

- Проволока с флюсом для сварки алюминия
- Преимущества сварки алюминия
- Почему алюминий плохо паяется
- Припой Castolin 192FBK для пайки алюминия
- Преимущества припоя Castolin 192FBK
- Как паять алюминий с помощью припоя Castolin 192FBK
- Пайка плавлением
- Пайка диффузионная
- Пайка алюминиевой фольгой
- Пайка адгезионная
- Пайка по методу CAP
- Преимущества и недостатки пайки алюминия
- Преимущества
- Недостатки
- Процесс пайки алюминия погружением
- Процесс пайки в печи
- Процесс пайки в защитной среде
- Процесс вакуумной пайки алюминия
- Разница между сваркой плавлением, сваркой давлением и пайкой
- Сварка давлением
- Пайка против сварки: различия и преимущества
- Пайка
- Алюминиевый припой
- Алюминиевый паяльный флюс
- Применение пайки алюминия
- Чем лучше сваривать алюминий
- Что лучше — сварка или пайка
- Флюсы для пайки алюминия
- Переваги припоя Castolin 192
- Горелки для пайки алюминия
- Де придбати припій «Кастолін»192
- Какой паяльник подойдет
- Какая сварка нужна для сварки алюминия
- Как производится пайка оловом
- Как удалить оксидную пленку
- Припой для пайки алюминия
Проволока с флюсом для сварки алюминия
Проволока с флюсом используется при сварке алюминиевых деталей, для пайки она не годится. Сварка алюминия газовой горелкой с порошковой проволокой не осуществляется. Сваривать детали лучше электрическим аппаратом.
Преимущества сварки алюминия
Сварка алюминия может показаться сложной задачей, но при правильном руководстве вы сможете освоить эту технику! В этой статье мы шаг за шагом покажем вам, как паять алюминий с помощью олова, что идеально подходит для новичков. Откройте для себя секреты достижения долговечных и качественных соединений в вашей электронике и проектах DIY. Не пропустите это!
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
Припой Castolin 192FBK для пайки алюминия
Для мягкой пайки чистого алюминия та сплавов идеальным решением станет припой Castolin 192FBK. Он имеет широкий спектр применения — от кузовов автомобилей до холодильного оборудования. Изделие оснащено флюсовым сердечником, что позволяет избежать необходимость нанесения дополнительного флюса.
Преимущества припоя Castolin 192FBK
- Легко паяет алюминий и медь
- Идеально подходит для различных видов соединений
- Высокое качество и долговечность
- Широкий спектр применения
Как паять алюминий с помощью припоя Castolin 192FBK
- Припойте детали легкими движениями
- Убедитесь, что поверхность чиста от оксидной пленки
- Нанесите припой на соединяемые детали
- Равномерно нагрейте поверхность
- Дайте припою выступить и зафиксироваться
Не стесняйтесь обращаться к специалистам за консультациями по пайке алюминия с использованием припоя Castolin 192FBK. Успешных вам проектов!
Пайка плавлением
При этом методе для соединения используют припой, который плавится при низкой температуре и хорошо смачивает поверхность алюминия, образуя прочное соединение.
Пайка диффузионная
Этот метод основан на диффузии припоя и основного металла. Он обеспечивает прочное соединение за счет взаимопроникновения между металлами при высоких температурах.
Пайка алюминиевой фольгой
Используется алюминиевая фольга с припоем, которая нагревается и плавится, заполняя зазор между соединяемыми деталями.
Пайка адгезионная
Этот способ основан на использовании добавок, которые улучшают адгезию припоя к поверхности алюминия, повышая прочность соединения.
Пайка по методу CAP
CAP (Capillary Action Principle) — это метод, основанный на капиллярном действии припоя, который позволяет заполнить зазор между деталями за счет капиллярных сил.
