

- Припои
- Основные материалы для припоев
- Мягкие припои
- Твердые припои
- Припои для пайки алюминия
- Свойства оловянно-свинцовых припоев
- Углерод
- Примеры применения
- Нихромы
- Сплавы для изготовления термостабильных сопротивлений
- Олово
- Факты об олове
- Легкоплавкие припои
- Прочие проводники
- Оксид Индия-Олова
- Ссылки на части руководства
- Сказ о сплаве Розе и отвалившейся КРЕНке
- Поговорим об эвтектике
- А теперь добавим ножек висмут
- Кинетический фактор
- Чем грозит?
- Выводы
- Производство и реализация припоев на основе олова, свинца, серебра, меди, сурьмы, цинка.
- ЗАО «ЗАВОД ПРИПОЕВ» — СПЛАВ КАЧЕСТВА ПРОВЕРЕННЫЙ ВРЕМЕНЕМ!
- ОСНОВНЫЕ ПРЕИМУЩЕСТВА СОТРУДНИЧЕСТВА С КОМПАНИЕЙ ЗАО «ЗАВОД ПРИПОЕВ»
- Продуманная логистика
- Спецприпои
- Бессвинцовый припой
- Баббиты
- Прокат цветных металлов
- Флюсы
- Припои на катушках (мелкая фасовка)
- Аноды
- Основные направления деятельности ООО «Электросплав»
- Сфера применения продукции компании
- Конкурентные преимущества
- Как сделать припой для пайки серебра
- Порядок изготовления припоя
- Как переплавить припой
- Как сделать припой своими руками
Припои
Пайка представляет собой соединение твердых металлов при помощи
расплавленного припоя, имеющего температуру плавления меньшую, чем
температура плавления основного металла.
Припой — металл или сплав, который служит для соединения в расплавленном состоянии, в промежутке (шве) между деталями, поэтому припой должен иметь более низкую температуру плавления, чем соединяемые металлы. Припой должен хорошо растворять основной металл, легко растекаться по
его поверхности, хорошо смачивать всю поверхность пайки, что
обеспечивается лишь при полной чистоте смачиваемой поверхности основного
металла. По своему составу припои разделяются на несколько групп, из которых наиболее важная — оловянно-свинцовые припои.
В зависимости от химического состава и температуры плавления припоев
различают пайку твердыми и мягкими припоями. К твердым относятся припои с
температурой плавления выше 400°С, к мягким (легким) — припои с температурой
плавления до 400°С.
Припой выпускается в виде литых чушек, прутков, проволоки или тонкой
трубки, содержащей для облегчения пайки наполнитель аналогичный флюсу. В
расплавленном состоянии припой должен обеспечивать хорошее смачивание
соединяемых поверхностей и тягучесть, достаточно прочное механическое
соединение деталей после остывания пайки.
Предельная температура расплавления припоев для
сборки электронных модулей – 300 °С. Для снижения температуры плавления
припоя используется явление эвтектики. Соотношение металлов в сплаве,
когда температура плавления становиться ниже, чем любого из металлов в
сплаве – эвтектика. Припой это сплав, имеющий свойство эвтектичности.

Рис. 1 — Припой ПОС 61 в виде проволки
Комбинация составляющих припоя позволяет получить высококачественную пайку, которая
выдерживает широкий диапазон температур при эксплуатации электронного модуля.
Бессвинцовые припои должны заменить свинцово-содержащие. Европейская комиссия по
законодательству запретила использование свинца в производстве электроники с 2006 года. Бессвинцовые сплавы обладают более высокой прочностью по сравнению со сплавами олова и свинца, устойчивостью к
перепадам температур и рекомендуются для пайки компонентов с разными тепловыми коэффициентами расширения. Пайки бессвинцовыми припоями матовые. Стоимость бессвинцовых припоев выше из-за повышенного содержания серебра.
Нагретый припой соединяется с металлами, если поверхности паяемых деталей зачищены, другими словами с них механически удалены образовавшиеся с течением времени пленки окислов.
Электронику лучше всего паять припоем ПОС-61 (или ближайшими импортными аналогами, например с 63% Sn).
«ПОС» означает Припой Оловянно-Свинцовый. Число 61 – 61% олова. Соответственно припой ПОС-30 содержит только 30% олова.
ПОС 90 — для пайки внутренних швов пищевой посуды (кастрюли и т.п.).
ПОС 40 — паяние латуни, железа и медных проводов.
ПОС 30 — паяние латуни, меди, железа, цинковых и оцинкованных листов, белой жести, приборов, радиоаппаратуры, гибких шлангов и бандажной проволоки электромоторов.
ПОС 18 — паяние свинца, железа, латуни, меди, оцинкованного железа, лужение дерева перед пайкой, заменитель припоя ПОС 40.
ПОСС 4-6 — паяние белой жести, железа, меди, свинца при наличии клепаных замочных швов, заменитель припоя ПОС 30.
Существуют еще всяческие экзотические сплавы, вроде сплава Вуда (температура плавления 65,5°C), сплава Розе (температура плавления 90°C) и т.д. Используются они в специфических областях и купить их можно только в специализированных магазинах. Припой ПОС-61 можно купить практически в любом хозмаге.
В магазинах радиодеталей можно встретить так называемые «бессвинцовые» припои. Для обучения пайке брать их не стоит, так как их характеристики (смачиваемость) хуже оловянно-свинцовых. Припои, детали, сделанные по бессвинцовой технологии обычно имеют надпись RoHS на упаковке.
Основные материалы для припоев
- Олово — мягкий, ковкий металл серебристо-белого цвета. Удельный
вес при температуре 20°С — 7,31. Температура плавления 231,9°С. Хорошо
растворяется в концентрированной соляной или серной кислоте. Сероводород
на него почти не влияет. Ценным свойством олова является его устойчивость
во многих органических кислотах. При комнатной температуре мало поддается
окислению, но при воздействии температуры ниже 18°С способен переходить в
серую модификацию (“оловянная чума”). В местах появления частиц серого
олова происходит разрушение металла. Переход белого олова в серое резко
ускоряется при понижении температуры до —50°С. Для пайки может применяться
как в чистом виде, так и в виде сплавов с другими металлами. - Свинец — синевато-серый металл, мягкий, легко поддается
обработке, режется ножом. Удельный вес при температуре 20°С 11,34.
Температура плавления 327qC. На воздухе окисляется только с поверхности. В
щелочах, а также в азотной и органических кислотах растворяется легко.
Стоек против воздействий серной кислоты и сернокислых соединений.
Применяется для изготовления припоев. - Кадмий — серебристо-белый металл, мягкий, пластичный,
механически непрочный. Удельный вес 8,6. Температура плавления 321°С.
Применяется как для антикоррозийных покрытий, так и в сплавах со свинцом,
оловом, висмутом для легкоплавких припоев. - Сурьма — хрупкий серебристо-белый металл. Удельный вес 6,68.
Температура плавления 630,5°С. На воздухе не окисляется. Применяется в
сплавах со свинцом, оловом, висмутом, кадмием для легкоплавких
припоев. - Висмут — хрупкий серебристо-серый металл. Удельный вес 9,82.
Температура плавления 271°С. Растворяется в азотной и горячей серной
кислотах. Применяется в сплавах с оловом, свинцом, кадмием для получения
легкоплавких припоев. - Цинк — синевато-серый металл. В холодном состоянии хрупок.
Удельный вес 7,1. Температура плавления 419°С. В сухом воздухе окисляется,
во влажном воздухе покрывается пленкой окиси, которая предохраняет его от
разрушения. В соединении с медью дает ряд прочных сплавов.. Легко
растворяется в слабых кислотах. Применяется для изготовления твердых
припоев и кислотных флюсов. - Медь — красноватый металл, тягучий и мягкий. Удельный вес 8,6 —
8,9. Температура плавления 1083 С. Растворяется в серной и азотной
кислотах и в аммиаке. В сухом воздухе почти не поддается окислению, в
сыром воздухе покрывается окисью зеленого цвета. Применяется для
изготовления тугоплавких припоев и сплавов.
Мягкие припои
Пайка мягкими припоями получила широкое распространение, особенно при
производстве монтажных работ. Наиболее часто применяемые мягкие припои
содержат значительное количество олова.
При выборе типа припоя необходимо учитывать его особенности и применять
в зависимости от назначения спаиваемых деталей. При пайке деталей, не
допускающих перегрева, используются припои, имеющие низкую температуру
плавления.
Наибольшее применение находит припой марки ПОС-40. Он применяется при
пайке соединительных проводов, сопротивлений, конденсаторов. Припой ПОС-30
используют для пайки экранирующих покрытий, латунных пластинок и других
деталей. Наряду с примеиением стандартных марок находит применение и
припой ПОС-60 (60% олова и 40% свинца).
Мягкие припои изготовляются в виде прутков, болванок, проволоки
(диаметром до 3 мм) и трубок, наполненных флюсом. Технология указанных
припоев без специальных примесей несложна и вполне осуществима в условиях
мастерской: свинец расплавляют в графитовом или металлическом тигле и в
него небольшими частями добавляют олово, содержание которого определяют в
зависимости от марки припоя. Жидкий сплав перемешивают, снимают нагар с
поверхности и расплавленный припой выливают в деревянные или стальные
формочки. Добавление висмута, кадмия и других присадок не обязательно.

