

- Припои, флюсы и дополнительные аксессуары для работы
- Инструменты для пайки – чем паять?
- Припои – одна цель, но разные качества
- Флюсы – зачем нужны и разновидности
- Низкотемпературные припойные пасты для современной электроники
- Линейка бессвинцовых припойных паст
- Таблица 1 – Линейка бессвинцовых припойных паст
- Преимущества и причины перехода к низкотемпературной технологии
- Свойства и преимущества висмута
- Оптимизация процесса пайки
- Технологический процесс изготовления электронных модулей
- Характеристика припойных паст марок ПП-42-3(4)-90(89)КН0(1)
- Преимущества припойных паст
- Изображения
- Припойные пасты для низкотемпературной пайки
- Оловянно-свинцовые припои с канифолью
- Бессурьмянистые припои
- ООО "ЭЛЕКТРОСПЛАВ" является официальным дилером предприятия и торговой марки АО «Завода металлов и сплавов» (ОА «ЗМС»)в Республике Беларусь
- Припой с канифолью для пайки
- Формы выпуска припоя с канифолью
- Технические характеристики припоя с канифолью
- Характеристики припоя ПОС с канифолью
- Припой с канифолью ПОС 40
- Бессвинцовый припой и свинцовый припой
- Что такое свинцовый припой?
- Что такое бессвинцовая пайка?
- Сравнение физических свойств
- Прочность и прочность
- Воздействие на здоровье и окружающую среду
- Экологические проблемы со свинцом
- Преимущества бессвинцового припоя
- Различия приложений
- Применение бессвинцового припоя
- Стоимость соображений
- Стоимость бессвинцовой пайки
- Заключение
Припои, флюсы и дополнительные аксессуары для работы
Пайка это соединение проводов и металлических предметов с помощью текучего легкоплавкого металла, который прилипает к обеим соединяемым деталям, обеспечивая их соединение. Как выполнять пайку, какие бывают припои и зачем нужны флюсы – читайте в статье ниже!
Инструменты для пайки – чем паять?
Самый распространённый инструмент для пайки – паяльник. Он может быть электрическим (чаще всего), либо газовым. Электрические паяльники бывают разной мощности: для пайки мелких деталей и тонких проводов подойдёт паяльник мощностью 10-25 Вт, для чего-то более массивного – мощностью 40 Вт и выше.
Современные паяльники имеют керамические сменные жала, классические советские — медные. Керамические жала не требуют обслуживания, а медные нужно периодически зачищать и облуживать.
Для пайки массивных деталей или, например, медных труб, понадобится газовая горелка – она способна разогреть даже массивную деталь до температуры, нужной, чтобы припой растёкся и прилип к поверхности детали. Нужно помнить, что для пайки труб, которые используются для водопровода, можно использовать только бессвинцовые припои.
Припои – одна цель, но разные качества
Самый распространённый припой для пайки проводов и других целей – марки ПОС-61. Он содержит 61% олова (отсюда название) и 39 процентов свинца, его температура плавления равна 183 градуса, но пайку рекомендуют проводить при 240 градусах, для оптимальных условий смачивания и образования паяного шва.
Более редкие виды припоев:
- ПОС-67
- ПОС-40
- ПОС-30
Для бытовых целей будет достаточно иметь припой ПОС-61 (ПОС-60) – его будет достаточно для 99% случаев.
Флюсы – зачем нужны и разновидности
Флюс это специальный материал, который смачивает поверхность пайки и удаляет с неё окислы. Без флюса пайка будет затруднительной, так что примите как данность – флюс нужно применять всегда. Самый частый флюс для пайки меди и медных сплавов — сосновая канифоль, как в твёрдом виде, так и в виде спиртового раствора, либо пасты (паяльный жир).
Для пайки стальных оцинкованных деталей понадобится паяльная кислота – но применять её для электроники нельзя – кислота будет разъедать место пайки и портить электронные компоненты. Кроме канифоли и кислоты встречаются более специфические флюсы – например флюс Ф-61А для алюминия и другие, но они применяются редко.
Спасибо, что дочитали – в следующих статьях мы рассмотрим, как правильно производить пайку, так что оставайтесь с нами!
Возврат к списку
Сегодня на рынке представлено огромное количество импортных низкотемпературных бессвинцовых паяльных паст, однако в условиях нынешней ситуации перед технологами предприятий встает задача применения именно российских материалов для пайки, в частности безотмывочных низкотемпературных припойных паст.
Низкотемпературные припойные пасты для современной электроники
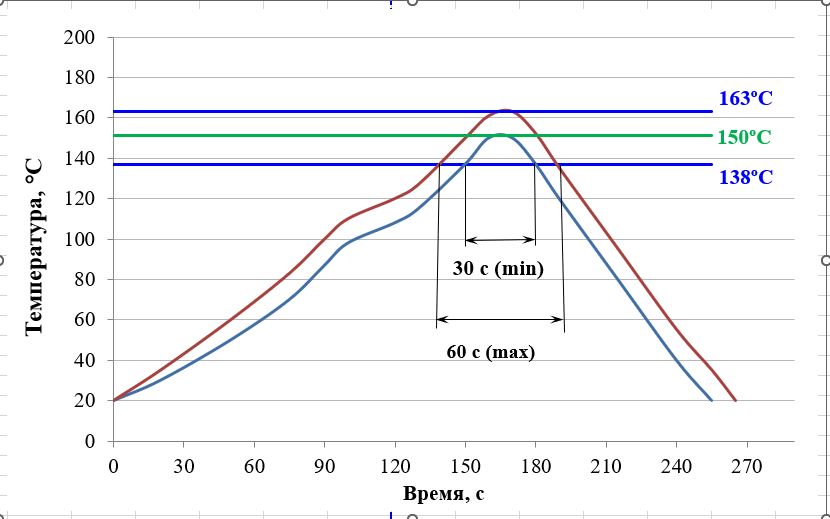
Основными материалами, которые могут быть использованы при низкотемпературных процессах, являются сплавы олово-висмут (Sn58Bi) и олово-висмут-серебро (Sn57–57,6Bi0,4–1Ag), с температурой плавления +138°С, которые будут иметь максимальную температуру термопрофиля около +180 °С. При использовании низкотемпературных оловянно-висмутовых паяльных паст также снижается потребление энергии, если сравнивать их с паяльными пастами на основе Sn3Ag0,5Cu.
