
")

Катушка оловянно-свинцового припоя
Срок службы паяного соединения зависит от правильности технологии пайки и параметров окружающей среды в эксплуатации.
- ОписаниеПравить
- Классификация припоевПравить
- Бессвинцовые припоиПравить
- Паяльные пастыПравить
- ПрочиеПравить
- ЛитератураПравить
- КлассификацияПравить
- Флюсы для алюминиевых сплавов
- Флюсы для пайки нержавеющих сталей
- СсылкиПравить
- Какие бывают припои?
- Низкотемпературные припои.
- Паяльная паста.
- Что такое припой?
- Основные свойства припоев
- Критерии выбора
- Самые используемые марки
- Видео в развитие темы
- Что из себя представляет покрытие HASL
- Виды покрытий HASL
- Особенности покрытия
- Достоинства и недостатки покрытия
- Припой оловянно-свинцовый ПОС 63 — это достаточно распространенный припой, по техническим характеристикам близок к ПОС 61.
- Описание и особенности припоя.
- Что влияет на качество пайки и какую роль оно отыгрывает?
- Условия доставки
ОписаниеПравить
Припои выпускаются в виде гранул, прутков, проволоки, порошка, фольги, паст и закладных деталей.
Пайку осуществляют или с целью создания механически прочного (иногда герметичного) шва, или для получения электрического контакта с малым переходным сопротивлением. При пайке мест соединения припой нагревают свыше температуры его плавления. Так как припой имеет температуру плавления ниже, чем температура плавления соединяемого металла (или металлов), из которых изготовлены соединяемые детали, то он плавится, в то время как металл деталей остаётся твёрдым. На границе соприкосновения расплавленного припоя и твёрдого металла происходят различные физико-химические процессы. Припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. При этом компоненты припоя диффундируют в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточная прослойка, которая после застывания соединяет детали в одно целое.
Выбирают припой с учётом физико-химических свойств соединяемых металлов (например, по температуре плавления), требуемой механической прочности спая, его коррозионной устойчивости и стоимости. При пайке токоведущих частей необходимо учитывать удельную проводимость припоя.
Жидкотекучесть низкотемпературных припоев даёт возможность паять изделия сложной формы.
Классификация припоевПравить
Припои принято делить на две группы:
- мягкие;
- твёрдые.
К мягким относятся припои с температурой плавления до 300 °C, к твёрдым — свыше 300 °C. Кроме того, припои существенно различаются по механической прочности. Мягкие припои имеют предел прочности при растяжении 16—100 МПа, а твёрдые — 100—500 МПа.
К мягким припоям относятся оловянно-свинцовые сплавы (ПОС) с содержанием олова от 10 (ПОС-10) до 90 % (ПОС-90), остальное — свинец. Электропроводность этих припоев составляет 9—15 % электропроводности чистой меди. Плавление этих припоев начинается при температуре 183 °C (температура плавления эвтектики системы олово-свинец) и заканчивается при следующих температурах плавления ликвидуса:
Диаграмма состояния сплава олово-свинец
Припои ПОС-61 и ПОС-63 плавятся при постоянной температуре 183 °C, так как их состав практически совпадает с составом эвтектики олово-свинец состоящей из 61,9 % олова по массе с температурой плавления 183,3 °C.
Кроме этих составов в качестве мягких припоев используются также:
- сурьмянистые припои (ПОССу), применяемые при пайке оцинкованных и цинковых изделий и повышенных требованиях к прочности паяного соединения,
- оловянно-свинцово-кадмиевые (ПОСК) для пайки деталей, чувствительных к перегреву и пайки выводов к конденсаторам и пьезокерамике,
- оловянно-цинковые (ОЦ) для пайки алюминия,
- бессвинцовые припои, содержащие наряду с оловом медь, серебро, висмут и др. металлы.
Наиболее распространёнными твёрдыми припоями являются медно-цинковые (ПМЦ) и серебряные (ПСр) с различными добавками:
Температуры плавления припоев марок ПСр и ПМЦ:
ПСр-10 — 830 °С.
ПСр-12 — 785 °С.
ПСр-25 — 765 °С.
ПСр-45 — 720 °С.
ПСр-65 — 740 °С.
ПСр-70 — 780 °С.
ПМЦ-36 — 825 °С.
ПМЦ-42 — 833 °С.
ПМЦ-51 — 870 °С
Широко применяются медно-фосфористые припои. К медно-фосфористым припоям относятся сплавы меди, олова с добавками фосфора. Такие припои применяются при пайке меди, медных сплавов, серебра, чугуна, твердых сплавов.
Температуры плавления медно-фосфористых припоев:
П81 — 660 °С
П14 — 680 °С
МФ7 — 820 °С
П47 — 810 °С
Серебряные припои имеют температуру плавления от 183 до 1133 °С и представляют собой сплавы серебро-свинец-олово; серебро-свинец; серебро-медь; серебро-медь-цинк; серебро-медь-цинк-кадмий; и т. д.
Серебряные припои имеют достаточно широкую область применения:
- лужение и пайка меди, медно-никелевых сплавов, никеля, ковара, нейзильбера, латуней и бронз;
- пайка железоникелевых сплавов с посеребренными деталями из стали;
- пайка стали с медью, никелем, медными и медно-никелевыми сплавами;
- пайка меди с никелированным вольфрамом;
- пайка титана и титановых сплавов с нержавеющей сталью;
- пайка меди и медных сплавов с жаропрочными сплавами и нержавеющими сталями;
- пайка меди и латуни с коваром, никелем, с нержавеющими сталями и жаропрочными сплавами, пайка свинцово-оловянистых бронз;
- пайка и лужение меди, никеля, медных и медно-никелевых сплавов с посеребренной керамикой, пайка посеребренных деталей;
- пайка меди и никеля со стеклоэмалью и керамикой;
- пайка и лужение ювелирных изделий;
- пайка меди с бронзой, меди с медью, бронзы с бронзой;
- пайка меди, медных сплавов и сталей по свежеосаждённому медному гальваническому покрытию толщиной не менее 10 мкм;
- пайка и лужение цветных металлов и сталей;
- пайка и лужение серебряных деталей.
Бессвинцовые припоиПравить
В связи с повышением внимания общества к вопросам экологии теперь при выборе припоев более серьёзно учитывают токсичность его компонентов. В электротехнике и электронике (особенно в бытовой) всё чаще используют бессвинцовые припои.
Паяльные пастыПравить
Развитие автоматизированной технологии для изготовления электронных плат обусловило появление нового типа припоев: так называемых паяльных паст, пригодных как для обычной, так и трафаретной пайки элементов электронных схем. Паяльные пасты представляют собою дисперсную смесь, в которой дисперсной фазой являются микро- и наноразмерные частицы припоя, иногда твёрдых компонентов флюса, а диспергирующей средой являются жидкие компоненты флюса и летучие органические растворители.
ПрочиеПравить
- Припой для пайки керамики (RU 1759817). Дата обращения: 27 мая 2016. Архивировано 28 июля 2016 года.
- Виктор Зенин, Александр Рягузов, Владимир Бойко, Вячеслав Гальцев, Юрий Фоменко — «Припои и покрытия для бессвинцовой пайки изделий микроэлектроники». Дата обращения: 17 апреля 2018. Архивировано 18 апреля 2018 года.
ЛитератураПравить
У этого термина существуют и другие значения, см. Флюс.