Рис. 2 — Снизу – пруток припоя. Слева – проволока диаметром 3 мм с центральным каналом из канифоли. Справа катушка импортного припоя «radiel–fondam» диаметром 0,8 мм с центральным каналом с безканифольным флюсом.
Для пайки различных деталей, не допускающих значительного перегрева,
применяются особо легкоплавкие припои, которые получают добавлением в
свинцово-оловянные припои висмута и кадмия или одного из этих металлов. В
табл. 3 приведены составы некоторых легкоплавких припоев.
При использовании висмутовых и кадмиевых припоев следует учитывать, что они обладают большой хрупкостью и создают менее прочный спай, чем свинцово-оловянные.
Солидус – температура, ниже которой сплав полностью твердый. Ликвидус – температура, выше которой сплав полностью жидкий. Следовательно при температуре между температурами ликвидус и солидус сплав будет представлять собой «кашу».
Эвтектическим для системы Sn–Pb будет сплав с 61,9% олова, поэтому припой ПОС-61 самую низкую температуру ликвидус. Припой ПОС61 также обладает самой высокой прочностью среди припоев ПОС. Предел прочности при растяжении 6,7 – 7,5 кг/мм2.
Твердые припои
Твердые припои создают высокую прочность шва. В электро- и радиомонтажных работах они используются значительно реже, чем мягкие припои.
В зависимости от содержания цинка изменяется цвет припоя. Эти припои
применяются для пайки бронзы, латуни, стали и других металлов, имеющих
высокую температуру плавления. Припой ПМЦ-42 применяется при пайке латуни
с содержанием 60—68% меди. Припой ПМЦ-52 применяется при пайке меди и
бронзы. Медно-цинковые припои изготовляются путем сплавления меди и цинка
в электропечах, в графитовом тигле. По мере расплавления меди в тигель
добавляют цинк, после расплавления цинка добавляется около 0,05% фосфорной
меди. Расплавленный припой разливается в формочки. Температура плавления
припоя должна быть меньше температуры плавления припаиваемого металла.
Кроме указанных медно-цинковых припоев, находят применение и серебряные
припои.
Серебряные припои обладают большой прочностью, спаянные ими швы хорошо
изгибаются и легко обрабатываются. Припои ПСР-10 и ПСР-12 применяются для
пайки латуни, содержащей не менее 58% меди, припои ПСР-25 и ПСР-45 — для
пайки меди, бронзы и латуни, припой ПСР-70 с наиболее высоким содержанием
серебра — для пайки волноводов, объемных контуров и т. п.
Первый из них применяется для пайки меди, стали, никеля, второй,
обладающий высокой проводимостью,— для пайки проводов; третий может
применяться для пайки меди, но не пригоден для черных металлов; четвертый
припой обладает особой легкоплавкостью, является универсальным для пайки
меди, ее сплавов, никеля, стали.
В ряде случаев в качестве припоя используется технически чистая медь с
температурой плавления 1083°С.
Припои для пайки алюминия
Пайка алюминия вызывает большие затруднения вследствие его способности
легко окисляться на воздухе. В последнее время находит применение пайка
алюминия с помощью ультразвуковых паяльников.
При пайке алюминия в качестве флюсов применяют органические вещества:
канифоль, стеарин и т. п.
Последний припой (твердый) применяется со сложным флюсом, в состав
которого входит:
- хлористый литий (25—30%),
- фтористый калий (8—12%),
- хлористый цинк (8—15%),
- хлористый калий (59—43%).
Температура плавления флюса около 450°С.
Свойства оловянно-свинцовых припоев
Наиболее важное свойство припоев — сопротивление срезу, так как большинство паяных соединений работает на срез.
Оловянно-свинцовые припои марок ПОС 18, ПОС 30, ПОС 40 имеют более высокое сопротивление срезу, чем чистые олово и свинец, и потому применение их для получения прочного шва дает более хорошие результаты.
Припои должны обладать как высоким сопротивлением разрыву, так и максимальной вязкостью. По данным таблицы можно установить взаимозаменяемость высокооловянных и малооловянных припоев. Например, припой ПОС 18 в отношении вязкости несколько лучше припоя ПОС 40, причем незначительно отличается от последнего по прочности. Припой ПОС 50 вполне может быть заменен припоем ПОС 40 и ПОС 30. Знания твердости важны в том отношении, что более твердые припои лучше сопротивляются истиранию, чем мягкие.
Поэтому все преимущества в этом отношении будут за припоем ПОСС 4-6. Остальные припои (ПОС 18, ПОС 30 и ПОС 40) имеют несколько меньшую твердость. Ударная вязкость (сопротивление удару) имеет наибольшее значение для чистого олова, но припой ПОС 40 и ПОС 30 немногим отличается в этом отношении от олова. Поэтому припой ПОС 40 может быть применен в особых случаях, где места спайки подвергаются сильной вибрации. Для обычных условий работы, при небольших вибрациях, применяют припой ПОС 18.
Температура плавления припоя имеет тоже большое значение: от нее зависит выбор метода паяния. Наиболее низкой температурой плавления обладает припой ПОС 62, содержащий 62 % олова. Этот припой применяют в случаях, когда при паянии нельзя перегревать детали, например при соединении очень тонких проводов. Возможность применения в таких случаях тройных легкоплавких сплавов, в которых низкая точка плавления достигается добавкой третьего компонента (например, висмута), исключается, в связи с тем, что тройные сплавы не обладают такой высокой вязкостью, как двойные сплавы.
Припой ПОС 62 теперь применяют мало, так как перегрева при паянии легко избежать, применив припой ПОС 40 очень тонкого сечения, например в виде проволоки диаметром 1—2 мм. Под действием паяльника расплавление тонкой проволоки происходит быстро, вследствие чего уменьшается до минимума время воздействия высокой температуры.
Практика показала, что припой марки ПОСС 4—6 в отношении прочности спайки равноценен припою марки ПОС 30 для всех материалов, кроме оцинкованного железа и меди. При этом припой марки ПОС 40 в большинстве случаев обладает наибольшей прочностью и в этом отношении превосходит высокооловянный припой марки ПОС 62 и чистое олово. Поэтому для получения наибольшей прочности шва ни в коем случае не следует применять чистое олово.
Припой марки ПОС 18 при паянии встык дает более высокую прочность спайки, чем припой марки ПОС 40. Поэтому припой ПОС 18 применяют, когда температура плавления припоя не имеет решающего значения.

