

- Частичная сварка: температура плавления припоя ниже, чем в температуре плавления основного металла.
- Сварка с флюсом: применение флюса для удаления оксидов и улучшения смачивания.
- Самораспространяющаяся пайка: использование специального порошка, который при нагревании расплавляется и заполняет соединение.
- Вывод
- Пайка алюминия: виды и процессы
- Процесс пайки алюминия погружением
- Процесс пайки в печи
- Процесс пайки в защитной среде
- Процесс вакуумной пайки алюминия
- Разница между сваркой плавлением, сваркой давлением и пайкой
- Сварка давлением
- Соединение металлов: Сварка и Пайка
- Пайка
- Алюминиевый припой
- Формы алюминиевого припоя
- Алюминиевый паяльный флюс
- Сфера применения
- Применение пайки алюминия
- BGA soldering
- Ремонт iPhone в Bgacenter
- Пайка BGA чипов
- Нижний подогрев для пайки BGA
- Флюс для пайки BGA
- Термовоздушная паяльная станция
- Паяльник для пайки
- Что такое индукционная пайка?
- Как работает индукционная пайка?
- Преимущества
- Металлы, которые можно паять индукционным методом
- Сообщений с 2 461 по 2 475 из 2 613
- Kisa
- Jet91888
- Veksha
- Сварка и пайка. Технологии изготовления и ремонта стальных рам
- Dread
- Гость, 0 пользователей
- Что такое лужение паяльника и зачем это делать
- Что понадобится для процедуры?
- Как очистить жало паяльника механическим способом
- Медный наконечник в виде заточенного прутка
- Медное жало 900М
- Необгораемое жало
- Как залудить паяльник
- Как залудить паяльник с медным жалом
- Особенности лужения паяльника с необгораемым жалом
- Как залудить жало в процессе пайки
- Как правильно припаять провод
- Условия хорошей смачиваемости при спаивания деталей
- Основные пункты техники безопасности при пайке
- Прочность и сопротивление паянного соединения
Вывод
Пайка алюминия — это важный процесс для соединения алюминиевых деталей. Он широко применяется в различных отраслях, таких как авиация, автомобилестроение, производство электроники и другие. Понимание особенностей данного процесса позволяет проводить качественные сварочные работы и получать прочные соединения.
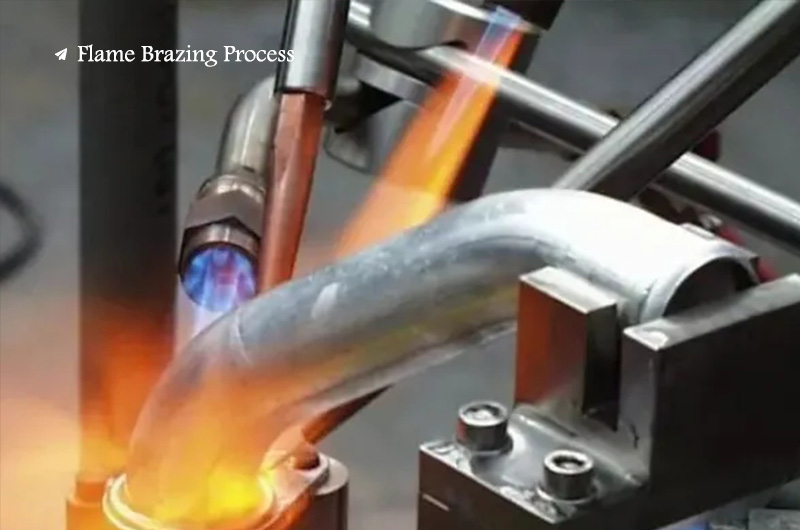
Пайка алюминия: виды и процессы
Источником тепла является пламя кислородного газа, и существует много типов газа. Для алюминия и его сплавов применимый газ включает ацетилен и природный газ. Газовая пайка алюминия и его сплавов должна сопровождаться флюсом. Поскольку в процессе нагрева алюминия не происходит изменения цвета, трудно определить температуру нагрева при пайке пламенем.
Процесс пайки алюминия погружением
Свариваемые припоем детали окунают в ванну с расплавленным флюсом для нагрева и пайки. Этот метод быстро нагревается, сварная деталь не окисляется в процессе пайки, имеет малую деформацию, хорошее качество и высокую производительность. Этот метод подходит только для массового производства в непрерывном режиме. После погружения и пайки необходимо очистить остаточный флюс и остатки, которые вызовут коррозию и загрязнение производственной площадки и окружающей среды.