Преимущества и недостатки пайки алюминия
Преимущества
- Низкая температура плавления
- Гладкое и плоское соединение
- Возможность сваривать разнородные материалы
- Высокая производительность
- Простое оборудование
- Невысокие производственные затраты
Недостатки
- Низкая прочность соединения
- Низкая термостойкость
- Строгие требования к очистке поверхности перед пайкой
- Сравнительно высокая цена припоя
Пайка алюминия является эффективным способом соединения деталей из этого металла. С различными методами и присадочными материалами можно достичь прочных и надежных соединений при минимальных затратах.
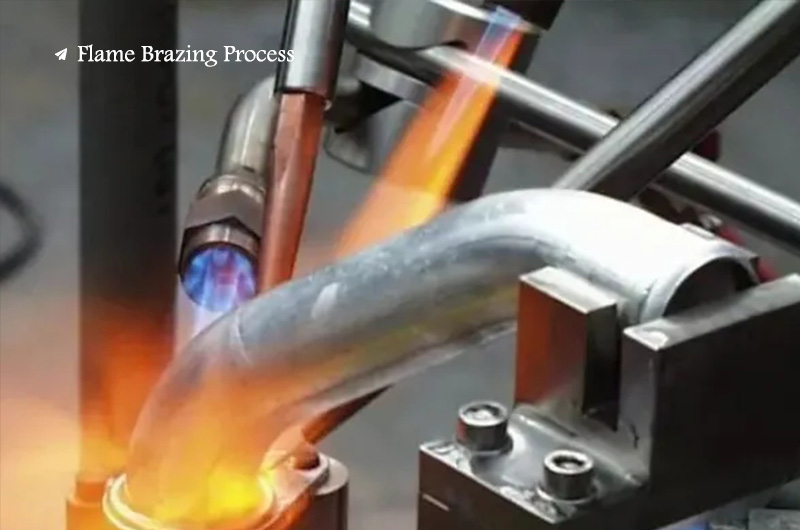
Источником тепла является пламя кислородного газа, и существует много типов газа. Для алюминия и его сплавов применимый газ включает ацетилен и природный газ. Газовая пайка алюминия и его сплавов должна сопровождаться флюсом. Поскольку в процессе нагрева алюминия не происходит изменения цвета, трудно определить температуру нагрева при пайке пламенем.
Процесс пайки алюминия погружением
Свариваемые припоем детали окунают в ванну с расплавленным флюсом для нагрева и пайки. Этот метод быстро нагревается, сварная деталь не окисляется в процессе пайки, имеет малую деформацию, хорошее качество и высокую производительность. Этот метод подходит только для массового производства в непрерывном режиме. После погружения и пайки необходимо очистить остаточный флюс и остатки, которые вызовут коррозию и загрязнение производственной площадки и окружающей среды.

Процесс пайки в печи
Пайка алюминия и его сплавов в воздушной печи должна быть снабжена флюсом, а остатки после пайки коррозионным флюсом должны быть удалены.
Процесс пайки в защитной среде
Используется защита инертным газом, поверхность соединения перед пайкой необходимо тщательно очистить, атмосферу в печи необходимо заменять и затем непрерывно подавать, а себестоимость продукции высока. Если используется азотная защита, необходимо использовать некоррозионный флюс. Этот метод имеет высокую производительность и получил широкое распространение.

Процесс вакуумной пайки алюминия
Печной пайки без использования флюса. Степень вакуума не должна быть ниже 1,33X10^-2 Па. Использование металлического магния в качестве активатора и другие технологические мероприятия способствовали популяризации и распространению технологии вакуумной пайки алюминия и его сплавов.
Разница между сваркой плавлением, сваркой давлением и пайкой
Сварка плавлением заключается в использовании внешнего источника тепла (например, электрической дуги) для локального нагрева и плавления области вблизи границы раздела соединяемых компонентов (т.е. основного металла), а затем охлаждения для образования соединения.
В процессе сварки основной металл и присадочный металл расплавляются и химически соединяются, такие как: ручная дуговая сварка, сварка CO2, сварка TIG, сварка MIG, сварка под флюсом, сварка MAG, плазменная сварка, лазерная сварка, электронно-лучевая сварка.
