пайки толстых предметов желательно применять насадку диаметром 5-8 миллиметров.
Имейте в виду, что не все термофены комплектуются нужным количеством сопел, поэтому потребуется их докупать.
Припой представляет собой специальные прутки полимера, которые при нагревании плавятся и заполняют собой пространство промеж соединяемых заготовок.
Наряду с этим края деталей также плавятся, что ведёт к спаиванию элементов в одно целое. Стык выходит крепким благодаря молекулярным связям припоя с пластмассовыми заготовками. Под любой тип пластика потребуется искать свой тип прутка.
Следует приготовить определённый вспомогательный инструментарий и материалы для пайки. Понадобится напильник либо наждачка, растворитель, ножик для обрезки лишнего припоя после его затвердевания.
- Первым делом, как говорилось ранее, подбирают прутки пластика под материал спаиваемых деталей, дополнительно настраивается режим температуры пайки. Для этого требуется точно знать разновидность пластика. Обозначение, как правило, находится с оборотной стороны изделия.
- Выполняют зачистку сопрягаемых областей наждачкой либо напильником, а при необходимости используют растворитель.
- Затем в область пайки вставляют пруток. Вся область разогревается феном, принимая во внимание температуру плавления. Следует выдержать нужное время, чтобы припой и края деталей как следует прогрелись. При этом необходимо одинаково греть оба изделия.
- После того как пластик под воздействием термофена станет плавиться, пруток вдавливают в область соединения. При применении промышленных термофенов практикуется специализированная машинка, посредством которой осуществляется уплотнение расплавленного прутка промеж пластиковых деталей. Под давлением машинки совершается уплотнение. Это укрепляет стык.
- После завершения работ, как только пластик охладится и будет прочным, необходимо срезать весь лишний материал до поверхности сопрягаемых деталей. Для этой цели, как правило, применяется специализированный серпообразный нож.
Если выполнить это трудно, в таком случае надо немножко разогреть место сопряжения тем же термофеном.
Только не перестарайтесь! Излишний нагрев пластика способен спровоцировать расслаивание.
Наглядный обзор пайки пластика термофеном на примере бака от стиральной машины представлен в следующем видео.

Сварка пластика является самым экономичным технологичными способом, не имеющим аналогичных методов скрепления пластмассовых деталей.
Сварочные работы пластиковых изделий гарантируют высокое качество скрепления, а также возможность совершать процесс вне зависимости от условий – в массовом или единичном производстве, на промышленных предприятиях либо в домашних условиях.
Виды пластика, которые свариваются
Свои свойства при расплавлении с последующим остыванием сохраняют не все разновидности пластика. Невозможна сварка пластика, который боится нагрева. Эти виды полимерных материалов называются реактопластами. Они горючие, при нагреве начинают дымить, при высокой температуре горят, обугливаются.
Хорошо свариваются только термопласты, самые распространённые из них ПВХ (поливинилхлорид), полиэтилен и полипропилен. Другие виды разогреваемых пластмасс обычно склеивают или монтируют на обрешетке. Это:
- нейлон;
- поливинилацетат;
- поликарбонат;
- полиэтилентерефталат;
- полистирол.
Сварочный процесс возможен, если детали выполнены из однородного пластика. Формат особенной роли не играет. Соединять детали можно на всю толщину или на треть слоя, при меньшем шве сцепление деталей считается ненадежным. Трубные изделия чаще монтируются внахлест. Такое соединение имеет большую площадь сцепления.
Устройство и принцип действия ручного аппарата для сварки пластика