Разные паяльные флюсы и моток припоя

Паяльная кислота и жидкая канифоль
- способствуют лучшему смачиванию припаиваемых или свариваемых деталей;
- способствуют лучшему растеканию припоя по шву;
- предохраняют нагретый при пайке металл от окисления.
В зависимости от технологии, флюс может использоваться в виде жидкости, пасты или порошка. Существуют также паяльные пасты, содержащие частицы припоя вместе с флюсом; иногда трубка из припоя содержит внутри флюс-заполнитель. Остатки разных флюсов могут быть как диэлектриками, так и проводить электричество. В случае электросварки флюс обычно наносится на поверхность сварочного электрода в качестве покрытия. Иногда добавляется в зону сварки в виде порошка.
Примерами флюсов могут служить:
- канифоль — смесь смоляных кислот и их изомеров;
- нашатырь (хлорид аммония, NH4Cl);
- соли, например, бура (тетраборат натрия, Na2B4O7).
- ортофосфорная кислота — раствор кислоты в воде, от 85 % и менее с добавками присадок
- паяльная кислота — водный раствор хлорида цинка, активный флюс
КлассификацияПравить
Основные требования к таким флюсам — низкий ток утечки и низкая коррозионная активность.
Простейшие флюсы такого типа создают на основе канифоли — например, растворы канифоли в спирте — этаноле либо других спиртах или спирто-бензиновой смеси, они подходят только для меди. Также часто применяются кислотные флюсы — разнообразные кислоты и их соли, но в связи с большой кислотностью, необходимо промывать место пайки. Даже такой флюс, как глицерин, после пайки необходимо смыть с печатной платы, так как он достаточно гигроскопичный (влагоемкий), чтобы под действием собранной им влаги место пайки быстро окислилось. Исключением является канифоль и её спиртовые растворы из-за того, что она покрывая поверхность также срабатывает как своеобразное нейтральное защитное покрытие.
Флюсы для алюминиевых сплавов
Хотя алюминиевые сплавы можно паять свинцово-оловянными припоями, лучшие результаты достигаются с многокомпонентными припоями, содержащими цинк, кадмий, висмут и другие металлы.
Применяется «бинарный» флюс: концентрированная ортофосфорная кислота (часто называемая просто фосфорной) — до побеления, затем 20%-я эвтектика (50 мол.%, а.и. 8:11,5) NaOH—KOH в глицерине.
Флюсы для пайки нержавеющих сталей
- Технология конструкционных материалов: Учебник для студентов машиностроительных специальностей вузов / А. М. Дальский, Т. М. Барсукова, Л. Н. Бухаркин и др.; Под ред. А. М. Дальского. — 5-е изд., исправленное. — М.: Машиностроение, 2004. — С. 283. — 512 с.
- Припои и флюсы. Дата обращения: 6 июля 2015. Архивировано 5 апреля 2009 года.
- ГОСТ 19250-73. Флюсы паяльные. Классификация. internet-law.ru. Дата обращения: 23 марта 2020. Архивировано 23 марта 2020 года.
СсылкиПравить

В начале своей радиолюбительской деятельности многие начинающие радиолюбители редко задаются вопросом о том, какие бывают припои и каковы их свойства.
Припой можно даже не покупать. Достаточно взять старую печатную плату от какого-нибудь электронного прибора и собрать его разогретым жалом паяльника с паяных контактов.
Особенно такой метод «добычи» актуален для тех, кто живёт вдали от городов и крупных населённых пунктов, где нет возможности побывать в магазине радиотоваров.