Процесс пайки в печи
Пайка алюминия и его сплавов в воздушной печи должна быть снабжена флюсом, а остатки после пайки коррозионным флюсом должны быть удалены.
Процесс пайки в защитной среде
Используется защита инертным газом, поверхность соединения перед пайкой необходимо тщательно очистить, атмосферу в печи необходимо заменять и затем непрерывно подавать, а себестоимость продукции высока. Если используется азотная защита, необходимо использовать некоррозионный флюс. Этот метод имеет высокую производительность и получил широкое распространение.

Процесс вакуумной пайки алюминия
Печной пайки без использования флюса. Степень вакуума не должна быть ниже 1,33X10-2Па. Использование металлического магния в качестве активатора и другие технологические мероприятия способствовали популяризации и распространению технологии вакуумной пайки алюминия и его сплавов.

Разница между сваркой плавлением, сваркой давлением и пайкой
Сварка плавлением заключается в использовании внешнего источника тепла (например, электрической дуги) для локального нагрева и плавления области вблизи границы раздела соединяемых компонентов (т.е. основного металла), а затем охлаждения для образования соединения.
В процессе сварки основной металл и присадочный металл расплавляются и химически соединяются. Такие как: ручная дуговая сварка, сварка CO2, сварка TIG, сварка MIG, сварка под флюсом, сварка MAG, плазменная сварка, лазерная сварка, электронно-лучевая сварка
Сварка давлением
Сварка давлением заключается в приложении давления, чтобы приблизить атомное расстояние свариваемой поверхности к расстоянию решетки.
Соединение металлов: Сварка и Пайка
При сварке не применяется припой, соединяемые металлы химически или физически соединены, сварной шов узок, зона термического влияния мала, в том числе контактная сварка (точечная сварка, шовная сварка), оплавление, сварка трением, сварка холодным давлением и т.д.
Пайка
Пайка – это реализация соединения спаиваемых деталей путем плавления металла (пайка присадочного металла). Температура припоя ниже, чем у основного металла. При сварке припой плавится, а основной металл не плавится, и между ними существует физическая комбинация.
Ее принято разделять на твердую пайку и мягкую пайку с температурой сварки 450°С. Пайка в основном включает в себя газопламенную пайку, индукционную пайку, пайку в печи, резистивную пайку.
Алюминиевый припой
Алюминиевый припой обычно используется для пайки алюминия и алюминиевых сплавов, пайки алюминия и меди, пайки алюминиевой стали, пайки алюминия и нержавеющей стали.
Подходит для различных методов пайки: пламенная пайка алюминия, индукционная пайка алюминия, пайка алюминия в атмосферозащитной печи, вакуумная пайка алюминия.
Формы алюминиевого припоя
- Сварочная проволока
- Сварочное кольцо
- Сварочная лента
- Лист припоя
- Припой
- Паяльная паста

Также предоставляются предварительно сформированные формы по индивидуальному заказу.
Алюминиевый паяльный флюс
Физическое состояние: белый порошок, размер частиц ≤250 мкм, плотность: 1, 3-1, 4 г/см3.
Основные ингредиенты: хлориды щелочных и щелочноземельных металлов, фториды, активные вещества.
Сфера применения
Подходит для пайки алюминия и материалов из алюминиевых сплавов. Он подходит для таких методов пайки, как различные газовые печи или низкотемпературное пламя, пайка чистого алюминия, алюминиево-марганцевых и других сплавов. Нетоксичный, без запаха, экологически чистый, длительного хранения без впитывания влаги, не слеживающийся.
Температура плавления некоррозионного алюминиевого паяльного флюса относительно узкая и составляет около 550 ℃. Особенно в настоящее время это самый идеальный сварочный растворитель для сварки большинства автомобильных кондиционеров, алюминиевых конденсаторов и алюминиевых радиаторных печей.
Применение пайки алюминия
- Сварка автомобильных кондиционеров, интеркулеров, конденсаторов, испарителей, резервуаров для воды и алюминиевых радиаторов
- Сварка алюминиевых рамных конструкций кузова
- Сварка компонентов систем кондиционирования воздуха, труб, теплообменников
- Применение в аэрокосмической промышленности, медицинских приборах и других критических и некритических приложениях.
BGA soldering
Как паять платы? Как расшифровывается BGA? На эти два часто задаваемых вопроса, во время прохождения курсов пайки, отвечают мастера Bgacenter.
От английского – ball grid arrey, то есть массив шариков, своим видом похожий на сетку. Шарики из припоя наносятся на микросхему через трафарет, затем потоком горячего воздуха, расплавляется сам припой и формируются контакты правильной формы.
