
- Виды пайки
- Инструменты для пайки SMD
- Пошаговая инструкция по пайке SMD компонентов
- Что такое процесс пайки компонентов печатной платы?
- Меры предосторожности при пайке компонентов PCBA
- Выбор компонентов печатной платы для пайки
- Наборы для сборки электроники
- Плата со светодиодом с сенсорным управлением
- Модуль диммера 100 Вт
- Комплект сборный для создания платы сигнализации при отключении питания и других самоделок
- Песочные часы электронные
- Конструктор электронный Собери сам — генератор белого шума
- Простой набор для сборки, склейки и пайки самолета с двигателем в деревянном корпусе
- Светодиодный фейерверк
- Набор для записи голоса
- Плата управления светом
- Набор для сборки платы детектора металла
- Умная машинка
- Магнитный индикатор
- Регулятор яркости
- Плата питания
- Светодиодная лампа с синими светодиодами и со стабилизатором, набор сделай сам
- Сигнализация с сенсором
- Радиоуправляемая лодка
- Настольный вентилятор
- Часы наручные
- Bluetooth колонка Подсолнух
- Макетная плата SYB-500
- Виды пайки в радиоэлектронике и телекоммуникациях
- Поверхностная монтажная пайка (SMT)
- Отверточная пайка (THT)
- Поверхностно-отверточная пайка (Mixed Technology Soldering)
- Рефлов-пайка (Reflow Soldering)
- Лучшая практика пайки SMD
- Видеоурок по пайке компонентов печатной платы
- Как паять компоненты печатной платы
- Пайка с помощью паяльника
- Пайка с использованием фитиля для пайки
- Пайка с использованием паяльного насоса
- Пайка с использованием мощной паяльной станции
- Пайка с помощью теплового пистолета
- Советы, которым следует следовать в процессе пайки
- Недостатки пайки волной
- Преимущества пайки волной
Виды пайки
Существует несколько методик пайки SMD компонентов, каждая из которых имеет свои особенности:
Пайка паяльником: этот метод является одним из наиболее распространенных и прямолинейных способов пайки SMD компонентов. Он подразумевает прогревание поверхности монтажа и нанесение припоя.
Пайка горячим воздухом: данный метод заключается в использовании инструмента, который генерирует горячий воздух для плавления припоя. Такой способ позволяет равномерно прогреть несколько контактов одновременно.
Пайка рефлов печью: это самый автоматизированный способ пайки SMD компонентов. Печь создает нужные температурные условия для плавления припоя на всей поверхности платы одновременно.
Инструменты для пайки SMD
Для успешной пайки SMD компонентов необходимы следующие инструменты:
- Паяльник с тонким наконечником
- Пинцет или щипцы для удержания компонентов
- Флюс для легкой пайки
- Паяльная проволока или специальные паяльные струны
- Мультиметр для проверки соединений после пайки
Пошаговая инструкция по пайке SMD компонентов
- Подготовьте все необходимые инструменты и протестируйте паяльник.
- Нанесите флюкс на контактные площадки платы.
- Подогрейте поверхность монтажа компонента припоем с одной стороны.
- Установите компонент на печатную плату с помощью пинцета.
- Плавно прогрейте другую сторону компонента, нанеся припой.
- Проверьте соединения с помощью мультиметра.
- Удалите излишки флюкса с поверхности платы.
После выполнения всех этих шагов ваши SMD компоненты будут успешно паяться на печатной плате. Необходимо, однако, учитывать особенности каждого компонента и следовать инструкциям производителя для достижения оптимального результата.
Чтобы пайка была эффективной, необходимо обеспечить настраиваемые характеристики каждой волны. Для этого установки должны быть оборудованы отдельными соплами, насосами и контрольными модулями для каждой волны. Также их лучше приобретать с дешунтирующим ножом, который разрушает перемычки между близкорасположенными контактами.
Что такое процесс пайки компонентов печатной платы?

Фабрика PCBA припаивает электронные компоненты к голой плате с помощью процесса пайки, а процесс отпайки заставляет плату PCBA снова стать голой платой. В процессе пайки припой расплавляется и устраняет соединение между двумя различными материалами. В электронике пайка используется для удаления компонентов с печатной платы с целью ремонта в случае повреждения, для устранения неисправностей, замены и спасения. Проще говоря, процесс пайки противоположен процессу пайки, при котором компоненты соединяются на плате.
Многие высококлассные PCBA компоненты часто используются в проектах по сборке печатных плат, таких как: IC (интегральная схема), lm4702, транзисторы усилителей мощности и т.д. Хотя пайка может устранить все, что было сделано при пайке, отпаять ИС от PCBA не так-то просто. Процесс пайки также требует высокого уровня мастерства и наличия современных паяльных машин для удаления компонента. Существуют некоторые приемы, используемые для того, чтобы сделать процесс пайки точным. Далее позвольте мне обсудить это более подробно.
Меры предосторожности при пайке компонентов PCBA
Пайка — это обязательный навык для сборки печатной платы PCBA, но поскольку процесс пайки требует ручного труда сотрудников, здесь приведен список некоторых мер предосторожности, которые необходимо соблюдать при выполнении этого процесса:
Выбор компонентов печатной платы для пайки
Если установлено, что печатная плата неисправна и ее необходимо распаять, пожалуйста, выбирайте метод пайки в зависимости от различных ситуаций:
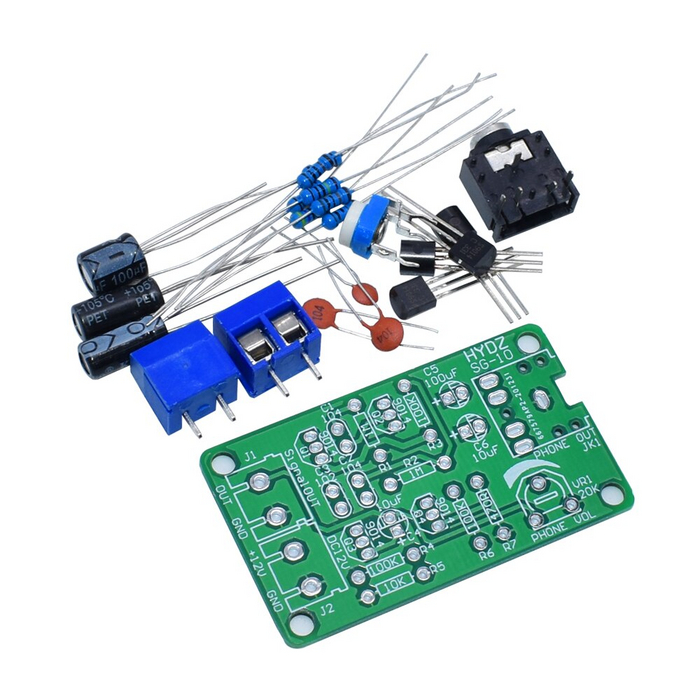
- Усилитель звука с наушниками