Припой, собранный с печатных плат
Но всё же, припой припою рознь. В своей практике человек, имеющий дело с электроникой, должен разбираться в вопросе его выбора. Поэтому рассмотрим подробно, какие бывают припои, для чего они применяются, какой из них лучше использовать для монтажа электронных схем и ремонта бытовой радиоаппаратуры.
Какие бывают припои?
Припои делят на мягкие (легкоплавкие) и твёрдые. Для монтажа радиоаппаратуры применяются как раз легкоплавкие, т.е. такие, температура плавления которых лежит в пределах до 300 – 450°C. Мягкие припои по своей прочности уступают твёрдым, но для сборки электронных приборов применяются именно они.
Припой представляет собой сплав металлов. Для легкоплавких припоев это, как правило, сплав олова и свинца. Именно эти металлы составляют большую часть в сплаве. Также в нём могут присутствовать и легирующие металлы, но их количество в составе невелико. Примеси других металлов вводят в сплав для получения определённых характеристик (температуры плавления, пластичности, прочности, устойчивости к коррозии).
Наибольшее распространение получил припой марки ПОС (Припой Оловянно-Свинцовый). Далее за кратким обозначением его марки следует число, которое показывает процентное содержание в нём олова. Так в ПОС-40 содержится 40% олова, а в ПОС-60, соответственно, 60%.
Бывает, что в пользование попадает припой неизвестной марки. Приблизительно оценить его состав можно по косвенным признакам:
- Припои оловянно-свинцовой группы имеют температуру плавления 183 – 265°C.
- Если припой имеет яркий металлический блеск, то в нём достаточно большое содержание олова (ПОС-61, ПОС-90).И, наоборот, если он тёмно-серого цвета, а поверхность матовая, то это указывает на большое содержание свинца. Именно свинец придаёт поверхности своеобразный сероватый оттенок.
- Припои, в которых много свинца очень пластичны.Так, например, пруток припоя диаметром 8 мм. с большим содержанием свинца (ПОС-30, ПОС-40) легко гнётся руками. Олово, в отличие от свинца, придаёт сплаву прочность и жёсткость. Если олова в сплаве много, то легко погнуть такой пруток уже не получится.
Рассмотрим, в каких целях используются припои оловянно-свинцовой группы (ПОС).
- ПОС-90 (Sn 90%, Pb 10%). Применяется при ремонте пищевой посуды и медицинского оборудования. Как видим, в нём небольшое содержание свинца (10%), который достаточно токсичен и его применение в вещах, соприкасающихся с пищей и водой недопустимо.
- ПОС-40 (Sn 40%, Pb 60%). В основном служит для пайки электроаппаратуры и деталей из оцинкованного железа, применяется для ремонта радиаторов, латунных и медных трубопроводов.
- ПОС-30 (Sn 30%, Pb 70%). Его применяют в кабельной промышленности, а также используют для лужения и пайки листового цинка.
- И, наконец, ПОС-61 (Sn 61%, Pb 39%). Тоже, что и ПОС-60. Думаю, между ними особой разницы нет.
ПОС-61 используется для лужения и пайки печатных плат радиоаппаратуры. Именно он в основном служит материалом для сборки электроники. Температура его плавления начинается со 183°C, а полное расплавление достигается при температуре в 190°C.
Производить пайку таким припоем можно с помощью обычного паяльного инструмента не боясь перегрева радиоэлементов, поскольку полное его расплавление достигается уже при 190°C.
ПОС-30,ПОС-40,ПОС-90 полностью расплавляются при температурах в 220 – 265°C. Для многих радиоэлектронных компонентов такая температура является предкритической. Поэтому для сборки самодельных электронных устройств лучше использовать ПОС-61.
Зарубежным аналогом ПОС-61 можно вполне считать припой Sn63Pb37 (олова 63%, свинца 37%). Он также применяется для пайки радиоаппаратуры и для изготовления самодельной электроники. Радиолюбители выбирают именно его, как альтернативу отечественному ПОС-61.

Как правило, любой припой продаётся в катушках или тюбиках по 10 ~ 100 грамм. На упаковке указывается состав сплава, например, так: Alloy 60/40 («Сплав 60/40» – он же ПОС-60). Имеет форму проволоки разного диаметра (от 0,25 до 3мм).

Также не редкость, что в его состав входит флюс (FLUX), которым заполнена сердцевина проволоки. Содержание флюса указывается в процентах (обычно от 1 до 3,5%). Такой форм-фактор очень удобен. При работе нет необходимости отдельно подавать флюс к месту пайки.
Одной из разновидностей припоев ПОС является припой марки ПОССу. Да, если произнести вслух, то звучит не очень то презентабельно
. Но, несмотря на это, оловянно-свинцовый припой c сурьмой (именно так расшифровывается сокращённое обозначение) применяется в автомобилестроении, в холодильном оборудовании, для пайки обмоток электрических машин, элементов электроаппаратуры, моточных деталей и кабельных изделий. Хорошо подходит для пайки оцинкованных деталей. В таком сплаве кроме свинца и олова присутствует от 0,5% до 2% сурьмы.
Как видим из таблицы, припой ПОССу-61-0,5 наиболее подходит для замены ПОС-61, так как имеет температуру полного расплавления – 189°C.
Стоит отметить, что существует и полностью бессвинцовый оловянно-сурьмянистый припой ПОСу 95-5 (Sn 95%, Sb 5%). Температура его плавления 234 – 240°C.
Низкотемпературные припои.
Среди припоев существуют и такие, которые предназначены специально для пайки компонентов очень чувствительных к перегреву. Самым «высокотемпературным» среди низкотемпературных является ПОСК-50-18. Он имеет температуру плавления 142–145°C. В своём составе ПОСК-50-18 имеет 50% олова и 18% кадмия. Остальные 32% приходится на свинец. Наличие в сплаве кадмия усиливает устойчивость к коррозии, но и придаёт ему токсичность.
Далее по убыванию температуры плавления идёт сплав РОЗЕ (Sn 25%, Pb 25%, Bi 50%). Маркируется как ПОСВ-50. Температура его плавления ниже температуры кипения воды и составляет 90 – 94°C. Он предназначен для пайки меди и латуни. В составе сплава РОЗЕ олово занимает 25%, свинец – 25%, висмут – 50%. Процентное соотношение металлов в сплаве может немного отличаться. Обычно указывается в графе «Состав» на упаковке.

Этот сплав очень популярен у радиомехаников и вообще у всех электронщиков. Применяют его для демонтажа/монтажа чувствительных к перегреву элементов. Кроме всего прочего, данный сплав идеально подходит для лужения медных дорожек только что изготовленной печатной платы.
Находит применение в плавких защитных предохранителях, которые можно обнаружить в любой радиоаппаратуре.
Ещё более низкотемпературным является сплав ВУДА (Sn 10%, Pb 40%, Bi 40%, Cd 10%). Его температура плавления 65 – 72°C. Так как в сплаве ВУДА присутствует кадмий (10%), то он токсичен, в отличие от сплава РОЗЕ.
Стоит отметить, что сплавы РОЗЕ и ВУДА достаточно дороги.
Паяльная паста.
В конце и без того длинного повествования хотелось бы немного рассказать о паяльной пасте. Используется она в основном для пайки поверхностно монтируемых компонентов (SMD’шек) и безвыводных микросхем в корпусах BGA.
На вид представляет собой серого цвета кашицу и состоит из о-о-очень мелких шариков сплава Sn62Pb36Ag2 (состав: 62% олова, 36% свинца и 2% серебра), а также безотмывочного флюса. На упаковке указывается, что флюс безотмывочный двумя буквами в названии – NC (No Clean – без очистки). Флюс, в котором содержаться шарики припоя на воздухе высыхает, поэтому пасту хранят в закрытой упаковке.