Процесс пайки BGA состоит из определенной последовательности действий, соблюдая которую получаем качественное соединение.
Существует большое количество нюансов, ради которых и приезжают на обучение. Начиная с того под каким углом и на каком расстоянии от платы держать сопло фена, температурные режимы демонтажа и монтажа микросхем, с какой стороны заводить лопатку.
А при проведении диагностики, и наличии межслойного короткого замыкания ничего не нагревается.
Как в этом случае найти неисправный элемент или цепь? И много других тонкостей которые может знать действующий мастер сервисного центра.
И тот кто может подтвердить свой уровень выполненными ремонтами.
Ремонт iPhone в Bgacenter
90 % успешности ремонта зависит от правильно выполненного демонтажа микросхем. Именно на этом этапе важно не оторвать пятаки и не повредить микросхему высокой температурой.
А начинают выпаивание чипа, с удаления компаунда.
Компаунд – полимерная смола (клей), обычно черного или коричневого цвета, применяемая при изготовлении системных плат телефонов. Назначение компаунда:
- Наиболее ответственные микросхемы
- CPU
- BB_RF
- EPROM
- NAND Flash
- Wi-Fi
в заводских условиях после установки, заливаются компаундом. И перед тем как выполнять демонтаж, необходимо очистить периметр от смолы.
Пайка BGA чипов
Общий принцип пайки следующий, благодаря создаваемому поверхностному натяжению при расплавлении припоя, происходит фиксация микросхемы относительно контактной площадки на системной плате.
Температура пайки BGA микросхем на платах iPhone 290 – 340 градусов Цельсия.
Нижний подогрев для пайки BGA
Для уменьшения времени воздействия на плату высоких температур используется подогревать плат.
Рекомендуем моноблочный подогреватель печатных плат СТМ 10-6. Стабильное поддержание заданной температуры на всей площади нагревательного элемента способствует равномерному прогреву всей motherboard (зависит от модели подогревателя).
И ещё одно из преимуществ перед другими термостолами, это удобная универсальная система креплений.
Флюс для пайки BGA
В интернете представлено огромное количество производителей флюсов. В Bgacenter применяется профессиональный безотмывочный флюс Martin. Следует обращать внимание на дату изготовления и срок годности флюса. Преимущества флюс-геля:

Термовоздушная паяльная станция
Назначение станции Quick 861DE ESD Lead – пайка (демонтаж и монтаж) BGA микросхем и SMD компонентов. Преимущества этой станции:
Что бы можно улучшить в конструкции станции, это регулировка температуры не кнопками, а вращающимися регуляторами, как на Quick 857D (W)+.

Паяльник для пайки
PS-900 METCAL – индукционная паяльная система. Мощности паяльника 60 Вт вполне достаточно для работы с многослойными платами современной электроники. Опыт работы инженеров по ремонту телефонов именно с этим паяльником – 4 года. Какие отличительные особенности у PS-900:

Для начинающего мастера по ремонту телефонов хорошим вариантом будет микроскоп СМ0745. Бинокулярный микроскоп с фокусным расстоянием 145 мм (при установке рассеивающей линзы). Назначение системы линз, увеличение фокусного расстояния при сохранении рабочей зоны.

Микроскоп для пайки плат
Для пайки плат iPhone в основном применяются шарики припоя диаметр 0,2 мм. Обычно поставляются в стеклянной таре, по 10000 шаров в каждой банке.
Состав шариков из припоя:

После выполнения паяльных работ необходимо убедиться, что пайка bga выполнена качественно. Контроль осуществляется несколькими способами:
Подробно о методиках проверки, читайте в следующем материале. Например при диагностике цепи заряда iPad Air, подключением платы к ЛБП, при исправном TRISTAR потребление тока должно быть не более 0,07 Ампер.
Что такое индукционная пайка?
Простота создания повторяемого процесса делает индукционную пайку идеальной для серийных, крупносерийных производственных процессов. Сегодня индукционная пайка — прецизионный процесс, при котором нагревается только точка сплавления и сплав, — является более быстрым, безопасным и эффективным методом, особенно если ваш цех производит большие объемы продукции и имеет некоторую автоматизацию.
Как работает индукционная пайка?
Пайка — это процесс соединения материалов с использованием присадочных металлов (обычно антиокислительного растворителя, называемого флюсом) для соединения двух близко расположенных кусков металла вместе без расплавления исходных материалов. Сегодня индукционная пайка, точный процесс, при котором нагревается только точка сплавления, является более быстрым, безопасным и эффективным методом — в основном, если ваш цех производит большие объемы продукции и включает некоторую степень автоматизации.