Полный набор электронных компонентов для сборки и пайки усилителя звука (слухового аппарата). Стоит такой набор около 173 рублей с бесплатной доставкой. Ссылка на источник
- Микрокомпьютер

Набор электроники с платой для сборки микрокомпьютера с чипом, выполняющего различные команды. Стоит такой аппарат около 250 рублей. Ссылка
- Отладочная плата
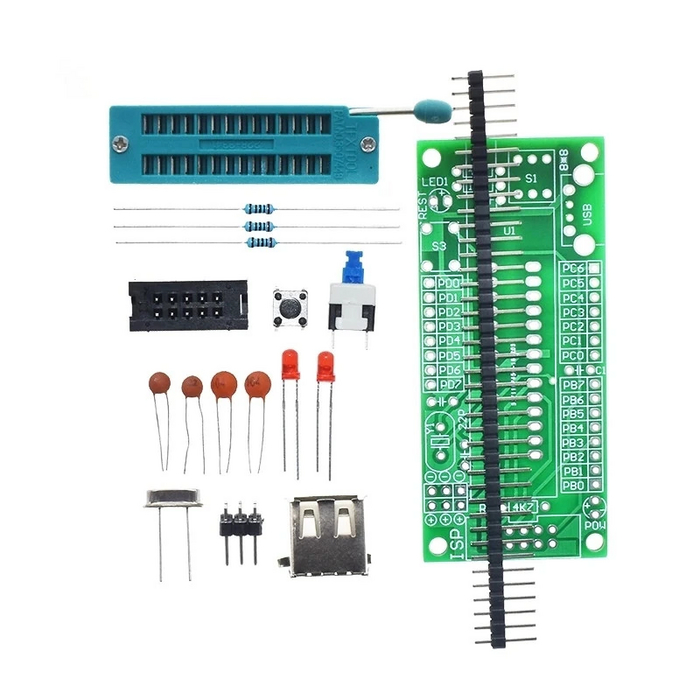
Комплект для самостоятельной сборки, пайки и настройки отладочной платы для прошивки чипов ATmega8, ATmega48, ATMEGA88. Стоит такой набор 165 руб. Ссылка
- Светодиодное сердечко

Набор сборный для создания светодиодного сердечка. Стоит 127 руб. Ссылка
- Светильник с сенсорным управлением
Наборы для сборки электроники
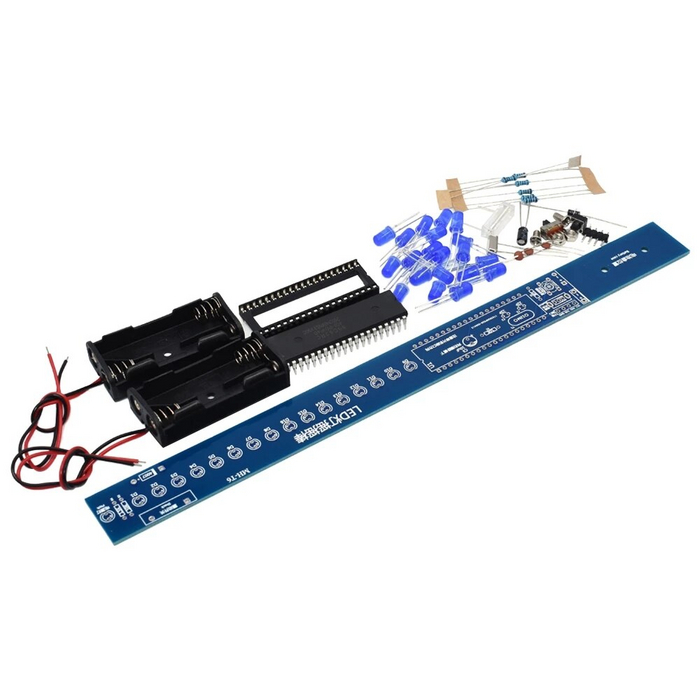
Плата со светодиодом с сенсорным управлением
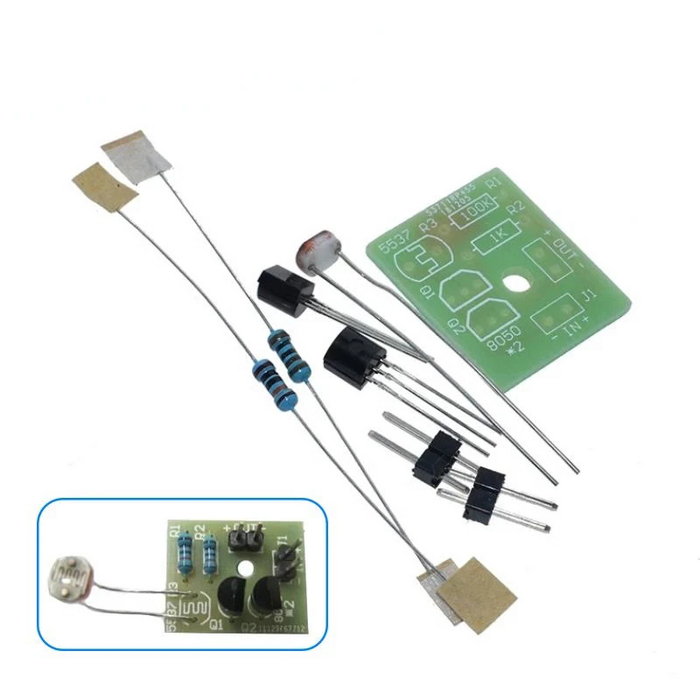
Стоимость: 41 рублей
Ссылка
Модуль диммера 100 Вт

