

- Метод тиглевого разлива
- Вакуумная пайка
- Припой в пленке
- Метод индукционной пайки
- Преимущества и недостатки пайки алюминия
- Преимущества:
- Недостатки:
- Источник тепла
- Процесс пайки алюминия погружением
- Процесс пайки в печи
- Процесс пайки в защитной среде
- Процесс вакуумной пайки алюминия
- Разница между сваркой плавлением, сваркой давлением и пайкой
- Сварка давлением
- Пайка и сварка алюминия
- Алюминиевый припой
- Алюминиевый паяльный флюс
- Сфера применения алюминиевого флюса
- Применение пайки алюминия
- Изготовление алюминиевого профиля
- Процесс изготовления
- Преимущества алюминиевых профилей
- Применение алюминиевых профилей
Метод тиглевого разлива
В этом методе припой расплавляется в тигле и распределяется с помощью шприца.
Вакуумная пайка
Этот метод использует вакуум для удаления газов из зазора между соединяемыми деталями.
Припой в пленке
При этом методе припой находится на специальной пленке, которая прижимается к деталям и расплавляется.
Метод индукционной пайки
В этом методе изделия нагреваются с помощью индукционного тепла.
Преимущества и недостатки пайки алюминия
Преимущества:
- Низкая температура плавления
- Высокая производительность
- Простое оборудование
- Возможность сваривать разнородные материалы
Недостатки:
- Низкая прочность соединения
- Низкая термостойкость
- Высокие требования к очистке перед пайкой
- Дорогой припой
В целом, пайка алюминия — это эффективный и удобный способ соединения различных деталей из алюминия с минимальными деформациями и изменениями в структуре материала.
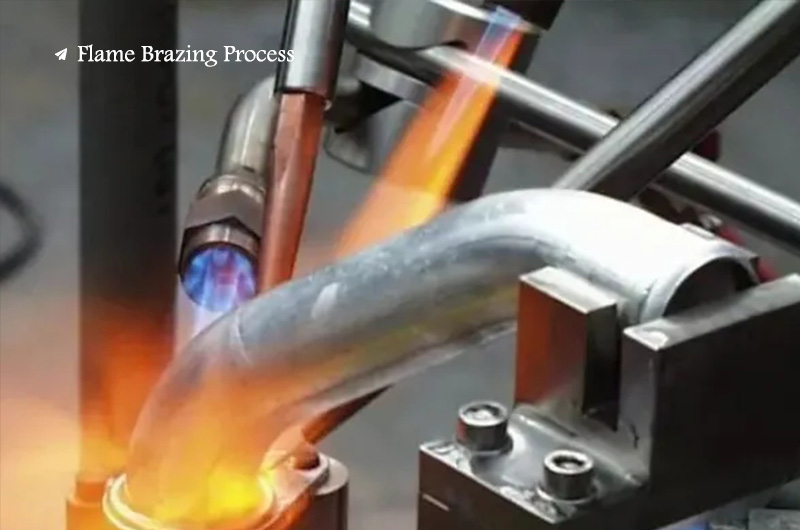
Источник тепла
Источником тепла является пламя кислородного газа, и существует много типов газа. Для алюминия и его сплавов применяемый газ включает ацетилен и природный газ. Газовая пайка алюминия и его сплавов должна сопровождаться флюсом. Поскольку в процессе нагрева алюминия не происходит изменения цвета, трудно определить температуру нагрева при пайке пламенем.
Процесс пайки алюминия погружением
Свариваемые припоем детали окунают в ванну с расплавленным флюсом для нагрева и пайки. Этот метод быстро нагревается, сварная деталь не окисляется в процессе пайки, имеет малую деформацию, хорошее качество и высокую производительность. Этот метод подходит только для массового производства в непрерывном режиме. После погружения и пайки необходимо очистить остаточный флюс и остатки, которые вызовут коррозию и загрязнение производственной площадки и окружающей среды.

Процесс пайки в печи
Пайка алюминия и его сплавов в воздушной печи должна быть снабжена флюсом, а остатки после пайки коррозионным флюсом должны быть удалены.
Процесс пайки в защитной среде
Используется защита инертным газом, поверхность соединения перед пайкой необходимо тщательно очистить, атмосферу в печи необходимо заменять и затем непрерывно подавать, а себестоимость продукции высока. Если используется азотная защита, необходимо использовать некоррозионный флюс. Этот метод имеет высокую производительность и получил широкое распространение.

Процесс вакуумной пайки алюминия
Печной пайки без использования флюса. Степень вакуума не должна быть ниже 1,33X10-2 Па. Использование металлического магния в качестве активатора и другие технологические мероприятия способствовали популяризации и распространению технологии вакуумной пайки алюминия и его сплавов.