Преимущества
Правильно установленная система индукционной пайки обеспечивает подачу тепла в одно конкретное, локализованное место для уменьшения деформаций и оптимизации всего процесса.
Индукционная пайка позволяет легко автоматизировать процессы монтажа деталей, освобождая руки оператора и одновременно увеличивая срок службы оборудования.
Металлы, которые можно паять индукционным методом
Хотя почти все металлы можно паять при условии тщательного контроля температуры и металла наполнителя, используемого в процессе пайки, некоторые металлы требуют большей осторожности и точности в процессе пайки. Индукционная пайка все равно образует отличное соединение, удерживающее детали вместе.
Существует множество металлов, пригодных для индукционной пайки.
Page load link
Go to Top
Вы не вошли. Пожалуйста, войдите или зарегистрируйтесь.
Темы без ответов
Сообщений с 2 461 по 2 475 из 2 613
dimoncheg32, ніколи не чув про отпуск в маслі. Закалка, да, передбачає різке охолодження. Знаю про віджиг/ стабілізацію при температурі 250-280 градусів протягом декількох годин.
Я рухаюсь, значить я існую!
Kisa
Да ну, спаяли — остудили на воздухе естественным путём, да и всё. Все эти мутные термические дела — о сварке.При пайке этих сталей серебром, без превышения рекомендованной температуры пайки, нчего там такого не происходит.
Мой гаражМастер спорта по езде за хлебушком на велосипеде.Если не я построил велосипед — это не мой велосипед.
Jet91888
Можно вообще трубку такого же сечения найти (12х1, 14х1, или сколько там).
Диаметр 14*1мм, есть как раз такого же размера палка-трость для скандинавской ходьбы из дюралюминия, подойдёт?
Veksha
jet91888, из дюралюминия точно не подойдёт.
Не стоит дружить с людьми, у которых нечему научиться. Вот поэтому у меня так мало друзей. Джеймс Уотсон
Сварка и пайка. Технологии изготовления и ремонта стальных рам
Уважаемые коллеги, у меня такой вопрос, насколько возможно паять легированные трубы спортивных велосипедов при помощи кислородного резака? Есть ли у кого опыт подобной работы, и какие подводные камни при ней имеются?
только освоение нового продлевает нам жизнь
Плач про то, что сейчас, и что нет в продаже и в доступности — это вообще контрпродуктивно, а в нашем Сообществе это общее место, не нуждающееся в озвучивании. Кроководы — в принципе люди, которые хотят странного.
Dread
большой и тяжелый
Еще один недостаток в том что он длинный.
Не удобно паять длинным тяжелым резаком, одной рукой надо как-то его держать и греть нужное место, а другой подставлять проволоку к месту пайки. Желательно все это делать точно, чтобы не наделать лишних "соплей". Практика показала что их трудно потом счищать в неудобных местах. Резаком как правило работают двумя руками, да и точность при резке не нужна. Пробуйте, но мне, да и всем здешним, кажется лучше купить свою горелку и прикрутить вместо резака.
почти за конец
Но я квалифицированный сварщик со стажем 11 лет
Видится грубое нарушение техники безопасности.
Куда инженер по ТБ модераторы смотрят?
Гость, 0 пользователей
Extensions PunBB Info
При пайке необходимо задействовать флюс, загрязняющий наконечник инструмента. Наслоения препятствуют нормальной работе, не дают залудить жало. Разберемся, как очистить закоптившийся паяльник от нагара и подготовиться к пайке.
Что такое лужение паяльника и зачем это делать
Пайка — это соединение деталей без их расплавления с помощью припоя, выполняющего роль посредника между двумя металлическими поверхностями. В качестве припоя выступает сплав, содержащий олово и свинец. Олово — оптимальный металл по температуре плавления. Свинцовая добавка увеличивает текучесть и уменьшает хрупкость припоя.
При пайке нужно брать припой горячим жалом паяльника и переносить капельку сплава на место соединения. Без лужения сделать это проблематично, поскольку припой не будет прилипать к наконечнику. Чтобы избежать проблем с прилипанием, необходимо очистить жало от нагара и покрыть его слоем оловянного сплава. Нанесение на оснастку тонкого слоя припоя называют лужением. В этой процедуре нуждается как изрядно проработавший, так и новый инструмент.