sovet.bos.ru — Припои и способы паяния материалов
Продолжение руководства по материалам электротехники. В этой части заканчиваем разбирать проводники: Углерод, Нихромы, термостабильные сплавы, припои — олово, прозрачные проводники.
Добро пожаловать под кат (ТРАФИК)
Эта часть посвящена «так себе проводникам» — материалам которые проводят ток, но делают это весьма паршиво, и с этим мирятся только благодаря каким-то особым свойствам материала, которого нет у других проводников.
Углерод
С — углерод. Не совсем металл, но тоже проводник. Графит, угольная пыль — не такие хорошие проводники как металлы, но зато очень дешевые, не подвержены коррозии.
Примеры применения
Компонент резисторов. В виде пленок, в виде объемных брусков в диэлектрической оболочке.
Добавка в полимеры для придания электропроводности. Для защиты от образования статического электричества достаточно ввести в состав полимера мелкодисперсный графит, и пластик из диэлектрика становится очень плохим проводником, достаточным, что бы статический заряд с него стекал. При работе с изделиями из такого пластика они не будут прилипать и искрить, что важно при пожароопасности или работе с электроникой.

Токопроводящий лак на базе суспензии графита.
На базе полимеров, заполненных мелкодисперсным графитом, основаны различные нагреватели — пленочные электронагреватели теплых полов, греющие кабели для систем водоснабжения, нагреватели для одежды и т.д. Высокий коэффициент расширения полимеров при нагреве приводит к отрицательной обратной связи, что делает такие нагреватели саморегулирующимися и потому безопасными. При пропускании тока через такой полимер, он нагревается, от нагрева расширяется, контакт между частичками углерода в матрице из полимера ухудшается, от этого увеличивается сопротивление — уменьшается протекаемый ток, уменьшается нагрев. В итоге, устанавливается некоторая температура полимера, стабильно поддерживающаяся этим механизмом обратной связи без каких либо внешних устройств.

Нагреватель от печки лазерного принтера. Основа — фарфор, проводники — серебро. Нагреватель — углеродная композиция, покрыта для защиты слоем глазури.
Аналогично устроены полимерные самовосстанавливающиеся предохранители. Если ток через такой предохранитель превысит номинальный, от нагрева полимер в составе расширяется, и резко увеличившееся сопротивление прерывает ток через предохранитель до некоторого небольшого значения. Такие предохранители обеспечивают медленную защиту, но не требуют замены предохранителя после каждой аварии.
Угольный сварочный электрод — используется для сварки, когда от электрода требуется только поддерживать дугу не плавясь. Уголь значительно дешевле вольфрама, но менее прочен и постепенно сгорает на воздухе.

Электроды от дуговой лампы, использовавшейся для киносъемок. Марка электродов КСБ — Уголь КиноСьемочный Белопламенный неомедненный.
Медно-графитовые материалы. Получают спеканием порошка меди и графита в разных пропорциях. В зависимости от состава могут быть от чёрных как уголь до темно красных с медным блеском. Используется как материал скользящих контактов — щеток электрических приборов. Такие щетки обеспечивают низкое сопротивление вращению — хорошо скользят по контактам коллектора. Кроме того их твёрдость заметно ниже твёрдости металла коллектора, так что в процессе работы истираются и подлежат замене дешевые щетки а не дорогой ротор.