Линейка бессвинцовых припойных паст
В данной статье рассмотрим линейку бессвинцовых припойных паст производства АО НИТИ АВАНГАРД:
Таблица 1 – Линейка бессвинцовых припойных паст
| Марка припойной пасты | Размер частиц порошка, мкм | Характеристика флюса |
|---|---|---|
| ПП-42-3-90КН0 | От 25 до 45 | Канифольный некоррозионный слабоактивированный водонесмываемый |
| ПП-42-4-90КН0 | От 20 до 38 | |
| ПП-42-3-90КН1 | От 25 до 45 | Канифольный некоррозионный с малым содержанием галогенов, водонесмываемый |
| ПП-42-4-90КН1 | От 20 до 38 |
Паяльные пасты в составе которых свинец заменен на висмут называются низкотемпературными бессвинцовыми паяльными пастами.
Преимущества и причины перехода к низкотемпературной технологии
Чем же отличается традиционно оловянно-свинцовая технологии от низкотемпературной бессвинцовой технология? У низкотемпературных бессвинцовых припойных паст по сравнению с оловянно-свинцовыми припойными паяльными пастами выгодно отличается срок службы, хранение, текучесть, и самое главное возможность применения компонентов, которые не выдерживают высокую температуру. Предприятиям, переходящим на низкотемпературную бессвинцовую технологию необходимо понимать, что при оплавлении этой припойной пасты потребуется более низкая температура пайки.
Свойства и преимущества висмута
Что такое висмут? Это — Химический элемент 15-й группы шестого периода периодической системы химических элементов Д. И. Менделеева; имеет атомный номер 83. Обозначается символом Bi. Простое вещество представляет собой при нормальных условиях блестящий серебристый с розоватым оттенком металл. Висмут входит в категорию тяжелых металлов и обладает умеренной токсичностью в сравнении с тем же свинцом, который близок ему по свойствам.
Оптимизация процесса пайки
Оптимальный профиль может отличаться от рекомендованного из-за типа печи, типа сборочной линии, или других переменных процесса. На рисунке 1 представлен температурно-временной профиль оплавления пасты олово-висмут.
Технологический процесс изготовления электронных модулей
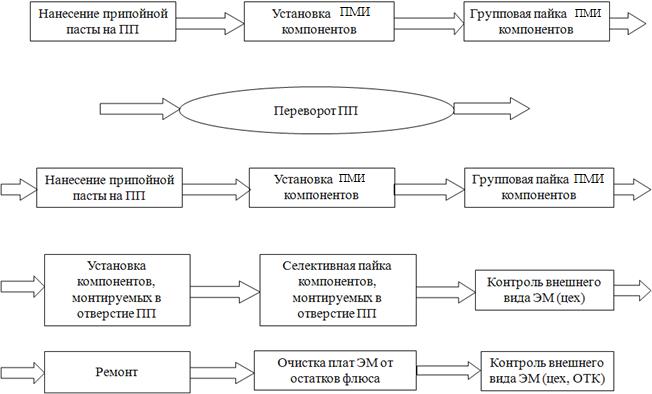
На рисунке 2 представлена типовая структурная схема технологического процесса изготовления электронных модулей сложного смешанного монтажа.
Характеристика припойных паст марок ПП-42-3(4)-90(89)КН0(1)
| Характеристика | Значение |
|---|---|
| Доля флюса (% от массы) | От 8 до 10% |
| Удаление остатков флюса | Безотмывная (возможна отмывка при необходимости) |
| Пик оплавления | 138 °С |
| Срок жизни на трафарете | До 10 часов |
| Срок жизни после вскрытия упаковки | 30 дней и более* |
| Отмывочная жидкость | ОЖ 21А, ОЖ-27А |
| Тип оплавления | конвекционный |
| Вязкость | Печать, дозатор |
| Проникающая коррозия после пайки | на медном купоне отсутствие |
| Кислотное число, мг/г КОН | не менее 38 |
| Поверхностное сопротивление изоляции | (SIR), МОм ≥100 |
| Электрохимическая миграция (ЕСМ) | Тест пройден |
*при условии правильного хранения
Преимущества припойных паст
Линейка припойных паст марки ПП-42-3(4)-90(89)КН0(1) обладает следующими преимуществами:
- Подходят для эксплуатации в районах с умеренным и холодным климатом с категорией размещения 1 (на открытом воздухе).
- Прошли все необходимые испытания и являются высокотехнологичными, современными и рентабельными.
- Идеально подходят для применения в технологии поверхностного монтажа, пайки светодиодных изделий и компонентов, а также для изготовления высокоточных плат.
