

- Сварка латуни электрической дугой в среде аргона
- Метод пайки меди
- Что такое ручная пайка?
- Особенности сварки латуни аргоном
- Какова функция флюса при пайке меди и латуни?
- Аппараты для сварки латуни аргоном
- Осуществление пайки
- Терминология
- Оловянная латунь
- Серебряный припой
- Конечные замечания
- Паяльные материалы
- Кремниевая бронза
- Алюминиевая бронза
- Цинковая белая медь
- Марганцевая белая медь
- Прочность соединения меди и латуни, паянных серебряным припоем
- Можно ли паять медь с латунью?
- Прочность соединения медных и латунных мягких припоев
- Таблица 10: Прочность соединений с мягкой пайкой из меди и латуни
- Использование мягких припоев
- Твердые паяльные материалы и флюсы для твердой пайки
- Таблица 11: Характеристики соединений с твердой пайкой из меди и латуни
- Сколько типов машин используется для пайки меди и латуни?
- · Портативная машина для пайки лезвий
- · Индукционная паяльная машина
- · Индукционный паяльный аппарат
- · Сегментная паяльная машина
- · Машина для пайки колонковых сверл
- · Машина для пайки меди
- Маски для аргонодуговой сварки латуни
- Где применяется ТИГ сварка латуни
- VIII. Подготовка поверхности
- В каких случаях используется пайка меди с латунью?
- Охлаждающее оборудование
- Как припаять медь к латуни?
- Технология аргонодуговой сварки латуни
- Расходные материалы для сварки латуни методом TIG
- Какие сплавы используются для пайки меди с латунью?
- IX. Процесс пайки
- Рекомендуемые режимы сварки
- XI. Послесварочная термическая обработка
- Преимущества и недостатки
- IV. Паяльные свойства меди и медных сплавов
- Присадочный металл для пайки на основе серебра
- Медно-фосфорный припой
- Мягкий припой — припой на основе олова
- Мягкий припой — припой на основе кадмия
- Мягкий припой — бессвинцовый припой
- Является ли автоматическая пайка меди и латуни лучше, чем ручная пайка?
- III. Типичные составы меди и медных сплавов и их термическая обработка
- II. Свойства материалов из меди и медных сплавов
- Специальная латунь
- I. Cмедь и медные сплавы
- VII. Мягкий паяльный флюс
- Слабоагрессивный флюс
- Неагрессивный флюс
- Особенности латуни
Сварка латуни электрической дугой в среде аргона
Сварка латуни электрической дугой в среде аргона – это опасный процесс, который должен выполняться с соблюдением строгих правил. Их незнание или нарушение ведет к некачественному шву, а также создает угрозу для здоровья сварщика.
В этой статье мы подробно рассмотрим особенности сварки латунных сплавов, технологию сварки, используемые аппараты, расходные материалы и средства индивидуальной защиты для сварки латуни аргоном.
Метод пайки меди
Метод пайки используется для соединения двух металлов при нагревании. Медь широко используется в качестве основного металла для пайки стали, алюминия и латуни.
Медная пайка используется в водопроводной, холодильной и электрической арматуре. Это делает соединения более прочными при пайке с другими металлами, такими как латунь.
Ниже приведены ответы, которые помогут вам лучше понять пайку меди и латуни.
Что такое ручная пайка?
Ручной метод пайки выполняется вручную, и вы должны выполнять все шаги самостоятельно или с помощью специалиста, знакомого с процессом.
После очистки вручную рабочему приходится разрезать медные трубки и наносить флюс, что является сложной процедурой.
Затем нагрев будет осуществляться ручной горелкой, и присадочный металл необходимо добавлять вручную. Ручной метод пайки широко используется для сантехнических работ и соединений различных металлов.
Особенности сварки латуни аргоном
Варить латунь аргонодуговой сваркой можно при толщине материала от 2 мм. Можно пробовать соединять и более тонкие листовые детали, но есть вероятность проваливания кромок. Поэтому под изделие нужно подкладывать графитовое основание, чтобы не допустить прилипания расплавленной латуни и поддержать ровность поверхности.