Сварка давлением
Сварка давлением заключается в приложении давления, чтобы приблизить атомное расстояние свариваемой поверхности к расстоянию решетки.
Пайка против сварки: различия и преимущества
При сварке не применяется припой, соединяемые металлы химически или физически соединены, сварной шов узок, зона термического влияния мала, в том числе контактная сварка (точечная сварка, шовная сварка), оплавление, сварка трением, сварка холодным давлением и т.д.
Пайка
Пайка — это реализация соединения спаиваемых деталей путем плавления металла (пайка присадочного металла). Температура припоя ниже, чем у основного металла. При сварке припой плавится, а основной металл не плавится, и между ними существует физическая комбинация.
Ее принято разделять на твердую пайку и мягкую пайку с температурой сварки 450°С. Пайка в основном включает в себя газопламенную пайку, индукционную пайку, пайку в печи, резистивную пайку.
Алюминиевый припой
Алюминиевый припой обычно используется для пайки алюминия и алюминиевых сплавов, пайки алюминия и меди, пайки алюминиевой стали, пайки алюминия и нержавеющей стали.
Подходит для различных методов пайки: пламенная пайка алюминия, индукционная пайка алюминия, пайка алюминия в атмосферозащитной печи, вакуумная пайка алюминия.
Алюминиевый паяльный флюс
Физическое состояние: белый порошок, размер частиц ≤250 мкм, плотность: 1,3-1,4 г/см3.
Основные ингредиенты: хлориды щелочных и щелочноземельных металлов, фториды, активные вещества.
Сфера применения: Подходит для пайки алюминия и материалов из алюминиевых сплавов. Он подходит для таких методов пайки, как различные газовые печи или низкотемпературное пламя, пайка чистого алюминия, алюминиево-марганцевых и других сплавов.
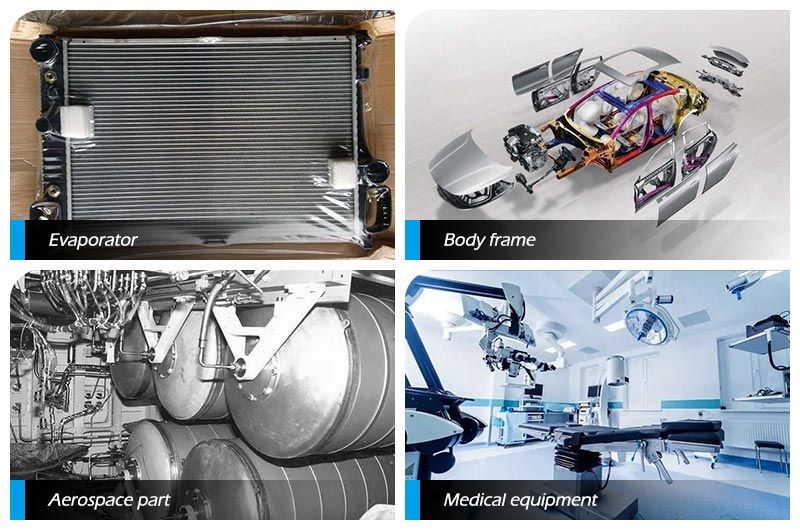
Применение пайки алюминия
Алюминиевая пайка подходит для сварки автомобильных кондиционеров, интеркулеров, конденсаторов, испарителей, резервуаров для воды и различных алюминиевых радиаторов. Сварка алюминиевых рамных конструкций кузова, таких как соединение верхней крышки со стенкой корпуса, дверями автомобиля и другими изделиями. Алюминиевая пайка также используется для компонентов систем кондиционирования воздуха, труб, теплообменников. Алюминиевая пайка также используется в компонентах аэрокосмической промышленности, медицинских приборах и других критических и некритических приложениях.