Набор DIY для самостоятельной сборки платы с диммером (изменение электрической мощности / регулятор мощности для различных приборов и устройств).
Стоимость: 56 рублей
Ссылка
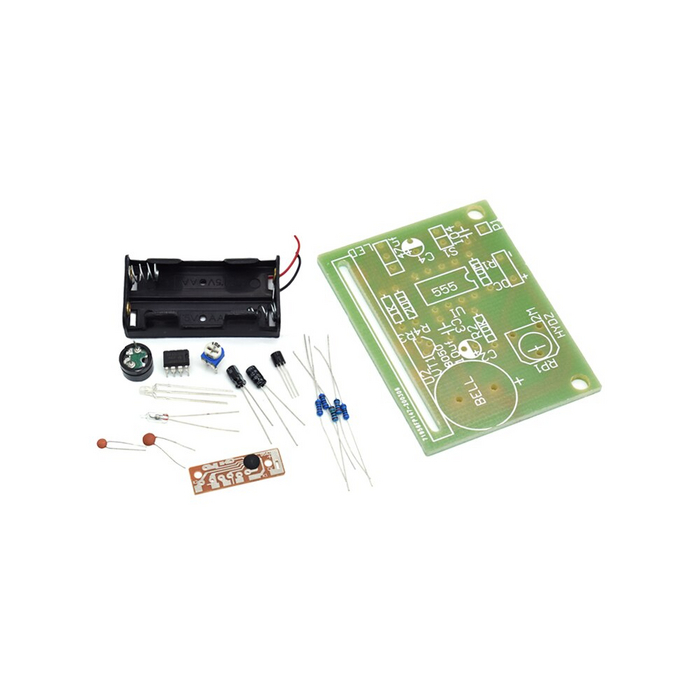
Комплект сборный для создания платы сигнализации при отключении питания и других самоделок

Стоимость: 160 рублей
Ссылка
Песочные часы электронные
Набор для сборки сделай сам — электронные песочные часы.
Стоимость: 450 рублей
Ссылка
Конструктор электронный Собери сам — генератор белого шума

Стоимость: 97 рублей
Ссылка
Простой набор для сборки, склейки и пайки самолета с двигателем в деревянном корпусе

Стоимость: 190 рублей
Ссылка
Светодиодный фейерверк

Набор для пайки и сборки платы со светодиодами, мигающими как салют.
Стоимость: 400 рублей
Ссылка
Набор для записи голоса

Комплект электроники для сборки платы записи голоса.
Стоимость: 152 рубля
Ссылка
Плата управления светом
Набор для сборки и пайки энергосберегающей автоматической платы управления уличным светом.
Стоимость: 170 рублей
Ссылка
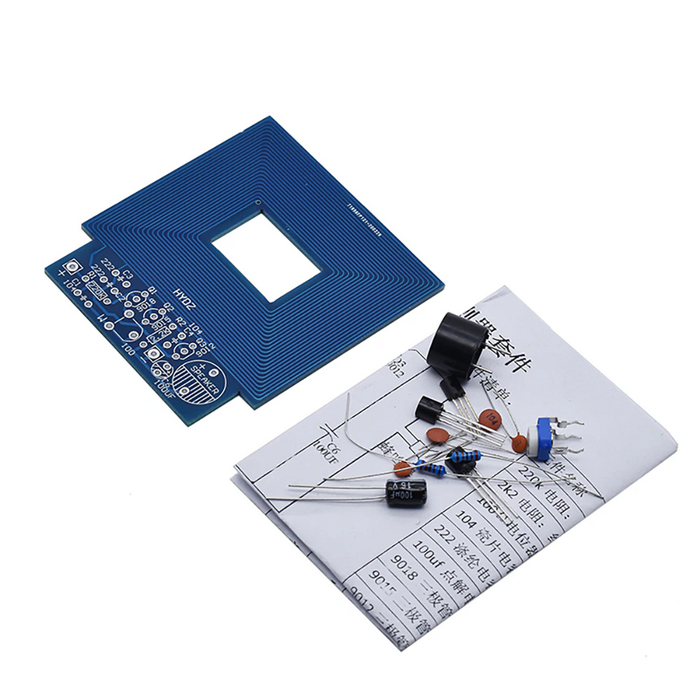
Набор для сборки платы детектора металла