Сам процесс сварки протекает в несколько этапов:
- Подготовка материала и оборудования.
- Соединение деталей латуни.
- Плавление и заполнение шва латуни.
Какова функция флюса при пайке меди и латуни?
Флюс – это химическое вещество или паста, используемые при пайке, которое помогает заполнить присадочные металлы и обеспечить качественное паяное соединение.
Автоматы для пайки самостоятельно наносят флюс и обеспечивают точную пайку, используя необходимое количество флюса.
Флюс на основе буры часто используется при пайке меди, так как он понижает температуру плавления металла и уменьшает вероятность коррозии.
Аппараты для сварки латуни аргоном
Для аргонодуговой сварки латуни подходят инверторные аппараты TIG, способные выдавать силу тока, соответствующую толщине металла. Например, для работы с тонколистовой сталью рекомендуется использовать БАРСВЕЛД Profi TIG-207 D или Redbo Expert TIG-200. Для сварки латуни сечением 4-5 мм следует выбрать БАРСВЕЛД Profi TIG-357 DP AC/DC.
Осуществление пайки
Для пайки меди, одной из ключевых составляющих является правильное согласование присадочного металла и флюса.
Терминология
При пайке чистых поверхностей, особенно оловянно-свинцовыми и оловянно-серебряными припоями, можно использовать канифольный флюс. Для других поверхностей рекомендуется использовать активную канифоль, слабый коррозионный флюс или коррозионный флюс.
Оловянная латунь
При пайке оловянно-свинцовыми припоями, рекомендуется использовать флюс на основе раствора фосфорной кислоты. Кроме того, для пайки свинцом предпочтительно применять паяльный флюс на основе раствора оксида цинка.
Серебряный припой
Для пайки припоями на основе серебра рекомендуется использовать флюс FB102. При пайке медно-фосфорных и медно-фосфорно-серебряных припоев рекомендуется применять флюс FB103.
Конечные замечания
Будьте внимательны при выборе методов пайки и технологий для различных видов металлов и сплавов. Учитывайте особенности каждого материала и следуйте рекомендациям производителя для лучших результатов. Надежная пайка — залог успешной работы множества изделий из меди и ее сплавов.
Паяльные материалы
Пайка оловянистой бронзы аналогична пайке меди и латуни, но с дополнительным преимуществом — предотвращением водородного охрупчивания и улетучивания цинка при пайке в защитной атмосфере.
Однако следует отметить, что оловянные бронзы, содержащие фосфор, склонны к растрескиванию под напряжением.
Кремниевая бронза
Для пайки мягким припоем рекомендуется использовать сильный коррозионный флюс, содержащий соляную кислоту.
При пайке существует тенденция к растрескиванию под напряжением и межкристаллитному проникновению в присадочный металл. Температура пайки должна быть ниже 760°C.
Можно использовать серебряные припои с более низкой температурой плавления, такие как BAg65CuZn, BAg50 CuZnCd, BAg40 CuZnCdNi и BAg56 CuZnSn. Чем ниже температура плавления, тем лучше.
Для достижения оптимальных результатов рекомендуется использовать флюсы FB102 и FB103.
Алюминиевая бронза
При пайке мягким припоем важно использовать сильный коррозионный флюс, содержащий соляную кислоту, чтобы удалить оксидную пленку на поверхности. В качестве припоя для этого процесса обычно используется оловянно-свинцовый припой.
Для пайки обычно используется серебряный припой. Чтобы предотвратить диффузию алюминия в серебряный припой, время нагрева припоя должно быть как можно меньше. Покрытие поверхности алюминиевой бронзы медью или никелем также может предотвратить диффузию алюминия в припой.
Цинковая белая медь
Процесс пайки белой цинковой меди аналогичен процессу пайки латуни. Для пайки обычно используются следующие серебряные припои: BAg56CuZnSn, BAg50CuZnSnNi, BAg40CuZnNi и BAg56CuZnCd, а также другие. Рекомендуемые флюсы для использования — FB102 и FB103.