Изношенные щетки от двигателя стиральной машины. Плохой контакт щеток с коллектором — причина повышенного искрения.
Если вдруг понадобился срочно угольный электрод, например сварить термопару, самый доступный способ — вытащить центральный электрод из солевой батарейки (маркировка которой начинается с R а не LR, щелочные («алкалиновые») не подойдут). Угольный стержень из батарейки содержит в себе следы электролита, поэтому перед применением не лишнем будет промыть и прокипятить его в воде для удаления остатков электролита.
Нихромы
Для изготовления нагревателей, мощных сопротивлений требуются сплавы со следующими требованиями:
- Относительно высокое удельное сопротивление — иначе нагреватель придется делать длинным и тонким, что отрицательно скажется на долговечности.
- Устойчивость к окислению на воздухе. Если в колбу лампы накаливания попадет воздух, то спираль очень быстро сгорит. При высоких температурах скорости химических реакций растут, и кислород воздуха начинает окислять даже стойкие при комнатной температуре металлы.
- Иметь приемлемые механические характеристики. Низкая пластичность и повышенная хрупкость негативно скажется на надежности изделия.
Нагреватели обычно изготавливают из следующих сплавов:
Нихром (55-78% никеля, 15-23% хрома) рабочая температура до 1100 °C хотя нихромы — это целый класс сплавов с небольшой разницей в составе.
Фехраль, название образовано от состава FeCrAl (12-27% Cr, 3.5-5.5% Al, 1% Si, 0.7% Mn, остальное Fe) рабочая температура до 1350 °C (Иногда называют канталом — kanthal, это не марка сплава, а торговая марка, которая стала нарицательной, как например «термос»).
Добавка хрома обеспечивает образование защитной пленки на поверхности сплава, благодаря чему нагреватели из нихрома могут длительное время работать на воздухе с высокой температурой поверхности.
Фехраль после нагрева становится ломким. Нихром после нагрева еще можно как-то гнуть. При этом фехраль дешевле нихрома, в рознице не так заметно, но ощутимо в оптовых партиях.
Нихромовая спиралька с фитилем внутри — испаритель электронной сигареты. Нихромовой струной, подогреваемой электрическим током, режут пенополистирол. Также из нихрома изготавливают термосьемники изоляции — на сегодняшний день самый надежный способ снять изоляцию с провода и не повредить токопроводящую жилу.
На удивление, достаточно трудно купить нихром в виде проволоки в небольших количествах, местные продавцы о количествах менее килограмма даже слышать не хотят. Так что, если понадобится изготовить нагревательный элемент — то проще перемотать нихром с какогонибудь неисправного тепловентилятора.
Концы нагревательных элементов обычно приваривают к тоководам или зажимают механически — винтом или опрессовкой.
Сплавы для изготовления термостабильных сопротивлений
У всех материалов есть ТКС — температурный коэффициент сопротивления, мера того, насколько изменяется сопротивление с изменением температуры. Он может быть положительным — как у металлов, с ростом температуры сопротивление растет, может быть отрицательным, как у полупроводников, с ростом температуры сопротивление падает. При изготовлении точных измерительных приборов необходимо иметь сопротивления с минимальным дрейфом номинала в зависимости от температуры. Для этого изобрели сплавы с минимальным ТКС:
Константан (59% Cu, 39-41% Ni, 1-2% Mn)
Манганин (85% Cu, 11.5-13.5% Mn, 2.5-3.5% Ni)
Таблица, с указанием температурного коэффициента (обозначается как α) для различных
металлов:
Если упростить, то коэффициент α говорит, во сколько раз изменится сопротивление проводника при изменении температуры на один градус Цельсия.
Пайка — это процесс соединения двух деталей при помощи припоя, материала с температурой плавления меньшей, чем у соединяемых деталей. Например, соединение двух медных проводников при помощи олова. Именно использование припоя — основное отличие от сварки, когда детали соединяются расплавом из самих себя, например стальной крюк к стальной двери приваривается при помощи стального плавящегося сварочного электрода.
Припои чаще классифицируют на две группы — тугоплавкие (температура плавления 400°С и более) и легкоплавкие. Или, иногда, на твёрдые и мягкие. Учитывая, что мягкие припои обычно легкоплавкие, то часто твёрдые припои синоним тугоплавких, а мягкие припои — легкоплавких.
В электронной технике припои используют для создания надежного электрического контакта. Основные припои в электронной технике — мягкие, на базе олова и оловянно-свинцовых сплавов. Все остальные экзотические припои рассматриваться не будут.
Олово
Sn — Олово. Основной компонент мягких припоев. Олово — относительно легкоплавкий металл, что позволяет использовать его для соединения проводников. В чистом виде не используется (см. факты). Из-за дороговизны олова (а также других причин, см. ниже), его в припоях разбавляют свинцом. Припой из 61% олова и 39% свинца образует эвтектику, такой смесью, ПОС-61 (Припой Оловянно-Свинцовый — 61% олова) паяют радиодетали на платах, провода. В менее ответственных узлах (шасси, теплоотводы, экраны и т.п.) олово в припоях разбавляют сильнее, до 30% олова, 70% свинца.
Электронные устройства долгое время паяли оловянно-свинцовыми припоями. Затем набежали экологи и заявили, что свинец — металл тяжелый, токсичный, и проблемы бы не было, если бы все эти ваши айфоны, компьютеры и прочие гаджеты не оказывались на свалке, откуда свинец попадает в окружающую среду. Поэтому придумали серию бессвинцовых припоев, когда олово разбавлено висмутом, или вовсе используется в чистом виде, стабилизированное добавками, например, серебра. Но эти припои дороже, хуже по характеристикам, более тугоплавкие. Поэтому оловянно-свинцовые припои надолго останутся в ответственных изделиях военного, космического, медицинского применения.
Кроме того, бессвинцовые припои склонны к образованию «усов». Оловянные усы — длинные тонкие кристаллы, вырастающие из оловянного припоя — причина отказов и сбоев аппаратуры. К сожалению, присадки в припои не позволяют на 100% прекратить рост «усов», поэтому оловянно-свинцовые припои, как проверенные временем, используются в критичных системах — космос, медицина, военка, атомные применения. Подробнее про усы.
Факты об олове
- Чистое олово подвержено «оловяной чуме», когда при температурах ниже 13,2 °C олово меняет свою кристаллическую решетку, превращаясь из блестящего металла в серый порошок (как при нагревании алмаз превращается в графит). Согласно байкам, оловянная чума — одна из причин поражения Наполеоновской армии в условиях суровых российских городов (представьте, как на морозе ваши пуговицы, ложки, вилки, кружки превращаются в серый порошок). И вполне состоявшийся факт, что оловянная чума стала одной из причин которая погубила экспедицию Скотта — консервные банки, емкости с топливом были пропаяны оловом и на морозе просто развалились. Небольшая добавка висмута практически устраняет оловянную чуму.
- Олово проводит электрический ток в 7 раз хуже меди.
- Олово используется как защитное покрытие консервных банок — луженая жесть при контакте с пищей не делает её опасной. (но так как олово правее железа в ряду напряженности металлов, лужение не защищает железо от коррозии гальванически, как цинк, который левее железа в ряду напряженности. Как работает гальваническая защита можно прочитать по ссылке).
- До широкого распространения алюминия, фольгу делали из олова, её называли «станиоль» (от stannum — латинское навание олова).
- Не пытайтесь отремонтировать ювелирные украшения при помощи мягких оловянных и оловянно-свинцовых припоев. Прочность соединения будет неприемлемой, а наличие легкоплавкого припоя на поверхности осложнит нормальную пайку твёрдыми припоями.
Легкоплавкие припои
На базе сплавов с содержанием олова были разработаны легкоплавкие припои. И даже очень легкоплавкие припои, которые плавятся в горячей воде. Хороший список сплавов есть в Википедии.

Катушки и прутки оловянно-свинцовых припоев. Проволока из припоя содержит центральный канал с флюсом, облегчающим процесс пайки.
Основные припои для радиоаппаратуры
- ПОС-61 — 61% олова, остальное — свинец. Температура плавления (ликвидус) 183 °C. Есть множество сходных по составу и по свойствам импортных припоев, в которых пропорции компонентов отличаются на пару процентов, например Sn60Pb40 или Sn63Pb37.
- ПОС-40 — 40% олова. Остальное — свинец. Температура плавления (ликвидус) 238 °C Менее прочный, более тугоплавкий, неэвтектический (плавится не сразу, есть диапазон температур при котором припой больше походит на кашу). Но благодаря тому, что чуть ли не в два раза дешевле (олово дорогое), применяется для неответственных соединений — пайка экранов, шин. Аналогичны припои ПОС-33 (температура плавления 247С), ПОС-25 (температура плавления 260С), ПОС-15 (температура плавления 280С).
- Бессвинцовые припои. Для пайки медных водопроводных труб горелкой чаще всего используют мягкий припой с 3% меди (Sn97Cu3). Он не содержит свинца, потому пригоден для питьевой воды. По экологическим причинам современную электронику на заводах паяют в основном бессвинцовыми припоями. Хорошая статья.
Замыкают список совсем легкоплавкие припои:
- Сплав Розе: 25% Sn, 25% Pb, 50% Bi. Температура плавления +94 °C.
- Сплав Вуда: 12,5% Sn, 25% Pb, 50% Bi, 12.5% Cd Температура плавления +68,5 °C.
Применяются для лужения печатных плат любителями, так как плавятся в горячей воде, и можно резиновым шпателем под слоем кипящей воды быстро покрыть припоем медную фольгу печатной платы. В технике их используют для пайки деталей, не выдерживающих нагрева до обычной температуры припоев, или в тех случаях, когда зачем-то нужен очень легкоплавкий металл (например, для датчика температуры).
Если спаять подпружиненные контакты легкоплавким припоем, то получится простой и надежный термопредохранитель, при превышении температуры припой плавится и контакты разрывают цепь. Правда, предохранитель получится одноразовым. Во многих советских телевизорах в блоке строчной развертки была защита из обычной стальной спиральной пружинки, припаянной на легкоплавкий припой. При перегреве, в том числе от большого тока через пружинку, она отпаивалась и отрывалась. Предохранители такого типа очень хороши как защита от пожара.
Прочие проводники
Для изготовления термопар используют сплавы стойкие к высоким температурам, но при этом обладающие высокой ТермоЭДС. Подробнее про термопары можно прочитать в соответствующей литературе.
- Хромель (90% Ni, 10% Cr)
- Копель (43% Ni, 2-3% Fe, 53% Cu)
- Алюмель (93-96% Ni, 1,8-2,5% Al, 1,8-2,2% Mn, 0,8-1,2% Si)
- Платина (100% Pt)
- Платина-родий (10-30% Rh)
- Медь (100% Cu)
- Константан (59% Cu, 39-41% Ni, 1-2% Mn)
Соединяя два проводника из двух разных металлов получают термопары, например термопара типа K (ТХА — Термопара Хромель-Алюмель). Самые распространенные пары: хромель-алюмель, хромель-копель, медь-константан (для низких температур), платина-платинородий (для точных измерений и для высоких температур).
Оксид Индия-Олова
Оксид Индия — Oлова (Indium tin oxide или сокращённо ITO) — полупроводник, но обладает невысоким сопротивлением, а самое главное, пленка из оксида индия-олова прозрачна.
Это свойство используется при производстве ЖК дисплеев, сетка электродов на поверхности стекла нанесена именно из оксида индия-олова. Также резистивные touch панели имеют прозрачное проводящее покрытие.
Пленка ITO едва видна в отражении, чтобы хоть как то она была заметна пришлось разобрать ЖК дисплей:

