

- Типы припоев
- Припои на основе свинца
- Припои на основе олова
- Альтернативные припои
- Altium Designer на Altium 365™: совместная работа и доступ к проектам
- Российские материалы для пайки
- Припойные пасты АО НИТИ АВАНГАРД
- Низкотемпературные бессвинцовые паяльные пасты
- Переход к низкотемпературной технологии
- Пасты для низкотемпературной пайки в электронике
- Преимущества низких температур
- Типовая структурная схема процесса изготовления
- Применение припоев
- Характеристики припоев
- Классификация
- ПОС-61 с канифолью
- ПОМ-3 без свинца
- ПОСу 95-5, без свинца
- Пруток ПОС-90
- Припои, флюсы и дополнительные аксессуары для работы
- Инструменты для пайки – чем паять?
- Припои – одна цель, но разные качества
- Флюсы – зачем нужны и разновидности
Типы припоев
Припои различаются по механическим характеристикам, требованиям к безопасности и утилизации. Переход к электронной технике без содержания свинца вытесняет свинцовые припои на задний план. Существуют припои на основе свинца, припои на основе олова и другие альтернативные варианты.
Припои на основе свинца
Припои на основе свинца относятся к мягким припоям. Их температура плавления составляет около 180-190 °C, а срок хранения около 2 лет. Наиболее популярными сплавами на основе свинца являются:
- Sn/Pb 60/40
- Sn/Pb 63/37
- Sn/Pb 62/36/2 (с добавлением серебра)
Припои на основе олова
Припои на основе олова также широко распространены в электронной промышленности. Олово обладает низкой токсичностью, что делает его более безопасным для окружающей среды. Температура плавления припоев на основе олова обычно выше, чем у свинцовых припоев, и составляет около 220-240 °C.
Альтернативные припои
Существуют также альтернативные варианты припоев, такие как индиевые или цинковые сплавы. Однако они редко используются для пайки печатных плат из-за несовместимости с процессами производства.
## Припои без свинца и их применение в электронике
Припои, не содержащие свинца, приобретают все большую популярность с тех пор, как в ЕС была принята директива об ограничении использования опасных веществ (RoHS), которая ограничивает применение свинца в электронике.
Одна из проблем при использовании таких припоев заключается в том, что они в большей степени подвержены образованию оловянных усиков. Чтобы не допустить образования оловянных усиков, а также обеспечить защиту от влажности и коррозии, часто используются конформные покрытия.
## Припой с флюсовым сердечником
Припой с флюсовым сердечником продается в виде единой катушки и содержит в сердечнике восстановитель. Этот восстановитель (о котором я расскажу ниже) удаляет с металлических контактов любые оксидные пленки, чтобы обеспечить высокую проводимость электрического контакта. Если вы паяете вручную, то следует обратить внимание на материал, содержащийся в сердечнике.
### Материал сердечника припоя
В катушках припоя или паяльных пастах содержится один из перечисленных ниже типов материалов для нанесения флюса на металлические контакты при пайке.
### Процессы пайки печатных плат
Сегодня при производстве печатных плат наиболее часто используется бессвинцовый (Sn-Cu) канифольный припой. Автоматизированный процесс пайки позволяет повысить прочность готового паяного соединения на печатной плате.
#### Автоматическая селективная пайка компонентов
Сначала флюс/паста наносится на металлические контакты на плате, чтобы снизить степень окисления и распределить поток расплавленного припоя. Большинство конструкторов используют бессвинцовую паяльную пасту, однако она может смешиваться с другими материалами.
### Altium Designer® для проектирования печатных плат
Altium Designer® позволяет легко указать различные типы материалов для пайки печатных плат и создать сборочные чертежи, учитывая нормативные требования.