По форме экструдер несколько напоминает пистолет-пулемёт времён Второй мировой войны с боковым расположением магазина, только массивнее и более угловатый.
Агрегат для сварки изделий из пластика чаще всего выполняется с рукояткой пистолетного типа, как и многие другие инструменты, например, электродрель.
В конструкцию любого экструдера входят следующие элементы:
- Электропривод. Эту функцию выполняет мощный электромотор, который устанавливается в задней части прибора. Питание производится от сети 220 вольт.
- Электронагреватель с вентилятором. Здесь снова же с помощью электричества формируется поток горячего воздуха, предназначенный для приведения заготовок в размягчённое состояние.
- Камера подачи материала. Имеет трубчатую форму, внутри полая, но по центру её проходит ось шнекового винта, как в мясорубке. При вращении он не только измельчает материал, подаваемый в камеру, но и продвигает его к выходу, формируя необходимое давление.
- Экструзионная камера. Здесь измельчённый и расплавленный пластик скапливается и под давлением начинает выходить из отверстия в конце камеры.
- ТЭН. Создаёт нагревательную рубашку вокруг камеры подачи и экструзии, обеспечивая нагрев и расплавление пластика.
- Сварочный башмак. Это насадка, надевающаяся на подающее сопло экструзионной камеры. Благодаря башмаку разогретая пластиковая масса имеет определённую форму. Это позволяет работать с разной конфигурацией сварочных швов.
- Блок регулировок. Имеет органы управления для изменения параметров нагрева и скорости вращения шнека.
Принцип действия ручного сварочного экструдера принципиально выглядит следующим образом: подаваемый внутрь аппарата присадочный пруток или гранулы пластика в загрузочной камере начинают размягчаться и становятся вязкими.
Шнековый винт измельчает и продвигает пластик, пока тот не накопится в экструзионной камере. Оттуда тот выдавливается под давлением, как с помощью кондитерского шприца выдавливают крем. Одновременно горячий воздух, подаваемый на заготовки из сопла, разогревает их до состояния склеивания с выходящей массой.
Куликов Владимир Сергеевич
Результат — шов, который составляет около 80% прочности монолитного изделия. В случае тонких листовых конструкций линия излома даже не пройдёт по сварке, так как шов будет обладать большей прочностью, чем поверхность.

Прутки для пластика могут поставляться в небольших бобинах
Работа над свариванием пластика берет начало на уровне подготовки. Поверхность детали зачищается от грязи, шероховатостей и неровностей. Для разных типов полимеров используется разные способы зачистки – от наждачной бумаги до шлифовальных машин.
Принцип выравнивания поверхности работает так же, как и с металлическими деталями – это обеспечивает надежный, качественный шов.
У прутков для сварки пластика с круглым сечением затачивается внешний край. Остальное зависит от вида используемого паяльника. При работе с экструдером, имеющим разъем для присадочной проволоки, нужно вставить туда пруток и включить аппарат.
Далее подождать нагревание рабочего элемента, и включить подачу, прикоснувшись соплом месту спайки. При работе с ручным феном достаточно приложить к месту сваривания деталей пруток для сварки пластика и нагреть его с малого расстояния.
Формирование шва происходит постепенно. Рабочая часть не должна плавиться чересчур быстро, не допускается неравномерность шва. При использовании полипропиленового типа требуется прижатие к поверхности детали для равномерного заполнения стыка.
Если во время пайки пруток был задействован не весь, излишки можно убрать. Поверхность шва прогревается, лишняя часть срезается. Однако нельзя перегревать шов, это может привести к деформации.

Несмотря на общий для всех сварочных экструдеров принцип работы, они могут иметь некоторые отличия.
Параметры устройств обусловливают их сферу применения.
Один из главных параметров в любом инструменте. Определяет как работу привода шнекового винта, осуществляющего измельчение и подачу пластика, так и работу нагревательного элемента. Непосредственно от мощности зависит производительность экструдера, то есть насколько быстро он может работать с максимальной длиной сварочного шва. Как и любой предмет с электрическим нагревом, ручной экструдер должен иметь довольно большую мощность для комфортной и быстрой работы. У большинства представленных на рынке устройств она находится в пределах от 1600 до 3600 Ватт. Чем больше этот параметр, тем больше пластика он может расплавить и подать через башмак на свариваемые заготовки.
Толщина соединяемых изделий
Определяет, с какими заготовками может допускается работа аппарата. Линейно зависит от мощности — чем она выше, тем толще можно брать детали на сварку. Параметр актуален для производства и ремонта, так как далеко не у всех есть необходимость производить сварку толстых листов. Нижний порог обычно начинается от 1,5 мм. Соединить можно и более тонкие листы, однако в этом случае заготовка может деформироваться под влиянием мощного разогрева. Верхний предел у мощных устройств может достигать 40 мм. При большей толщине прочность сварочного шва резко падает, так как прогреть и расплавить такую заготовку на всю глубину уже проблематично.
Для моделей с подачей именно пластикового стержня вводится параметр допустимого диаметра. У профессиональных моделей он составляет 5 — 6 мм, в противном случае обеспечить необходимую производительность килограмм пластика в час не удастся. Компактные модели для меньшей толщины изделий и пруток используют 3 мм.
Тип подаваемого материала