Марганцевая белая медь
Для пайки цинк-белая медь можно использовать флюс на основе раствора фосфорной кислоты или предварительно покрыть поверхность медью.
В качестве присадочных металлов для пайки можно использовать BAg60CuZn, BAg45CuZn, BAg40CuZnCdNi, BAg50 CuZnCd и другие.
Не рекомендуется использовать медно-фосфорно-серебряный припой, так как фосфор и никель образуют хрупкую фазу соединения.
Прочность соединения меди и латуни, паянных серебряным припоем
| Заполняющий металл | Прочность на сдвиг/МПа | Прочность на разрыв/МПа |
|---|---|---|
| Медные соединения, паянные медно-фосфорными и медно-фосфорно-серебряными припоями | ||
| Заполняющий металл | Прочность на разрыв/МПа | Прочность на сдвиг/МПа |
Можно ли паять медь с латунью?
Ответ на этот вопрос заключается в том, что медь имеет относительно более высокую температуру плавления, чем латунь, и латунь идеально подходит для метода пайки меди.
Латунь — это сплав меди, а когда к меди добавляют цинк, получаемый металлический сплав называется латунью. При пайке меди с латунью вам понадобится присадочный металл, который может представлять собой сплав, который плавится, чтобы заполнить пространство и сделать соединение прочным.
Прочность соединения медных и латунных мягких припоев
Прочность соединения медных и латунных мягких припоев с использованием нескольких широко используемых мягких припоев приведена в таблице 10.
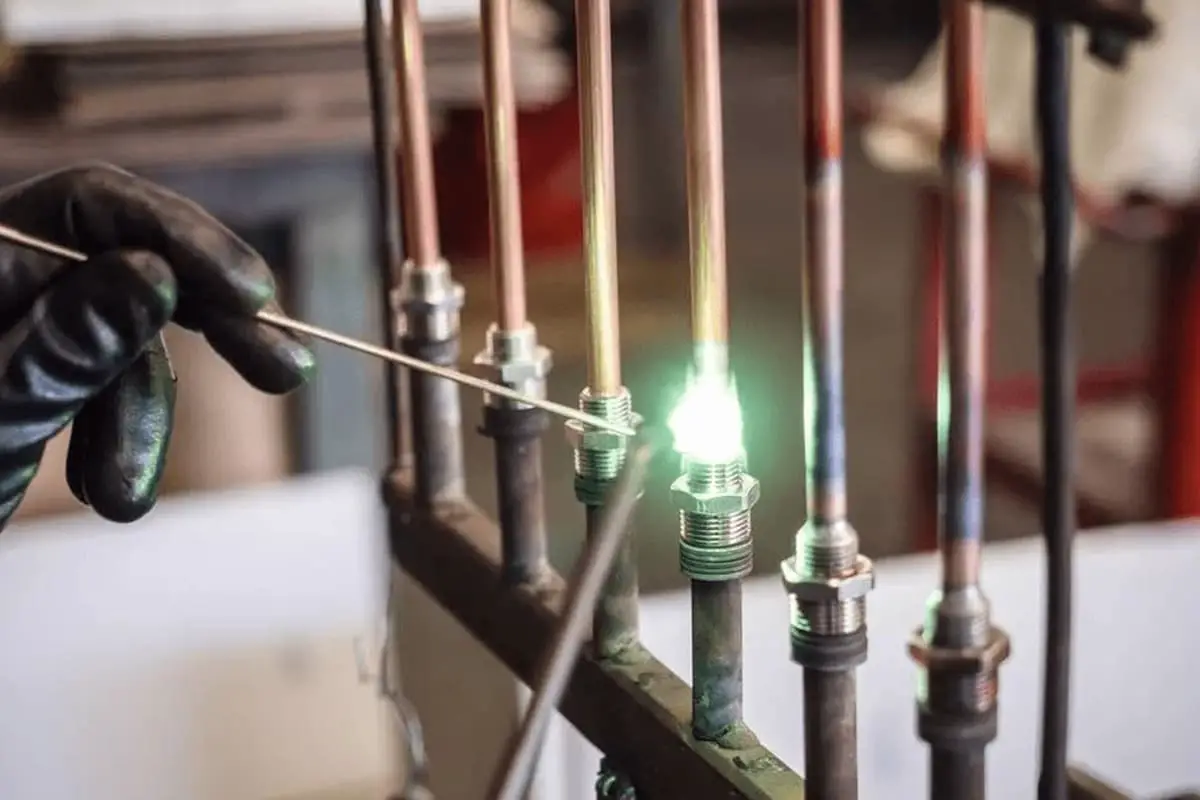
Таблица 10: Прочность соединений с мягкой пайкой из меди и латуни
| Марка паяльного материала | Прочность на сдвиг/МПа | Прочность на разрыв/МПа |
|---|---|---|
| Пример 1 | 100 | 150 |
| Пример 2 | 120 | 140 |
| Пример 3 | 90 | 160 |
Использование мягких припоев
Когда пайка меди с оловянно-свинцовым припоем, можно использовать некоррозионные флюсы, такие как спиртовой раствор канифоли или смесь активированной канифоли и водного раствора ZnCl2 + NH4Cl. Последний также может быть использован для пайки латуни, бронзы и бериллиевой бронзы.
При пайке алюминиевой латуни, алюминиевой бронзы и кремниевой латуни можно использовать флюс, состоящий из хлорида цинка в растворе соляной кислоты. Для пайки марганцевой бронзы в качестве флюса можно использовать раствор фосфорной кислоты.
При использовании припоя на основе свинца в качестве флюса можно использовать водный раствор хлорида цинка, а для припоя на основе кадмия — флюс FS205.