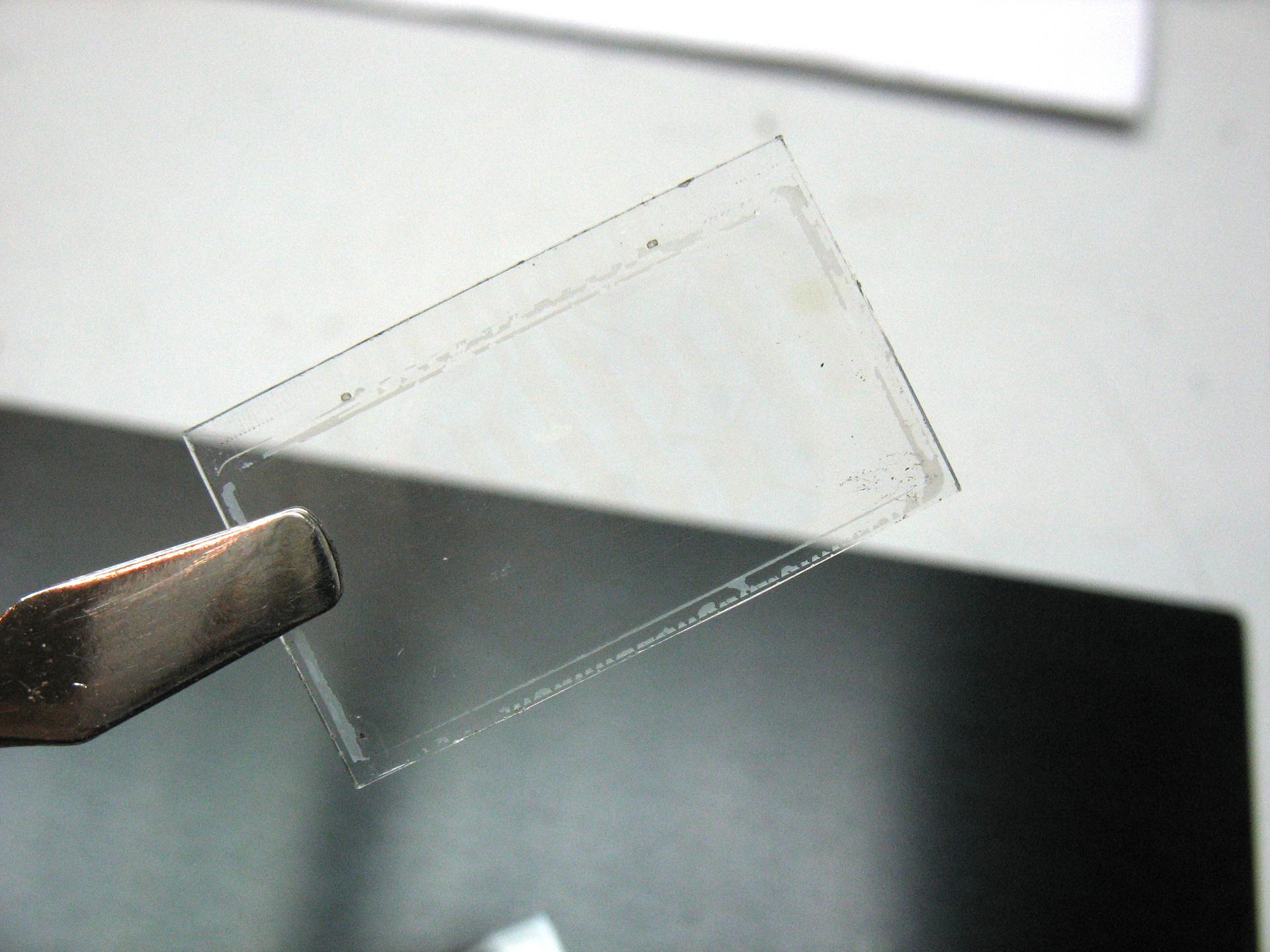

На удивление, сопротивление пленки довольно низкое.
На этом мы закончили проводники. В следующей части начнем обзор диэлектриков
Ссылки на части руководства
1: Проводники: Серебро, Медь, Алюминий.
2: Проводники: Железо, Золото, Никель, Вольфрам, Ртуть.
3: Проводники: Углерод, нихромы, термостабильные сплавы, припои, прозрачные проводники.
4: Неорганические диэлектрики: Фарфор, стекло, слюда, керамики, асбест, элегаз и вода.
5: Органические полусинтетические диэлектрики: Бумага, щелк, парафин, масло и дерево.
6: Синтетические диэлектрики на базе фенолформальдегидных смол: карболит (бакелит), гетинакс, текстолит.
7: Диэлектрики: Стеклотекстолит (FR-4), лакоткань, резина и эбонит.
8: Пластики: полиэтилен, полипропилен и полистирол.
9: Пластики: политетрафторэтилен, поливинилхлорид, полиэтилентерефталат и силиконы.
10: Пластики: полиамиды, полиимиды, полиметилметакрилат и поликарбонат. История использования пластиков.
11: Изоляционные ленты и трубки.
12: Финальная
Сказ о сплаве Розе и отвалившейся КРЕНке

Давным, давно, когда я был школьником и добывал радиодетали преимущественно из разных выброшенных на свалку плат, заметил я необычное явление в процессе распаивания очередной такой платы: некоторые пайки моментально отваливались от фольги, стоило в них ткнуть паяльником. Контактная площадка оставалась чистой от припоя, гладкой и серебристо облуженной, а капля припоя на выводе детали имела внизу такое же блестящее плоское основание.
Заметил и забыл до поры. А в позапрошлом году, принимая участие в научной экспедиции в Арктику, я неожиданно столкнулся с неожиданным выходом из строя прибора, с которым работал. Прибор был самодельным — делали его другие люди, но к счастью, снабдили меня схемой и всей документацией, взял я с собой на всякий случай и паяльник и необходимые приборы. Долго неисправность искать не пришлось: внутри корпуса валялся интегральный стабилизатор на 5 В в корпусе D-Pak, который просто отвалился от платы. У контактных площадок и «брюха» стабилизатора были такие же красивые блестящие поверхности.
Последний случай был со стареньким ноутбуком, у которого, по словам прежнего его хозяина, в каком-то подвале за тысячу рублей поменяли разъем питания после того, как старый перестал контачить. Со временем с контактом в этом разъеме снова возникли проблемы и я, обнаружив, что разъем просто плохо припаяли и он просто болтался в плате, взял и пропаял разъем, как следует. Но прошло время и неисправность вернулась.
Как вы догадались, причина у всех этих явлений одна и она упомянута в заголовке статьи и показана на КДПВ. Но откуда он взялся на платах и даже в ноутбуке?
В первых двух случаях виной всему чье-то рацпредложение, которое в какой-то момент стало чуть ли не общепринятым способом лужения печатных плат у радиолюбителей, и судя по всему, проникло и в производство. Кинул плату в смесь воды, глицерина и лимонной кислоты, нагретую до ста градусов, бросил туда немного гранул сплава Розе, разогнал расплавившийся сплав резиновым шпателем — вот и готовы красиво облуженные и легко паяющиеся дорожки. А ноутбук, как мы помним, побывал у неофициальных ремонтников, у которых есть один милый приемчик — как отпаять припаянное к массивным полигонам платы, да еще и бессвинцовым припоем, хилым паяльником. Для этого служит все тот же сплав Розе, который, сплавляясь с тугим бессвинцом, быстро его плавит и позволяет легко демонтировать разъем, не «угрев» на плате все вокруг и не отслоив медь от текстолита. И во всех трех случаях сплав Розе, смешавшись с припоем, резко понижал температуру его плавления, что приводило к неприятностям.
Казалось бы, немножко сплава Розе должно не очень сильно изменить свойства припоя. Но это не так. Почему — давайте вспомним, что сплав Розе — это тройная эвтектика в системе олово-свинец-висмут.
Поговорим об эвтектике