Технология лужения зависит от материала жала. Наконечники бывают следующих разновидностей:
При покупке оснастки для паяльника стоит учитывать авторитет продавца. Китайские интернет-магазины зачастую продают посеребренные жала, на которых, на самом деле, нет серебра, или наконечники с покрытием оказываются чисто медными.
Домашним мастерам и рукодельницам в помощь: Как пользоваться клеевым пистолетом: инструкция в 5 пунктах
Что понадобится для процедуры?
Если нужно залудить новый паяльник, понадобится припой, а также твердый или жидкий флюс. В качестве металлического расходника обычно используют оловянно-свинцовый сплав. Флюс — канифоль или более агрессивный состав. Канифоль подходит только для лужения медного жала, поскольку является слабым активатором.
Перед лужением наконечника с заметным слоем нагара требуется предварительная очистка оснастки. Как очистить медное жало паяльника? Для приведения в адекватное состояние наконечника старого образца понадобится напильник. Медь стандарта 900М требует более деликатного обращения: ее зачищают наждачкой мелкой зернистости.
Горячее никелированное жало очищают с помощью целлюлозной губки или металлической стружки. Толстый слой нагара убирают с холодного паяльника, счищая абразивным веществом в виде соды, которую используют в тандеме с жесткой стороной губки для мытья посуды. На финальном этапе лужения паяльника может понадобиться дощечка или кусок картона.
Выбираем инструмент для склеивания деталей: Как выбрать клеевой пистолет: 5 ключевых характеристик
Как очистить жало паяльника механическим способом
Технология очистки зависит от материала и геометрии жала. Рассмотрим, чем чистить 3 разновидности жал паяльников.
Избавляемся от предрассудков: Как выбрать гравер: 3 ключевых фактора
Медный наконечник в виде заточенного прутка
Жало очищают от нагара с помощью напильника по металлу. Особых физических усилий процесс не требует, тиски и прочие зажимные приспособления используют только в особо тяжелых случаях. Напильник обычно держат в положении, которое соответствует фабричной заточке жала, угол клина — около 35 градусов. Кончик получается тупой, на нем площадка шириной порядка 1 мм.
Работа с новым наконечником требует минимум усилий: достаточно снять патину мелкозернистой шкуркой. Умельцы иногда меняют форму жала, например, из клина делают конус. В этом нет нужды, если пользуетесь паяльником, который работает с жалами типоразмера 900М. Производители предлагают более 10 наконечников такого формата, заточенных на выполнение разных работ. Примеры:
Обозначения: «+» — подходит, «-» — не подходит, «+/-» — не лучший вариант.
После заточки наконечник сразу залуживают. Если отложить покрытие припоем, медь окислится и придется затачивать заново.
Выбираем инструмент для пайки: Как выбрать паяльник: 4 критерия отбора
Медное жало 900М
Заточку производят без напильника, чтобы не деформировать тонкий кончик. Для очистки от нагара используют мелкозернистую шкурку.
Необгораемое жало
Средства чистки для никелированного жала:
Первые два варианта для чистки горячего паяльника, для третьего разогрев противопоказан. Напильником пользоваться нельзя, поскольку он вместе с нагаром снимет никелированное покрытие.
Приводим в порядок динамики: Как почистить динамики телефона — 6 действенных подсказок
Как залудить паяльник
Далее речь пойдет об особенностях лужения паяльника. Нюансы зависят от материала жала, но в любом случае нужно будет иметь дело с припоем и флюсом. Для пайки электроники часто используют припой ПОС61 или ПОС63, разница между ними не существенная. Аббревиатура ПОС означает, что это сплав олова и свинца, число в конце — процент олова. Сплав начинает переходить в жидкое состояние при температуре 183 градуса.
В качестве флюса для лужения медного жала используют канифоль — вещество, получаемое из хвойных деревьев. Одна из технологий подразумевает удаление скипидара из смолы сосны. Температура плавления канифоли — 110-170 градусов в зависимости от состава. В любом случае большая ее часть — это смоляные кислоты. Закипает флюс при 250 градусах, подходит только для лужения и низкотемпературной пайки. Канифоль хорошо справляется с медной патиной, но не может убрать окиси многих других металлов. Чтобы получить более агрессивный флюс, в смолу добавляют другие кислоты.
Иногда вместо твердой канифоли удобнее использовать ее жидкий аналог, который можно купить или сделать самостоятельно, поместив смолу в спирт или другой растворитель. Теперь перейдем к технологии лужения инструмента для пайки.