Твердые паяльные материалы и флюсы для твердой пайки
При пайке меди можно использовать припои на основе серебра и медно-фосфорные припои. Припой на основе серебра имеет умеренную температуру плавления, хорошую технологичность, отличные механические, электрические и теплопроводные свойства. Это наиболее широко используемый материал для пайки твердыми припоями.
Для применений, требующих высокой электропроводности, следует выбирать серебросодержащие припои, такие как B-Ag70CuZn. Для вакуумной пайки или пайки в печи с защитной атмосферой следует использовать припои на основе серебра без летучих элементов, такие как B-Ag50Cu и B-Ag60CuSn.
Припои с меньшим содержанием серебра дешевле, но имеют более высокие температуры пайки и более низкую прочность соединения, что делает их подходящими для пайки с более низкими требованиями к меди и медным сплавам.
Медно-фосфорные и медно-фосфорно-серебряные припои можно использовать только для пайки твердым припоем меди и ее сплавов. Припой B-Cu93P обладает отличной текучестью и подходит для пайки деталей в механической, электрической, приборостроительной и обрабатывающей промышленности, которые не подвергаются ударным нагрузкам.
Идеальный размер зазора составляет 0,003-0,005 мм. Медно-фосфорно-серебряные припои (например, B-Cu70Pag) обладают лучшей прочностью и электропроводностью, чем медно-фосфорные припои, и в основном используются для высокопроводящих электрических соединений.
Таблица 11: Характеристики соединений с твердой пайкой из меди и латуни
| Марка паяльного материала | Прочность на сдвиг/МПа | Прочность на разрыв/МПа | Угол изгиба/° | Энергия поглощения удара/J |
|---|---|---|---|---|
| Пример 1 | 110 | 160 | 30 | 20 |
| Пример 2 | 130 | 150 | 25 | 25 |
| Пример 3 | 100 | 170 | 35 | 23 |
Сколько типов машин используется для пайки меди и латуни?
На данный момент существует несколько типов машин, которые используются для пайки меди и латуни:
Машины для мягкой пайки: эти машины обеспечивают удобную и эффективную пайку меди и латуни с использованием мягких припоев. Они часто используются в ремонтных цехах и производственных линиях для качественной пайки.
Вакуумные паяльные машины: эти машины используются для пайки медных и латунных компонентов в вакуумной среде, чтобы предотвратить окисление и обеспечить чистое и прочное соединение.
