

- Как классифицируют?
- Низкотемпературные
- Высокотемпературные
- ROH1
- ROM0
- Все о температуре плавления припоя
- Углерод
- Примеры применения
- Прочие проводники
- Оксид Индия-Олова
- Ссылки на части руководства
- Припои
- ROM1
- Температура плавления по составу
- Эксперимент
- Демонтаж компонента с платы
- Удаление припоя
- Реболлинг компонента
- Результаты и обсуждения
- Заключение
- Литература
- ROL1 и ORL1
- ROL0
- Советы по подбору
- Припой не липнет к металлу
- Устранение проблемы
- ORL0
- Нихромы
- Сплавы для изготовления термостабильных сопротивлений
- Что делать?
- TL;DR
- Припой припою рознь, или Несколько слов о флюсах
- Олово
- Факты об олове
- Легкоплавкие припои
- Факторы, влияющие на результат процесса ремонта и реболлинга
Как классифицируют?
Чаще всего припой используется на материнских платах, электросхемах. Наиболее часто используемыми сплавами являются те, что изготавливаются из:
- свинца;
- меди;
- кадмия;
- никеля;
- олова;
- серебра.
Для рассматриваемой технологической операции идеально подходит оловянно-свинцовый сплав, поскольку он легко плавится, но при этом обладает уникальными свойствами. В таблице можно встретить и неметаллические припои. От того, насколько верно мастер соблюдал технологию пайки, зависит и срок службы проведенной работы.
Температура плавления всегда указывается в градусах.
Низкотемпературные
Низкотемпературные (или мягкие) припои – те, что переходят в жидкое состояние при менее 290–300 С. К ним можно отнести:
- оловянно-свинцовые;
- оловянно-цинковые;
- оловянно-свинцово-кадмиевые;
- сурьмянистые;
- бессвинцовые.
Отличаются от твердых они и пределом на прочность. Этот показатель у них составляет от 16 до 100 МПа на растяжение. Если говорить о другой характеристике, такой как электропроводность, то у мягких припоев она составляет от 9 до 15%.
Нужно понимать, что мягкий припой не должен подвергаться сильной механической нагрузке, поскольку он просто не выдержит ее. Такой вариант нашел активное применение в электротехнике.
Мягкие материалы для пайки подбирают в соответствии со стандартами DIN EN ISO 9453 (2014), DIN 1707-100 (2011).
В прошлом свинцовые сплавы часто использовались для работы на медных трубах. Этот металл улучшает характеристики соединения. В результате получается гладкая поверхность, при этом требуется умеренная температура. Однако свинец вреден для окружающей среды и давно признан канцерогеном. С 1 июля 2006 включение свинца в сплавы для пайки было запрещено директивой RoHS 2002/95 / ЕС Европейского парламента.
Использование некоторых опасных веществ в конструкции электронного оборудования недопустимо. В настоящее время существует небольшой перечень исключений, когда разрешается использовать указанный металл. Это такие сферы повседневной жизни, как медицина и аэрокосмические технологии. В электронной промышленности применяют бессвинцовые материалы на основе олова. Это замечательная альтернатива, однако существует риск образования трещин на поверхности.
Даже небольшой такой дефект в несколько миллиметров может вызвать короткое замыкание, а следовательно, и повреждение электроники. Как показывает практика, такие «усики» растут не очень быстро. Иногда требуется несколько лет, чтобы они появились на поверхности. Возможные причины появления – остаточное напряжение в слоях покрытия, обусловленное наличием органических веществ, то есть посторонних включений и загрязнений. Бессвинцовый вариант мягкого сплава – олово-медь, олово-серебро, а также олово-медь-серебро. Следует отметить, что чем больше процент содержания в составе серебра, тем дороже стоит материал.
Высокотемпературные
Твердые (или высокотемпературные) припои достигают точки разжижения при температуре, превышающей 300 С. Обычно это серебряные сплавы и медно-цинковые, содержащие множество добавок.
Сегодня на заводах активно применяются медно-фосфористые сплавы, в них присутствуют медь, олово с добавкой небольшого количества фосфора.
Лучшее применение – работа с медными элементами и изготовленными из чугуна, серебра и другого твердого металла.
ROH1
Агрессивные флюсы для лужения кастрюль пайки сильно окисленных поверхностей. Высокое содержание галогенов, тщательная отмывка после пайки крайне желательна или строго обязательна (зависит от конкретного флюса) — иначе будет и коррозия, и пониженное до единиц мегаом сопротивление между соседними ножками компонентов, и все прочие прелести жизни.
Исходя из этого — если говорить прямо, применение ROH1 обосновано довольно редко. При этом ROH1 — чуть ли не на втором месте по распространённости в розничной продаже после дешёвых канифольных ROL0. Например, Asahi CF-10 составляет большую часть ассортимента Чип-и-Дипа по этой марке. Да и сегодняшняя беседа со связистами началась со ссылки на CF-10 на Алиэкспресс. Причиной тому цена или впечатление «да он вообще всё паяет» у начинающих радиогубителей — сходу сказать трудно.
С тем же CF-10 делает припои и «Изагри», и многочисленные китайцы.
Спасает CF-10 в основном довольно низкая коррозионная активность флюса после пайки: у него твёрдые негигроскопичные остатки, не склонные вступать в химические реакции с окружением. Тем не менее, если вы паяли CF-10 печатную плату, лучше будет протереть места пайки растворителем или помыть всю плату в УЗ-ванночке.
Помимо CF-10, Asahi делает ещё и водосмываемый ROH1 флюс C6. И казалось бы, виден его очевидный плюс — собственно заключающийся в отсутствии необходимости использовать для смывания изопропиловый спирт или иные специальные растворители. Однако, если с CF-10 производитель настаивает на том, что даже его остатки удалять не всегда обязательно, то вот C6 гигроскопичен и электропроводящ, поэтому тщательное удаление его остатков категорически необходимо — включая механическое, если это требуется. В качестве его достоинства указывается, что это допустимо сделать «в течение нескольких часов после завершения монтажа», а не немедленно.
ROM0
Встречаются нечасто, хотя весьма интересны для пайки выводных компонентов, разъёмов и т.п. деталей на платах в не очень хорошем состоянии — так как, с одной стороны, имеют активность выше припоев категории L, а с другой, не требуют отмывки и не содержат галогенов.
Тем не менее, при некотором желании найти можно, например, «Изагри» выпускает модель ФРК 525-2-Т2, а Asahi — припой с флюсом HF-532.
Все о температуре плавления припоя

Припой – это материал, который используется в процессе пайки. Он характеризуется тем, что температура, при которой он превращается из твердого состояния в жидкое, ниже, чем у обрабатываемого металла. Точка, при которой происходит плавление, или реже точка разжижения, – это температура, при которой припой переходит из твердого состояния в жидкое. В точке плавления твердая и жидкая фазы находятся в равновесии.
Температура, при которой наблюдается плавление вещества, зависит от давления. Этот показатель в стандартном варианте обычно составляет 1 атмосфера или 100 кПа.
Углерод
С — углерод. Не совсем металл, но тоже проводник. Графит, угольная пыль — не такие хорошие проводники как металлы, но зато очень дешевые, не подвержены коррозии.