Паяльная паста Solder Plus
Применяется паяльная паста при сложном ремонте мобильных телефонов для пайки микросхем в корпусе BGA. Для её использования требуется дополнительное оборудование для ремонта сотовых телефонов, например, специальные трафареты. Стоимость такой пасты довольно высока. Да и не удивительно, ведь в её составе есть серебро.
В настоящее время в производстве электроники стали массово применяться бессвинцовые припои.
Главная » Радиоэлектроника для начинающих » Текущая страница
Электрическое соединение радиоэлементов производится посредством пайки, которая позволяет отремонтировать многие бытовые приборы и устройства. В некоторых ситуациях пайка соединяет те элементы, которые нельзя соединить даже сваркой. Современные технологии и приспособления для пайки позволяют охватывать достаточно широкий диапазон материалов. Но удовлетворить всем условиям работы одна соединительная среда не может, поэтому на практике применяются различные припои для пайки.
Что такое припой?
Припой представляет собой смесь легкоплавких металлов, которые способны обеспечить хороший контакт между двумя поверхностями, получаемый в результате пайки. При нагревании припой переходит из твердого в жидкое состояние, которое обеспечивает растекание по периметру припаиваемой детали или в месте их контакта. При этом происходит фиксация на молекулярном уровне за счет высокой степени адгезии.
По составу припои могут включать самые различные компоненты, предоставляющие им необходимые эксплуатационные свойства. Однако преимущественное большинство состоит из смеси свинца и олова, первый из которых обеспечивает твердость и тугоплавкость, а второй легкость и снижает температуру плавления. Также в составе могут быть и другие компоненты: серебро, никель, цинк, медь, кобольд, висмут, сурьма и другие.
Из-за многокомпонентности состава процесс расплавления также проходит несколько этапов: сначала разрежаются наиболее легкоплавкие составляющие, тугоплавкие в этот момент остаются в виде кристаллов. Затем плавятся и они, смесь становится однородной и обеспечивает максимальное заполнение и контакт. Однако вместе с припоем используются флюсы, обеспечивающие лучшее заполнение и защиту от окисления.
Все критерии классификации припоев представляют собой довольно обширную сферу, которая под силу, пожалуй, лишь узкопрофильным специалистам. Поэтому для упрощения подборки конкретные марки ее изготавливают для конкретных целей – паять алюминий, ювелирные изделия, медную проволоку, радиокомпоненты и т.д. Главное, на что вам следует обратить внимание – это температурный параметр. Так как, к примеру, пайку микросхемы нельзя выполнять той же маркой ПОС, что и соединение жил кабеля, так как чувствительный компонент может сгореть и выйти со строя.
Припои для пайки классифицируются по следующим критериям:

Рис. 1. Самофлюсующиеся и с подачей флюса
- по основному паяльному элементу – оловянные припои, никелевые, кобальтовые, марганцевые, титановые, серебряные, циркониевые, ванадиевые, смешанные и т.д.
- по способу получения – бывают готовые или формируемые непосредственно во время пайки;
- по растворимости компонентов – встречаются полностью расплавляемые и частично;
- по форме выпуска – оловянная проволока, пруток, чушки, лист, гранулы, паста;

Форма выпуска припоя
При выборе оловянно-свинцового припоя наиболее важным критерием является последний, поэтому на нем мы и остановимся более детально.
К легкоплавким припоям относятся такие составы, которые переходят в жидкое состояние при температуре от 145 до 400°С. Но, при этом они обеспечивают относительно небольшую прочность, для легкоплавких сплавов сопротивление на разрыв составляет не более 7кг/мм2. Наиболее распространенные – оловянно-свинцовые. Чаще всего мягкие припои используются в радиоэлектронике для печатных плат или деталей.
Твердые припои обладают значительно большей механической прочностью, но их температура плавления составляет более 400°С, что является неприемлемым для большинства радиодеталей, так как они могут пострадать даже от касания разогретым жалом паяльника. Двумя наиболее крупными группами в этой категории являются медные и серебряные составы. Медные сплавы, как правило, соединяются с цинком, но они слишком хрупкие, поэтому подходят для твердых сплавов, испытывающих только статическую нагрузку. Серебряные припои являются универсальными и могут использоваться для пайки любых точек соединения, однако стоимость этих марок также довольно высокая.
Паяльные пасты также представляют собой компонент для пайки радиодеталей, но применяются они для мелких элементов из легкоплавкого металла. Состав пасты содержит измельченные кусочки припоя в растворе жидкого флюса. Их используют в тех платах или устройствах, где воздействие высокой температуры может нанести вред оборудованию. Пасты, как правило, паяются феном без электрического паяльника, или могут просто наноситься в качестве проводящего клеевого состава.
Нанесение смеси для пайки в точку крепления выводов наносится порционно и может выполняться при помощи специального трафарета, шприца или каплеструйным картриджем.

Рис 3. Нанесение паяльной пасты принтером, шприцом, трафаретом
Однако применение пасты для пайки обуславливает целый ряд требований, которые должны соблюдаться:
- перед началом вскрытия емкости обязательно выдерживается в комнатной температуре хотя бы 2 часа, использовать средства принудительного нагрева припоя для этого запрещено;
- после вскрытия смесь обязательно перемешивается до получения однородного вещества, так как в ходе хранения флюс может отделяться от припоя;