Печные паяльные машины: такие машины позволяют паять медь и латунь при определенной температуре и с применением специальных припоев для обеспечения надежного соединения.
Можно выбрать подходящий тип машины в зависимости от конкретных потребностей и требований к пайке медных и латунных материалов.
Для пайки меди и латуни можно использовать паяльные машины. Также существует возможность пайки вручную, если вам нужно спаять одну или две медные трубки.
· Портативная машина для пайки лезвий
Эта машина используется для пайки меди, латуни и стали. Он прост в использовании и установке. Он легкий, что делает его портативным.
· Индукционная паяльная машина
Эта ручная паяльная машина используется для сельскохозяйственных материалов, автомобильной техники и метизов. Это полуавтоматическая машина, потому что вам нужен рабочий, который будет ее держать и управлять.
· Индукционный паяльный аппарат
Эта паяльная машина доступна в полуавтоматической, ручной и полностью автоматизированной версиях.
· Сегментная паяльная машина
Сегментная паяльная машина доступна с гибкими удлинителями, изготовленными после проверки качества и в основном из сырья.
· Машина для пайки колонковых сверл
Эта машина для пайки обеспечивает высококачественную пайку и высокую точность, экономя трудозатраты.
· Машина для пайки меди
Как следует из названия, эта машина используется в основном для пайки меди. Медь используется во многих типах клапанов, а медные трубки необходимы для охлаждающего и нагревательного оборудования. Эта машина может быть очень полезна для пайки меди.
Рисунок 2. Медно-латунные паяные трубы
Маски для аргонодуговой сварки латуни
Чтобы не отравиться парами цинка, сварщику необходима маска с трубоблоком, если работа ведется в закрытом пространстве (внутри емкости, огромного котла). Самый доступный вариант по цене – БАРСВЕЛД МС 307 ПРЕМИУМ (FULL COLOR). Неплохая модель есть от Kemppi под названием BETA 90 SFA+PFU 210E.
Когда латунь сваривается в условиях мастерской, гаража, потребуется принудительная вентиляция в виде вытяжки. Тогда можно воспользоваться обычной маской-хамелеоном.
Kemppi BETA 90XFA+PFU210E
TECMEN ADF 815S TM16 PAPR
Ответы на вопросы: технология сварки латуни аргоном: особенности, технология и советы опытных мастеров
Как вести горелку при сварке латуни аргоном?
Горелка держится под углом 45⁰. Сварку можно вести на себя или справа-налево.
Как подавать присадку во время сварки латуни?
Латунная проволока подается со стороны еще не соединенных деталей, т.е. перед швом, а не позади сварочной ванны. Пруток подносится к электрической дуге, пока от него не отделится капля расплавленного металла, а затем убирается. Это позволит избежать бугров в сварочном шве и сделать аккуратную чешую.
Как подготовить латунь перед аргоновой сваркой?
Нужно удалить оксидный слой. Используется болгарка с лепестковым диском или щетка по металлу. Можно обработать поверхность азотной кислотой и промыть горячей водой.
Можно ли сварить тонкую латунь 1,5 мм аргоном?
Можно, но понадобится графитовая подложка, чтобы разогретый материал не проваливался, а затем его можно было легко отделить от основания. Еще легче сварка пройдет при помощи импульсного сварочного аргонового аппарата. Он снижает тепловложение в материал.
Что лучше: сварка латуни аргоном или газопламенная пайка?
Лучше аргоновая сварка, поскольку материал меньше нагревается, шов получается узким и аккуратным. При работе пламенем заготовки могут сильно деформироваться от нагрева, сварка ведется гораздо медленнее. По герметичности шва оба метода равны.
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Где применяется ТИГ сварка латуни

Правильно выполненные швы по латуни аргоновой сваркой герметичные и прочные. Поэтому метод сварки применим для монтажа трубопроводов из латуни, используемых на предприятиях химической промышленности, в системах кондиционирования, охлаждения и пр. Аргоном очень удобно приваривать как трубы между собой, так и резьбы, фланцы.