Примеры применения
Компонент резисторов. В виде пленок, в виде объемных брусков в диэлектрической оболочке.
Добавка в полимеры для придания электропроводности. Для защиты от образования статического электричества достаточно ввести в состав полимера мелкодисперсный графит, и пластик из диэлектрика становится очень плохим проводником, достаточным, что бы статический заряд с него стекал. При работе с изделиями из такого пластика они не будут прилипать и искрить, что важно при пожароопасности или работе с электроникой.

Токопроводящий лак на базе суспензии графита.
На базе полимеров, заполненных мелкодисперсным графитом, основаны различные нагреватели — пленочные электронагреватели теплых полов, греющие кабели для систем водоснабжения, нагреватели для одежды и т.д. Высокий коэффициент расширения полимеров при нагреве приводит к отрицательной обратной связи, что делает такие нагреватели саморегулирующимися и потому безопасными. При пропускании тока через такой полимер, он нагревается, от нагрева расширяется, контакт между частичками углерода в матрице из полимера ухудшается, от этого увеличивается сопротивление — уменьшается протекаемый ток, уменьшается нагрев. В итоге, устанавливается некоторая температура полимера, стабильно поддерживающаяся этим механизмом обратной связи без каких либо внешних устройств.

Нагреватель от печки лазерного принтера. Основа — фарфор, проводники — серебро. Нагреватель — углеродная композиция, покрыта для защиты слоем глазури.
Аналогично устроены полимерные самовосстанавливающиеся предохранители. Если ток через такой предохранитель превысит номинальный, от нагрева полимер в составе расширяется, и резко увеличившееся сопротивление прерывает ток через предохранитель до некоторого небольшого значения. Такие предохранители обеспечивают медленную защиту, но не требуют замены предохранителя после каждой аварии.
Угольный сварочный электрод — используется для сварки, когда от электрода требуется только поддерживать дугу не плавясь. Уголь значительно дешевле вольфрама, но менее прочен и постепенно сгорает на воздухе.

Электроды от дуговой лампы, использовавшейся для киносъемок. Марка электродов КСБ — Уголь КиноСьемочный Белопламенный неомедненный.
Медно-графитовые материалы. Получают спеканием порошка меди и графита в разных пропорциях. В зависимости от состава могут быть от чёрных как уголь до темно красных с медным блеском. Используется как материал скользящих контактов — щеток электрических приборов. Такие щетки обеспечивают низкое сопротивление вращению — хорошо скользят по контактам коллектора. Кроме того их твёрдость заметно ниже твёрдости металла коллектора, так что в процессе работы истираются и подлежат замене дешевые щетки а не дорогой ротор.

Изношенные щетки от двигателя стиральной машины. Плохой контакт щеток с коллектором — причина повышенного искрения.
Если вдруг понадобился срочно угольный электрод, например сварить термопару, самый доступный способ — вытащить центральный электрод из солевой батарейки (маркировка которой начинается с R а не LR, щелочные («алкалиновые») не подойдут). Угольный стержень из батарейки содержит в себе следы электролита, поэтому перед применением не лишнем будет промыть и прокипятить его в воде для удаления остатков электролита.
Прочие проводники
Для изготовления термопар используют сплавы стойкие к высоким температурам, но при этом обладающие высокой ТермоЭДС. Подробнее про термопары можно прочитать в соответствующей литературе.
- Хромель (90% Ni, 10% Cr)
- Копель (43% Ni, 2-3% Fe, 53% Cu)
- Алюмель (93-96% Ni, 1,8-2,5% Al, 1,8-2,2% Mn, 0,8-1,2% Si)
- Платина (100% Pt)
- Платина-родий (10-30% Rh)
- Медь (100% Cu)
- Константан (59% Cu, 39-41% Ni, 1-2% Mn)
Соединяя два проводника из двух разных металлов получают термопары, например термопара типа K (ТХА — Термопара Хромель-Алюмель). Самые распространенные пары: хромель-алюмель, хромель-копель, медь-константан (для низких температур), платина-платинородий (для точных измерений и для высоких температур).
Оксид Индия-Олова
Оксид Индия — Oлова (Indium tin oxide или сокращённо ITO) — полупроводник, но обладает невысоким сопротивлением, а самое главное, пленка из оксида индия-олова прозрачна.
Это свойство используется при производстве ЖК дисплеев, сетка электродов на поверхности стекла нанесена именно из оксида индия-олова. Также резистивные touch панели имеют прозрачное проводящее покрытие.
Пленка ITO едва видна в отражении, чтобы хоть как то она была заметна пришлось разобрать ЖК дисплей:

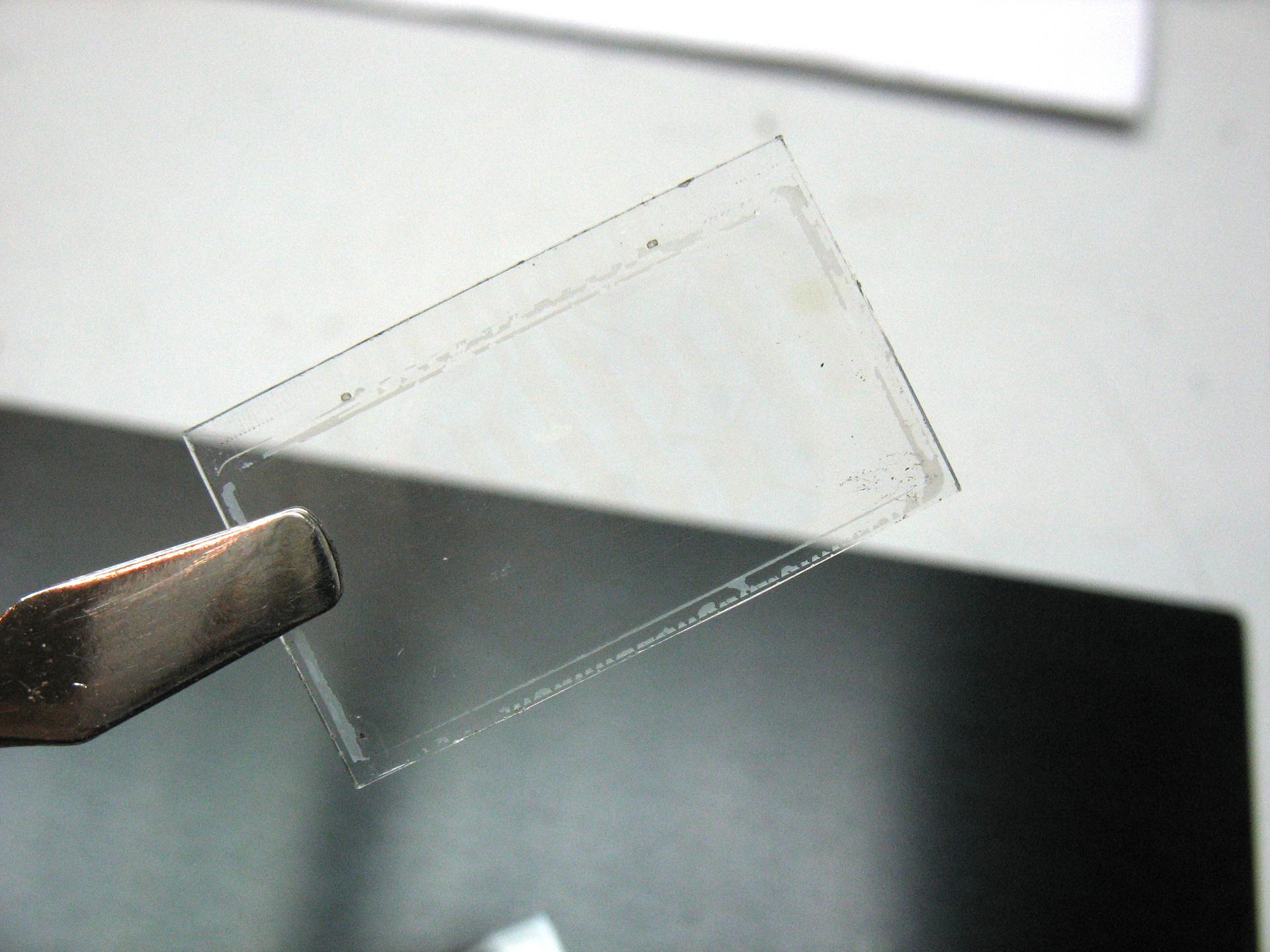

На удивление, сопротивление пленки довольно низкое.