Изображения

Припойные пасты для низкотемпературной пайки
Данные припойные пасты применяют уже многие отечественные предприятия после проведения испытаний, результаты которых показали, что паяльная паста обладает низкой температурой плавления и высокими прочностными характеристиками соединения, а так же устойчива к появлению трещин при термических нагрузках.
Линейка припойных паст марок ПП-42-3(4)-90(89)КН0(1) выгодно отличается от других низкотемпературных паст тем, что не проседает не только при комнатной температуре, но и на фазе предварительного разогрева, таким образом, она превосходно подходит для всех процессов оплавления, где используется мелкий и сверхмелкий шаг.
В завершение подчеркнем, что линейка бессвинцовых низкотемпературных припойных паст ПП-42-3(4)-90(89)КН0(1) на основе сплава олово-висмут обладают отличной паяемостью, оставляют минимальное количество остатков после пайки, разработана специально для обеспечения качественной пайки при температуре ниже необходимой для пайки припоями олово-свинец.
Паста полностью соответствует требованиям бессвинцовой технологии, а флюс создан специально с низкой точкой активации. Паяльная паста поставляется в банках по 500 и 250 гр. в шприцах по 105 и 38 гр.
Припойные пасты производства АО НИТИ АВАНГАРД помогают решать сложные задачи при низкотемпературной пайке и гарантируют надежный результат.
Оловянно-свинцовые припои с канифолью
Бессвинцовый припой — это современный материал для пайки, который не содержит свинца и других веществ, опасных для здоровья и окружающей среды. Бессвинцовые припои обладают рядом преимуществ перед оловянно-свинцовыми припоями, таких как более высокая прочность, надежность и долговечность соединений. Однако бессвинцовые припои также имеют свои особенности и недостатки, которые необходимо учитывать при выборе и использовании.
В зависимости от химического состава бессвинцовые припои можно разделить на три основные группы: бессурьмянистые, малосурьмянистые и сурьмянистые. Каждая группа имеет свои характеристики, такие как температура плавления, электропроводность, текучесть, твердость и коррозионная стойкость.
Бессурьмянистые припои
Бессурьмянистые припои не содержат сурьмы в своем составе, поскольку она может ухудшать качество пайки и способствовать разрушению шва. Бессурьмянистые припои обычно состоят из олова и других добавок, таких как медь, серебро, золото или индий. Эти припои имеют высокую электропроводность и хорошую текучесть, что облегчает процесс пайки.
Однако бессурьмянистые припои требуют более высокой температуры пайки, чем оловянно-свинцовые припои, что может приводить к перегреву и повреждению деталей. Кроме того, бессурьмянистые припои подвержены явлению оловянной чумы, которое заключается в образовании кристаллов олова в шве, что снижает его прочность и может привести к образованию трещин.
Пример пайки с использованием бессурьмянистого припоя: Пайка микросхем на печатных платах. Для этого используется припой SnAgCu (олово-серебро-медь), который имеет температуру плавления около 217°C. При этом необходимо использовать флюс на основе колофонии для улучшения смачиваемости и удаления окислов. При пайке следует нагревать паяльник до 350-400°C и быстро проводить им по контактам микросхемы и платы. После пайки необходимо осторожно охладить соединение и удалить излишки флюса.
Малосурьмянистые припои содержат небольшое количество сурьмы (до 5%) в своем составе, которое улучшает прочность и стабильность шва. Малосурьмянистые припои также состоят из олова и других добавок, таких как цинк, бисмут или кадмий. Эти припои имеют среднюю электропроводность и текучесть, а также среднюю температуру плавления. Малосурьмянистые припои менее подвержены оловянной чуме, но могут вызывать коррозию или окисление деталей.
Пример пайки с использованием малосурьмянистого припоя: Пайка труб из меди или латуни для водопровода или отопления. Для этого используется припой SnSb (олово-сурьма), который имеет температуру плавления около 230°C. При этом необходимо использовать флюс на основе хлористого цинка для очистки поверхностей от загрязнений. При пайке следует нагревать паяльную лампу до 500-600°C и равномерно распределять ее по всей длине трубы. После пайки необходимо охладить соединение водой и удалить излишки флюса.
Сурьмянистые припои содержат большое количество сурьмы (от 5% до 40%) в своем составе, которое повышает твердость и жесткость шва. Сурьмянистые припои также состоят из олова и других добавок, таких как свинец, цинк или алюминий. Эти припои имеют низкую электропроводность и текучесть, а также низкую температуру плавления. Сурьмянистые припои не подвержены оловянной чуме, но могут вызывать сильную коррозию или окисление деталей.
Пример пайки с использованием сурьмянистого припоя: Пайка ювелирных изделий из серебра или золота. Для этого используется припой SnSbAg (олово-сурьма-серебро), который имеет температуру плавления около 200°C. При этом необходимо использовать флюс на основе боракса для защиты поверхностей от окисления. При пайке следует нагревать газовый горелкой до 300-400°C и аккуратно наносить его на стык изделий. После пайки необходимо охладить соединение в щелочном растворе и отполировать его.
При выборе бессвинцового припоя необходимо учитывать свойства, тип и назначение соединяемых деталей. Также необходимо использовать специальные флюсы для улучшения смачиваемости и очистки поверхностей от загрязнений. При пайке бессвинцовыми припоями следует соблюдать правильный режим нагрева и охлаждения, чтобы избежать деформации или повреждения деталей.
ООО "ЭЛЕКТРОСПЛАВ" является официальным дилером предприятия и торговой марки АО «Завода металлов и сплавов» (ОА «ЗМС»)в Республике Беларусь
Полный пакет документов
Сертификаты качества от завода изготовителя поставляются покупателю вместе с товаром. Гарантийные обязательства изготовителя.