Altium Designer на Altium 365™: совместная работа и доступ к проектам
Когда проектирование будет завершено, а данные готовы для передачи на производство, платформа Altium 365™ поможет наладить совместную работу и доступ к проектам. Мы лишь поверхностно рассмотрели некоторые возможности Altium Designer на Altium 365. Вы можете зайти на страницу продукта, чтобы посмотреть более подробное описание функций, или посетить один из Вебинаров по запросу.
Российские материалы для пайки
Сегодня на рынке представлено огромное количество импортных низкотемпературных бессвинцовых паяльных паст, однако в условиях нынешней ситуации перед технологами предприятий встает задача применения именно российских материалов для пайки, в частности безотмывочных низкотемпературных припойных паст.
Основными материалами, которые могут быть использованы при низкотемпературных процессах, являются сплавы олово-висмут (Sn58Bi) и олово-висмут-серебро (Sn57–57,6Bi0,4–1Ag), с температурой плавления +138°С.
Припойные пасты АО НИТИ АВАНГАРД
В данной статье рассмотрим линейку бессвинцовых припойных паст производства АО НИТИ АВАНГАРД (таблица 1).
Таблица 1 – Линейка бессвинцовых припойных паст
| Марка припойной пасты | Размер частиц порошка, мкм | Характеристика флюса |
|---|---|---|
| ПП-42-3-90КН0 | От 25 до 45 | Канифольный некоррозионный слабоактивированный водонесмываемый |
| ПП-42-4-90КН0 | От 20 до 38 | |
| ПП-42-3-90КН1 | От 25 до 45 | Канифольный некоррозионный с малым содержанием галогенов, водонесмываемый |
| ПП-42-4-90КН1 | От 20 до 38 |
Низкотемпературные бессвинцовые паяльные пасты
Паяльные пасты в составе которых свинец заменен на висмут называются низкотемпературными бессвинцовыми паяльными пастами.
Что такое висмут? Это — химический элемент с атомным номером 83. Простое вещество представляет собой при нормальных условиях блестящий серебристый металл. Висмут входит в категорию тяжелых металлов и обладает умеренной токсичностью.
Переход к низкотемпературной технологии
Существуют три основные причины перехода к низкотемпературной бессвинцовой технологии:
- Срок службы
- Хранение
- Текучесть
Низкотемпературные бессвинцовые припойные пасты выгодно отличаются от оловянно-свинцовых паяльных паст сроком службы, хранением, текучестью, и возможностью применения компонентов, которые не выдерживают высокую температуру.
Пасты для низкотемпературной пайки в электронике
Предприятиям, переходящим на низкотемпературную бессвинцовую технологию необходимо понимать, что при оплавлении этой припойной пасты потребуется более низкая температура пайки.
Преимущества низких температур
Низкие температуры позволяют уменьшить нагрузки, которым подвергаются печатные платы и установленные на них компоненты, а также уход от высоких температур помогает уменьшить интерметаллические образования в паяных соединениях.
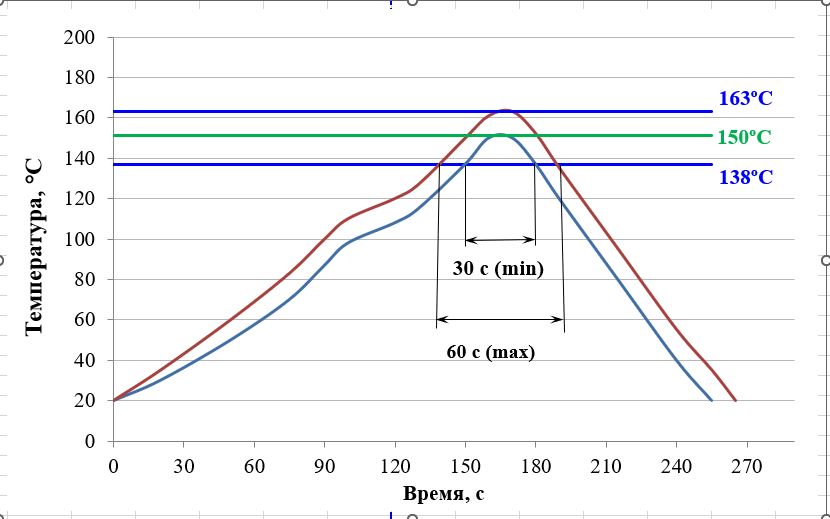
Рисунок 1 – Температурно-временной профиль оплавления пасты олово-висмут.