На этом мы закончили проводники. В следующей части начнем обзор диэлектриков
Ссылки на части руководства
1: Проводники: Серебро, Медь, Алюминий.
2: Проводники: Железо, Золото, Никель, Вольфрам, Ртуть.
3: Проводники: Углерод, нихромы, термостабильные сплавы, припои, прозрачные проводники.
4: Неорганические диэлектрики: Фарфор, стекло, слюда, керамики, асбест, элегаз и вода.
5: Органические полусинтетические диэлектрики: Бумага, щелк, парафин, масло и дерево.
6: Синтетические диэлектрики на базе фенолформальдегидных смол: карболит (бакелит), гетинакс, текстолит.
7: Диэлектрики: Стеклотекстолит (FR-4), лакоткань, резина и эбонит.
8: Пластики: полиэтилен, полипропилен и полистирол.
9: Пластики: политетрафторэтилен, поливинилхлорид, полиэтилентерефталат и силиконы.
10: Пластики: полиамиды, полиимиды, полиметилметакрилат и поликарбонат. История использования пластиков.
11: Изоляционные ленты и трубки.
12: Финальная
Припои
Пайка — это процесс соединения двух деталей при помощи припоя, материала с температурой плавления меньшей, чем у соединяемых деталей. Например, соединение двух медных проводников при помощи олова. Именно использование припоя — основное отличие от сварки, когда детали соединяются расплавом из самих себя, например стальной крюк к стальной двери приваривается при помощи стального плавящегося сварочного электрода.
Припои чаще классифицируют на две группы — тугоплавкие (температура плавления 400°С и более) и легкоплавкие. Или, иногда, на твёрдые и мягкие. Учитывая, что мягкие припои обычно легкоплавкие, то часто твёрдые припои синоним тугоплавких, а мягкие припои — легкоплавких.
В электронной технике припои используют для создания надежного электрического контакта. Основные припои в электронной технике — мягкие, на базе олова и оловянно-свинцовых сплавов. Все остальные экзотические припои рассматриваться не будут.
ROM1
Хороший вариант для проводов, разъёмов, контактов и прочих крупных элементов, которые некритичны к отмывке слабокоррозионного флюса, абсолютно некритичны к сопротивлению этого флюса, но зато часто бывают в той или иной степени окисленными и сопротивляющимися пайки.
Паять же платы флюсами группы **M1 в принципе можно, но не нужно — такая степень окисления, чтобы не справился **L0, на живых печатных платах встречается редко.
К этой группе из встречающегося в продаже относятся, например, Felder ISO-Core RA — характерные зелёные катушечки, в отличие от синих ELR.
Температура плавления по составу
Для определения температуры, при которой сплав переходит в жидкое состояние, существует множество лабораторных методов. Нередко используется прокладка металла с температурным градиентом. Любое вещество можно поместить на ее заданный участок. Здесь оно продемонстрирует реальное поведение при температуре в этой точке. Дифференциальная сканирующая калориметрия дает информацию о температуре плавления.
Основной аппарат определения температуры плавления для анализа кристаллических твердых тел состоит из масляной ванны с прозрачным окном (самая базовая конструкция – трубка Тиля) и простой лупы. Несколько зерен твердого вещества помещают в тонкую стеклянную трубку и частично погружают в масляную ванну. Она нагревается, с помощью лупы и внешнего источника света можно наблюдать процесс плавление отдельных кристаллов при определенной температуре. Вместо масляной ванны можно использовать металлический блок.
Температура изменения состояния серебряного припоя варьируется в зависимости от химического состава используемого материала. Сплав, состоящий из 56% серебра, будет плавиться при 1145 градусов по Фаренгейту, а состоящий из 80% серебра – при температуре 1370 градусов по Фаренгейту. Точка плавления сырья на основе серебра описывается ювелирами как «легкая» или «тяжелая».
Припой, имеющий малую температуру плавления, будет считаться легким – и наоборот. Серебряные сплавы обычно используются для соединения драгоценных металлов, что нужно в процессе ремонта или производства ювелирных изделий.
У марки ПОС-25 температура плавления равна 260 С, у той же марки с индексом 33 – 247 С. ПОС-40 начинает плавиться при 238 С, припой с индексом 61 и 63 – при 183 С.
Пайка титана с использованием низкотемпературного припоя является лучшим выбором с точки зрения стоимости и сохранения механических характеристик металла. Однако это довольно сложная задача, особенно при использовании сырья с алюминием.
Использование ультразвука в последнее время получило особое внимание, поскольку такой метод позволяет сократить время на работу и снизить себестоимость работ.
Присадочные материалы для соединений титана и его сплавов можно подразделить на пять групп, опираясь на имеющиеся легирующие элементы, то есть они бывают на основе:
- титана;
- циркония;
- серебра;
- алюминия;
- никеля.
Эксперимент
Для тестирования процессов демонтажа и реболлинга был использован корпус размером 3,5х3,5 на базе подложки кристалла по технологии ТТЛ (fan‑in) со стандартным шагом шариков припоя (SAC405) 0,5 мм. Демонтаж, удаление припоя и реболлинг проводились на полуавтоматической ремонтной станции. До и после эксперимента выполнялся ОМ‑ и CSAM‑контроль для обнаружения механических и термических дефектов.