Рис. 4. Размешивается до однородной смеси
- перед нанесением поверхность должна очищаться от возможных примесей и загрязнителей, при длительной пайке процедура повторяется каждые 45 минут;
- монтаж электронных компонентов в нанесенную пасту должен производиться за 60 минут, иначе она начнет утрачивать свойства;
- после пайки остатки и излишки пасты отмывают, существуют те, которые отмываются обычной водой, другим требуется растворитель, некоторые могут не смываться.
Крайне негативно на функциональных характеристиках такого припоя сказывается помещение в среду с высокой или низкой температурой, а также воздействие влаги.
Изначально, причиной создания припоя без содержания свинца была потребность исключить вредное влияние на окружающую среду и человеческий организм. Такие припои массово используются для пайки алюминия или стали в пищевой промышленности, для труб подачи питьевой воды, лабораторного оборудования и инструментов.
Всего выделяют три наиболее распространенные группы бессвинцовых припоев:
- олово с медью – применяется для высокотемпературной пайки, относится к тугоплавким припоям, хорошо подходит для работы по медным изделиям;
- олово с серебром – подходят для низкотемпературной пайки, обеспечивают лучший контакт, чем у свинцовых припоев, но они имеют высокую цену.
- олово и с медью, и с серебром – также является мягким вариантом, который обладает меньшей стоимостью, чем предыдущий, и практически ничем не уступает ему в качестве соединений.
- олово с висмутом и серебром – может применяться для пайки меди при низких температурах;
- олово с цинком и висмутом – более дешевый вариант предыдущего, но имеет ряд сложностей в применении.
Основные свойства припоев
При выборе конкретной марки припоя для пайки медных проводов или алюминиевых сплавов необходимо руководствоваться их техническими характеристиками.
Однако для всех составов можно выделить перечень основных свойств:
- смачиваемость – показывает, насколько хорошо припой обволакивает и прилипает к паяемым деталям;
- прочность – определяет способность выносить механические усилия и нагрузки, для этот в состав могут добавлять бор, железо, никель цинк или кобальт;
- пластичность – способность к деформации, достигается за счет присадок из марганца, висмута, лития и т.д.;
- устойчивость к высоким температурам – важна для пайки твердыми сплавами, которые находятся в котельных, печах, трубопроводах, нагревательных приборах, свойство достигается путем добавления вольфрама, циркония, ванадия, гафния, ниобия и т.д.
- устойчивость к коррозионному разрушению – повышается путем легирования медью или никелем.
Критерии выбора
Выбирая какой-либо состав для лужения медных деталей или пайки проводов важно учитывать ряд факторов, который повлияет и на качество работы, и на полученный результат.
Среди таких критериев, в первую очередь, обращают внимание на:
- типы соединяемых элементов, из какого материала изготовлены, их толщина и параметры соединяемых поверхностей;
- способ пайки, для которого подбирается припой – медным жалом классического паяльника, феном, паяльной станцией и т.д.;
- допустимый температурный режим – температура плавления припоя должна быть меньше температуры плавления соединяемых элементов;
- наличие механического воздействия – определяется статическая или динамическая, возможно, вибрационная;
- устойчивость к агрессивной среде – для преждевременного разрушения припоя его тип должен предусматривать устойчивость к влаге, температуре, газам, пыли и прочим факторам, воздействующим на него в процессе эксплуатации.
Самые используемые марки
Наиболее популярными видами являются припои ПОС, в их основе свинец и олово, маркирующиеся ПОС-40, 60, 80 и т.д., здесь числовое обозначение указывает на процентное содержание олова. Выпускаются, как правило, в форме паяльной проволоки, в зависимости от процентного соотношения основных компонентов могут относиться как к легкоплавким, так и к тугоплавким маркам.
Применяются для пайки меди, алюминия, латуни, бронз и других металлов:
- ПОС-90 – хорошо подходит для пищевой индустрии;
- ПОС-40 – используют для труб и деталей из латуни, железа и т.д.;
- ПОС-30 – в кабельных соединениях;
- ПОС-61 – для работы с радиодеталями.
Из серебросодержащих марок часто встречаются припои ПСр- 15, 25,45, 65, 70, число после буквенного обозначения указывает на процент серебра. Этот тип охватывает как пайку меди в высокоточных приборах, так и медицинскую сферу.
Сплав Розе также называемый ПОСВ-50, один из припоев с самой низкой температурой плавления – от 90 до 100°С. Применяется в ювелирном деле, в пайке печатных плат, для плавких вставок и т.д.