Типовая структурная схема процесса изготовления
Оптимальный профиль может отличаться от рекомендованного из-за типа печи, типа сборочной линии, или других переменных процесса.
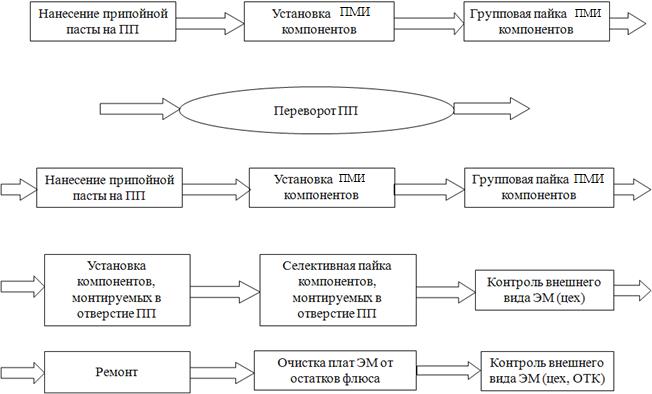
Рисунок 2 – Типовая структурная схема технологического процесса изготовления электронных модулей.
Предприятие АО НИТИ АВАНГАРД предлагает применение низкотемпературных бессвинцовых припойных паст марки ПП-42-3(4)-90(89)КН0(1). Эта паста изготовлена из высокочистого сплава и является легкоплавкой бессвинцовой и низкотемпературной, с содержанием висмута для улучшения легкоплавкости.
Припойная паста на основе сплава олова-висмут является однородной смесью паяльного порошка, где шарики припоя изготовлены только из припоя наивысшей чистоты. НИТИ АВАНГАРД уделяет огромное внимание при изготовлении паяльной пасты на минимальное количество окислов и высокую сферичность шариков припоя.
Применение припоев
Припойные пасты марки ПП-42-3(4)-90(89)КН0(1) предназначены для сборки электронных устройств, включая оборонную промышленность при условии выполнения ступенчатой пайки. Пасты не требуют отмывки для гражданского применения, обладают хорошей активностью и не оставляют коррозионных остатков после пайки.
Пасты разработаны специально для обеспечения качественной пайки до температуры 170°С и полностью соответствуют требованиям бессвинцовой низкотемпературной технологии.
Характеристики припоев
Для более подробного понимания характеристик припойных паст, можно обратиться к таблице 2.
| Характеристика | Значение |
|---|---|
| Доля флюса (% от массы) | От 8 до 10% |
| Удаление остатков флюса | Безотмывная |
| Пик оплавления | 138 °С |
| Срок жизни на трафарете | До 10 часов |
| Срок жизни после вскрытия упаковки | 30 дней и более* |
| Отмывочная жидкость | ОЖ 21А, ОЖ-27А |
| Тип оплавления | Конвекционный |
| Вязкость | Печать, дозатор |
| Проникающая коррозия после пайки на медном купоне | Отсутствие |
| Кислотное число, мг/г КОН | Не менее 38 |
| Поверхностное сопротивление изоляции (SIR), МОм | ≥100 |
| Электрохимическая миграция (ЕСМ) | Тест пройден |
*при условии правильного хранения
Припойные пасты марки ПП-42-3(4)-90(89)КН0(1) (рис 3,4) полностью прошли все указанные испытания, являются высокотехнологичными, современными и наиболее рентабельными припойными пастами. Они прекрасно подходят для применения в технологии поверхностного монтажа, для пайки светодиодных изделий и компонентов, не выдерживающих высокие температуры, а также при изготовлении высокоточных плат поверхностного монтажа широкого диапазона процесса.