Рис. 5. Схема установки для демонтажа корпуса с печатной платы
Демонтаж компонента с платы
Рис. 6. Сопло 10 мм, металлическая трубка захвата и 3,5-мм вакуумная насадка в форме чаши, используемые для вакуумного захвата WLR
Удаление припоя
После демонтажа корпуса необходимо удалить остатки припоя, чтобы обеспечить гладкую и ровную поверхность для реболлинга. Традиционное удаление выполняется по технике втягивания припоя с помощью насадки с горячим воздухом и оплетки. В описываемом эксперименте применялся другой способ удаления припоя — бесконтактное вакуумное отсасывание. Этот метод снижает механическую нагрузку и обеспечивает контроль и воспроизводимсть температуры. На рис. 7 приведена схема вакуумного отсасывания, включая вакуумное сопло и оснастку из текстолита. WLP был помещен монтажной стороной вверх на подпружиненное устройство и закреплен на стенде. Верхний и нижний нагреватели доводили компонент до температуры выше температуры ликвидуса припоя, а вакуумное сопло опускалось над компонентом на расстояние 0,1–0,25 мм. Расплавленные остатки припоя и флюса отсасывались вакуумом с прохождением сопла по запрограммированному XY‑растровому шаблону. Поскольку WLP имеет очень маленький размер, потребовалось только два прохода для удаления остатков припоя. Контроль высоты и скорости отсасывания, схемы отсасывания, температуры верхнего и нижнего нагревателя осуществлялся с помощью полуавтоматической программы. Для снижения вероятности образования дефектов и обеспечения температуры ликвидуса на заднюю сторону тестового WLP была подсоединена термопара.
Рис. 7. Схема устройства для вакуумного отсасывания остатков припоя с WLP
Реболлинг компонента
На рис. 8 показана схема подготовки преформы для процесса реболлинга WLP. После выпаивания компонент был очищен от остатков загрязнений и флюса, операция выполнялась с помощью спрея для удаления флюса и щетки с крупной щетиной. На крепежное приспособление из стекловолокна была помещена специально подготовленная преформа шариками вверх. На сторону корпуса был нанесен тонкий слой флюса, поверх преформы поместили WLP. Для улучшения присоединения шариков и предотвращения приподнимания детали поверх WLP и преформы установили металлический груз. Все вместе — груз, WLP и преформа — были помещены в ремонтную станцию для пайки. Затем, когда компонент остыл, груз и преформу аккуратно убрали. Между преформой и оснасткой была подсоединена термопара для снятия термопрофиля. Температура верхнего и нижнего нагревателя и время были отрегулированы соответственно пиковым параметрам процесса: 60–90 с преднагрева между +150 и +217 °C и 60–90 с пайки между +217 и +250 °C.
Рис. 8. Схема для реболлинга
Результаты и обсуждения
Был проведен демонтаж и реболлинг нескольких компонентов WLP, установленных на плату. Термопрофиль для демонтажа был создан путем снятия профиля монтажа WLP с регулированием установок верхнего и нижнего нагревателя. На рис. 9 показан температурный профиль, полученный во время демонтажа. WLP успешно демонтированы при пиковой температуре +235 °C и времени выше ликвидуса 70 с. После демонтажа была разработана программа вакуумного отсасывания припоя с компонента. WLP разместили монтажной стороной вверх на подпружиненное устройство на оснастке из стекловолокна. К кремниевой стороне была подсоединена термопара для измерения температуры корпуса. Установки верхнего и нижнего нагревателей были отрегулированы таким образом, чтобы температура корпуса оставалась между ликвидусом и + 240 °C.
Рис. 9. Температура корпуса в зависимости от времени демонтажа
На рис. 10 можно увидеть изображение с микроскопа одного из WLP после успешного удаления припоя. Проверка показала, что удаление припоя выполнено качественно, остался лишь тонкий слой припоя на площадках под выводы. Наконец, была создана программа реболлинга. Конструкция из преформы, компонента и груза была помещена в оснастку. Между преформой и оснасткой была подсоединена термопара. Температура и время верхнего и нижнего нагревателей выставлялись в соответствии с термопрофилем для преднагрева, достижения пиковой температуры и пайки.
Рис. 10. Репрезентативное изображение с микроскопа, показывающее WLP после успешной вакуумной очистки. Только на площадках для выводов остался тонкий слой припоя
На рис. 11 виден температурный профиль WLP во время реболлинга, пиковая температура пайки +240 °C. Из‑за малой массы груза и WLP вся конструкция была несколько раз сдвинута во время попыток реболлинга, поэтому в начале и в конце процесса поток воздуха был уменьшен. Оптический контроль показал, что шарики были припаяны должным образом (рис. 12). При контроле не обнаружено ни разрывов, ни коротких замыканий.
До и после процесса ремонта проводился CSAM‑ и оптический контроль, который помог установить, что термических дефектов нет, но на многих образцах есть механические дефекты двух видов:
- отслоение защитной пленки на задней стороне;
- сколы диэлектрика и металлизации.
На рис. 13а,б показаны изображения CSAM задней стороны корпуса, снятые до демонтажа и после реболлинга. Также контроль после реболлинга позволил найти повреждение на прослойке между защитной пленкой на задней стороне и кремнием. Изображения оптического контроля подтверждают, что защитная пленка на тыльной стороне корпуса отслоилась и обнажила кремний (рис. 13в). Поэтапное исследование помогло установить, что причиной отслойки стало хранение и извлечение WLP из клейких упаковок. Хотя отслоение защитной пленки носит чисто косметический характер, важно позаботиться об уменьшении количества подобных дефектов и предотвратить маскировку реальных причин отказа. Поэтому последующие образцы хранились в пластиковых лотках, а не в клейких упаковках.
Рис. 13. CSAM-изображения: а) задняя сторона корпуса перед демонтажом; б) после реболлинга; в) изображение оптического контроля показывает отслоение защитной пленки
Во время оптического контроля также были обнаружены сколы на лицевой стороне. На рис. 14а, б видны 50‑мкм сколы рядом с диэлектриком и верхним слоем металлизации. Диаметр сколов приблизительно соответствует диаметру губок металлических пинцетов, используемых при работе с WLP. Поскольку WLP со сколами не прошли последующее тестирование компонента, можно сделать вывод, что данные дефекты нарушают целостность корпуса. Таким образом, следует иметь в виду, что сколы на лицевой стороне могут не только замаскировать истинную причину неработоспособности, но и вызывать отказы при тестировании компонента. В дальнейшем все операции с WLP проводились только вакуумным захватом или пластиковыми пинцетами, что позволило избежать подобных сколов. В таблице приведены описанные в статье проблемы и риски, связанные с ремонтом, а также все примененные решения.
Рис. 14. Изображения: а) оптического контроля; б) сколов рядом с диэлектриком и верхним слоем металлизации
Заключение
Для установленных на плату WLP были успешно разработаны программы демонтажа и реболлинга. Для оценки результатов процессов демонтажа и реболлинга, а также для выявления дефектов, вызванных термическим или механическим воздействием, был проведен ОМ‑ и CSAM‑контроль. Вакуумная трубка захвата с мягкой вакуумной насадкой минимизировала риск механических повреждений в процессе термического демонтажа WLP. Бесконтактная установка вакуумного отсасывания для удаления припоя позволила проконтролировать температурный режим. Наконец, реболлинг WLP проводился с помощью преформы и металлического груза. CSAM и ОМ не выявили никаких термических повреждений в процессе ремонта, но были обнаружены механические дефекты в виде сколов и отслоения защитной пленки на задней стороне и рядом с диэлектриком и верхним слоем металлизации. WLP со сколами на лицевой стороне не прошли последующее тестирование компонента, это доказывает, что незначительные повреждения диэлектрика и металла могут привести к снижению функциональности. Оба типа повреждений как на задней, так и на лицевой стороне были успешно устранены благодаря улучшению техник работы с компонентами и их хранения. Подобные улучшения в рамках ремонта и реболлинга позволят проводить эффективный анализ отказов WLP, понимая при этом истинную природу обнаруженных дефектов.