Для работы экструдерам требуется непрерывная подача материала, который аппарат в расплавленном состоянии выдавливает на заготовки.
Материал может быть в двух вариантах исполнения — пластиковый присадочный пруток либо гранулят.
Первый вариант оказался удобнее и получил значительно большее распространение, чем второй по нескольким причинам:
- Пруток, смотанный в бухты, удобнее транспортировать. В случае повреждения транспортировочной упаковки материал не получает критических повреждений. А вот гранулят при разрыве мешка высыпался, и никто его уже не собирал.
- Пруток, заведённый в приёмную камеру, может подаваться до тех пор, пока не размотается бухта. Нужно лишь слегка высвобождать несколько витков для последующей работы. Гранулят засыпается в специальный бункер. Для того, чтобы заполнить, его нужно снять. Бункер открытого типа неудобен в работе, материал из него может высыпаться. Но даже в этом случае для снаряжения экструдера нужно либо оторваться от работы, либо иметь в штате помощника-ассистента.
Простые модели экструдеров оснащены всего лишь парой механических переключателей — рукояток с делениями. С помощью них можно отрегулировать температуру подаваемой пластиковой массы и скорость её подачи. Продвинутый профессиональный инструмент комплектуется электронными системами. Здесь за регулировку отвечает электронный блок, а информация выводится на жидкокристаллический дисплей. Как вишенка на торте — оснащённость датчиками окружающей температуры для минимизации перепада на выходе пластиковой массы.
Поскольку далеко не все операторы могут напрямую безошибочно связать мощность и объём работы, который позволяет выполнить инструмент, вводится понятие производительности в единицу времени. Эта характеристика показывает, сколько расплавленной пластиковой массы может произвести аппарат в час. Соответственно, чем больше показатель, тем более пригоден прибор для профессионального использования при больших объёмах работы. Измеряется в килограммах в час, может варьироваться в пределах от 0,5 до 3 кг/ч.
Виды сварки для пластмассы
Сварка пластмассы может осуществляться большим количеством методов.
Их классификация насчитывает два основных типа: скрепление частей при помощи нагрева поверхности строительного пластика до вязкотекучей концентрации и сварка полиэтилена без применения нагрева, с более низкой температурой, не доходя до вязкотекучей консистенции.
Этого состояния можно добиться при помощи растворителя.
Самым распространенным методом сварки пластиковых изделий является плавление при помощи термофена.