Давайте посмотрим на фазовую диаграмму двухкомпонентной системы с неограниченной растворимостью в жидком состоянии и незначительной растворимостью в твердом. По горизонтальной оси здесь отложен состав сплава, а по вертикальной — температура. А линии на ней представляют собой зависимости температур начала плавления (солидус — ADCB) и конца плавления (ликвидус — AEB). Еще есть две ветви, отделяющие области однородного твердого раствора от двухфазной области, но они нас сейчас не будут интересовать. В области между солидусом и ликвидусом мы имеем двухфазную систему из расплава и твердой фазы.
Точка E — особая, в ней солидус и ликвидус касаются друг друга: сплав такого состава наиболее легкоплавкий и плавится он сразу, подобно чистому металлу. Это и есть эвтектика. Хороший припой обычно представляет собой именно эвтектику и именно таким является ПОС-61 или ПОС-63.
А если состав сплава не соответствует эвтектике? Приходилось вам когда-нибудь паять припоем ПОС-40, который обычно продавался в советских хозмагах в виде толстого прутка? Под жалом паяльника он сначала превращается в своеобразную кашу, а потом только плавится окончательно. Затвердевает он в обратном порядке, сначала превратившись в кашу, а затем застыв окончательно.
А если мы возьмем олово и добавим в него всего лишь 5% свинца? Будет абсолютно то же самое, только между солидусом и ликвидусом «каша» будет практически твердая. Но непрочная, так как жидкая фаза будет заполнять тонкие прослойки между кристаллами.
И вот теперь обратите внимание, что линия солидуса горизонтальна. Это означает, что плавление любого сплава олова и свинца (в диапазоне составов 2,6-80,5% свинца) начнется при одинаковой температуре, независимо от его состава. При той же температуре закончится затвердевание, и кстати — состав этих последних капель расплава равен составу эвтектики.
А теперь добавим ножек висмут
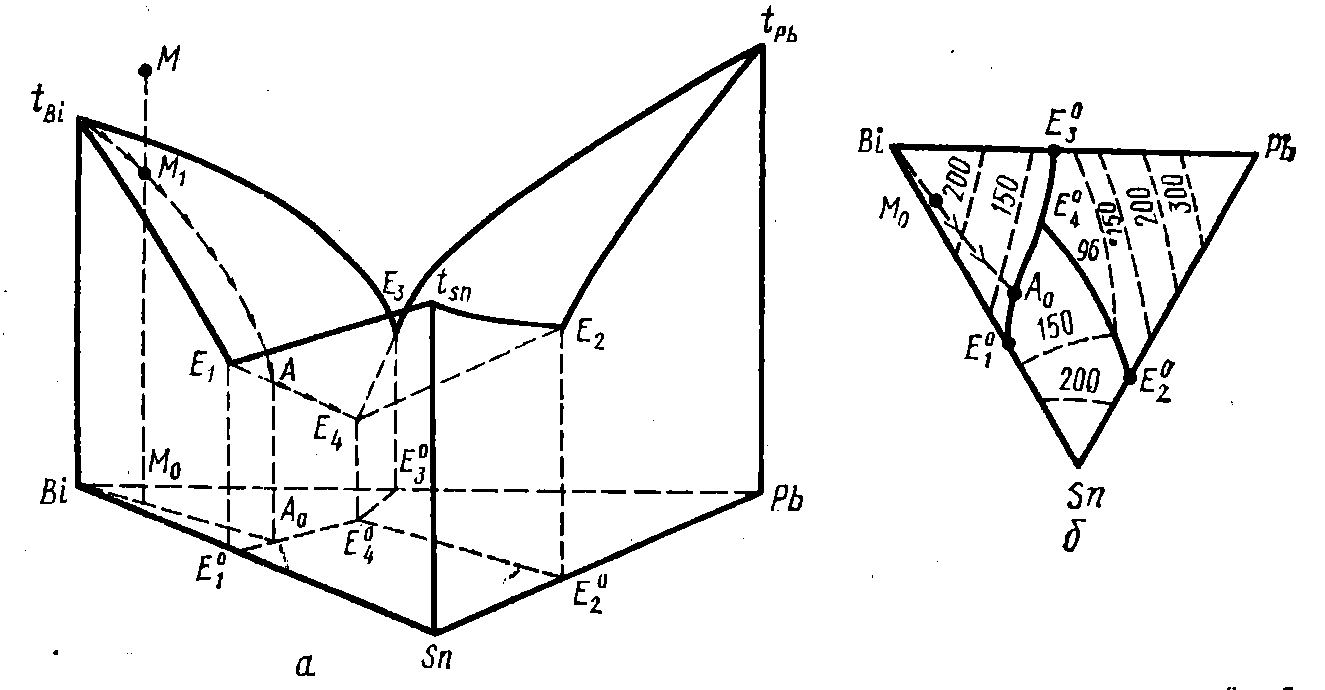
Правда, висмут заметно растворяется в олове, а особенно в свинце. Из-за этого плоскость солидуса отодвинута от края треугольника — разреза олово-свинец. Она отстоит примерно на 15% висмута от эвтектики олово-свинец, «загибаясь» вверх при приближении к краю. Поэтому количество сплава Розе, которое приведет к неприятностям — не бесконечно мало, а примерно 10-20%. Но к сожалению, это лишь в идеальных условиях. В реальных и повредит и меньшее количество. Причина этому то, что пайка — процесс быстрый.
Кинетический фактор
Кинетика — это раздел химии, посвященный скорости протекания химических процессов. Пайка — процесс быстрый и кратковременный, точка пайки быстро разогревается до плавления припоя и быстро остывает. К чему это ведет?
Представьте себе контактную площадку на плате, облуженную сплавом Розе (специально или после того, как этим сплавом воспользовались для отпайки неисправной детали). К ней припаяли контактную площадку и убрали паяльник. Припой застыл. Время пайки — секунды. За это время припой и сплав Розе перемешаться не успеют, особенно если паяют SMD-элемент и перемешиванию мешает узкий зазор между контактной площадкой и площадкой вывода. В результате на месте бывшего сплава Розе на контактной площадке получается слой обогащенного висмутом слоя, который начнет плавиться при температуре 96°С, даже если общее количество загрязняющего спай висмута, казалось бы, недостаточно. Именно потому и отваливались детали от легкого касания паяльником, потому и образовывалось «зеркало».
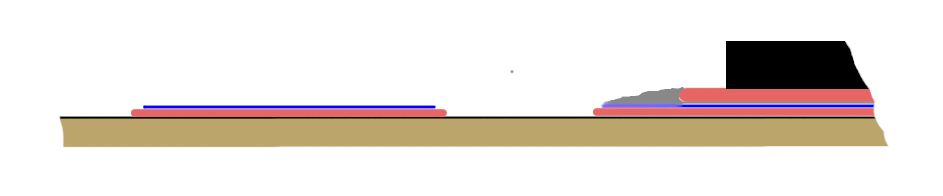
Синим на этом рисунке показан сплав Розе, а серым — припой. Слева — до, а справа — после пайки.
Чем грозит?
Когда припоем со сплавом Розе припаяна греющаяся деталь, результат понятен: деталь просто отвалится. При температуре выше 96°С кристаллические зерна припоя разделены жидкими прослойками и прочность у него — как у мокрого песка. Казалось бы, если деталь не греется, бояться нечего? Но тут вступает в действие тот фактор, что от момента пайки до момента окончательного затвердевания проходит достаточно много времени. И в это время малейшее усилие на спай его разрушит, возникнут трещины. Получается своего рода «ложная пайка»: вроде все припаяно, контакт есть — а надежности нет, со временем этот контакт пропадет, особенно при механических нагрузках, как на разъеме питания ноутбука.
Выводы
Не пользуйтесь сплавом Розе ни для лужения плат, ни для выпаивания деталей. А если нужно припаять сплавом Розе какую-нибудь деликатную и очень боящуюся перегрева деталь, заведите себе для этого отдельный паяльник или отдельное жало. Достойной альтернативой лужению сплавом Розе является химическое лужение. Только обязательно нужно нанести на «химическое» олово флюс и оплавить его.
Когда деталь не нагружена механически и вы ее все же отпаяли сплавом Розе (или это сделал кто-то до вас), не поленитесь и перед пайкой приклейте ее к плате каким-нибудь не особо прочным клеем (чтобы при случае можно было бы и оторвать). Этим вы в некоторой степени застрахуете ее от смещения во время застывания припоя и сделаете пайку более надежной. Также можно пройтись по площадкам со сплавом Розе большой каплей припоя на широком жале паяльника, затем удалить припой оплеткой и повторить эту операцию еще 1-2 раза, но в зависимости от качества платы существует риск, что дорожки не выдержат.
PS:
Подобная же ситуация возникает, если вы вдруг столкнетесь с оловянно-висмутовым припоем. Такой припой, будучи малотоксичным (висмут гораздо менее токсичен, чем свинец) и легкоплавким (Tпл = 139°С), был бы отличным бессвинцовым припоем, если бы не образование тройной эвтектики при попадании свинца. Например, при ремонте платы, паяной таким припоем, с использованием обычного оловянно-свинцового припоя. Тем не менее, такой припой, как указывает Habra_nik, имеет определенный уровень популярности в Японии. Так что нужно быть внимательным при ремонте современной японской электроники.
Производство и реализация припоев на основе олова, свинца, серебра, меди, сурьмы, цинка.
Широкая производственная база и современное, высокотехнологичное оборудование
Штат высококвалифицированных специалистов
Собственная аттестованная лаборатория спектрального и химического анализа
Производство и реализация припоев на основе олова, свинца, серебра, меди, сурьмы, цинка.
Высокое качество работы
Соблюдение договорных сроков
Профессиональный подход к работе
ЗАО «ЗАВОД ПРИПОЕВ» — СПЛАВ КАЧЕСТВА ПРОВЕРЕННЫЙ ВРЕМЕНЕМ!
Компания ЗАО «Завод припоев» осуществляет свою деятельность с 1991 года и сегодня является лидером на рынке припоев и цветных металлов России и СНГ.
Использование уникальных авторских технологий, современного высокотехнологичного оборудования и сырья высочайшего качества позволяет не только быть лидером на российском рынке, но и успешно конкурировать с ведущими европейскими производителями припоев.
https://youtube.com/watch?v=IfeT3HIDP40%3Frel%3D0
ОСНОВНЫЕ ПРЕИМУЩЕСТВА СОТРУДНИЧЕСТВА С КОМПАНИЕЙ ЗАО «ЗАВОД ПРИПОЕВ»
- Всегда в наличии широкий ассортимент цветных металлов и сплавов.
- Склад ЗАО «Завод припоев» оснащен современным складским оборудованием, позволяющим всегда иметь в наличии большую номенклатуру готовой продукции
- Возможность производства припойной трубки с флюсом из мягких припоев (ПОС, ПОССу, ПОСК) диаметром от 0,4 до 5 мм.
- Мы производим и реализуем по самым лояльным ценам твердые припои на основе меди (ПМФ7, ПМФ9, ПМФОЦр 6-4-0,03, П14, П81).
- Мы производим серебряные припои (ПСр 72, ПСр 50, ПСр 45, ПСр 40, ПСр 15, а так же другие составы по требованиям заказчиков).
- Наличие собственных разработок, участвующих в программе импортозамещения. Например, припой 20А, разработанный научно исследовательской лабораторией ЗАО «Завод припоев» для пайки алюминия и его сплавов. Припой 20А успешно заменяет известные американские и европейские аналоги.
- Всегда в наличии широкий ассортимент паяльных и сварочных флюсов, обеспечивающих высочайшее качество паяных и сварных соединений.
Перейти в каталог
Продуманная логистика
СОБСТВЕННАЯ СКЛАДСКАЯ БАЗА
СОБСТВЕННЫЙ ЭКСПЕДИТОРСКИЙ ОТДЕЛ
Спецприпои