Разбираемся с дренажом: Как почистить дренаж кондиционера: 3 причины засора и способы их устранения
Как залудить паяльник с медным жалом
Итак, наконечник очищен от нагара, и пора, не мешкая, приступить к следующему этапу. Чтобы как следует залудить паяльник со сплошным медным жалом понадобятся канифоль и припой. Обычно их используют в качестве отдельных составляющих. Технология следующая:
2. Сразу переходим ко второму этапу, не дожидаемся, пока канифоль выгорит. Припоем в виде прутка водим по наконечнику, наносим сплав олова и свинца на подготовленные поверхности. Если припой в виде гранулы, расплавляем его, смачивая жало.
3. Если припой распределился не по всей поверхности, используем кусок картона: окунаем наконечник в канифоль и возим по нему.
4. Если на жале собралось слишком много припоя — избавляемся от излишков, слегка постукивая держателем оснастки по напильнику или снимая лишнее с помощью мокрой целлюлозной губкой. 5. Даем нанесенному припою затвердеть.
Бывают припои «2 в 1» в виде тонкой трубочки с канифолью внутри. В этом случае окунать во флюс оснастку не нужно. Просто наносим сплав на подготовленное к лужению жало.
Если что-то пошло не так, никто не помешает сделать «дубль 2». Не стоит бояться испортить медное жало, его всегда можно привести в порядок. Особых навыков для этого не требуется.
Рекомендации по выбору: Электрорубанок: как выбрать инструмент для дома — 6 основных критериев
Особенности лужения паяльника с необгораемым жалом
Технология та же, но обойтись канифолью для лужения никелированного наконечника вряд ли получится. Сосновая смола справляется с ролью флюса, когда нужно подготовить жало из меди, подходит для пайки серебра, олова и его сплавов. Для лужения никеля канифоль не лучший вариант. Для этого есть специальные флюсы, например, ЛТИ-120.
Это нейтральный активный состав, в который кроме спиртов и канифоли входят диэтиламин и триэтаноламин. Несмотря на нейтральность, смывать его все равно нужно после пайки. Чтобы не заморачиваться этим, можно использовать ЛТИ-120 или агрессивную паяльную кислоту только для лужения инструмента, а паять с помощью канифоли, не нуждающейся в смывании.
Несколько слов по поводу паяльной кислоты. На этикетке или в инструкции к флюсу должно быть написано, что она подходит, в том числе и для пайки никеля. Существуют кислоты для пайки не радиодеталей, а кастрюль, ведер и прочей тары из нержавеющей стали с помощью инструмента мощностью 100-300 Вт. В этом случае вместо никеля будет написано про пайку нержавейки, цветмета и т.п.
При работе с любой кислотой нужно быть максимально аккуратным, избегать попадания в глаза, использовать защитные очки.
Выпиливаем дома: Как выбрать электролобзик для дома: 5 правил и советов
Как залудить жало в процессе пайки
Увлеклись процессом, и после долгой пайки никелированное жало перестало брать припой? Губка для чистки не помогает? Залудите наконечник по ходу дела. Если нет желания ждать, пока паяльник остынет; почистить содой, как рассказано выше, для вас не вариант, — воспользуйтесь ускоренной процедурой.
Чтобы быстро привести наконечник в порядок, понадобится очищающая паста. Магазины продают разную продукцию для очистки, например, с металлической частью, состоящей из 97% олова, 2% серебра и 1% меди. Кроме металлов в виде мелкодисперсных порошков в пасте есть флюс и связующее.
Технология чистки-лужения проста:
Преимущество способа — скорость, недостаток — дороговизна составов для чистки. Баночка с несколькими граммами пасты может стоить как дешевый паяльник. При покупке очищающего состава новичку легко ошибиться. С аналогичными названиями продают пасты, в которых только флюс. Залудить жало без припоя, естественно, не получится.
Производители паст для лужения указывают температуру, при которой состав работает, она должна быть не менее 232 градусов (плавление олова). Чтобы эффект наступил, обычно требуется разогреть паяльник примерно до 350 градусов.
В заключение общий алгоритм пайки:
Казалось бы, ничего сложного, но в каждом деле есть свои нюансы. Нужно выдерживать тайминг, уметь выставлять температуру, учитывать технические характеристики материалов.
Выбираем мобильный инструмент: Как выбрать аккумуляторный шуруповерт: 6 советов и рейтинг из 5 крутых моделей
Как правильно припаять провод
Эта статья написана для тех, кто решил заняться пайкой впервые, или имеет небольшой опыт в этой области. На эту тему написано много книг, но, чтобы спаять один или несколько контактов, все аспекты пайки изучать не нужно. Мы рассмотрим наиболее частые поломки бытовой техники и электро или электронных устройств. Например — восстановление обрыва в проводе блока питания или наушников. Объясним основные принципы пайки, чтобы вы могли обеспечить качественное и надежное соединение. В ваших интересах набраться терпения и потратить 8-12 минут своего времени, чтобы в будущем избежать повторного ремонта и сэкономить время и деньги.