Разновидности сварки пластика.
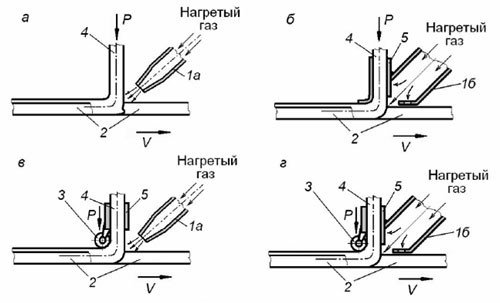
Помимо этого, принимая ко вниманию способ изменения и ввод в контактное место, стоит отметить и другие способы работы с пластиком, а именно:
- нагретый газ – сварка происходит встык;
- расплавленная присадка;
- ультразвук;
- трение – для этого используются специальные прутки;
- световое, инфракрасное либо лазерное излучение;
- специальное нагретое оборудование;
- ток повышенной частоты.
Под воздействием горячей температуры, а также за счет свойства свариваться при помощи тепла, полимер делится на термопласт и реактопласт. В первом случае вязкотекучего состояния добиться крайне трудно из-за химического состава элемента.
Главной особенностью выступает многократное нагревание, доведение конструкции до мягкого состояния, а затем возвращение её в первоначальное состояние, не нарушая структуру и свойства.
Многие полимеры оказываются термопластами. Реактопласт, наоборот же, после проведения обработки под влиянием сварочного оборудования видоизменяется и теряет своё первоначальное состояние, переходя в более вязкотекучую консистенцию. Не рекомендуется такой материал сваривать при помощи увеличения температуры.
Технология сварки пластика.
Сварка пластика феном проходит несколько основных этапов:
- Подвод и изменение энергетического потока, который обеспечивает надежность деталей, подвергаемых сварке.
- Взаимодействие двух скрепляемых частей при соприкосновении друг к другу.
- Формирование структуры пластика в месте соприкосновения.
Второй этап в процессе сварки пластиковых изделий является одним из самых важных, поскольку от него зависит качество скрепления.
Вязкотекучее состояние возникает за счет смешивания расплавленных слоев, где в итоге грань трещины пропадает и соединение имеет повышенную прочность, нежели при высокоэластичной консистенции. Скрепляются детали достаточно быстро, даже при ультразвуковой и высокочастотной сварке.
Выбор прутка для спайки полимеров
https://youtube.com/watch?v=dMj7WXfvpA8%3Ffeature%3Doembed
Присадочные проволоки для полимеров производятся на базе различных материалов. Существуют присадочные прутки типа ПП (РР, полипропилен), присадочная проволока АБС (ABS), а также прочие разновидности, которых довольно много. Ведь количество типов проволок зависит от количества разновидностей пластмасс.
Это основано на том, что для качественного выполнения шва состав материала детали должен быть идентичен составу рабочего элемента.
Это правило, работающее как для металлов, так и для полимерных соединений. Нужно выполнить сваривание полипропилена низкого давления? Берется присадочный тип ПНД.
Стоит помнить, что диаметр прутка для сварки пластика не должен превышать ширину отверстия паяльного аппарата. Превышение толщины рабочего элемента приведет к его застреванию внутри паяльника. Это правило относится ко всем его видам.
Полимерные присадочные элементы бывают разного типа сечения. Этот показатель зависит от производящей их компании.
Кто-то производит их с сечением в форме треугольника, кто-то – в форме круга. Встречаются также плоские модели прутков для сварки пластика. Круглое сечение подходит для всех типов работ.
Сечение в форме треугольника лучше справляется со сваркой под углом. Плоские модели хорошо паяют стыки в одной плоскости.
В отличие от такого распространённого инструмента, как дрели, болгарки и перфораторы, ручные сварочные экструдеры характеризуются весьма узкой специализацией. Массовый спрос на них практически отсутствует, зато те специалисты, которые приобретают данный аппарат хорошо разбираются в характеристиках и готовы выложить за профессиональный инструмент не одну сотню тысяч рублей. Правда, и риск высок.
Так складывается ситуация на рынке оборудования. Ручной экструдер практически невозможно найти в обычном строительном магазине. Его реализуют либо специализированные организации под заказ, либо через интернет на профильных сайтах. И цена у такого устройства стартует от 50 тысяч рублей. Мощные экземпляры стоят уже значительно дороже: 200 — 500 тысяч.
Взять «левый» инструмент в профессиональном деле подобно провалу поэтому сосредоточить внимание стоит на продукции надёжных производителей.

Германия. Вроде настоящая, без китайской сборки. Качественная надёжная сборка и материалы. Высокая ремонтопригодность, что немаловажно для аппарата такого класса — после поломки его не выкинешь, будет жалко потраченных денег. Впрочем, поломке ещё надо случиться, ведь всё продумано до мелочей. Большинство инструментов имеют раздельный нагрев массы и заготовки, что позволяет работать на улице при низких температурах.
Швейцария. Где находится производство, компания не афиширует, а пользователи доверяют ей, пока их устраивает высокое качество инструмента. Известная марка в России, есть несколько линеек разной мощности. «Фишкой» Ляйстера является продвинутая система интеллектуального управления процессом экструзии. Информация выводится на дисплей, пользователь имеет доступ к большому числу точных настроек.