ПМФОЦр, Розе, Вуда, ПОВи, ПОИн, ПОСК, ПОСу, П, А, ПОЦ, ПМФ, ПМФОЦр, Л, ЛК, МНМц, НМц, ЛМцЖ, ЛНКоМц, ЛНМц, ТП, ЛОК, ЛО
Бессвинцовый припой

ПОВи, ПОМ, ПОСу, ПСрО
Баббиты

Б-16, БН, БС6, Б-83, Б-88
Прокат цветных металлов

Лист, Пруток, Проволока, Трубка, Аноды, Катоды, Пудра/Порошок, Чушка, Шина
Флюсы

Флюс 100, ВАМИ, Флюс 34А, ПВ, Канифоль сосн., Жир паяльный, ФК, ФА, Жир, Кислота, АФ, ФАКАФ, ЛТИ, сварочные флюсы
Припои на катушках (мелкая фасовка)

ПОС, ПОСК, Sn, Канифоль сосновая

SnCu3, In, Au, Ag
Аноды

ООО «Электросплав» на протяжении многих лет успешно занимается производством и реализацией высококачественных припоев на основе олова, свинца, цинка, серебра, меди и сурьмы. Собственная производственная база и складские помещения позволяют производить и хранить достаточное количество продукции для удовлетворения спроса наших клиентов, а научно-исследовательский отдел и лаборатория обеспечивают неизменно высокое качество припоев и участие в программе импортозамещения.
Основные направления деятельности ООО «Электросплав»
- изготовление припоев, сплавов и баббитов;
- прокат цветных металлов;
- складские услуги (ответственное хранение грузов, их прием и отгрузка, охрана).
Кроме того, ведется разработка новых технологий и видов продукции с тем, чтобы снизить трудозатраты и повысить качество выпускаемых изделий.
Сфера применения продукции компании
- электронная и электротехническая промышленность;
- производство электроламп;
- машиностроение и транспорт;
- автомобильная и оборонная промышленность;
- строительство;
- пищевая промышленность.
Конкурентные преимущества
Собственная материально-техническая база и финансовая стабильность на рынке позволяют создавать и хранить запасы сырья, чтобы оперативно отгружать их клиентам. Тем самым компания обеспечивает промышленных потребителей на территории РФ и стран СНГ качественными изделиями, что гарантирует их бесперебойную работу.
Благодаря близости к источникам олова и свинца стоимость производимой металлопродукции остается доступной, что не сказывается на ее качестве. Все эти факторы создают оптимальные условия для конкуренции не только с российскими, но и с зарубежными производителями.