Таблица. Сводная таблица проблем и рисков, связанных с каждым этапом ремонта, и их решения
Литература
Сергей Шихов, директор по управлению проектами А‑КОНТРАКТ:
Процесс повышения плотности монтажа в современных устройствах электроники и связанная с этим миниатюризация электронных компонентов происходят непрерывно. Таким образом, практические аспекты ремонта и восстановления миниатюрных ЭК являются очень интересными, особенно для столь «экзотических» компонентов, к которым пока еще относятся WLP.
ROL1 и ORL1
Встречаются довольно редко — например, теоретически есть «Изагри» ФРК 525-2-Т4 с активированной канифолью с добавлением галогенов, но практически в руках его держать не доводилось.
Впрочем, производители второго эшелона довольно часто указывают в качестве флюса «activated rosin» — что это значит и к какому классу относится, ROL1 или уже ROM, остаётся только гадать (а также не брать эти припои ни для чего, кроме ёлочных гирлянд и одноразовых поделок в радиокружке).
ROL0
Большинство дешёвых припоев не имеют внятной (или никакой вообще) сопроводительной документации относительно используемого флюса, но обычно это просто канифоль — что, очевидно, относит их к классу ROL0. К таковым, например, относятся распространённые, недорогие и в целом вполне приличные отечественные припои ООО «ПМП».
Официальное указание на класс ROL0 из отечественных припоев имеет, например,«Изагри» с флюсом ФВК 525-2-T1 (обратите внимание, у «Изагри» именно последняя цифра в маркировке определяет активность флюса!).
Из зарубежных — широко известны припои Asahi с флюсами FC5000 и FC5005 (если вам интересна разница, то первый допускает низкотемпературную пайку от 270 °С, а второй только для 320 °С и выше), а также Felder ISO-Core EL (не путать с ISO-Core ELR) и Stannol HF32-SMD.
Эти припои хорошо паяют только чистые поверхности (более-менее свежее лужение, иммерсионное золочение и т.п.), кроме того, после них остаётся некрасивый коричневатый остаток подгоревшей канифоли.
Замечу, что хороший припой в этой категории уже будет отличаться от плохого: так, Asahi, Stannol и Felder в пайке ощутимо превосходят продукцию ПМП, подозреваю, из-за наличия в их флюсе дополнительных присадок. Между собой, впрочем, они тоже отличаются — у Felder содержание флюса аж 3,5 %, у Asahi 2,0 %, у Stannol всего 1,0 %.
Советы по подбору
Микроструктура и механические свойства соединений зависят от состава компонентов, температурно-временного цикла и конструкции. Выбор правильных параметров цикла зависит, в свою очередь, от скорости и характера взаимодействия на границе основной материал/наполнитель. Короткий температурно-временной цикл защищает металл от нежелательных изменений, которые могут происходить при повышении температуры. Однако время пайки может быть увеличено в соответствии с составом исходного металла и наполнителя. Только так можно добиться необходимой прочности соединения.
Диффузия некоторых процессов, как правило, при высокой температуре может продолжаться в течение относительно длительного времени до достижения гомогенизации микроструктуры по всему соединению. Это явление известно как диффузионная пайка. При необходимости пропаять цинковое или оцинкованное изделие нужно использовать сурьмянистый материал. Он обладает повышенной прочностью и может обозначаться как ПОССу.
При работе с деталями, особенно чувствительными к повышенной температуре, лучше всего применять оловянно-свинцово-кадмиевые припои или ПОСК. Обычно это касается работ по выводу конденсаторов или пьезокерамике. Алюминий припаивается исключительно оловянно-свинцовым материалом. Сплавы без сурьмы используются в тонкой пайке. Те, что ее содержат, применяют в грубой пайке, например при производстве конденсаторов и холодильных установок, в электротехнической промышленности или для сантехнических и монтажных работ.
Мягкий материал на основе цинка и кадмия также используется, но встречается реже.
В следующем видео представлена информация о температурах при пайке свинцовыми припоями «ПОС».
Припой не липнет к металлу
Если все действия выполнены, а припой не желает держаться на поверхности соединяемых металлических элементов, причиной может быть неверный выбор флюса и других расходных материалов. Если говорить о самой стали и ее сплавах, то лучше всего пайке поддаются самые мягкие из них. На поверхности такого металла есть неровности, кратеры, облегчающие удерживание расплавленного олова.
С электротехническими марками стали проблемы возникают чаще — они очень твердые и упругие, легкая пайка здесь в основном дело случая и везения.
Если припой не удается закрепить на поверхности металла, понадобится предварительная подготовка.
- Зачистка стальной поверхности. Она производится химическим и механическим способом, обеспечивает удаление окислов и других помех для прилипания оловянного припоя.
- Прогрев детали до температуры плавления олова (около 232 градусов). После этого на поверхность металла наносится флюс и припой. Некоторое время он остается в текучем состоянии. В качестве флюса используются кислоты — ортофосфорная или любая другая, применяемая в электротехническом деле.
Устранение проблемы
Работа с паяльником только на первый взгляд кажется простой. На самом деле, чтобы делать пайку, необходимо уметь правильно им пользоваться.
Новый пальник, а точнее – его жало перед началом работы потребуется облудить.
Процесс выполняется в следующей последовательности.
- Жало паяльника зачищают механическим путем, для этого применяют обычный наждак или крупнозернистую наждачную бумагу. Зачищать поверхность жала нужно капитально, но аккуратно, важно не оставлять после чистки глубоких царапин, так как в них будет появляться оксидная пленка при разогреве меди. Работу выполняют на холодном электроинструменте без подключения его к электросети.
- Следующим этапом потребуется покрыть жало паяльника тонким слоем флюса. Флюс в жидком состоянии наносят обычной кисточкой, а если применяется канифоль, тогда в нее утопляют жало, разогревая его. Важно не разогреть жало до погружения его в канифоль, так как при нагреве на открытом воздухе у меди снова образуется пленка оксида меди, которая вновь воспрепятствует прилипанию припоя.
- Далее, паяльник разогревают до необходимой температуры и подносят к припою. Теперь конец жала надо потереть о припой. Сделать это будет проще, если олово растереть по поверхности из жаростойкого материала. Обычно для растирания пользуются деревянной березовой или дубовой щепкой. В этом процессе главное – это не перегреть жало паяльника, так как перегрев является еще одной причиной, по которой к жалу не липнет припой.
Если все этапы выполнить правильно, то после лужения ваш паяльник станет хорошо набирать на жало олово, а припой не будет собираться каплями или комками.
Напротив, он будет равномерно покрывать наконечник жала и в процессе пайки хорошо отходить от него. Существуют паяльники, у которых жало покрыто небольшим слоем никеля.
Новый инструмент работает исправно и не требует лужения, но спустя время припой перестает держаться на жале или собирается комками.