Рис. 5. Сплав Розе
Видео в развитие темы
При написании статьи использовалась следующая техническая литература:
- ГОСТ 17325-79. ПАЙКА И ЛУЖЕНИЕ. Основные термины и определения.
- ГОСТ 21930-76. Припои оловянно-свинцовые в чушках. Технические условия.
- Гуляев А. П. Металловедение. М.: «Металлургия» 1986 г. 544 с.
Производство печатных плат — это один из основных этапов при производстве повседневно окружающей нас
электроники. При совершенствовании технологии изготовления плат перед специалистами нередко вставали вопросы — как
продлить срок службы, повысить надёжность и качество изготавливаемых продуктов. Один из ключевых компонентов
печатных плат — это финишные покрытия. Комбинируя их, можно добиться решения вышеуказанных вопросов. В данной
статье мы рассмотрим одно из самых популярных финишных покрытий — покрытие типа HASL.
Что из себя представляет покрытие HASL
HASL — Hot Air Solder Leveling, или выравнивание припоя горячим воздухом, заключается в кратковременном
погружении печатной платы в ванну с расплавленным жидким припоем и последующим выравниванием слоя припоя при помощи
так называемых “воздушных ножей”. Воздушные ножи — это потоки воздуха с температурой более
высокой, чем температура плавления припоя. Воздушные ножи направлены так, чтобы сдувать излишки припоя. Толщина
покрытия при такой технологии получается порядка 15-25 мкм.
Виды покрытий HASL
Из-за строгих правил RoHS большинство компаний, производящих электронику, предпочитают безсвинцовый HASL вместо
оловянно-свинцового HASL.
Особенности покрытия
Отличительной особенностью использования покрытия типа HASL является погружение печатной платы в ванну с горячим
припоем, при этом сама плата испытывает термоудар при таких резких перепадах температур. Этот этап может стать
причиной появления трещин внутри печатной платы или привести к короблению печатной платы. Но несмотря на это после
нанесения финишного покрытия и до установки элементов появляется возможность проверить поведение платы на наличие
слабых мест при воздействии экстремальных температур.
Достоинства и недостатки покрытия
Финишных покрытий огромное множество и с каждым из них не всё так
однозначно. Рассмотрим достоинства и недостатки финишного покрытия типа HASL.
- Выдерживает большое количество циклов пайки.
- Отличная паяемость, ведь небольшое количество припоя уже наносится на плату.
- Цена и простота изготовления — HASL является наиболее популярным видом финишного покрытия, так как покрывает
большинство требований клиентов при изготовлении несложных печатных плат. К тому же технология отлично
отработана на производстве, что уменьшает процент брака. - Покрытие сохраняет паяемость на долгое время, что повышает срок годности платы.
- Защищает медь от коррозии, что так же повышает срок годности платы.
- Использование свинцово содержащего припоя нарушает некоторые экологические нормы. Это может привести к запрету
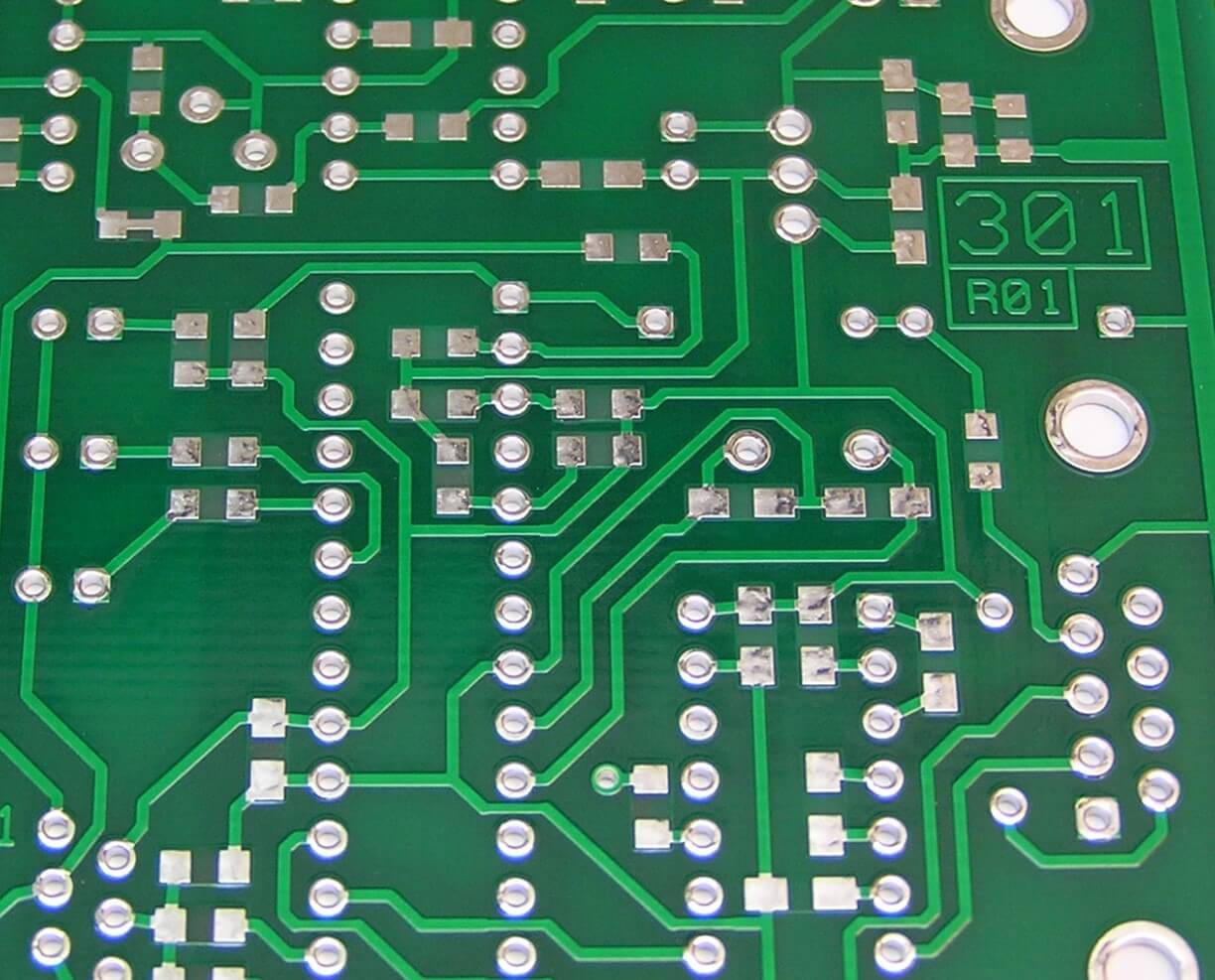
на использование таких устройств в некоторых сферах деятельности человека. - Нельзя использовать на печатных платах, содержащих микросхемы с малым шагом выводов (0,5мм и менее) или
контактами только снизу, к таким корпусам относятся BGA, некоторые SOIC, QFN. Пример такого недостатка
представлен на рисунке ниже. Так же HASL нельзя использовать с SMD компонентами размером меньше 0805. Небольшая
подсказка — большое количество компонентов в корпусе SOIC имеют полные аналоги в корпусах DIP, которые в свою
очередь очень хорошо сочетаются с покрытием типа HASL.Перемычка припоя между соседними дорожками
- Возникновение наплывов припоя вследствие неравномерной очистки от излишков технологией “воздушных
ножей”. Мелкие компоненты требуют ровного покрытия с необходимой плоскостностью, без наплывов припоя и
перепадов по высоте. Именно такие наплывы изображены на рисунке ниже, из-за них микросхема может иметь плохой
контакт у некоторых выводов.Недостаточная плоскостность поверхности посадочного места микросхемы
Исходя из вышесказанного можно подытожить, что данное покрытие пользуется огромной популярностью и подходит для
большинства проектов начинающих разработчиков желающих выиграть в цене. Для более сложных проектов рекомендуем
выбирать покрытия из ряда иммерсионных финишных покрытий.
Припой оловянно-свинцовый ПОС 63 — это достаточно распространенный припой, по техническим характеристикам близок к ПОС 61.
В компании ООО «ИнТехСплав» можно приобрести припой оловянно-свинцовый ПОС 63 оптом и в розницу от 1 прутка до десятков тонн.
— проволока от 0,4 мм до 7,0 мм;
— пруток от 8,0 мм до 40,0 мм;
Производится припой ПОС 63 по ГОСТу 21930-76
Часто используется для пайки и лужения выводов микросхем, печатных плат, проводов и кабелей.
Основными составляющими припоя ПОС-63 являются свинец и олово, а благодаря усовершенствованной технологии его производства, количество вредных примесей в сплаве снижено. В частности, практически отсутствует сурьма, увеличивающая хрупкость паяного соединения, а количество мышьяка, цинка и серы не превышает 0,02 %, что не сказывается на качестве неразъёмных соединений, для которых производится пайка.
- температура начала плавления: 183 °С
- температурного полного расплавления: 190 °С;
- плотность сплава: 8,41 г/см2
- удельное электрическое сопротивление: 0,145 МОм×м
- удельная теплопроводность: 50 ВТ/м×К
- относительное удлинение: 37 МПа
Оловянно-свинцовый припой ПОС-63 целесообразно использовать в промышленности и в быту при пайке деталей радиоаппаратуры и электротехнических устройств. При использовании данного припоя улучшаются антифрикционные показатели зоны паяного стыка и снижаются потери на трение, что является одним из источников увеличения долговечности подвижных деталей узлов и оборудования.
В декоративных целях широко применяются технологии лужения поверхности с использованием данного припоя.
Если у Вас остались вопросы, позвоните или напишите нам, и мы в короткие сроки ответим Вам, подскажем, рассчитаем заказ и оперативно отправим!
Мы ценим каждого клиента, продажа от одного прутка до десятков тонн.
При необходимости сформировать прочное и надежное соединение двух изделий из различных металлов, можно использовать несколько методик. Одна заключается в скручивании деталей при помощи механического соединения, но подобный способ не отличается долговечностью и эффективностью. Второй вариант это сварка или пайка поверхностей, позволяющая расплавить припой и присоединить или отсоединить элементы друг от друга. Качество припоя влияет на сроки службы и надежность контакта.
Каталог металлических припоев
Описание и особенности припоя.
Изучая характеристики припоя, можно указать, что он представляет собой специальную консистенцию на основе различных металлических сплавов, которые позволяют соединять разные элементы. Под пайкой подразумевается совмещение твердых предметов с применением подобной смеси. Специальные припои представляют собой особые материалы, у которых показатель температуры плавления намного ниже, чем у соединяемых конструкций. Состав должен равномерно распределяться по заготовке и растворять металл, из которого она выполнена.
Качественная пайка обеспечивает идеально чистое и блестящее соединение. Если контакт имеет дефекты, повреждения и трещины, это свидетельствует о пайке холодным методом. Такие явления наблюдаются при несоблюдении нужного температурного режима и выборе неподходящего состава припоя. Если он содержит большое количество шлаков, это ухудшит качество будущей пайки.