Стоимость: 79 рублей
Ссылка
Умная машинка

Набор для сборки и пайки для любителей электроники и робототехники.
Машинка после сборки умеет ездить по нарисованной на бумаге линии.
Стоимость: 900 рублей
Ссылка
Магнитный индикатор

Набор для сборки индикатора полярности магнитов.
Стоимость: 197 рублей
Ссылка
Регулятор яркости

Набор для творчества сделай сам — регулятор яркости для настольной лампы.
Стоимость: 133 рубля
Ссылка
Плата питания
Набор для сборки устройства с регулируемым напряжением 1,25-12 В.
Стоимость: 1300 рублей
Ссылка
Светодиодная лампа с синими светодиодами и со стабилизатором, набор сделай сам
Набор для сборки светодиодной лампы с синими светодиодами и стабилизатором. Стоимость около 300 рублей. Ссылка
Сигнализация с сенсором
Набор для сборки сигнализации с сенсорным датчиком. Стоимость около 116 рублей. Ссылка
Радиоуправляемая лодка
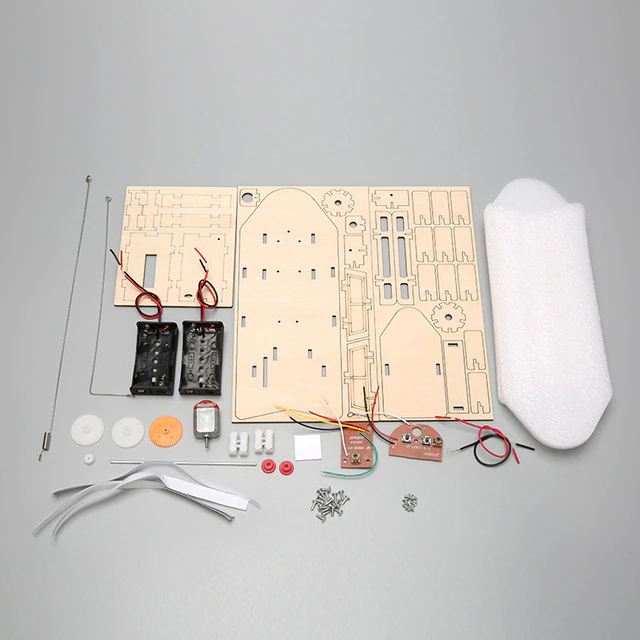
Набор электроники и деталей из дерева для сборки радиоуправляемой лодки с двумя двигателями. Стоимость около 680 рублей. Ссылка
Настольный вентилятор
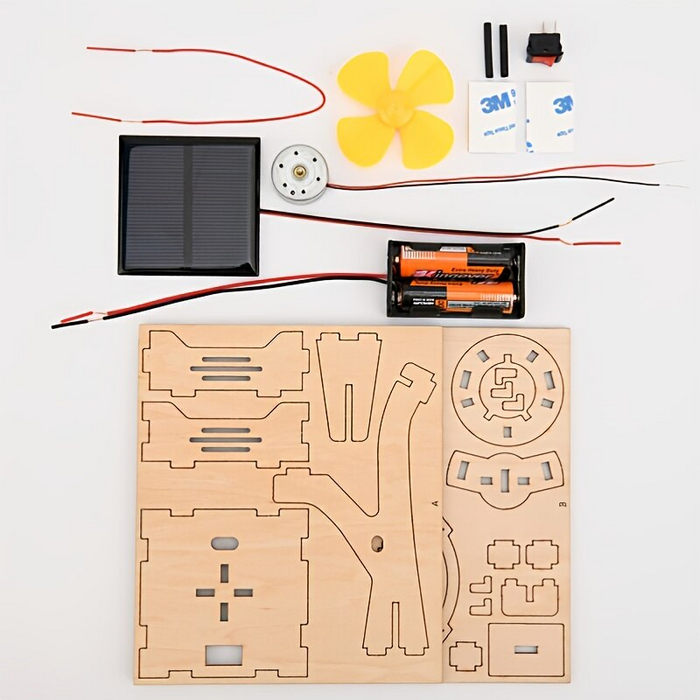
Комплект для сборки настольного вентилятора с солнечной панелью. Стоимость около 750 рублей. Ссылка
Часы наручные

Комплект для создания часов в постапокалиптическом стиле (самостоятельная сборка и пайка). Стоимость около 670 рублей. Ссылка
Bluetooth колонка Подсолнух

Музыкальная колонка для самостоятельной сборки и пайки со светодиодами. Стоимость около 2600 рублей. Ссылка
Макетная плата SYB-500