Такая ситуация чаще всего возникает, если жало паяльника загрязнено, тогда достаточно вычистить жало и устранить старый нагар. Но бывает и так, что местами слой никеля повреждается, и тогда придется выполнить процесс лужения, убирая оставшийся никель. Чтобы ваш паяльник служил исправно, важно содержать его в рабочем состоянии, своевременно удаляя нагар. Для этого паяльник немного нагревают и протирают его плотной тканью, смоченной в воде. Залудить никелированный паяльник после удаления нагара можно следующим образом:
- разогретое жало помещают в банку, где рядом с канифолью лежит немного олова, при этом канифоль окружает олово;
- паяльник расплавляет вокруг припоя канифоль, в это время припой тонет в канифоли;
- проходя под слоем канифоли, нужно попасть к припою – состав сразу же окутает жало паяльника.
После такой процедуры паяльник вновь станет работать, исправно набирая припой.
Во избежание появления нагара рекомендуется покупать паяльник с регулируемой температурной шкалой или пользоваться диммером для регуляции мощности напряжения.
ORL0
Перестановка букв даёт нам припои с флюсом без канифоли — к таковым на российском рынке относятся «Изагри» ФР 544-2-Т1, а также припои Felder серии ISO-Core ELR.
Скажу честно — ISO-Core ELR однозначно является моим любимым припоем для ручной пайки вот уже много лет, вытеснив в этом качестве Asahi FC5005. Во-первых, в нём физически мало флюса, всего 1 %, соответственно, немного и остатков. Во-вторых, он обеспечивает великолепную паяемость чистых поверхностей. В-третьих, не оставляет чёрных горелых остатков.
Нихромы
Для изготовления нагревателей, мощных сопротивлений требуются сплавы со следующими требованиями:
- Относительно высокое удельное сопротивление — иначе нагреватель придется делать длинным и тонким, что отрицательно скажется на долговечности.
- Устойчивость к окислению на воздухе. Если в колбу лампы накаливания попадет воздух, то спираль очень быстро сгорит. При высоких температурах скорости химических реакций растут, и кислород воздуха начинает окислять даже стойкие при комнатной температуре металлы.
- Иметь приемлемые механические характеристики. Низкая пластичность и повышенная хрупкость негативно скажется на надежности изделия.
Нагреватели обычно изготавливают из следующих сплавов:
Нихром (55-78% никеля, 15-23% хрома) рабочая температура до 1100 °C хотя нихромы — это целый класс сплавов с небольшой разницей в составе.
Фехраль, название образовано от состава FeCrAl (12-27% Cr, 3.5-5.5% Al, 1% Si, 0.7% Mn, остальное Fe) рабочая температура до 1350 °C (Иногда называют канталом — kanthal, это не марка сплава, а торговая марка, которая стала нарицательной, как например «термос»).
Добавка хрома обеспечивает образование защитной пленки на поверхности сплава, благодаря чему нагреватели из нихрома могут длительное время работать на воздухе с высокой температурой поверхности.
Фехраль после нагрева становится ломким. Нихром после нагрева еще можно как-то гнуть. При этом фехраль дешевле нихрома, в рознице не так заметно, но ощутимо в оптовых партиях.
Нихромовая спиралька с фитилем внутри — испаритель электронной сигареты. Нихромовой струной, подогреваемой электрическим током, режут пенополистирол. Также из нихрома изготавливают термосьемники изоляции — на сегодняшний день самый надежный способ снять изоляцию с провода и не повредить токопроводящую жилу.
На удивление, достаточно трудно купить нихром в виде проволоки в небольших количествах, местные продавцы о количествах менее килограмма даже слышать не хотят. Так что, если понадобится изготовить нагревательный элемент — то проще перемотать нихром с какогонибудь неисправного тепловентилятора.
Концы нагревательных элементов обычно приваривают к тоководам или зажимают механически — винтом или опрессовкой.
Сплавы для изготовления термостабильных сопротивлений
У всех материалов есть ТКС — температурный коэффициент сопротивления, мера того, насколько изменяется сопротивление с изменением температуры. Он может быть положительным — как у металлов, с ростом температуры сопротивление растет, может быть отрицательным, как у полупроводников, с ростом температуры сопротивление падает. При изготовлении точных измерительных приборов необходимо иметь сопротивления с минимальным дрейфом номинала в зависимости от температуры. Для этого изобрели сплавы с минимальным ТКС:
Константан (59% Cu, 39-41% Ni, 1-2% Mn)
Манганин (85% Cu, 11.5-13.5% Mn, 2.5-3.5% Ni)
Таблица, с указанием температурного коэффициента (обозначается как α) для различных
металлов:
Если упростить, то коэффициент α говорит, во сколько раз изменится сопротивление проводника при изменении температуры на один градус Цельсия.
Что делать?
Большая часть проблем с удерживанием олова на жале паяльного инструмента или металлических деталях легко решается путем зачистки. С жала из меди вручную или химическим способом счищается образовавшийся налет. Для работы подходят практически любые абразивные материалы — от наждачной бумаги до напильников.
Нагар можно механически убрать, протерев жало бумагой, ватой, ненужной ветошью, поролоновой губкой. Чтобы жало лучше залудилось, а также для профилактики проблем с налипанием припоя, медный наконечник периодически избавляют от окислов. Можно использовать средство «Оксидал», в которое помещают нагретое жало.
По завершению чистки останется лишь протереть рабочую поверхность паяльника влажной поролоновой губкой.
В случае с наконечниками из необгораемых материалов механическая чистка противопоказана. Любые абразивы просто сотрут защитный слой покрытия, сократив срок его службы. Но есть другие способы восстановления. Среди них — погружение разогретого паяльника в латунную стружку — такая «ванна» должна повторяться несколько раз. Кроме того, для удаления окислов выпускаются специальные губки, как раз для необгораемых жал.
Неправильно выбранный температурный режим — перегрев или слишком слабый накал – тоже корректируется. Можно просто выполнять подключение паяльника через лабораторный трансформатор. Кроме того, увеличить или уменьшить нагрев наконечника можно, если использовать сменные наконечники разной длины. Достаточно поэкспериментировать, чтобы найти оптимальный вариант.
TL;DR
- для пайки SMD-компонентов и сложных печатных плат — флюсы категории ROL0 и ORL0. Если надо дёшево — то можно взять припои «ПМП» с канифолью, если есть средства — Stannol HF32-SMD, Asahi FC5005, Felder ISO-Core EL, а ещё лучше — Felder ISO-Core ELR.
- для пайки печатных плат и компонентов в не очень хорошем состоянии — флюсы категории ROM0 и ROM1. Felder ISO-Core RA, Asahi HF-532. Желательно, но не обязательно протереть или промыть место пайки после завершения работ.
- для пайки силовых проводов и разъёмов в плохом состоянии — флюсы категории ROH1. Asahi CF-10 и его аналоги, причём обратите внимание: если CF-10, несмотря на свою активность, довольно толерантен к нарушению техпроцесса и сохранению остатков флюса, то кажущиеся удобными водосмываемые флюсы на самом деле могут доставить куда больше проблем.
Что же касается трубчатых припоев других моделей и производителей — как правило, у серьёзных производителей есть даташиты, в которых указан класс флюса, условия его применения, температурные режимы, способы удаления.
Если же такого документа нет, а проводить самостоятельно тестирование на остаточное сопротивление (включая сопротивление через неделю работы устройства в тёплой влажной среде, а не только сразу после пайки), коррозию, содержание галогенов и так далее вы не готовы — таким припоем не стоит пользоваться ни для чего, кроме грубых работ или одноразовых поделок.