Фотография того, как должны быть припаяны провода к блоку питания
Пайка — это процесс соединения двух материалов с помощью металла или сплава-посредника, называемого припоем, для получения неразъёмного соединения деталей с участием межатомных связей. Припой имеет более низкую температуру плавления, чем материал соединяемых деталей. Спаиваемые детали вводятся в соприкосновение, затем в зазор между ними вводится припой и обычно флюс. Место спайки нагревается до температуры плавления припоя и он смачивает поверхности деталей, затем после снятия нагрева припой, остывая, кристаллизуется, образуя соединение. Качество и прочность соединения сильно зависит от смачиваемости припоем соединяемых поверхностей и неподвижности соединения в момент остывания припоя (кристаллизации).
Условия хорошей смачиваемости при спаивания деталей
На качество пайки, в основном, влияет чистота деталей. Соединяемые детали не должны иметь какие-либо загрязнения (жир, масла, окислы и т.п.), которые можно убрать с помощью очистителей типа спирта, бензина или других подходящих для конкретного типа загрязнения. Место спайки должно иметь чистый металлический блеск. Удаления загрязнений (в основном оксидов) можно достичь механическим (абразивные материалы, наждачная бумага, лезвие), и химическим способом (с помощью флюса). Флюс дает дополнительно уменьшение поверхностного натяжения. Удалять загрязнения надо аккуратно, например при пайке светодиодной ленты, слой медной подложки достаточно тонкий и слишком усердная механическая зачистка сточит этот слой в ноль. Можно, конечно, использовать кислотный флюс, он хорошо удаляет оксидную плёнку металла, которой покрываются все металлы на воздухе. Оксиды образуются разной прочности и за разное время в зависимости от вида металла, влажности и температуры. При этом остатки этих активных флюсов (кислотных), как правило, очень коррозийны и требуют тщательного удаления после пайки, иначе место спайки со временем разрушится.
Виды припоя и флюсов, фото некоторых образцов флюса, припоя в виде шариков и проволоки
Мы не будем здесь рассматривать весь спектр флюсов и припоев, а только те, что нужны для соединения обычных медных проводов. При пайке проводов и радиодеталей, в основном, применяются оловянно-свинцовые припои и их принято обозначать в процентном соотношение олова к свинцу (пример ПОС60 — значит 60% олово, остальное свинец). Годятся припои от ПОС40 до ПОС90 — отличаются они температурой плавления и механическими характеристиками (прочностью, пластичностью). Температура плавления ПОС-40 — 238 °C, ПОС-61 — 183 °C, ПОС-90 — 220 °C. Чаще всего используется припой марки ПОС60-63. Самый известный из флюсов — канифоль — из-за своей низкой цены, безопасности (химически нейтральный, не проводящий ток), не требует удаления после пайки, не коррозийный. Хотя его обычно удаляют, чтобы визуально убедится в качестве пайки. Канифоль растворяет окислы меди и олова, применяется в твердом и жидком состояние (растворённая в спирте — флюс СКФ).
Не всегда провода делают из чистой меди, в целях экономии добавляют другие металлы и вещества подешевле. В результате обычная канифоль не обеспечивает хорошей смачиваемости припоем спаиваемых деталей. В этом случае можно применить флюс ЛТИ — он поможет легко спаять оцинкованные контакты, свинец, очищенное железо, нержавеющую сталь, гребенки контактов к платам ARDUINO и т.д., так как в состав входит спирт, канифоль, МАЛАЯ доза кислоты, триэтаноламин. Паяльная кислота, ортофосфорная или аналогичные — крайней вариант из-за возможности повредить радио-электронные компоненты. К примеру, если запаять радиодетали кислотой и забыть удалить остатки флюса после пайки или убрать их не полностью — получится мина замедленного действия. Через некоторое время контакты полностью разрушатся и устройство выйдет из строя без возможности восстановления.