Макетная плата SYB-500 для сборки электронных схем без пайки. Стоимость около 1000 рублей. Ссылка
Виды пайки в радиоэлектронике и телекоммуникациях
В радиоэлектронике и телекоммуникациях пайка бывает разных видов, в зависимости от требований конкретных приложений. Ниже перечислены основные виды пайки, которые используются в этих отраслях.
Поверхностная монтажная пайка (SMT)
Этот вид пайки используется для монтажа компонентов, которые размещаются непосредственно на поверхности печатной платы, без отверстий. Это включает в себя миниатюрные компоненты, такие как интегральные схемы, резисторы, конденсаторы и другие SMD-компоненты. Пайка SMT обеспечивает высокую плотность компонентов и облегчает автоматизированный монтаж.
Отверточная пайка (THT)
Этот метод пайки применяется к компонентам с выводами, проходящими через отверстия в печатной плате. Компоненты, такие как разъемы, кнопки и некоторые индуктивности, используют отверточную пайку. Этот метод пайки обеспечивает прочное механическое соединение.
Поверхностно-отверточная пайка (Mixed Technology Soldering)
Некоторые платы могут комбинировать SMT и THT компоненты. Это позволяет использовать преимущества обоих методов в одной схеме.
Рефлов-пайка (Reflow Soldering)
Этот процесс SMT-пайки включает нагревание печатной платы с уже размещенными компонентами в специальной печи с контролируемыми температурными режимами. После нагрева паяльный припой плавится и создает соединения. Рефлов-пайка эффективна для массового производства.
Пайка в атмосфере азотаВ чувствительных приложениях, таких как микроволновая электроника, пайка может выполняться в атмосфере азота, чтобы предотвратить окисление припоя и уменьшить потери сигнала.
Пайка на волнах (Wave Soldering)Этот метод применяется в процессах массовой пайки THT-компонентов. Плата проходит через плавающий поток паяльного припоя. Когда припой охлаждается, он создает соединения с выводами компонентов.
Пайка вручнуюВ ручной пайке операторы используют паяльники для точной пайки компонентов и деталей на плате. Этот метод используется в прототипировании и мелкосерийном производстве.
Ультразвуковая пайка (Ultrasonic Soldering)Этот метод используется для соединения пластиковых компонентов и композитных материалов путем использования ультразвуковых вибраций для местного нагрева и соединения.
Каждый из этих методов пайки имеет свои преимущества и применяется в зависимости от типа компонентов, конструкции платы и требований к качеству в радиоэлектронике и телекоммуникациях.
Пайка в радиоэлектронике и телекоммуникациях имеет свои особенности, обусловленные спецификой этих отраслей. Вот несколько ключевых особенностей пайки в радиоэлектронике и телекоммуникациях.
Высокая точность и миниатюрностьВ этих отраслях часто используются микроскопические компоненты и печатные платы с высокой плотностью элементов. Поэтому пайка требует высокой точности и мастерства, чтобы избежать повреждения компонентов и обеспечить надежное соединение.
Высокочастотные требованияВ телекоммуникациях и микроволновой электронике важно минимизировать потери сигнала. Пайка должна обеспечивать низкие потери в высокочастотных цепях и хорошее экранирование, чтобы предотвратить электромагнитные помехи.
Соответствие стандартамВ электронике существует множество стандартов и нормативов, регулирующих процессы пайки и обеспечивающих соответствие устройств высоким требованиям по надежности и безопасности.
Технология поверхностного монтажа (SMT)С развитием SMT компонентов, пайка стала более сложной из-за меньших размеров и высокой плотности компонентов. Это требует использования более современных методов, таких как рефлов-пайка, и оборудования.
Управление температуройМногие электронные компоненты чувствительны к высоким температурам. Пайка требует соблюдения определенных температурных режимов и использования методов, которые минимизируют воздействие тепла на компоненты.
Многоразовые операцииВ телекоммуникационном оборудовании, которое часто подвергается обслуживанию и ремонту, пайка должна обеспечивать долговечность и возможность разборки для замены компонентов.
Применение специализированных материаловДля некоторых высокочастотных и микроволновых приложений требуются специализированные паяльные материалы с низким коэффициентом потерь на высоких частотах.
Использование автоматизацииВ массовом производстве радиоэлектроники и телекоммуникаций широко используется автоматизированное оборудование для выполнения пайки, что повышает эффективность и однородность соединений.
Учитывая эти особенности, пайка в радиоэлектронике и телекоммуникациях требует специальных навыков и знаний, чтобы обеспечить надежную работу электронных систем, особенно в условиях высоких требований к точности и производительности.
Все опытные образцы первых итераций своих проектов я паяю вручную, но в данной статье я опишу процесс пайки, пожалуй, одной из самых сложных разработанных мною плат. Сам процессорный модуль: CPU Rockchip RK3588, 2xLPDDR4 и несколько контроллеров питания PMIC. Стек платы вполне обычный – это 8 слоев с медью 18 мкм (плата 1,5 мм). Но есть нюанс или даже несколько. Во-первых, при проектировании модуля мне не удалось перейти на компоненты 0402, вместо 0201 (как рекомендует референс-дизайн), как я успешно делал это ранее на других CPU. Почему – немного позже. Во-вторых, проводники толщиной 0,076 мм и зазор 0,078 мм. В-третьих, дикое количество высокоскоростных интерфейсов (кому интересно может глянуть спецификацию на процессор). И тут я не утрирую, из корпуса BGA1088 на внешние разъемы я вытащил почти три сотни проводников, не считая внутренней трассировки (память, питание и т.д.).
Ниже картинка для понимания плотности трассировки (212 полигонов я скрыл).
Рис.1. Плотность трассировки на модуле
Еще немного отвлекусь и объясню, почему все-таки не удалось под процессор поставить все компоненты 0402. На картинке ниже показано как расположены компоненты на BOTTOM платы (бордовые пары квадратиков – это контактные площадки (далее КП) компонентов). 0402 (желтый кружок) и 0201 (зеленый кружок). Расстояние между центрами КП корпуса 0201 чуть больше 0,5 мм. Я специально не стал скрывать переходные отверстия, а их под процессором около 800 шт. При изготовлении данной печатной платы была забивка переходных отверстий смолой, то есть, теоретически, я мог располагать компоненты прямо на переходных, но даже так мне не хватало места для необходимого количества 0402, так как все это объединяется в полигоны, которые начинают перекрывать друг друга.
Рис.2. Контактные площадки компонентов 0402 и 0201
Теперь плавно переходим к сути статьи. Первый вопрос, который возникнет у читателя: «Для чего?». Когда есть специальные производства, заточенные для сборки мелких серий и опытных образцов. 125к рублей нам озвучили за пайку двух модулей (Внимание! Ручной пайки!). Также есть некоторые нюансы передачи компонентов на производство. Например, не любое производство соглашается брать «огрызки» лент с компонентами, а предпочитает катушки. Оно и понятно, ведь нужно заправить это все в станок. Также сроки. Временные окна на пайку двух плат будут затратными для производства. На одном производстве нам вовсе отказали, сославшись на загруженность.