Преимущества линейки припойных паст марки ПП-42-3(4)-90(89)КН0(1):
Припойные пасты марки ПП-42-3(4)-90(89)КН0(1) предназначены для эксплуатации изделий в районах с умеренным и холодным климатом с категорией размещения 1 (на открытом воздухе).
Данные припойные пасты применяют уже многие отечественные предприятия после проведения испытаний, результаты которых показали, что паяльная паста обладает низкой температурой плавления и высокими прочностными характеристиками соединения, а так же устойчива к появлению трещин при термических нагрузках.
Линейка припойных паст марок ПП-42-3(4)-90(89)КН0(1) выгодно отличается от других низкотемпературных паст тем, что не проседает не только при комнатной температуре, но и на фазе предварительного разогрева, таким образом, она превосходно подходит для всех процессов оплавления, где используется мелкий и сверхмелкий шаг.
В завершение подчеркнем, что линейка бессвинцовых низкотемпературных припойных паст ПП-42-3(4)-90(89)КН0(1) на основе сплава олово-висмут обладают отличной паяемостью, оставляют минимальное количество остатков после пайки, разработана специально для обеспечения качественной пайки при температуре ниже необходимой для пайки припоями олово-свинец. Паста полностью соответствует требованиям бессвинцовой технологии, а флюс создан специально с низкой точкой активации. Паяльная паста поставляется в банках по 500 и 250 гр. в шприцах по 105 и 38 гр.
Припойные пасты производства АО «НИТИ «АВАНГАРД» помогают решать сложные задачи при низкотемпературной пайке и гарантируют надежный результат.

Припой – это материал, при помощи которого металлические поверхности при пайке соединяются друг с другом. Припои всегда плавятся при более низкой температуре, чем присоединяемые материалы. Как правило, припои – это металлы или сплавы, но бывают и исключения.
Классификация
Основные виды припоев – это мягкие и твёрдые. Остановимся на каждом виде подробней.
Мягкие припои характеризуются пониженной температурой плавления, она обычно меньше 300 градусов С. Максимальная прочность находится в пределах от 16 до 100 Мпа.
Как правило, мягкие припои являются сплавами олова и свинца. Пропорции могут сильно отличаться. Сейчас повсеместно применяются сплавы, в котором процентное содержание олова варьируется от 10 до 90 %. В зависимости от этого применяется соответствующая маркировка – от ПОС-10 до ПОС-90.
В зависимости от химического соотношения материалов отличается и температура плавления – примерно 220-280 градусов С. Кроме того, существуют модификации с легирующими добавками – сурьмой, кадмием. Они могут придать дополнительную пластичность, снизить температуру плавления. В оловянно-цинковом припое ПОЦ свинец отсутствует.
Твёрдые припои представляют собой сплавы, температура плавления выше 300 градусов С, а у некоторых из них – до 1000 градусов и даже больше. Вследствие этого прочность состава существенно возрастает. Она составляет от 100 до 500 Мпа.
Как правило, основу твёрдых припоев составляют медь и серебро. Разработано несколько сплавов с добавлением легирующих элементов – как правило, цинка. Его наличие позволяет варьировать температуру плавления, прочность, другие характеристики. Чаще всего применяются припои с содержанием меди, небольшого количества серебра и цинка. Они имеют аббревиатуру ПМЦ.
Помимо этого, припои подразделяются по типу плавления (полностью или частично), методу получения состава, наличию/отсутствию флюса, форме припоя. Вне зависимости от этого они могут применяться как в быту, так и в крупном промышленном масштабе – в микроэлектронике, приборостроении и т.д.
Под брендом REXANT выпускаются несколько типов припоев. Рассмотрим их подробнее.