Продукция в наличии
Собственный тёплый склад, Всегда поддерживается достаточный объём готовой продукции. Регулярный завоз продукции.
Отгрузка в день оплаты
Работаем всегда только из собственного наличия на складе. Доставка за 1 день вне зависимости от объёма и местоположения покупателя.
Припой с канифолью для пайки
Канифоль для пайки — это флюс, который облегчает процесс соединения металлов припоем. Канифоль получают из смолы хвойных деревьев, обычно сосны, путем нагревания и выпаривания влаги и скипидара. Канифоль имеет температуру плавления от 50 до 150 градусов по Цельсию и хорошо растворяет окислы на поверхности металлов, улучшая смачиваемость и адгезию припоя. Канифоль также предотвращает повторное окисление металлов при нагревании паяльником. Канифоль можно использовать в твердом виде или в виде жидкого раствора с органическими растворителями, такими как спирт или ацетон. Канифоль подходит для пайки меди, латуни, бронзы, стали и других цветных металлов, кроме алюминия.
Канифоль можно легко нанести на место пайки с помощью кисточки или жала паяльника и легко удалить после пайки с помощью органических растворителей. Канифоль для пайки применяется в разных сферах, например, при починке электроники, создании ювелирных украшений, соединении труб и других металлических конструкций.
Припой относится к основным расходным материалам, используемым во время пайки. данный процесс существует достаточно давно и производители постоянно работают над его совершенствованием. Улучшение касается и расходных материалов. Припой с канифолью является одним из продуктов такой модернизации, который существенно упрощает процесс спаивания, так как для него требуется меньшее количество материалов. При стандартном проведении процедуры нужно использовать не только сам припой, но еще и канифоль в качестве флюса. Она необходима для того, чтобы упростить наплавочного материала, а также улучшить связь между ним и основным металлом. С учетом того, что сам процесс проводится при относительно низких температурах и не влияет на структуру основного металла, то смачиваемость выступает очень
В данном случае флюс содержится в припое, так что ничего дополнительного применять не нужно. Такой способ удобен, как для новичков, так и для профессионалов. Стоит отметить, что в марках, которые относятся к данному типу, хорошо соблюден баланс. При использовании канифоли отдельно всегда есть риск, что ее можно взять меньше или больше. Если же применяется марка с содержанием канифоли, о там она будет подобрана в оптимальном количестве согласно взятому размеру проволоки. Данные изделия производятся согласно
Формы выпуска припоя с канифолью
Припой для пайки с канифолью выпускается в нескольких вариантах. Они зависят от толщины проволоки, ее количества, а также прочих особенностей, которые вкладываются производителем. Среди них встречаются следующие разновидности:
Технические характеристики припоя с канифолью
Припой с канифолью — это сплав олова и свинца, который содержит небольшое количество канифоли в качестве флюса. Канифоль облегчает пайку, удаляя оксиды с поверхности металлов и улучшая смачивание. Припой с канифолью имеет следующие технические характеристики:
— Температура плавления: от 183 до 227 градусов Цельсия в зависимости от соотношения олова и свинца.
— Плотность: от 8,4 до 9,2 грамма на кубический сантиметр в зависимости от соотношения олова и свинца.
— Прочность: от 25 до 40 МПа в зависимости от соотношения олова и свинца и условий нагрузки.
— Электрическое сопротивление: от 0,12 до 0,15 Ом на миллиметр квадратный в зависимости от соотношения олова и свинца.
— Коэффициент теплового расширения: от 20 до 25 микрометров на метр на градус Цельсия в зависимости от соотношения олова и свинца.
Особенности выбора припоя с канифолью или без необходимо учитывать в зависимости от характера и сложности пайки. Канифоль является флюсом, который обеспечивает лучшее смешивание металлов и защищает их от окисления. Припой с канифолью подходит для стандартных процедур пайки, когда режимы нагрева и охлаждения известны и контролируются. Такой припой обычно имеет маркировку ПОС и состоит из олова (от 40 до 90%) и серебра (от 0,5 до 3%) в разных пропорциях. Эти металлы обладают мягкостью и высокой смачиваемостью, но не очень прочными соединениями.
Припой без канифоли требует дополнительного применения флюса во время пайки, что может быть неудобно и затратно. Однако такой припой может быть более устойчив к высоким температурам и вибрациям, что важно для некоторых видов пайки, например, в автомобильной или аэрокосмической промышленности. Припой без канифоли обычно имеет маркировку ПНС и состоит из олова (от 30 до 70%) и свинца (от 30 до 70%) в разных пропорциях. Эти металлы образуют более твердые и прочные соединения, но менее смачиваемые.
Особенности применения припоя с канифолью
Припой с канифолью – это специальный вид припоя, который содержит в своем составе флюс из канифоли. Канифоль – это смола, которая выделяется из хвойных деревьев и обладает хорошими свойствами для пайки. Она способствует лучшему смачиванию металлов припоем, удаляет окислы и загрязнения с поверхности, а также защищает паенное соединение от коррозии.
Припой с канифолью имеет ряд преимуществ перед обычным припоем без флюса:
— он не требует дополнительного применения флюса, что упрощает процесс пайки и экономит время и материалы;
— он имеет низкую температуру плавления, около 190°C, что позволяет избежать перегрева и деформации металлов;
— он обеспечивает высокую прочность и надежность паенных соединений;
— он подходит для пайки различных видов металлов, в том числе олова, свинца, меди, серебра, железа и др.