Метод TIG подходит для изготовления теплообменников, используемых в котлах и газовых колонках. Подойдет для пайки большого объема проводов, проволоки, фигурных изделий, ремонта сантехники (вентили, краны). Поскольку латунь хорошо наплавляется, сваркой наращивают поверхность материала под последующую проточку на токарном станке, нарезку резьбы. Это позволяет использовать аргоновую сварку для реставрации и восстановления деталей из электротехники, автомобилей и других механизмов.
VIII. Подготовка поверхности
Обычно используемые флюсы для пайки состоят из матрицы буры, борной кислоты или их смеси и дополняются фторидами или фтороборатами щелочных или щелочноземельных металлов для достижения соответствующей температуры активации и улучшения способности удалять оксиды.
При нагревании борная кислота (H3BO3) распадается с образованием борного ангидрида (B2O3).
Формула реакции выглядит следующим образом:
Температура плавления борного ангидрида составляет 580°C.
Он может вступать в реакцию с оксидами меди, цинка, никеля и железа, образуя растворимый борат, который налипает на паяное соединение в виде шлака. Это не только удаляет оксидную пленку, но и обеспечивает механическую защиту.
Боракс Na2B4O7 плавится при температуре 741 ℃:
Борный ангидрид и оксиды металлов вступают в реакцию, образуя растворимые бораты. Метаборат натрия и бораты образуют соединения с более низкой температурой плавления, благодаря чему они легко поднимаются на поверхность паяных соединений.
Комбинация буры и борной кислоты является широко используемым флюсом. Добавление борной кислоты позволяет снизить поверхностное натяжение бурового флюса и увеличить его распространение. Борная кислота также повышает способность остатков флюса чисто отделяться от поверхности. Однако при использовании флюса на основе буры и борной кислоты с серебряным присадочным металлом его температура плавления остается слишком высокой, а вязкость — слишком высокой.
Для дальнейшего снижения температуры плавления можно добавить фторид калия. Основная роль фторида калия заключается в снижении вязкости флюса и повышении его способности удалять оксиды. Для дальнейшего снижения температуры плавления и повышения активности флюса добавляют KBF4 могут быть добавлены.
Температура плавления KBF4 составляет 540 ℃, а плавление разлагается:
БрендСостав (массовая доля) (%)Температура действия ℃Назначение
FB101Борная кислота 30, фторборат калия 70550~850℃Флюс для серебряного припоя
FB102Безводный фторид калия 42, фторборат калия 25, борный ангидрид 35600~850℃Наиболее широко используемый флюс для серебряного припоя
FB104Боракс 50, борная кислота 35, фторид калия 15650~850℃Пайка с присадочным металлом на основе серебра в печи
В каких случаях используется пайка меди с латунью?
Пайка меди с латунью используется в системах охлаждения, отопления, вентиляции и кондиционирования воздуха, сантехнике, отоплении, а также в электротехнической промышленности и производстве клапанов.
Охлаждающее оборудование
Пайка меди с латунью используется в различных клапанах холодильной промышленности, таких как холодильные клапаны, сервисные клапаны холодильного оборудования и обратные клапаны холодильного оборудования. Пайка меди и латуни также является важной частью оборудования для кондиционирования воздуха.
Как припаять медь к латуни?
Далее следуют некоторые этапы пайки меди с латунью, которая укрепляет соединение. Эти шаги:
Технология аргонодуговой сварки латуни
Суть аргоновой сварки латунного сплава заключается в разогреве кромок материала электрической дугой. Разряд горит между концом вольфрамового электрода и изделием. Температура дуги составляет 3000-5000 ⁰С, поэтому она без труда плавит материал. Чтобы кислород не вступал в реакцию с жидким сплавом, из сопла подается инертный газ – аргон. Он защищает сварочную ванну, устраняя кипение.