Безусловно, вторую итерацию будем паять уже только на заводе, но не эту. Мне необходима именно поэтапная сборка, так как возможны «косяки». Процессор и память я буду ставить в последнюю очередь – они самые дорогие из компонентов.
Самое сложное – это запаять BOTTOM. Тут самая высокая плотность компонентов и их довольно много (только конденсаторов 100 нФ 125 шт в корпусе 0201, 57 шт 1мкФ 0201 и т.д.). Габариты платы 70*70мм, а вот так выглядит обратная сторона под процессором.
Рис.3. КП на BOTTOM модуля
Я не люблю, когда на платах нет шелкографии, поэтому всегда сохраняю все подписи компонентов. Если места не хватает, то делаю выделенные «островки», чтобы хоть как-то можно было найти компонент без САПРа.
Самые большие компоненты – это конденсаторы 0805. Остальное 0603, 0402 и, конечно, 0201. Трафарет не заказывался, так что мазать наносить паяльную пасту буду вручную (ну почти). Тут важен баланс. Много пасты – не видно КП, мало пасты – непропай, густая паста – тоже не видно КП, жидкая – едут компоненты (особенно при последующем нагреве). Поэтому я смешиваю паяльную пасту с флюсом. Пропорцию не скажу. Не из вредности, а так как делаю «на глаз», ориентируясь на необходимую из практики густоту. Также паяльные пасты изначально разные.
Обычно я использую только специальный шприц и пинцет. Пока больше ничего не нужно.
Рис.4. Нанесенная паяльная паста на плату
Уж намазал так намазал, как говорится. Как ни старайся, но КП все равно скроются и рассмотреть их будет очень сложно, но меня это не пугает смайл. Если фото увеличить, то станет только хуже, к сожалению.
Рис.5. Нанесенная паяльная паста на плату, если присматриваться
Обычно я начинаю с расстановки компонентов средней величины. Если поставить сразу 0805, то потом будет очень сложно установить 0201. Руки могут дрожать с шагом не больше 0,5 мм, а иначе крах. А сразу расставить 0201 сложно, так как нет ориентиров (не забываем, что нанесена паста). Буду ставить 0402, далее 0603 и 0805, а 0201 оставлю «на сладкое». Резисторы ставить сложнее конденсаторов, так как их нужно еще перевернуть, а по «закону бутерброда» они все высыпаются из ленты не той стороной, а 0201 еще и липнут к пинцету сами по себе.
Тут я наставил уже все, кроме 0201 и вспомнил что не делал фото. И чем дальше, тем становится все сложнее не сдвинуть соседний компонент, устанавливая новый.
Теперь, чтобы понимать, о чем идет речь, продемонстрирую отличие размеров 0201 от 0402.
Рис.8. Габариты резисторов 0201 и 0402
Да – это не просто дырочки в ленте – это резисторы 0201. Чувствуешь себя неловко, когда кто-то подходит к столу, а ты тыкаешь «пустым» пинцетом в плату.
Рис.9. Что вижу я, когда паяю плату
Ладно. Найдем все конденсаторы в Altium 0201 100 нФ на BOTTOM. Картина удручающая. Уже в этот момент хочется все бросить и пойти плакать домой.
Рис.11. Конденсаторы 100нФ 0201
Ниже на фото я уже поставил конденсаторы и резисторы 0201, но еще не все. Думаю, я могу постить одни и те же фото, все равно разницы не видно.
Рис.12. Расставлены почти все номиналы
Как говорил мой преподаватель в универе «Тут все равно как делать, главное ничего не перепутать». Также и тут – главное не ошибиться в номинале. Пока писал статью паста начала подсыхать, но зато перестало рябить в глазах. Нужно ускоряться. Если компоненты перестанут прилипать к пасте их сдует феном даже при малом потоке воздуха.
Ну как-то так. Увеличил фото как смог.
Рис.13. Расставлены все компоненты на BOTTOM
Разъемы модуля буду устанавливать уже после запаивания всех компонентов на BOTTOM. Шаг выводов у них всего 0,4мм. Чтобы все выводы не слиплись вместе необходимо «разнести» излишки припоя равномерно по выводам (я это делаю соседними компонентами 0805 во время запаивания).
Вот сижу я, расставляю компоненты и думаю, что слипнутся у меня все они в один большой комок, когда я их начну греть. Будет весело. У меня есть ИК станция нижнего подогрева, но я ее использовать не буду, так как когда флюс разогреется, а паяльная паста еще нет – все поплывет.
Паять буду на видавшей виды подставке. Прогревать начну места под DDR и когда немного испарится флюс и компоненты прилипнут, перейду на пассив под процессором. Температура ~420 град (не забываем, что не все фены греют одинаково) и почти минимальный поток воздуха.
Рис.14. Закрепленная для пайки плата
Если Вы вдруг подумали, что самое сложное – это расставить компоненты, то нет. Самое сложное – это все пропаять. Пинцет между компонентами уже не вставить, то есть чтобы схватить и поправить компонент (а поправлять придется каждый) необходимо крутить плату. Компоненты встают вертикально, склеиваются, едут и т.д.
Когда все пропаял и уверен, что компоненты не отвалятся от платы в ультразвуковой ванне, необходимо нажать волшебную кнопку «3» в Altuim и убедиться, все ли компоненты на месте и правильно расположены. Чтобы не было как с яблоком и половинкой червяка – заглянул в УЗ ванну после отмывки, а там компоненты лежат.
Рис.15. Плата в 3D для сравнивания
Далее отмываем и смотрим результат.
Рис.16. Спаянная и отмытая плата
Выглядит весьма неплохо. Я еще немного подровняю компоненты, если что-то замечу и можно приступать к другой стороне.
Так как я одновременно паял и писал статью (пока свежо в памяти, так сказать) одна сторона у меня заняла около 4 часов. На стороне TOP компонентов 0201 нет и там дело пойдет быстрее. Думаю, одну такую плату спаять за день вполне реально.
UPD1. Так выглядит пайка разъемов с ИК подогревом. Сверху грею феном не более 320 град., снизу 380 град. Тоже нюансы: дать больше снизу — начнет выгибаться разъем, сверху — начнет плавиться.
UPD2. Вторая сторона вообще за 1,5 часа вместе с мойкой.
UPD3. Вот и все готово, друзья. Остался запуск и проверка.
На этом, пожалуй, закончу. Думаю – это все, что я хотел написать в этой статье.
Спасибо за внимание! Больших Вам компонентов!
Лучшая практика пайки SMD
Пайка устройств поверхностного монтажа — это деликатный процесс, но необходимый навык для ремонт печатной платы и модификация. Хотя необходимо соблюдать большую осторожность, можно успешно отпаивать и заменять SMD-компоненты, не повреждая плату. Вот несколько лучших практик по доработке пайки SMD.:
Видеоурок по пайке компонентов печатной платы
Пайка — это процесс, который используется для крепления медных труб в сантехнических операциях и помогает соединить различные компоненты на плате. Этот процесс помогает сделать надежное и прочное соединение компонентов. Но если кто-то неправильно припаяет компонент к плате. В этом случае припаянные компоненты не пригодятся, а мы хотим использовать этот компонент в другом проекте. Поэтому Вы будете извлечь компонент путем нагрева припоя и отпаивания места спайки.
Как паять компоненты печатной платы
В следующем материале FS Technology покажет Вам, как удалять компоненты с печатной платы и проанализирует преимущества и недостатки между ними с помощью различных инструментов. PS: Выбор правильного способа и внимание к защитным мерам — это первый шаг в Вашем процессе пайки.
Пайка с помощью паяльника