Для успешной пайки припоем с канифолью необходимо соблюдать следующие правила:
— перед пайкой тщательно очистить поверхности металлов от грязи, жира и ржавчины;
— подогреть поверхности металлов до температуры, при которой припой начинает расплавляться;
— нанести припой на поверхности металлов и равномерно распределить его по всей зоне соединения;
— дать припою остыть и застыть, не двигая и не трогая паенное соединение;
— удалить излишки припоя и канифоли с помощью спирта или ацетона.
Припой с канифолью выпускается в разных формах: в виде проволоки, пасты, таблеток или бухт. Выбор формы зависит от вида пайки, объема работы и предпочтений пайщика.
Примеры марок припоя с канифолью:
— ПОС 61 – припой оловянно-свинцовый с 61% олова и 39% свинца;
— ПОСК50-18 – припой оловянно-кадмиевый с 50% олова, 18% кадмия и 32% свинца;
— ПОССу61-0,5 – припой оловянно-свинцовый с 61% олова, 0,5% сурьмы и 38,5% свинца;
— ПСр3И – припой серебряно-индиевый с 3% серебра и 97% индия;
— ПСр3Кд – припой серебряно-кадмиевый с 3% серебра и 97% кадмия.
Характеристики припоя ПОС с канифолью
Паяние — это способ соединения металлов с помощью припоя, который плавится при температуре ниже температуры плавления основного металла. Припой ПОС 61 состоит из 61% олова и 39% свинца и имеет температуру плавления около 183°C. Этот припой подходит для паяния латуни, железа и медных проводов, так как он хорошо смачивает эти металлы и образует прочное и плотное соединение. Например, припой ПОС 61 можно использовать для паяния электрических контактов, трубопроводов из латуни или меди, а также для ремонта металлических изделий. Свинцово-оловянные припои (ПОС) отличаются друг от друга содержанием олова и свинца, а также добавками других элементов, которые влияют на их свойства. Для успешного паяния необходимо соблюдать ряд условий, таких как: чистота поверхностей спаиваемых деталей, использование флюсов для удаления окислов и защиты припоя от окисления, подбор оптимальной температуры паяльника и припоя, обеспечение достаточного времени для диффузии металлов в зоне соединения, медленное охлаждение шва после паяния. Флюсы бывают разных видов в зависимости от химического состава и формы выпуска. Например, для паяния железа и стали можно использовать флюс из кислой соли цинка (ЦА-1), а для паяния меди и латуни — флюс из хлористого цинка (ЦА-2). Флюсы могут быть жидкими, пастообразными или порошкообразными. Жидкие флюсы наносятся на поверхность детали кистью или ватным тампоном перед паянием. Пастообразные флюсы наносятся на поверхность детали или на кончик паяльника во время паяния. Порошкообразные флюсы смешиваются с припоем или посыпаются на поверхность детали в процессе паяния. При паянии деталей с гальваническими покрытиями необходимо учитывать, что эти покрытия могут ухудшать качество шва из-за низкой степени диффузии. В таких случаях рекомендуется предварительно лужить поверхности оловом или оловянно-свинцовыми сплавами. Лужение — это процесс нанесения тонкого слоя олова на металлические поверхности с целью улучшения смачивания припоем и защиты от коррозии.
Припой с канифолью ПОС 40
Припой с канифолью ПОС 40 оловянно-свинцовый — это вид припоя, который используется для пайки различных металлических изделий. Припой состоит из 40% олова и 60% свинца и имеет температуру плавления около 190°C.
Припой с канифолью ПОС 40 оловянно-свинцовый выпускается в виде тонкой трубки с канифолью внутри, которая выделяется при нагревании. Такой припой удобен для пайки мелких деталей, таких как электронные компоненты, провода, ювелирные изделия и т.д. Припой с канифолью ПОС 40 оловянно-свинцовый обладает хорошими механическими свойствами, низким электросопротивлением и высокой прочностью соединений.
Бессвинцовая пайка и пайка на основе свинца — это два распространенных метода пайки, которые представляют собой компромисс между экологичностью и производительностью. Ниже приводится сравнение этих двух методов, а также их экологических и эксплуатационных преимуществ и недостатков:
1. бессвинцовая пайка
Снижение содержания вредных веществ: при пайке без свинца не используется этилированный припой, что снижает использование опасного свинца и помогает смягчить неблагоприятное воздействие на окружающую среду.
Соответствие нормативам: пайка без свинца соответствует экологическим нормам многих стран и регионов, например, директиве ЕС RoHS (Директива об ограничении использования опасных веществ).
Компромиссы в производительности:
Температуры пайки. Для пайки без свинца обычно требуются более высокие температуры, чем для пайки свинцом, что может привести к повреждению некоторых термочувствительных компонентов.
Механическая прочность: Бессвинцовый припой может иметь немного меньшую механическую прочность, чем свинцовый припой, поэтому с собранными печатными платами может потребоваться более осторожное обращение.
2. Свинцовый припой
Низкая температура пайки: свинцовый припой обычно требует более низкой температуры пайки, что оказывает меньшее влияние на термочувствительные компоненты.
Хорошая механическая прочность: свинцовый припой имеет более высокую механическую прочность, что может быть более благоприятно для некоторых применений (например, в аэрокосмической и военной промышленности).
Опасные вещества: Припой, используемый при пайке свинца, содержит опасный свинец, который может быть потенциально вредным для окружающей среды и здоровья человека.
Нормативные ограничения: Многие страны и регионы ввели ограничения на продукты, содержащие свинец, и не допускают их продажу.