Объем шва и заполнение зазоров между кромками обеспечивается подачей присадочной проволоки. Она подбирается по составу свариваемого сплава латуни (с таким же содержанием цинка и других элементов). По окончании сварки идет постпродувка аргоном для охлаждения вольфрамовой иглы и замка шва. Для работы потребуются: аргоновый сварочный аппарат с горелкой, маска, защитные перчатки, присадочная проволока.
Расходные материалы для сварки латуни методом TIG
Чтобы шов не пенился, был прочным и герметичным, необходим присадочный материал, идентичный основному. Для сварки латуни аргоном используют латунные прутки. Чаще всего в них содержание меди 60:40. Есть и другие пропорции. Диаметр возможен от 1,6 до 3 мм. Прутки выпускаются длиной 1 м, но для удобства их можно разрезать пополам, чтобы упростить работу сварщика.
Еще понадобятся вольфрамовые электроды. Латунь почти не «плюется», поэтому электроды тупятся медленно, если сварщик не залезает кончиком иглы в сварочную ванну. Диаметр электрода возможен от 1,6 до 3,2 мм. Подбирается по толщине материала.
Какие сплавы используются для пайки меди с латунью?
При пайке меди с латунью в качестве присадочных металлов используются сплавы из-за их низких температур плавления. Они плавятся и заполняют зазор между медью и латунью. Сплавы, используемые при пайке меди с латунью,
IX. Процесс пайки
Медь и ее сплавы можно паять различными методами, такими как пайка железом, погружная пайка, пайка пламенем, индукционная пайка, пайка сопротивлением, пайка в печи, пайка контактной реакцией и другие. Однако при высокочастотной пайке из-за низкого сопротивления меди требуется большой ток нагрева.
Рекомендуемые режимы сварки
Инвертор ТИГ настраивается в зависимости от толщины латунных заготовок. Рекомендуем для сварки латуни использовать следующие параметры в таблице.
Толщина латуни, мм Сила тока, А Напряжение, В Зазор между кромками, мм Расход газа, л/мин
2 90 — 120 10 — 14 0 — 0,5 10 — 12
3 150 — 200 11 — 15 0,5 — 1,0 12 — 14
4 250 — 300 12 -16 1,0 — 1,5 12 — 14
XI. Послесварочная термическая обработка
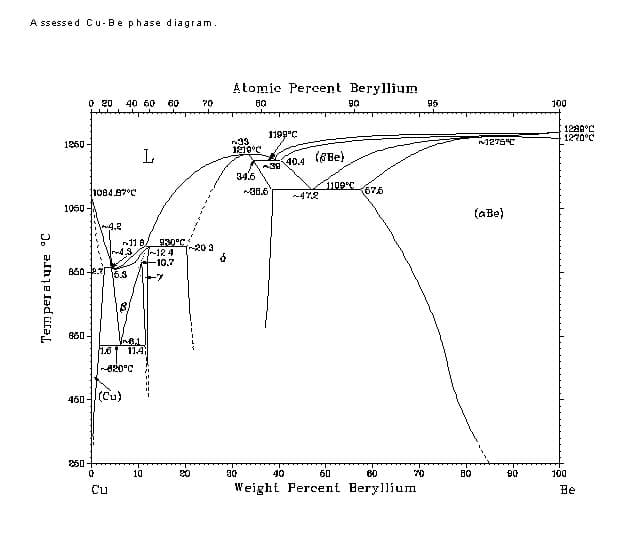
Для медных сплавов с возрастным упрочнением, таких как бериллиевая бронза, прошедших термическую обработку, единственным шагом после пайки является удаление остаточного флюса и очистка поверхности заготовки.
Основная причина удаления остатков — предотвращение коррозии на заготовке и, в некоторых случаях, придание ей хорошего внешнего вида или подготовка заготовки к дальнейшей обработке.
Преимущества и недостатки
К плюсам сварки латуни аргоном относительно газопламенной сварки относятся:

Основные недостатки аргонодуговой сварки латуни: опасность для здоровья за счет выделение паров цинка, пенящаяся сварочная ванна из-за улетучивания водорода, тугоплавкая оксидная пленка, мешающая процессу. После сварки на поверхности остается белый налет, немного портящий внешний вид поверхности. Но он легко удаляется.