Италия. Достойный конкурент приведённых выше аппаратов. Большинство изделий характеризуются высокой мощностью (минимальная производительность 2 кг/час). Имеет компактные размеры и различные удобства вроде эргономичных рукояток, выверенного центра тяжести и подсветки зоны сваривания.
Дочерний бренд Leister. Видя, что многие хотят подешевле, швейцарцы организовали сборку в Китае, немного снизили качество и ощутимо сбросили цену. Впрочем, бояться инструмент, как кота в мешке, не стоит: даже китайская сборка всё равно опережает российскую, тем более что контроль качества всё же не пропускает откровенно ущербные аппараты на рынок.
Маркируется РСЭ, то есть просто аббревиатурой, за которой идёт расшифровка мощности и других параметров. Иногда могут брендироваться именем собственным, например, Урал-1. Собирается на отечественных заводах или на китайских по заказу из Москвы. По обещанию некоторых производителей, окупает себя после первого выполненного заказа.
Хотите инструмент по цене работы на нём — тогда вам сюда. Серьёзно, есть поклонники и этого оборудования. Чаще всего это мастера, которые и сами экструдер собрать могут. Покупают изделие российской марки как конструктор, из которого можно «сварганить» что-то под свои нужды.
Самые удачные модели экструдеров

- Мощность 4 кВт.
- Производительность 5 кг/ч.
- Диаметр прутка 4 -5 мм.
- Толщина свариваемых. поверхностей 15 — 40 мм.
- Средняя цена 450 000 р.
Мощная высокопроизводительная модель, обеспечивает выход пластиковой массы до 5 кг-час. Относительно компактные размеры при большой мощности позволяют использовать экструдер в ограниченном пространстве, например, в системах вентиляции, внутри ёмкостей и трубопроводов. Контроллер температуры раздельный, что позволяет отдельно регулировать жар из сопла разогрева и экструзионную массу. Производителем заявлен расход воздуха 350 л/мин. Такой мощный горячий поток способен разогреть толстостенные конструкции до 40 мм толщиной.
Leister Fusion 3C 123. 866

- Мощность 2,8 кВТ.
- Производительность 1,8 — 3,6 кг/ч.
- Диаметр прутка 4 — 5 мм.
- Толщина свариваемых. поверхностей 3 — 20 мм.
- Средняя цена 280 000 р.
Компактный и высокопроизводительный экструдер средней мощности. Универсальный аппарат благодаря широкому диапазону регулировок. Производитель обращает внимание на наличие контроллера скорости вращения шнека, сопряжённого с температурой. Это даёт возможность плавно регулировать количество подаваемого материала. В результате становится возможной работа как с тонкими материалами, так и с толстостенными элементами вроде бочек и бассейнов.

- Мощность 2300 Вт.
- Производительность до 2,5 кг/ч.
- Диаметр прутка 3 — 4 мм.
- Толщина свариваемых. поверхностей 4 — 15 мм.
- Средняя цена 240 000 р.
Одно из самых бюджетных решений среди экструдеров Мюнш. Мощность невелика для профессионального аппарата, поэтому он предназначен для тонких и лёгких работ. Зато сварочный шов получается идеальным. Модель почти не содержит различных «примочек», нагрев прутка и выходящего воздуха совмещён. Это ограничивает сферу применения тёплыми цехами. Зато качество изготовления и надёжность позволяют не жаловаться на инструмент.
Видео-обзор сварочного экструдера Leister Fusion 3C 123. 866
https://youtube.com/watch?v=3mkMnYcBUmo%3Ffeature%3Doembed
- https://prosvarku.info/rashodnye-materialy/prutok-dlya-svarki-plastika: использовано 2 блоков из 4, кол-во символов 2648 (11%)
- https://svarkaprosto.ru/tehnologii/oborudovanie-dlya-svarki-plastmass: использовано 2 блоков из 7, кол-во символов 2426 (10%)
- https://tutsvarka.ru/vidy/svarka-plastika: использовано 4 блоков из 4, кол-во символов 6673 (29%)
- https://tehno-gid.net/hand/svarka-plastika-vybor-ruchnogo-svarochnogo-ekstrudera.html: использовано 5 блоков из 7, кол-во символов 11643 (50%)