Выбирая между бессвинцовой и свинцовой пайкой, вам необходимо взвесить факторы окружающей среды и производительности, исходя из вашего конкретного применения и требований.
Вот некоторые соображения:
Область применения: Если ваш продукт используется на рынках со строгими экологическими требованиями (например, бытовая электроника), пайка без свинца может оказаться более подходящей. В некоторых областях с высокими температурами и высокой надежностью (например, в военной и аэрокосмической промышленности) пайка свинцом может быть более распространенной.
Тип компонента. Учитывайте тип используемого компонента и его допуск. Некоторые компоненты могут быть чувствительны к высоким температурам и требуют более низких температур пайки.
Нормативные требования. Ознакомьтесь с экологическими нормами в вашем регионе и убедитесь, что ваш продукт им соответствует.
Требования к производительности. Учитывайте требования к производительности вашего продукта, включая механическую прочность, термостойкость и ожидаемый срок службы.
Бессвинцовая пайка стала основой производства электроники, но в определенных ситуациях пайка свинцом все еще может быть логичным выбором. Какой бы метод вы ни выбрали, его необходимо тщательно оценить с учетом ваших конкретных потребностей и обеспечить соответствие применимым нормам и стандартам.

Компания Zhejiang NeoDen Technology Co., Ltd. занимается производством и экспортом различных небольших машин для захвата и размещения продукции с 2010 года. Используя собственный богатый опыт исследований и разработок, хорошо обученное производство, NeoDen завоевывает отличную репутацию среди клиентов по всему миру.
Имея глобальное присутствие более чем в 130 странах, отличная производительность, высокая точность и надежность машин NeoDen PNP делают их идеальными для исследований и разработок, профессионального прототипирования и мелко- и среднесерийного производства. Мы предоставляем профессиональное решение комплексного оборудования SMT.
Мы верим, что замечательные люди и партнеры делают NeoDen великой компанией, и что наша приверженность инновациям, разнообразию и устойчивому развитию гарантирует, что автоматизация SMT доступна каждому любителю во всем мире.
Бессвинцовый припой и свинцовый припой

Традиционно свинцовый припой был предпочтительным выбором из-за его превосходной электропроводности и низкой температуры плавления. Однако с ростом обеспокоенности по поводу безопасности для здоровья и окружающей среды бессвинцовый припой становится все более популярным. В этом блоге подробно проводится сравнение свинцового и бессвинцового припоев, изучаются их свойства, использование и влияние как на производственный процесс, так и на окружающую среду в целом. Понимание этих различий жизненно важно для производителей, любителей и профессионалов при принятии обоснованных решений в своей практике пайки.
Что такое свинцовый припой?
Свинцовый припой, традиционный основной продукт в производстве электроники, представляет собой сплав, обычно состоящий из олова и свинца, часто в соотношении 60/40 или 63/37. Этот состав обеспечивает низкую температуру плавления около 183-190°C, что облегчает работу с ним. Свинцовый припой известен своей превосходной электропроводностью и превосходными смачивающими свойствами, которые позволяют ему плавно растекаться по поверхностям соединений. Исторически сложилось так, что ему отдавалось предпочтение из-за простоты использования и надежности при формировании прочных и долговечных соединений. Однако из-за проблем со здоровьем и окружающей средой, связанных со свинцом, его использование во многих приложениях стало ограниченным.
Что такое бессвинцовая пайка?
Бессвинцовый припой — это тип паяльного материала, не содержащий свинца. Разработанный как экологически чистая альтернатива традиционному припою на основе свинца, он обычно содержит смесь металлов, таких как олово, медь, серебро, а иногда и висмут или сурьму. Стремление к использованию бессвинцового припоя возникло из-за опасений по поводу токсичности свинца и его воздействия на окружающую среду, что привело к принятию таких правил, как RoHS (ограничение использования опасных веществ) в Европейском Союзе. Эти припои в настоящее время широко используются в бытовой электронике и других устройствах, где снижение рисков для окружающей среды и здоровья является приоритетом.
Сравнение физических свойств
Свинцовый припой обычно имеет более низкую температуру плавления, около 183°C, что облегчает работу с ним. Бессвинцовые припои, часто изготовленные из смеси олова, меди и серебра, имеют более высокие температуры плавления, обычно выше 217°C.
Прочность и прочность
Свинцовый припой известен своей долговечностью и отличными смачивающими свойствами. Однако бессвинцовый припой, несмотря на то, что он менее пластичен, часто обеспечивает превосходную механическую прочность, что может быть полезно в условиях высоких напряжений.
Воздействие на здоровье и окружающую среду
Свинцовый припой представляет значительный риск для здоровья, особенно в производственных условиях. Воздействие свинца может привести к неврологическим и респираторным проблемам, что делает его серьезной проблемой для безопасности работников.
Экологические проблемы со свинцом
Загрязнение окружающей среды свинцом может нанести вред экосистемам. Его использование в электронике усугубляет проблемы с электронными отходами, поскольку свинец может проникать в почву и грунтовые воды.
Преимущества бессвинцового припоя
Переход на бессвинцовый припой снижает эти риски для здоровья и снижает воздействие на окружающую среду, что соответствует глобальным усилиям по более безопасному и экологичному производству электроники.
Различия приложений
Свинцовый припой традиционно предпочтителен в тех случаях, когда требуется более низкая температура плавления и более высокая пластичность. Он часто используется в старых электронных устройствах и некоторых специализированных приложениях, где его уникальные свойства имеют преимущество.