Чем лучше сваривать алюминий
Как паять алюминий с оловом: пошаговое руководство для начинающих
Сварка алюминия может оказаться сложной задачей для новичков, поскольку этот металл обладает уникальными свойствами, требующими специальных методов. Однако при правильном руководстве и правильных материалах можно эффективно паять алюминий. В этой статье мы предоставим вам пошаговое руководство по пайке алюминия оловом, специально предназначенное для начинающих.
Прежде чем мы начнем, важно отметить, что пайка алюминия с оловом не такая прочная, как пайка других металлов, например меди или стали. Тем не менее, олово остается жизнеспособным вариантом для более легких задач пайки в проектах по электронике и домашнем ремонте.
Что тебе нужно?
Прежде чем приступить к сварочному процессу, убедитесь, что у вас под рукой есть следующие материалы:
1. Паяльник с регулируемой температурой. Для плавления и правильной сварки алюминия требуются более высокие температуры. Поэтому важно использовать паяльник с регулируемой температурой, чтобы обеспечить достаточно высокую температуру.
2. Паяльная банка. Для пайки алюминия вам понадобится специальная банка для алюминия. Эти сварочные аппараты содержат большее количество флюса, который помогает удалить оксидный слой, образующийся на поверхности алюминия.
3. Паяльный флюс. Флюс — это химическое вещество, которое помогает очистить поверхность алюминия и способствует адгезии припоя. Убедитесь, что вы используете подходящий флюс для пайки алюминия.
4. Алюминий, который нужно сваривать. Разумеется, вам потребуются алюминиевые детали, которые вы хотите сваривать. Прежде чем приступить к работе, убедитесь, что поверхности чистые и не имеют ржавчины.
Шаг 1: Подготовка
Первым шагом в процессе пайки алюминия с оловом является подготовка паяемых поверхностей. Протрите алюминиевые детали мягкой тканью и очистителем для алюминия, чтобы удалить грязь, жир и ржавчину. Прежде чем продолжить, убедитесь, что поверхности полностью высохли.
Шаг 2: Приложение потока
Когда поверхности станут чистыми и сухими
Что лучше — сварка или пайка
Ответы на этот вопрос могут быть разными. Применение того или иного способа зависит от использования деталей после их соединения. Автомобильный радиатор лучше паять. Этот способ стоит дешево и отличается надежностью. Молочные фляги и другие емкости для хранения продуктов питания лучше сваривать. Сварной шов более прочный, особенно при больших размерах. Часто приходится сваривать детали из алюминиевых сплавов. Сварка силумина — практически единственный способ соединения, не считая использования клея.
На сварке и пайке при желании можно неплохо заработать. Вопросы о том, как запаять алюминиевые трубки в холодильнике или отремонтировать раму велосипеда, возникают часто. В мастерских работа стоит дорого: пайка трубок — 1000 руб. и более. При соединении электропроводов способом пайки берут 15 руб. за каждое. Ремонт рамы велосипеда из сплавов алюминия с применением припоев стоит 500 руб. Ремонт кастрюли обойдется в 100 руб. К этим суммам следует добавить расходы времени и денег на доставку изделий в мастерскую и обратно.
Чтобы сэкономить эти деньги, нужно научиться паять самому. Для этого необходимо приобрести газовую горелку в виде баллончика за 700-1000 руб. и припой. Научиться обработке поверхностей и наложению швов можно на старом автомобильном радиаторе.
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль — наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:

Ф-34А — активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Бура — порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Жидкий флюс наносится на место пайки тонким слоем. При работе паяльником быстро испаряется с выделением обжигающих паров. Флюс Ф-64 в своем составе содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять заготовки из алюминия больших размеров. Используется при паянии меди, алюминия, оцинкованного железа и других металлов.
Ф-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке сплавов алюминия при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32%-ного олова. Наиболее эффективно работает при температурах выше 160°С.
Любой из перечисленных флюсов помогает запаять алюминиевую кастрюлю, алюминиевые заготовки разных размеров, соединять методом пайки дюралюминий, дюралевые (дюраль) заготовки.