ПОС-61 с канифолью
В этом составе 61 % олова и 39 % – свинца. Припой данного типа используется для механически прочных соединений элементов друг с другом или прочной фиксации на электронной печатной плате. Способы применения – пайка, лужение, смешанное производство. Припой скручивается в спиралевидную катушку. В составе имеется флюс (канифоль) без запаха, его процентное содержание – 2,2 %. Это придаёт соединению повышенную прочность.
ПОМ-3 без свинца
Припой ПОМ-3 состоит из 97 % олова 3 % меди. Применяется в профессиональной сфере – в частности, в механизированной и автоматизированной пайке. С помощью данного припоя соединяют трубы из меди и её сплавов. Такие операции востребованы при сборке и ремонте оборудования для пищевых и химических производств, для соединения узлов и деталей из металлокерамики. Изделие характеризуется повышенной прочностью во время затвердевания.
ПОСу 95-5, без свинца
Этот припой состоит из олова (95 %) и сурьмы (5 %). Используется для пайки латуни, стали, меди. Может быть использован для абразивной пайки. Припой востребован в электроламповой промышленности, электронике, автомобилестроении. С его помощью паяются трубы при высоких температурах, электронные платы. Отсутствие свинца гарантирует безопасность проведения операции.

Пруток ПОС-90
Классический припой, состоящий из олова (90 %) и свинца (10 %). Выполнен в виде прутков диаметром 8 мм. С его помощью получается достичь прочное и герметичное соединение, либо фиксация электронных микросхем на печатной плате.
Припои, флюсы и дополнительные аксессуары для работы
Пайка это соединение проводов и металлических предметов с помощью текучего легкоплавкого металла, который прилипает к обеим соединяемым деталям, обеспечивая их соединение. Как выполнять пайку, какие бывают припои и зачем нужны флюсы – читайте в статье ниже!
Инструменты для пайки – чем паять?
Самый распространённый инструмент для пайки – паяльник. Он может быть электрическим (чаще всего), либо газовым. Электрические паяльники бывают разной мощности: для пайки мелких деталей и тонких проводов подойдёт паяльник мощностью 10-25 Вт, для чего-то более массивного – мощностью 40 Вт и выше. Современные паяльники имеют керамические сменные жала, классические «советские» — медные. Керамические жала не требуют обслуживания, а медные нужно периодически зачищать и облуживать.
Для пайки массивных деталей или, например, медных труб, понадобится газовая горелка – она способна разогреть даже массивную деталь до температуры, нужной, чтобы припой растёкся и «прилип» к поверхности детали. Нужно помнить, что для пайки труб, которые используются для водопровода, можно использовать только бессвинцовые припои. Кстати, о припоях – давайте рассмотрим, какие существуют сплавы для пайки и чем они отличаются.
Припои – одна цель, но разные качества
Самый распространённый припой для пайки проводов и других целей – марки ПОС-61. Он содержит 61% олова (отсюда название) и 39 процентов свинца, его температура плавления равна 183 градуса, но пайку рекомендуют проводить при 240 градусах, для оптимальных условий смачивания и образования паяного шва. Более редкие виды припоев:
Для бытовых целей будет достаточно иметь припой ПОС-61 (ПОС-60) – его будет достаточно для 99% случаев.
Флюсы – зачем нужны и разновидности
Флюс это специальный материал, который смачивает поверхность пайки и удаляет с неё окислы. Без флюса пайка будет затруднительной, так что примите как данность – флюс нужно применять всегда. Самый частый флюс для пайки меди и медных сплавов — сосновая канифоль, как в твёрдом виде, так и в виде спиртового раствора, либо пасты (паяльный жир). Для пайки стальных оцинкованных деталей понадобится паяльная кислота – но применять её для электроники нельзя – кислота будет разъедать место пайки и портить электронные компоненты. Кроме канифоли и кислоты встречаются более специфические флюсы – например флюс Ф-61А для алюминия и другие, но они применяются редко.
Спасибо, что дочитали – в следующих статьях мы рассмотрим, как правильно производить пайку, так что оставайтесь с нами!
Возврат к списку