Преимущества и недостатки:
Пайка с использованием фитиля для пайки
Эта техника отпаивания используется для удаления дополнительного припоя на плате по завершении процесса пайки. Паяльный фитиль создается с помощью переплетения медных витков и оплетки. Этот метод также называется паяльной оплеткой. Для создания паяльного фитиля используются медные провода, поскольку они являются хорошим проводником тепла. Когда припой нагревается, медная спираль получает припой от металлов. При этом происходит Флюс PCBA в комплекте с паяльными фитилями, которые помогают удалить припой с печатной платы. Для удаления припоя выполните следующие действия:
Пайка с использованием паяльного насоса
Для удаления припоя в этой технике используется паяльный насос. Паяльный насос — это малогабаритный вакуумный насос высокого давления. Когда Вы используете этот насос, убедитесь, что припой нагрелся и расплавился. Процесс пайки состоит из нескольких этапов, описанных здесь:
Пайка с использованием мощной паяльной станции
Наилучшим вариантом для эффективной пайки является термостатируемая мощная паяльная станция. Она в основном используется для процессов пайки больших размеров, что не подходит для электронных компонентов, таких как ИС. Например, если необходимо удалить из проектов большое количество компонентов, этот метод вполне подходит. Используются различные типы машин для пайки, некоторые из них описаны здесь:
Пайка с помощью теплового пистолета