Для решения различных задач нужны разные соответствующие виды припоев. В зависимости от эксплуатационных характеристик они бывают 2 типов:
1. Мягкие припои.
2. Твердые.
Первые обладают температурой плавления до 300 градусов Цельсия. С их помощью можно соединять радиодетали. В группу входят оловянно свинцовые и бессвинцовые припои. В качестве рабочих приспособлений для решения поставленных задач используются паяльные инструменты мощностью до 50 Вт и паяльные фены. Расплавление твердых изделий производится при температуре свыше указанного выше показателя. В их числе прочные сплавы из меди и цинка, а также серебра. При использовании припоя ПМГРН, ПМГ и других серий для работы с твердыми предметами необходимо подготовить мощные паяльники, паяльные лампы или горелки. В данном материале рассматриваются легкосплавные припои, которые широко востребованы для пайки радиодеталей и обслуживания различной домашней техники.
Что влияет на качество пайки и какую роль оно отыгрывает?
Качество плавления припоя определяется концентрацией примесей и шлаков в его составе. Если при производстве смеси были допущены критические ошибки, товар будет низкокачественным. Так, при выпуске дешевых марок изготовители часто включают дополнительные компоненты с целью увеличения массы готовой продукции. В результате после обработки такой смесью на контактном участке появляются микротрещины, поскольку они не могут расплавиться вместе с оловянным припоем.
Подобное соединение крайне ненадежное и полностью не соответствует установленным требованиям и стандартам качества. Со временем контакт будет полностью разрушен. Поэтому необходимо тщательно изучать отзывы о бренде-производителе и учитывать его репутацию и уровень доверия со стороны клиентов. Новичкам бывает проблематично купить припой хорошего качества, т.к. у них нет особого опыта в выборе подобной продукции. При работе с низкокачественной смесью конечный результат окажется неудовлетворительным.

Какие припои нужны для соединения радиодеталей?
В большинстве случаев в данной сфере задействуются припои ПОС (припои оловянно-свинцовые) и бессвинцовые марки ПОС. Температура плавления припоев достигает 180-230 градусов Цельсия. Смесь широко применяется для соединения радиодеталей, но для промышленных целей больше подходят варианты без свинца с температурой от 180 до 250 градусов Цельсия. Отличительной особенностью подобных составов является отсутствие свинца. Это сокращает количество вредных выбросов в окружающую среду, поэтому при выпуске печатных плат принято использовать именно бессвинцовые припои. Они не только не подвергаются плавлению при достаточно интенсивном нагреве (т.к. не содержат свинца, но и создают так называемые усы. Они могут спровоцировать короткое замыкание между SMD-контактами. Такие образования обладают крайне малой толщиной – менее 1 мкм.
Бессвинцовые припои ПМГРОБ также востребованы в BGA пайке. Для любителей радиотехники можно использовать стандартные ПОС припои, которые намного легче в обработке и менее вредны для окружающей среды. К тому же бессвинцовые серии уступают им по смачиваемости и качеству контакта после обработки.
Разделение на группы в зависимости от типа. Существует несколько типов составов для пайки:
1. Припои с флюсом.
2. Бесфлюсовые варианты.
Первый тип подходит для бытовой эксплуатации, поскольку смесь легко брать на паяльник. Флюс способствует равномерному распределению состава по жалу паяльного инструмента. Также такие серии достаточно мягкие и поддерживают сворачивание в несколько прутьев припоя.