Как сделать припой из батареек, монет и аккумуляторов
Многим кто занимается пайкой, известны рецепты самодельного припоя. В качестве сырья можно использовать не только металлический бой, но и пальчиковые батарейки, различные детали из приборов, а также, монеты.
В качестве сырья для изготовления припоя в домашних условиях отлично подходят лампочки и ненужная техника, чистый свинец, который имеется в аккумуляторах. Основными же компонентами легкоплавкого припоя являются олово и свинец.
При этом, чем больше будет в припое свинца, тем выше будет его температура плавления. Чтобы повысить прочность припоя используют разные компоненты, в основном сурьму и кадмий.
Существуют и так называемые бессвинцовые припои. Основным компонентом здесь выступает олово с добавлением цинка, алюминия, серебра и меди. Все бессвинцовые припои имеют хорошую адгезию с металлом, они не подвержены коррозии.
Как сделать припой для пайки серебра
Относительно простым способом изготовления отличается припой для пайки серебра. Сделать его можно из серебра и латуни. При этом чтобы получить качественный серебряный припой понадобится максимально чистое серебро 925 пробы.
Латунь можно взять из старых монет или других латунных изделий. Для расплавления данных компонентов понадобится достаточно высокая температура плавления, порядка 1080° С.

Кроме того, нужна будет емкость для приготовления припоя в домашних условиях. Лучше всего, если это будет небольшая чугунная чаша. Но можно использовать и другую емкость, при этом важно, чтобы она не расплавилась быстрей серебра или латуни.
Порядок изготовления припоя
Чугунную чашу нужно смазать воском, после чего прогреть, используя газовую горелку. Приготовление припоя начинается с расплавления серебра, его понадобится порядка 3 грамм. Далее по очереди добавляется латунь, цинк и медь (1 гр). Выливать расплав припоя нужно в предварительно подготовленную изложницу. Делать это нужно быстро, поскольку расплав очень быстро остывает.

Практически также легко можно сделать и оловянный припой, который широко используется многими радиолюбителями. Для его приготовления понадобятся консервные банки и крышки. Если быть точнее, то таким образом извлекается олово из старых и ненужных вещей.

Порядок извлечения чистого олова следующий:
- Берём консервную банку и наполняем её водой, после чего кипятим воду и сливаем;
- Соединяем аккумулятор на 9 вольт и три пальчиковых батарейки. Плюс подсоединяем к банке, а минус к электродному стержню;
- Опускаем электрод в воду, таким образом, чтобы он не касался стен банки;
- Наливаем в банку раствор соды или едкий натрий.
После того, как появится реакция, на электроде можно будет обнаружить осадок в виде чистого олова. Ну а добыть свинец и того проще, для этого достаточно просто извлечь пластины из старого ненужного аккумулятора.
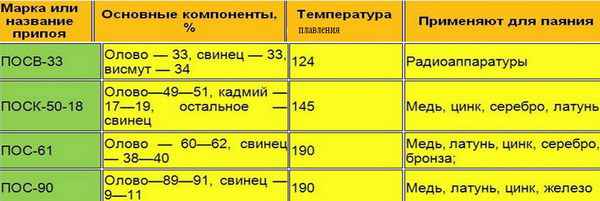
Соответственно, расплавив олово и свинец в определённых пропорциях, мы получим качественный и натуральный оловянно-свинцовый припой. Узнать пропорции смешивания олова со свинцом можно из таблицы выше.

Как переплавить припой, когда и зачем это нужно
Переплавлять припой в домашних условиях паяльщику приходится в разных случаях. Например, припой плохого качества и в него нужно добавить немного свинца или олова. Также переплавить припой потребуется в тех случаях, когда работать с ним очень неудобно.
Припой — он же сокращённо ПОС, состоит из чистого олова и свинца. Наверняка многие помнят старый советский припой в виде толстых прутьев. Так вот, это достаточно качественным припой, но пользоваться им очень неудобно.
Происходит это по причине большой теплоёмкости, и пока такой припой разогреешь паяльником, пройдёт немало времени. Куда проще переплавить припой и сделать его более удобным в работе.
Как переплавить припой
Легче всего переплавить припой в металлической емкости. Нагревать придётся горелкой или чем-то мощным. Далее припой необходимо разлить в предварительно подготовленные формочки, чтобы его потом можно было бы оттуда легко извлечь.

Если припой содержит недостаточное количество свинца, и такое бывает, то можно в момент, когда припой расплавился, добавить в него свинец. При этом стоит учитывать тот факт, что сам по себе свинец, это опасный металл. Поэтому работать с ним нужно быстро и осторожно, чтобы не оставалось следов.

Потом, когда припой застынет и его можно будет вытянуть из форм, не помешает приплюснуть куски молотком. Таким образом, работать с припоем можно будет гораздо легче, чем с толстыми прутками. Кстати, последние можно нарезать небольшими таблетками, и также немного сплюснуть молотком.
Как сделать припой своими руками
Для изготовления припоя, как было сказано выше, понадобится олово и свинец. Если со свинцом все понятно и его можно извлечь откуда-нибудь, например, с аккумулятора, то вот как быть с оловом?

Олово достаточно дорогостоящий металл и найти его в чистом виде непросто. Достать олово можно из некоторых вещей. Так, например, чистое олово находится в покрытии жестяных банок. Из олова делают пищевые контейнеры и даже посуду.
Наверняка кто-то помнит оловянные подсвечники, солдатиков, пуговицы и подстаканники, изготовленные из олова. Одной такое вещицы хватит для изготовления достаточно большого количества припоя, поскольку олово смешивается со свинцом практически наполовину.
Всё что нужно сделать, так это расплавить два данных компонента, предварительно взвесив их для получения точного веса. Чтобы сделать ПОС-61 необходимо 61% олова и 39% свинца. Температура плавления такого припоя составляет всего 190 градусов, поэтому паять им получится даже при помощи обычного паяльника.

При таком подходе можно прилично сэкономить, ведь 100 г ПОС-61 стоит порядка 300-400 рублей. Что тут говорить, и подсчёты не нужны, ведь порой припоя улетает очень много. Это серьезная экономия при нынешних ценах. Да и насчёт качества также можно поспорить, ведь очень часто китайский припой настолько плох, что паять им попросту невозможно.
- Что такое золотой припой
- Как сделать золотой припой в домашних условиях

Золотой припой: что это такое, состав и изготовление
Золотой припой используется преимущественно в ювелирном деле, им не паяют обычные провода и сталь. Состав золотого припоя практически на 100% состоит из драгоценного металла, всё остальные компоненты нужны для улучшения спаиваемости припоя, и достижения нужных технических характеристик.
В целом золотой припой должен обеспечивать несколько важных характеристик, таких как, например, нужный цвет, хорошую текучесть с пластичностью, обладать нужной температурой плавления. Без всех данных характеристик, увы, не удастся добиться поставленных задач по ремонту золотых украшений и драгоценностей.