Припой припою рознь, или Несколько слов о флюсах
Общаясь сейчас со связистами на предмет «сообщите, кому какой припой нужен», получил достаточно типовой ответ — «хороший, чтобы всё паял». Углублённое обсуждение вопроса вынесло на поверхность несколько запомнившихся людям торговых марок — в первую очередь Asahi — но и только. Про флюсы и их различия сказано ничего не было.
Спектр задач по пайке при этом у связистов простирается от антенно-фидерного хозяйства (кабели, разъёмы), через аксессуары (зарядки, гарнитуры) и до ремонта собственно радиоаппаратуры (SMD-компоненты).
В связи с этим я не только провёл краткий ликбез и показал пару табличек, но и хочу написать про это здесь, чтобы потом было удобно давать ссылку 🙂
Итак: какие бывают флюсы в припоях, что лучше — ORL0 или ROM1 (я проверил гуглем, обе аббревиатуры на Хабре встречались 0 раз), где искать эту информацию и зачем вообще это надо.
Как известно, припой для радиомонтажных работ бывает проволокой или трубчатый — с флюсом внутри. Второй намного удобнее в большинстве случаев, так как требует меньше операций для работы (при хорошем флюсе предварительно чем-либо смазывать паяемые поверхности вообще не требуется), лучше смачивает спаиваемое соединение, более толерантен к передержке и перегреву места пайки, и так далее.
Вместе с тем, флюсы в припоях — как и вне припоев — очень существенно различаются по своим свойствам, простираясь от обычной канифоли до пригодных для лужения кастрюль агрессивных составов. И мало того, что магазины — но и производители ширпотребных припоев часто вообще не указывают, что именно за флюс они применяют (впрочем, обычно это оказывается просто канифоль, как самая дешёвая).
Между тем, нас на практике интересуют по сути только две характеристики флюса: наличие остатков и агрессивность. По крайней мере, если рассматривать только обычные оловяно-свинцовые или оловяно-медно-серебряные припои для пайки РЭА, а не специфических металлов и сплавов типа алюминия.
Наличие остатков определяет вид места пайки после, собственно, её завершения. Идеальный флюс оставляет после себя полностью прозрачный или слегка желтоватый остаток, который — даже без отмывки — минимально портит внешний вид места пайки. Флюс похуже оставляет после себя коричневый, хорошо заметный остаток, который очень хочется так или иначе отчистить.
Наличие остатков и их цвет зависит от базового материала флюса.
Агрессивность определяет, насколько хорошо флюс помогает паять не идеально чистые поверхности — то есть покрытые тем или иным слоем окислов — без предварительной механической зачистки. С другой стороны, агрессивный остаток, не отчищенный с платы после пайки, может вызвать коррозию дорожек и выводов (особенно при работе устройства в среде с высокой температурой и влажностью), а также уменьшить сопротивление между соседними выводами, вплоть до фатальных сбоев устройства.
Агрессивность определяется содержанием во флюсе галогенов (фтора и брома).
Чтобы быстро понять, куда применяется тот или иной флюс, человечество разработало довольно удобную 4-символьною систему обозначений:
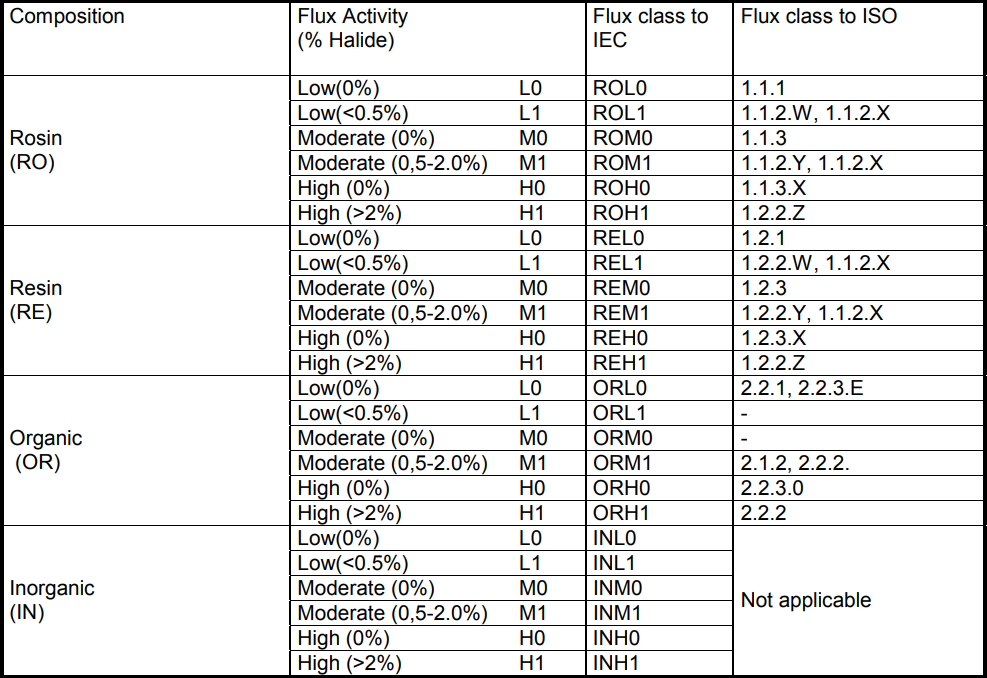
(c) Stannol GmbH, https://www.soselectronic.com/a_info/resource/pdf/ine/Fluxes_EN.pdf
Первые две буквы означают базовый материал флюса, то есть, дают нам примерное понимание количества и качества остатков.
- RO — rosin — канифоль. Та самая, тёплая и ламповая, по сию пору остаётся основным базовым материалом для флюсов. Увы, даёт тот самый характерный коричневый остаток.
- RE — resin — смола. Сюда относятся натуральные смолы (канифоль же — не смола, а получаемый из неё продукт).
- OR — organic — синтетическая органическая основа. Вторая по популярности основа флюсов, и большое её преимущество — отсутствие тёмного остатка после пайки.
- IN — inorganic — синтетическая неорганическая основа.
Третья буква означает класс активности флюса: от низкой (L) через среднюю (M) к высокой (H).
Четвёртый символ — для разнообразия, цифра — означает содержание галогенов. 0 — отсутствуют, 1 — присутствуют в количестве, определяемом классом активности (до 0,5 % в L, от 0,5 до 2 % в M, более 2 % в H).
Практические последствия высокой активности с точки зрения применимости флюса также несложно пояснить:

Флюсы класса L не вызывают коррозии и проходят тест на минимальное сопротивление более 100 МОм даже без отмывки их после пайки. Их можно использовать без последующей отмывки.
Флюсы класса M могут вызвать незначительную коррозию места пайки, но по-прежнему проходят 100-МОм тест. Их желательно смывать с платы после пайки.
Флюсы класса H вызывают серьёзную коррозию и без отмывки не проходят тест на сопротивление. Их необходимо смывать с платы после пайки.
Что из этого на практике мы можем встретить в магазинах?