В радиоэлектронике и электромонтажной сфере применяются легкосплавные составы на базе олова и свинца. Наличие этих двух компонентов подчеркивается маркировкой ПОС. Цифровое обозначение соответствует процентному соотношению сплавов. Также в состав включают сурьму, висмут и прочие компоненты, которые влияют на эксплуатационные характеристики припоя. Так, припой ПОССу 60 содержит добавки сурьмы, а олово занимает 60% от общего состава. Концентрация олова и добавок влияет на температуру плавления и сферы эксплуатации смеси. Не секрет, что алюминиевые сплавы плохо поддаются пайке и сварке, но их можно расплавить при добавлении от 50% олова.
Специальные припои
Рассмотрим несколько серий специализированных припоев:
1. Припой ПМГРН является медно-германиевой смесью, которая выпускается в виде лент или проволоки и позволяет сформировать надежное соединение металла и керамики.
2. Припой ПМГ. Медно-германиевый припой ПМГ обладает устойчивостью к износу и коррозии, пластичностью и повышенной смачиваемостью.
3. Припой ПМГРОБ. Является твердым припоем, содержащим никель, марганец, кремний и сторонние примеси.
4. Припой ВПР4. Представляет собой медный самофлюсующийся состав для организации надежных и прочных соединений.
5. Припой ЛМЦЖ. Относится к классу медно-цинковых сплавов с высокой концентрацией железа и марганца.
6. Припой ТП-1М. Является триметаллическим припоем на основе двух слоев из сплава ЛНМц 50-2-2 снаружи и внутреннего слоя из БрНБ 7-0,5. Используется для пайки твердого металлопроката.
При подборе подходящего типа припоя, необходимо учитывать, из каких веществ он изготовлен. Это определяет базовые эксплуатационные характеристики и сферы применения состава.
Припои — присадочные металлы или сплавы, способны в расплавленном виде заполнить зазор между спаиваемыми деталями и после затвердевания образовывает неразборное прочное соединение. Припои поставляются в виде проволоки, ленты, прутков, круглых трубок заполненных флюсом.
Сормайт — собирательное название ряда литых твёрдых высокоуглеродистых и высокохромистых сплавов на основе железа с высоким содержанием никеля и кремния. Термин был синтезирован на основе слова «Сормово» путём добавления к нему окончания «-айт» (по аналогии с похожими продуктами иностранного происхождения).
Мы сотрудничаем только с проверенными заводами-изготовителями.
Припой ПОС 63 Ф 10 мм на нашем складе проверен ОТК изготовителя и имеет паспорт качества, копия которого выдается конечному заказчику по требованию.
Перед отгрузкой на наш склад, припой пос 63 ф 10 мм проходит следующие виды разрушающего и неразрущающего контроля для подтверждения своего качества:
- Инструментальный контроль размеров
- Механические испытания (на растяжение, удлинение и уменьшение площади)
- Ультразвуковой контроль
- Химический анализ
- Испытание на твердость
- Испытание на защиту от точечной коррозии
- Испытание на межкристаллитную коррозию
- Металлография
Где купить припой пос 63 ф 10 мм в Краснодаре?
Припой ПОС 63 Ф 10 мм и другие товары из категории припой, пос, олово, сормайт можно
заказать на сайте Компании Экопроект по самым доступным ценам.
Сделайте правильный выбор и закажите товар у нас, ознакомившись с подробными характеристиками и
описанием.
Уточнить наличие, узнать все подробности о доставке или самовывозе, а также заказать товар Вы
можете у наших специалистов, которые с радостью ответят на все Ваши вопросы и помогут оформить
заказ.
Для удобства клиентов, мы осуществляем резку металла на складе, в случае необходимости — обращайтесь за консультациями к нашим специалистам.
- плазменная резка металлопроката на аппарате «Lincoln Electric Tomahawk» (США)
- резка на ленточнопильном станке «JET» (Тайвань)
- резка дисковым отрезным станком маятникового типа (Россия)
Также, осуществляем различные виды металлообработки:
- гибка металла
- производство металлоизделий по чертежам заказчика
Все виды металлообработки производятся на современном оборудовании.
Мы оперативно поставляем нержавейку, цветные металлы, АТИ, РТИ, полимерные материалы по всей России.
Доставку осуществляем собственным автотранспортом или привлеченными грузоперевозчиками. Как правило, доставка осуществляется в тот же день, либо на следующий рабочий день после оплаты заказа.
Условия доставки
Доставка металлопроката покупателю на сумму более 40000 руб. по г. Краснодару и до терминала транспортной компании в г. Краснодаре — БЕСПЛАТНА
Организуем доставку в любой город России по минимальным расценкам.
При получении обязательно иметь оригинал доверенности или печать.
Оплатить заказ Вы можете удобным способом:
- Безналичный расчет (для юридических лиц)
- Наличными
- Банковскими картами МИР/Mastercard/VISA
При получении товара на нашем складе или доставке нашим автотранспортом нужно:
- Проверить ассортимент и количество товара на соответствие отгрузочным документам.
- Проверить внешний вид товара. Он не должен иметь дефектов, царапин, помятостей, сколов и т.д.
Важно: в случае обнаружения каких-либо недостатков нужно сразу обратиться к нашему сотруднику. Если есть возможность, необходимо сфотографировать все недостатки.
Если вы забрали груз с нашего склада/приняли товар у нашего водителя и обнаружили недостатки по внешнему виду, количеству и качеству позднее, претензии приниматься не будут.
При приеме заказа в офисе транспортной компании нужно:
Как только заказ (груз) прибудет на терминал Вашей транспортной компании, с Вами свяжется её представитель. Вам необходимо будет оплатить услуги доставки и получить заказ:
- Взвесить заказ, сравнить по накладной вес при отправке и вес при получении отправления.
- Вскрыть упаковку и проверить, все ли заказанные позиции в наличии.
- Проверить внешний вид заказанного товара. На нем не должно быть дефектов: вмятин, деформаций, сколов.
Если заказ был оформлен от имени юридического лица, для получения товара необходимо предоставить доверенность от организации или поставить печать. Без необходимых документов или печати отгрузка товаров транспортной компанией не производится.
Важно: в случае обнаружения каких-либо недостатков нужно сразу составить заявление-претензию в офисе транспортной компании.
Если вы забрали груз из офиса транспортной компании и обнаружили недостатки по внешнему виду и целостности упаковки уже за пределами офиса, претензии приниматься не будут.
Так же, товар не подлежит возврату или обмену по причинам: «я передумал» , «мне не подошло», «отпала необходимость» и прочим причинам, не находящимся в компетенции Поставщика.
Для возврата товара, необходимо предоставить оригиналы отгрузочных документов (кассовый, товарный чек, УПД или счет-фактура)