Разница между сваркой плавлением, сваркой давлением и пайкой
Сварка плавлением заключается в использовании внешнего источника тепла (например, электрической дуги) для локального нагрева и плавления области вблизи границы раздела соединяемых компонентов (т. е. основного металла), а затем охлаждения для образования соединения.
В процессе сварки основной металл и присадочный металл расплавляются и химически соединяются. Такие как: ручная дуговая сварка, сварка CO2, сварка TIG, сварка MIG, сварка под флюсом, сварка MAG, плазменная сварка, лазерная сварка, электронно-лучевая сварка
Сварка давлением
Сварка давлением заключается в приложении давления, чтобы приблизить атомное расстояние свариваемой поверхности к расстоянию решетки.
Пайка и сварка алюминия
При сварке не применяется припой, соединяемые металлы химически или физически соединены, сварной шов узок, зона термического влияния мала, в том числе контактная сварка (точечная сварка, шовная сварка), оплавление, сварка трением, сварка холодным давлением и т.д.
Пайка – это реализация соединения спаиваемых деталей путем плавления металла (пайка присадочного металла). Температура припоя ниже, чем у основного металла. При сварке припой плавится, а основной металл не плавится, и между ними существует физическая комбинация.
Ее принято разделять на твердую пайку и мягкую пайку с температурой сварки 450°С. Пайка в основном включает в себя газопламенную пайку, индукционную пайку, пайку в печи, резистивную пайку.
Алюминиевый припой
Алюминиевый припой обычно используется для пайки алюминия и алюминиевых сплавов, пайки алюминия и меди, пайки алюминиевой стали, пайки алюминия и нержавеющей стали.
Подходит для различных методов пайки: пламенная пайка алюминия, индукционная пайка алюминия, пайка алюминия в атмосферозащитной печи, вакуумная пайка алюминия.
Доступны различные формы: сварочная проволока, сварочное кольцо, сварочная лента, лист припоя, припой, паяльная паста (как некоррозионный, так и коррозионно-активный флюс), а также предварительно сформированные формы по индивидуальному заказу.
Алюминиевый паяльный флюс
Физическое состояние: белый порошок, размер частиц ≤250 мкм, плотность: 1,3-1,4 г/см3.
Основные ингредиенты: хлориды щелочных и щелочноземельных металлов, фториды, активные вещества.
Сфера применения алюминиевого флюса
Подходит для пайки алюминия и материалов из алюминиевых сплавов. Он подходит для таких методов пайки, как различные газовые печи или низкотемпературное пламя, пайка чистого алюминия, алюминиево-марганцевых и других сплавов. Нетоксичный, без запаха, экологически чистый, длительного хранения без впитывания влаги, не слеживающийся.
Температура плавления некоррозионного алюминиевого паяльного флюса относительно узкая и составляет около 550 ℃. Особенно в настоящее время это самый идеальный сварочный растворитель для сварки большинства автомобильных кондиционеров, алюминиевых конденсаторов и алюминиевых радиаторных печей.
Применение пайки алюминия
- Сварка автомобильных кондиционеров, интеркулеров, конденсаторов, испарителей, резервуаров для воды и различных алюминиевых радиаторов;
- Сварка алюминиевых рамных конструкций кузова, таких как соединение верхней крышки со стенкой корпуса, дверями автомобиля и другими изделиями;
- Использование в компонентах систем кондиционирования воздуха, труб, теплообменников;
- Применение в компонентах аэрокосмической промышленности, медицинских приборах и других критических и некритических приложениях.

Изготовление алюминиевого профиля
Изготовление алюминиевого профиля — это процесс формирования длинных алюминиевых заготовок с помощью различных методов. Алюминиевые профили широко используются в различных отраслях, таких как строительство, автомобильная промышленность, производство мебели и многие другие.
Процесс изготовления
Процесс изготовления алюминиевого профиля включает в себя несколько основных этапов:
Плавка и литье: Алюминиевый сплав плавится и затем льется в специальные формы, чтобы создать заготовку нужной формы.
Прессование: Полученная заготовка подвергается прессованию, в результате чего она приобретает нужную форму и размеры.
Отжиг: Процесс отжига проводится для уменьшения внутренних напряжений в материале и повышения его пластичности.
Отделка: После обработки алюминиевый профиль подвергается отделке, включающей например окраску или анодирование.
Преимущества алюминиевых профилей
Алюминиевые профили имеют ряд преимуществ, среди которых стоит выделить:
Легкость: Алюминиевые профили отличаются небольшим весом при высокой прочности.
Коррозионная стойкость: Алюминий не подвержен коррозии, что обеспечивает долгий срок службы изделий.
Декоративность: Алюминиевые профили легко поддаются окраске и анодированию, что делает их привлекательными с дизайнерской точки зрения.
Экологичность: Алюминий можно перерабатывать и вторичный алюминий не уступает по свойствам первичному.
Применение алюминиевых профилей
Алюминиевые профили находят широкое применение в различных областях, включая:
Строительство: Оконные и дверные рамы, фасады зданий, перила и ограждения.
Автомобильная промышленность: Кузовные детали, обшивка салона, рамы сидений.
Производство мебели: Мебельные элементы, столешницы, шкафы.
Алюминиевые профили остаются популярным материалом благодаря своим уникальным свойствам и преимуществам.