Подготовка паяльника к пайке, фото медного и необгораемого жала — как должно быть
При подготовке паяльника нужно убедится, что жало чистое, не имеет окалины, нагара или других видов загрязнений рабочей части. Рабочая часть — кончик жала — должен быть покрыт слоем припоя (залужен). В зависимости от типа жала, подготавливается оно по-разному, может быть полностью медное или составное (необгораемое). Медное можно зачистить любым удобным способом (лезвие, наждачка, напильник). Медь достаточно мягкий металл и ему легко придать нужную форму, а, так как медное жало имеет свойство со временем достаточно быстро выгорать, его приходится периодически править. Но, не смотря на эти недостатки, медное жало обладает максимальной теплопроводностью и быстро нагревает нужный участок пайки, хорошо смачивается припоем. Это позволяет удерживать на паяльнике достаточно припоя без нужды дополнительно вводить его в точку пайки (за это очень любимо многими паяльщиками).
У необгораемого жала свои плюсы и недостатки. Оно состоит из медного сердечника и внешней оболочки, как правило из никеля. Оно и делает его практически вечным, обладает антикоррозийными свойствами и устойчиво к обгоранию. Тем не менее, эта броня медного жала требует бережного отношения, так как имеет относительно тонкий слой. Не следует перегревать жало по причине образования прочной оксидной пленки (обычно выглядит как синий налёт). И, если медное жало покрывается окалиной, которую просто зачистить, то тут всё несколько сложней. Окисленное жало припой уже не смачивает. Приходится применять активное лужение — кусочек припоя в баночку с канифолью и в него опускаем горячее жало. Нагретая канифоль разрушает оксидную пленку и жало покрывается снова припоем. Можно конечно не делать этого, ведь, как правило, необгораемым жалом мы не переносим припой в точку пайки, а вводим его туда в виде проволоки из припоя и плавим уже на на месте. К сожалению, оксидная пленка металла также является изолятором тепла и припой плавится трудней.
Можно увеличить нагрев жала (паяльники с терморегуляторами), но тут получится замкнутый круг. Мы увеличиваем температуру, чтобы нагреть место пайки и при этом увеличиваем скорость окисления жала, что ухудшает ещё больше теплопередачу. В качестве механической очистки несгораемого жала применяют специальные чистящие губки для паяльных жал. Можно просто хлопчатобумажную влажную ткань. Зачищать чем-то твердым (абразивным, шлифовальная шкурка или напильник) — лучше не надо, потом, как правило, жало можно выкидывать (необгораемый слой тонкий и его можно сточить полностью). Само никелевое покрытие не очень хорошо смачивается припоем (плохая адгезия), поэтому у хороших производителей кончик жала (часть жала, участвующую не посредственно в контакте с припоем) имеет более дорогой вид покрытия, у которого хорошая адгезия к припою. Это будет видно по разному цвету покрытия. Если вы видите, что ваш паяльник перегревается, вы можете включить его через регулятор мощности (диммер), можно купить у нас за 150 руб., ну или включить паяльник через диод типа 1N5408. Регуляторы мощности отдельная большая тема (в интернете хорошо освещена).
Наконец сама пайка, фото образца пайки провода
Техника безопасности. Чтобы не возникло пожара, нужно убрать все легковоспламеняющиеся предметы и жидкости с рабочего места. Для паяльника следует предусмотреть подставку, которая не будет загораться или плавится при контакте с горячим жалом. Никаких животных и детей в зоне возможного контакта с горячим паяльником. Хорошее освещение вам не помешает.
Основные пункты техники безопасности при пайке
После того, как мы приготовили припой и нанесли флюс на место пайки, нужно нагреть это место паяльником. Включаем паяльник, время нагрева до рабочей температуры обычного паяльника типа ЭПСН 25-60 вт, составляет примерно 3-5 минут. Если вы выполнили все предыдущие пункты, вам нужно прислонить жало паяльника и нагреть точку пайки, припой должен расплавится и затечь между спаиваемыми деталями. Если у вас паяльник с медным жалом, вы можете предварительно захватить им нужный вам объём припоя. Учтите если вы пытаетесь расплавить достаточно большой кусок припоя (больше 5 грамм), понадобится время, чтобы весь кусочек нагрелся и расплавился. Если жало необгораемое, лучше попробовать метод внесением проволоки припоя в точку пайки, хотя и этот тип жала может нести небольшую часть припоя на себе. Старайтесь использовать именно ту форму жала, которая лучше подходит для размеров ваших деталей, чтобы не задеть соседние элементы или, наоборот, слишком долго не греть массивные элементы. Не смотря на то, что припой ПОС60 плавиться при 183 г°C, обычный паяльник разогревается от 250 до 450 °C, ему ведь нужно нагреть ещё и спаиваемые детали. Будьте осторожны.
Прочность и сопротивление паянного соединения
Типовые дефекты пайки, Фото одного из дефектов