Переваги припоя Castolin 192
Однією з головних переваг припоя Castolin 192 варто зазначити низьку плинність під час роботи з ним, що дає змогу з комфортом виконувати будь-які маніпуляції. Отже, можна усунути великі тріщини та отвори. Завдяки низькій температурі плавлення ризик перегрівання алюмінію знижується до нуля. Це чудовий варіант за невисоку вартість. Тепер впорається з ремонтом і відновленням обладнання стало простіше.
Горелки для пайки алюминия
Нужно знать, как паять газовой горелкой. Если площадь деталей большая и не хватает мощности паяльника, используют горелку. Лучше применять газовую, т. к. пайка алюминия газовой горелкой обладает большими возможностями. Горелка быстро разогревает место соединения деталей почти до температуры плавления алюминия. Флюс с припоем наносится на соединение, разравнивается жалом паяльника и отвердевает. Место соединения нужно обязательно промыть от остатков паяльной кислоты или другого флюса.

При работе с использованием горелок нужно соблюдать правила пожарной безопасности. Рядом не должны находиться горючие жидкости и материалы.
Де придбати припій «Кастолін»192
В онлайн-каталогі легко придбати припій «Кастолін»192, , який надає можливість відновити деталі машин, які зносилися або вийшли з ладу. Завдяки унікальній можливості вдається продовжити термін експлуатації агрегатів, кліматичного обладнання й поліпшити їхні експлуатаційні характеристики. На сайті вартість вказана за один прут.
Інформація для замовлення
Какой паяльник подойдет
Чем паять, какой инструмент для этого нужен — все зависит от площади пайки. Алюминий с медью хорошо проводят тепло, поэтому паяльник нужен мощный. При площади детали в 1000 см² мощность паяльника нужна 50-60 Вт. Паяют часто две или больше частей, в таком случае мощность увеличивается до 100 Вт. При подогреве места соединения подойдет паяльник меньшей мощности. Жало выбирают широкое, на нем можно сделать зазубринки для снятия пленки оксида алюминия.
Требуется рассмотреть, как паять алюминий паяльником. Делается это хорошо разогретым инструментом после снятия оксидной пленки и лужения, к залуженному (залудить можно с применением специальных припоев) участку хорошо прилипает припой и годится любой паяльник
Какая сварка нужна для сварки алюминия
Алюминий — это материал, широко используемый в промышленности и в проектах DIY благодаря своей легкости и устойчивости к коррозии. Однако сварка алюминия может оказаться сложной задачей для новичков, поскольку требует другого подхода и использования специализированной сварки. В этой статье мы объясним, какой тип припоя необходим для пайки алюминия, и проведем вас через основные этапы пайки алюминия с оловом.
Вид сварки алюминия
Пайка алюминия обычно выполняется с использованием припоя из алюминия и олова, также известного как припой олово-алюминий. Этот сплав имеет более низкую температуру плавления, чем чистый алюминий, что делает его пригодным для соединения алюминиевых деталей. Кроме того, флюс также используется для удаления оксидного слоя с алюминия и улучшения адгезии припоя.
Вот пошаговая инструкция по пайке алюминия с оловом:
1. Подготовка: Прежде чем начать, убедитесь, что у вас есть все необходимые инструменты и материалы. Сюда входят паяльник или оловянный паяльник, припой из алюминиевого олова, алюминиевый флюс, очиститель для алюминия и средства индивидуальной защиты.
2. Очистка. Правильная очистка алюминия имеет решающее значение для получения качественного сварного шва. Используйте очиститель алюминия, чтобы удалить грязь, жир и ржавчину с поверхности свариваемых деталей. Это поможет улучшить адгезию припоя.
3. Нанесение флюса: нанесите тонкий слой алюминиевого флюса на места пайки. Флюс поможет удалить оксидный слой и улучшить адгезию припоя.
4. Разогрев: Включите паяльник или паяльник и дайте ему достичь нужной температуры. Тем временем поднесите алюминиево-оловянный припой близко к паяемым участкам.