Применение бессвинцового припоя
Бессвинцовый припой все чаще используется в большинстве современных производств электроники, особенно в бытовой электронике, в целях соблюдения санитарных и экологических норм. Его также предпочитают в тех случаях, когда ключевыми факторами являются долгосрочная надежность и снижение воздействия на окружающую среду.
Стоимость соображений
Свинцовый припой обычно дешевле из-за его широкой доступности и более низкой стоимости. Его многолетнее использование в промышленности также способствует его доступности.
Стоимость бессвинцовой пайки
Бессвинцовый припой, как правило, дороже, отчасти из-за стоимости альтернативных металлов, таких как серебро или медь. Процесс производства бессвинцового припоя также может быть более сложным, что приводит к более высокой стоимости.
Заключение
Выбор между свинцовым и бессвинцовым припоем зависит от различных факторов, включая требования к применению, соответствие нормам охраны труда и окружающей среды, а также соображения стоимости. Хотя свинцовый припой предпочитают из-за простоты использования и низкой температуры плавления, его существенными недостатками являются риски для здоровья и воздействие на окружающую среду. Бессвинцовый припой, несмотря на то, что он дороже и имеет более высокую температуру плавления, все чаще становится стандартом в отрасли, что обусловлено нормативными стандартами и соображениями безопасности. В конечном итоге решение должно основываться на конкретных потребностях проекта, балансируя факторы производительности, соответствия требованиям и стоимости.
Сплав Sn/Ag/Cu (или иначе SAC-сплав) наиболее часто используют в качестве бессвинцового припоя, хотя возможно применение и других сплавов, содер- жащих, например, висмут, индий и другие элементы.
При переходе к припоям на основе SAC-сплавов наблюдается увеличение числа дефектов пайки. Это результат неправильного выбора параметров процесса пайки. При правильно выбранных параметрах и надлежащем контроле процесса пайки число дефектов практически соизмеримо.
Оловянно-свинцовые и бессвинцовые припои имеют следующие основные отличия:
Температура плавления SAC-сплавов составляет 217-220 °С, что более чем на 30 °С выше, чем оловянно-свинцовых сплавов. Поэтому при пайке следует обеспечить их нагрев до 235-245 °С. При пайке печатных плат с компонентами, имеющими примерно одинаковую теплоемкость, температура пайки может быть снижена до 229 °С.
Для пайки бессвинцовыми припоями необходимо применять флюсы, специально разработанные для использования при более высоких температурах.
Флюс занимает примерно половину объема паяльной
пасты и определяет ее реологические свойства, осадку, клейкость и др.
Основным назначением флюса является предохранение спаиваемых поверхностей от окисления при действии высокой температуры пайки. Флюс улучшает смачивание их припоем, способствуя растеканию его по площадкам платы и выводам компонентов. После пайки остатки флюса удаляют, смывая их, либо оставляют на плате, если использовалась паста, не требующая очистки.
Основные составляющие флюса:
Оптимизация состава флюса, пригодного для применения при более высоких температурах пайки, необходимых для бессвинцовых припоев, является основной задачей производителей паяльных паст. Основные составляющие флюса представляют собой органические соединения, которые должны сохранять стабильность при температуре около 245 °С, чтобы предотвратить появление проблем при пайке.
Наиболее часто встречающиеся дефекты пайки:
Образование мостиков и шариков припоя
Эти дефекты возникают при неправильном выборе параметров пайки. При повышенной температуре в зоне предварительного нагрева следует выбирать пасту с малой осадкой. Особенно важно учитывать это при пайке компонентов с малым шагом выводов.
Обычные пасты на основе оловянно-свинцовых сплавов при высокой температуре (около 185 °С) начинают плавиться и растекаться из-за разложения их гелеобразующих компонентов. На рис. 1 показано “поведение” паст, имеющих различную осадку. Как видно из рисунка, паста “В” имеет меньшую осадку, чем паста “А”, а, следовательно, меньшую вероятность образования мостиков и шариков припоя.

Рис. 1. Два образца паяльных паст, оплавленных при температуре 180 °С
Недостаточная смачиваемость выводов компонентов и площадок платы
При испытании на паяемость было замечено, что смачивающая способность SAC-припоев улучшается с использованием водосмываемых флюсов. Флюсы, не требующие отмывки, содержат меньше активаторов и не содержат галоидов, вследствие чего способ- ность смачивания снижается.
После воздействия нескольких температурных циклов пайки на площадки печатных плат, защищенные лишь органическими покрытиями (т. наз., OSP- плат), число случаев неполного их смачивания припоем возрастает. Покрытие площадок оловом или иммерсионным серебром способствует лучшему растеканию припоя. Хорошо паяется также покрытие Ni/Au при отсутствии в нем окислов. На рис. 2 показаны примеры пайки SAC-припоями выводов микро- схем на площадки из чистой меди и площадки, покрытые иммерсионным серебром.

Рис. 2. Пайка выводов корпусов QFP с применением SAC-сплавов на площадки из чистой меди (а) и площадки, покрытые иммерсионным серебром (б)
Плохая паяемость, недостаточная смачиваемость, плохая растекаемость припоя и большие углы контакта между площадками и выводами могут также явиться следствием неправильно выбранного профиля пайки. Очень важно достичь равномерного распределения температуры по всей площади платы, так как допустимый интервал пиковых температур бессвинцовых припоев более узок, чем оловянно-свинцовых.
Корпуса BGA во время пайки ведут себя как теплоотводы, из-за чего паста под ними может не расплавиться полностью, в то время как более мелкие компоненты могут быть припаяны достаточно хорошо.