Процесс работы с тепловым пистолетом похож на работу с паяльником. Здесь процесс объясняется на примере тепловой пушки:
В этой заметке мы обсудим различные методы пайки. Итак, давайте начнем.
Метки
Особенности данной технологии пайки электронных компонентов заставляют особенно строго отслеживать различные характеристики техпроцесса. Важнейшее значение среди них имеют следующие параметры.
Гидродинамика волны. В современных установках для пайки волной за образование последней отвечают либо механические, либо электродинамические, работающие на основе силы Лоренца. В электронной промышленности более популярны на данный момент волнообразователи первого типа, конструкция которых включает крыльчатку, погруженную в расплав припоя. Первая (турбулентная волна) подается под высоким давлением и сравнительно узкой струей. Ее задача – проникнуть в переходные и монтажные отверстия, участки между компонентами, нагреть их и смочить все контактные подушки и выводы.
Задача второй (ламинарной) волны – полноценное формирование паяных соединений. В данном случае волнообразователь должен создать «мертвую зону», где отсутствует или сильно замедлено движение припоя. В ней или непосредственно около нее гребень волны должен соприкасаться с платой. На поверхности припоя в «мертвой зоне» образуется слой окислов, которые плата «выносит» по направлению своего движения. Если этого не происходит, на ее поверхности возможно образование «паутинной сетки» из мелких перемычек.
Характеристики конвейера. Плата с установленными на ней компонентами подается в установку пайки с помощью конвейера. В большинстве случаев оптимальный угол его наклона составляет 5-9 градусов. Больший угол наклона упрощает стекание избыточного припоя, снижая риск возникновения перемычек. В то же время его увеличение ухудшает проникновение расплава в монтажные и переходные отверстия. Скорость конвейера определяется степенью предварительного нагрева и времени, в течение которого ПП контактирует с волной припоя. Ее рекомендованная скорость для качественной пайки составляет от 80 до 140 см/мин.
Нанесение флюса. При пайке волной припоя флюс может распыляться на поверхность ПП. Флюсователь должен наносить состав равномерно, без образования «слепых зон». Если они появляются, необходимо снизить скорость конвейера либо использовать головки с большим углом распыления. При пропуске начального участка печатной платы стоит настроить параметры флюсователя так, чтобы он начинал работать раньше.
Также необходимо учитывать давление, под которым флюс подается на поверхность ПП. Низкое значение этого показателя способствует увеличению и нестабильности размеров капель флюса. Чрезмерное давление делает состав мелкодисперсным, и он теряет свою активность еще на стадии предварительного нагрева. Применяя высокоплотный флюс, параметры давления нужно настроить на 10-20% выше того, которое применяется для менее плотных аналогов.
Пенное флюсование. При использовании этого метода флюсователи настраиваются с помощью стеклянной платы. Нагнетание воздуха нужно подобрать таким образом, чтобы ширина смачивания была равна 1 см. Превышающая 80% интенсивная подача газообразной среды не рекомендуется, так как это ведет к увеличению размеров пузырьков пены, что снижает качество флюсования. Если повышение этого параметра не помогает, то стоит скорректировать высоту флюсователя, которая в большинстве случаев равна 10 см.
Предварительный нагрев. Подбирать его температуру следует с учетом типа и структуры печатной платы, а также температуры, при которой испаряется растворитель. К спиртовым флюсам применяются следующие распространенные режимы в зависимости от вида ПП:
Для многослойных ПП предварительный нагрев значит очень много, так как оказывает влияние на качество пайки сквозных металлизированных отверстий. При наличии на плате крупных компонентов рекомендуется применять коротковолновые нагреватели. Увеличивать температуру на этапе предварительного нагрева следует со скоростью не выше 2°С в секунду.
Высота волн. Этот параметр рассчитывается как расстояние от высшей точки волнообразователя до нижней поверхности ПП. Для турбулентной волны этот показатель должен быть равен 7 мм, для ламинарной – 6,5-7 мм.
Ширина смачивания. Наряду со скоростью движения конвейера этот параметр влияет на время, в течение которого ПП контактирует с припоем. Он настраивается с помощью платы из стекла, которую перед этим нужно отфлюсовать. Для турбулентной волны оптимальная ширина смачивания – 1-1,5 см, для ламинарной – 3-4 см.
Температура припоя в ванне. Допустимый интервал этого показателя – 240-260°С. Чем она ниже, тем меньше риск термоудара по электронным компонентам. Повышение температуры до 260°С используется при пайке плат с несколькими слоями. Охлаждение ПП после пайки выполняется постепенно со скоростью 2-5°С/сек – это позволяет избежать термического удара по самой плате и компонентам.
На сайте компании «Ассемрус» представлено современное оборудование для пайки электронных компонентов волной припоя. Наши специалисты помогут вам подобрать установку с нужными характеристиками, проконсультируют насчет ее правильной эксплуатации.
Советы, которым следует следовать в процессе пайки
Для пайки устройств поверхностного монтажа требуются специальные инструменты для работы с крошечными компонентами и выполнения точных паяных соединений.. Вот некоторые из предметов первой необходимости, которые вам понадобятся:
Паяльник — Паяльник с тонким жалом мощностью 15–30 Вт идеально подходит для работы SMD.. Можно использовать наконечники размером до 0,5 мм.. Функции контроля температуры помогают избежать перегрева..
Паяльная паста. Паяльная паста состоит из смеси порошкообразного припоя и флюсового крема.. Это позволяет точно наносить припой на площадки SMD перед установкой компонентов..
Микроскоп. Стереомикроскоп или увеличительное стекло незаменимы для проверки небольших паяных соединений и расположения компонентов.. Обычно используется микроскоп с увеличением от 20 до 40 раз..
Пинцеты. Пинцеты с тонкими кончиками позволяют точно манипулировать и размещать компоненты SMD размером до 0201 или же 01005 размеры (0.25мм х 0,125 мм). Предпочтителен антистатический пинцет..
Руки помощи при пайке – инструменты для рук с увеличительными линзами позволяют без помощи рук позиционировать печатные платы под микроскопом во время пайки..
Трафарет–Трафареты для печатных плат представляют собой тонкие металлические листы, вырезанные лазером, с рисунком отверстий, соответствующим расположению паяной площадки на печатной плате.. Для нанесения паяльной пасты, трафарет выравнивается по печатной плате, и паста распределяется по контактным площадкам через отверстия трафарета. Использование трафарета позволяет точно и эффективно наносить паяльную пасту перед размещением SMD-компонентов..
Приспособления — приспособления помогают расположить платы под углом, что улучшает видимость и доступ к паяным соединениям под компонентами во время ручной пайки..
Инструменты для присоски/демонтажа припоя. Специализированные вакуумные инструменты используются для удаления или доработки паяных соединений и компонентов для демонтажа припоя при ремонтных работах..

Недостатки пайки волной
Помимо очевидных преимуществ, у данной технологии есть и существенные недостатки, ограничивающие ее применение в электронной промышленности:
Поэтому, при всех своих плюсах, пайка волной применяется главным образом при сквозном и смешанном монтаже электронных компонентов. В SMT-технологии в качестве альтернативы ей используется пайка оплавлением.
Преимущества пайки волной
Хотя технология пайки волной была разработана еще в 50-х годах прошлого века, она до сих пор широко используется в электронной промышленности. Это обусловлено следующими ее преимуществами:
Также важным преимуществом пайки волной являются незначительные ограничения, накладываемые на длину печатных плат. Это позволяет с помощью данной технологии изготавливать электронные изделия различных размеров.