Олово
Sn — Олово. Основной компонент мягких припоев. Олово — относительно легкоплавкий металл, что позволяет использовать его для соединения проводников. В чистом виде не используется (см. факты). Из-за дороговизны олова (а также других причин, см. ниже), его в припоях разбавляют свинцом. Припой из 61% олова и 39% свинца образует эвтектику, такой смесью, ПОС-61 (Припой Оловянно-Свинцовый — 61% олова) паяют радиодетали на платах, провода. В менее ответственных узлах (шасси, теплоотводы, экраны и т.п.) олово в припоях разбавляют сильнее, до 30% олова, 70% свинца.
Электронные устройства долгое время паяли оловянно-свинцовыми припоями. Затем набежали экологи и заявили, что свинец — металл тяжелый, токсичный, и проблемы бы не было, если бы все эти ваши айфоны, компьютеры и прочие гаджеты не оказывались на свалке, откуда свинец попадает в окружающую среду. Поэтому придумали серию бессвинцовых припоев, когда олово разбавлено висмутом, или вовсе используется в чистом виде, стабилизированное добавками, например, серебра. Но эти припои дороже, хуже по характеристикам, более тугоплавкие. Поэтому оловянно-свинцовые припои надолго останутся в ответственных изделиях военного, космического, медицинского применения.
Кроме того, бессвинцовые припои склонны к образованию «усов». Оловянные усы — длинные тонкие кристаллы, вырастающие из оловянного припоя — причина отказов и сбоев аппаратуры. К сожалению, присадки в припои не позволяют на 100% прекратить рост «усов», поэтому оловянно-свинцовые припои, как проверенные временем, используются в критичных системах — космос, медицина, военка, атомные применения. Подробнее про усы.
Факты об олове
- Чистое олово подвержено «оловяной чуме», когда при температурах ниже 13,2 °C олово меняет свою кристаллическую решетку, превращаясь из блестящего металла в серый порошок (как при нагревании алмаз превращается в графит). Согласно байкам, оловянная чума — одна из причин поражения Наполеоновской армии в условиях суровых российских городов (представьте, как на морозе ваши пуговицы, ложки, вилки, кружки превращаются в серый порошок). И вполне состоявшийся факт, что оловянная чума стала одной из причин которая погубила экспедицию Скотта — консервные банки, емкости с топливом были пропаяны оловом и на морозе просто развалились. Небольшая добавка висмута практически устраняет оловянную чуму.
- Олово проводит электрический ток в 7 раз хуже меди.
- Олово используется как защитное покрытие консервных банок — луженая жесть при контакте с пищей не делает её опасной. (но так как олово правее железа в ряду напряженности металлов, лужение не защищает железо от коррозии гальванически, как цинк, который левее железа в ряду напряженности. Как работает гальваническая защита можно прочитать по ссылке).
- До широкого распространения алюминия, фольгу делали из олова, её называли «станиоль» (от stannum — латинское навание олова).
- Не пытайтесь отремонтировать ювелирные украшения при помощи мягких оловянных и оловянно-свинцовых припоев. Прочность соединения будет неприемлемой, а наличие легкоплавкого припоя на поверхности осложнит нормальную пайку твёрдыми припоями.
Легкоплавкие припои
На базе сплавов с содержанием олова были разработаны легкоплавкие припои. И даже очень легкоплавкие припои, которые плавятся в горячей воде. Хороший список сплавов есть в Википедии.

Катушки и прутки оловянно-свинцовых припоев. Проволока из припоя содержит центральный канал с флюсом, облегчающим процесс пайки.
Основные припои для радиоаппаратуры
- ПОС-61 — 61% олова, остальное — свинец. Температура плавления (ликвидус) 183 °C. Есть множество сходных по составу и по свойствам импортных припоев, в которых пропорции компонентов отличаются на пару процентов, например Sn60Pb40 или Sn63Pb37.
- ПОС-40 — 40% олова. Остальное — свинец. Температура плавления (ликвидус) 238 °C Менее прочный, более тугоплавкий, неэвтектический (плавится не сразу, есть диапазон температур при котором припой больше походит на кашу). Но благодаря тому, что чуть ли не в два раза дешевле (олово дорогое), применяется для неответственных соединений — пайка экранов, шин. Аналогичны припои ПОС-33 (температура плавления 247С), ПОС-25 (температура плавления 260С), ПОС-15 (температура плавления 280С).
- Бессвинцовые припои. Для пайки медных водопроводных труб горелкой чаще всего используют мягкий припой с 3% меди (Sn97Cu3). Он не содержит свинца, потому пригоден для питьевой воды. По экологическим причинам современную электронику на заводах паяют в основном бессвинцовыми припоями. Хорошая статья.
Замыкают список совсем легкоплавкие припои:
- Сплав Розе: 25% Sn, 25% Pb, 50% Bi. Температура плавления +94 °C.
- Сплав Вуда: 12,5% Sn, 25% Pb, 50% Bi, 12.5% Cd Температура плавления +68,5 °C.
Применяются для лужения печатных плат любителями, так как плавятся в горячей воде, и можно резиновым шпателем под слоем кипящей воды быстро покрыть припоем медную фольгу печатной платы. В технике их используют для пайки деталей, не выдерживающих нагрева до обычной температуры припоев, или в тех случаях, когда зачем-то нужен очень легкоплавкий металл (например, для датчика температуры).
Если спаять подпружиненные контакты легкоплавким припоем, то получится простой и надежный термопредохранитель, при превышении температуры припой плавится и контакты разрывают цепь. Правда, предохранитель получится одноразовым. Во многих советских телевизорах в блоке строчной развертки была защита из обычной стальной спиральной пружинки, припаянной на легкоплавкий припой. При перегреве, в том числе от большого тока через пружинку, она отпаивалась и отрывалась. Предохранители такого типа очень хороши как защита от пожара.
Факторы, влияющие на результат процесса ремонта и реболлинга
Категория «Персонал» относится к человеческому фактору и включает в себя владение операциями, обучение и контроль качества. Человеческий фактор особенно важен при работе с WLP и другими миниатюрными устройствами, так как они значительно более хрупкие, чем стандартные flip‑chip‑компоненты. Для минимизации механических дефектов и предотвращения повреждений кремния или слоев диэлектрика все операции должны проводиться опытными высококвалифицированными специалистами.
Рис. 4. Схематическое изображение WLP после демонтажа, удаления припоя и реболлинга
К «Материалам» относится тип корпуса, тип печатной платы, флюс, андерфилл и угловой клей, которые также оказывают влияние на результат ремонта и реболлинга. Чем выше плотность платы и меньше размер корпуса, тем сложнее выборочно нагреть и удалить детали с малой площади. А поскольку у WLP нет ни подложки, ни паяльной маски, возрастает риск повредить диэлектрик или даже слои перераспределения.
И наконец, на результат ремонта оказывают влияние используемые в процессе оборудование и инструменты. Устройства для ремонта могут сильно различаться по стоимости и сложности — от фена с горячим воздухом и пинцетов до полностью автоматизированной ремонтной станции. Полуавтоматические и автоматические ремонтные станции очень дороги, зато они минимизируют риск возникновения термических или механических дефектов. Последнее особенно важно для WLP, так как этот тип компонентов достаточно сложен в обращении.