Поэтому необходимо правильно определить профиль пайки, а после ее выполнения проконтролировать качество соединений с использованием рентгеновских или оптических методов.

Рис. 3. Дефект пайки, вызванный недостаточным нагревом
На рис. 3 показаны выводы корпуса BGA, не припаянные к плате из-за недостаточного нагрева. Для определения причины этого дефекта необходимо измерить температуру непосредственно в местах контакта этих выводов с площадкой, как показано на рис. 4.

Рис. 4. Измерение температуры выводов корпуса BGA на контрольной печатной плате для определения требуемого профиля пайки
На рис. 5 показан результат пайки выводов при слишком высокой температуре (более 265 °С), а на рис. 6 – при параметрах пайки, близких к оптимальным.

Рис. 5. Результат чрезмерного нагрева вывода

Рис. 6. Пайка с профилем, близким к оптимальному
Основные причины ухудшения смачивающих свойств бессвинцовых припоев:
Активность бессвинцовых паст должна сохраняться вплоть до температуры плавления SAC-сплавов (217 °С). Содержащийся в пасте флюс должен эффективно предохранять плату и компоненты от окисления.
Способность SAC-сплавов смачивать металлические поверхности относительно невелика, поэтому для лучшего растекания припоя во время пайки необходимо, чтобы время воздействия температур, превышающих температуру плавления, было достаточным.
Обычно это время составляет 60-90 с при температуре пайки 235-245 °С.
Наличие окислов на плате можно обнаружить, про- ведя один из тестов на паяемость, например, выполнение баланса смачивания.
Пустоты в бессвинцовых соединениях и выводах BGA
При наличии большого числа пустот в паяном со- единении снижается его надежность, что наиболее часто проявляется при эксплуатации изделий в условиях большого перепада температур, вибраций либо воздействия изгибающих усилий. Пустоты являются
также причиной ухудшения тепло- и электропроводности соединений (рис. 7).

Рис. 7. Пустоты, возникшие при пайке выводов корпусов QFP (a) и BGA (б)
Если суммарный объем пустот не превышает 25% объема соединения, их влияние на надежность незначительно. Они могут даже играть роль амортизаторов механических нагрузок.
Появление пустот могут вызывать следующие факторы:
Поверхностное натяжение бессвинцовых припоев выше, чем оловянно-свинцовых. Поэтому необходимо выбирать пасту такого состава, чтобы содержащийся в ней флюс не терял активности при высоких температурах пайки. Для уменьшения числа пустот в первую очередь следует выбирать пасту, не содержащую канифоли, а также активаторов, разлагающихся при воздействии повышенных температур.
Удалению пузырьков газа из припоя способствует также оптимизация профиля пайки, заключающаяся в увеличении продолжительности пребывания паяного соединения в зоне прогрева, а также в зоне температур, превышающих температуру плавления припоя.
Необходимо также следить за тем, чтобы плата и компоненты были свободны от влаги и загрязнений. Замечено, что на OSP-платах образуется несколько больше пустот, чем на платах, покрытых сплавом Ni/Au или иммерсионным серебром.
В некоторых случаях на количество пустот влияет и форма паяного соединения. Если размеры и форма компонентов препятствуют выходу пузырьков газа, число пустот увеличивается.
Подъем одного из выводов компонента над платой (эффект “надгробия”)
При пайке малогабаритных компонентов бессвинцовыми припоями возрастает число случаев подъема над платой одного из выводов компонента (эффект “надгробия”). Это объясняется, в частности, меньшей смачивающей способностью этих припоев. Поэтому необходимо позиционировать компоненты на плате с достаточно высокой точностью, так как выравнивающий эффект в бессвинцовых пастах выражен слабее.
Припой SAC305 обеспечивает меньшую вероятность образования “надгробия”. Его состав: 96.5% олова, 3% серебра и 0.5% меди, температура плавления 217-220 °С. Во время начальной фазы плавления этот припой удерживает компоненты, как бы приклеивая их к плате, в результате чего число “надгробий” уменьшается.
Применение паяльной пасты с повышенным газовыделением в начальной фазе плавления припоя также может быть причиной образования “надгробий”.
Основная причина отсутствия смачивания – малая активность флюса. В начальной стадии пайки расплавленный припой покрывает всю площадку. Одна- ко, если из-за малой активности флюса образование интерметаллического соединения невозможно, силы сцепления между припоем и площадкой малы, в результате чего из-за поверхностного натяжения при- пой собирается в каплю.
С использованием водосмываемых паст отсутствие смачивания проявляется достаточно редко благодаря тому, что активность их флюса весьма высока.
В менее активных пастах серии ROLO, а также в не требующих отмывки пастах, не содержащих галогенидов, отсутствие смачивания проявляется при пайке площадок, покрытых органическими соединениями или сплавом Ni/Au при наличии на нем окислов никеля или загрязнений. На рис. 8 приведены фотографии площадок с оплавленной пастой; на рис. 8, а явно видно отсутствие смачивания.

Рис. 8. Примеры различного смачивания площадок бессвинцовым припоем: отсутствие смачивания (а) и удовлетворительное смачивание (б)
Для обеспечения смачивания необходимо:
Внешний вид бессвинцовых соединений
Поверхность бессвинцовых соединений более матовая, чем оловянно-свинцовых, а галтель из-за меньшей текучести бессвинцовых сплавов имеет другую форму (рис. 9). Это не должно рассматриваться как дефект пайки.