Как производится пайка оловом
Пайка оловом — важный процесс в производстве электроники и схем. Хотя обычно он используется для соединения свинцовых компонентов, его также можно паять с оловом. В этой статье мы объясним, как эффективно выполнить этот вид сварки.
Прежде чем начать, важно отметить, что пайка алюминия с оловом может быть сложнее, чем пайка других металлов из-за его высокой теплопроводности и защитного оксидного слоя. Однако при использовании правильных материалов и технологий можно добиться успешного сварного шва.
Список необходимых материалов: — Оловянный паяльник – Алюминий, подлежащий сварке — Флюс для алюминия — Олово для пайки алюминия — мелкая наждачная бумага — Пинцет
Шаг 1: Подготовка алюминия Перед началом сварки важно правильно подготовить поверхность алюминия. Начните с аккуратной шлифовки места, где будет производиться сварка. Это поможет удалить оксидный слой и создать чистую, шероховатую поверхность, которая облегчит прилипание олова.
Шаг 2: Применение флюса Алюминиевый флюс — это химическое вещество, предназначенное для удаления оксидного слоя и улучшения адгезии олова. Равномерно нанесите флюс на участок пайки, стараясь полностью покрыть поверхность.
Шаг 3: Нагрев алюминия С помощью горячего паяльника нагрейте место пайки на несколько секунд. Это поможет флюсу активироваться и алюминий достигнет температуры, необходимой для плавления олова.
Шаг 4: Применение олова Как только поверхность станет достаточно горячей, нанесите олово на алюминий. Убедитесь, что олово плавится и правильно прилегает к металлу. Вы можете помочь себе пинцетом, чтобы обеспечить точное нанесение.
Шаг 5: Охлаждение и очистка После завершения пайки дайте припою полностью остыть, прежде чем прикасаться к нему.
Паять алюминий с оловом так же просто, как приготовить попкорн! Следуйте нашему пошаговому руководству, и вы будете соединять алюминиевые детали, как настоящий мастер своими руками. Приготовьтесь раскрыть свой творческий потенциал и поразить всех своими навыками сварки!
Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Припой для пайки алюминия
Припой для пайки алюминия делается на основе цинка или алюминия. В него вносятся добавки для достижения различных характеристик: для понижения температуры плавления, увеличения прочности. Производят их в Америке, Германии, Франции, России. Рассмотрим некоторые из них.
Распространенный и широко разрекламированный припой для алюминия — HTS 2000. Его производит компания из США. Практика свидетельствует о его непрочности: спаянные детали пропускают воздух и влагу. Без флюса его применять невозможно.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Компания Castolin выпускает припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280°С.

Castolin 192FBK — трубчатый припой, содержащий в сердечнике флюс. Выпускается в виде прутков, 100 г которых стоит 100-150 руб. Хорошо паяет мелкие отверстия и трещинки.
Chemet Aluminium 13 — припой, используемый при сварке деталей при 640°С и выше. В его основе лежит алюминий (87%) и кремний (13%). Температура плавления припоя — около 600°С. Выпускается в виде прутков, которых на 100 г приходится 25 шт. 100 г стоят 500 руб. Разновидность под наименованием Chemet Aluminium 13-UF имеет полую структуру и содержит в сердечнике флюс. Его стоимость за 12 прутков, которые весят 100 г, 700 руб.
Алюминиевый припой производится и на отечественных предприятиях. Для пайки с помощью газовой горелки применяется состав марки 34А. Он плавится при температуре 525°С, хорошо паяет сплавы АМц, АМ3М, АМг2. 100 г стоят 700 руб.
Марка А состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425°С. Выпускается прутьями весом 145 г. Стоимость одного прута — 400 руб.
SUPER A+ производится в Новосибирске и является аналогом HTS-2000. Применяется вместе с флюсом марки SUPER FA. Стоит 800 руб. за 100 г. В расплавленном состоянии становится тягучим, приходится применять стальные инструменты для его разравнивания.
https://youtube.com/watch?v=FqsxsTcksJY%3Ffeature%3Doembed