IV. Паяльные свойства меди и медных сплавов
Пайка меди и медных сплавов в первую очередь зависит от следующих факторов:
На поверхности чистой меди могут образовываться два оксида — Cu2O и CuO. При комнатной температуре медная поверхность покрыта Cu2O, а при высоких температурах оксидная пленка разделяется на два слоя: CuO снаружи и Cu2O внутри. Оксиды меди легко удаляются, поэтому чистая медь хорошо паяется.
Кислородсодержащая медь — это рафинированная медь, полученная методом пирометаллургии и электролитически жесткой пековой меди. Она содержит от 0,02% до 0,1% кислорода по массе, который существует в виде оксида меди, образуя с медью эвтектическую организацию. Эта эвтектическая организация распределена в медной матрице в глобулярной форме.
Если паять оксидированную медь в водородосодержащей восстановительной атмосфере, водород быстро проникает в металл, восстанавливая оксид с образованием пара. Этот пар образует полости в кристаллах меди и быстро расширяется, что приводит к водородное охрупчивание. В тяжелых случаях медный материал может разрушиться.
Если атмосфера содержит окись углерода и влагу, окись углерода может восстановить пар до водорода, который затем диффундирует в металл, что приводит к водородному охрупчиванию. Поэтому кислородную медь не следует паять в атмосфере разлагающегося аммиака, эндотермической или экзотермической восстановительной атмосфере.
Длительный нагрев оксидированной меди выше 920℃ приводит к накоплению оксида меди на границах зерен, что снижает прочность и пластичность меди. Поэтому во время пайки следует избегать длительного воздействия на материал температур выше 920℃.
Медь нельзя подвергать термической обработке для придания ей прочности, поэтому для повышения прочности часто используются методы холодной обработки. Медь, закаленная холодным способом, размягчается при нагревании от 230℃ до 815℃. Степень размягчения зависит от температуры и продолжительности пребывания при этой температуре. Чем выше температура нагрева при пайке, тем мягче становится медь, закаленная холодным способом.
Бескислородная медь имеет низкое содержание кислорода, в ней отсутствуют эвтектические составляющие меди и оксида меди. Ее электропроводность и способность к холодной обработке (например, глубокая вытяжка и прядение) лучше, чем у раскисленной меди.
Бескислородную медь можно паять в водородсодержащей защитной атмосфере без водородного охрупчивания. Закаленная холодным способом бескислородная медь также размягчается при нагревании.
Обычную латунь можно разделить на три категории: низкая латунь (массовая доля цинка менее 20%), высокая латунь (доля цинка более 20%) и легированная латунь. Когда массовая доля цинка в латуни составляет менее 15%, поверхностный оксид в основном состоит из Cu2O, который содержит небольшие частицы ZnO.
Когда массовая доля цинка превышает 20%, оксид в основном состоит из ZnO. Оксид цинка также легко удаляется, поэтому пайка латуни очень хороша. Латунь не подходит для пайки в защитной атмосфере, особенно для вакуумной пайки. Это связано с тем, что цинк имеет высокое давление паров (достигает 105 Па при 907℃).
При пайке в защитной атмосфере, особенно в вакууме, цинк, содержащийся в латуни, улетучивается, поверхность становится красной, что влияет как на пайку, так и на ее свойства. Если пайка должна производиться в защитной атмосфере или в вакууме, то для предотвращения улетучивания цинка на поверхность латунных деталей следует предварительно нанести слой меди или никеля. Однако гальваническое покрытие может повлиять на прочность паяного соединения.
Пайка латуни требует использования флюса.
Оловянная латунь содержит примерно 1% ω (Sn). Присутствие олова не влияет на состав поверхностного оксида. Пайка оловянной латуни сравнима с пайкой латуни и легко поддается пайке.
Свинцовая латунь при нагревании образует липкий осадок, который нарушает смачиваемость и текучесть паяльного материала, поэтому для обеспечения смачиваемости паяльного материала необходимо выбрать соответствующий флюс. При нагревании свинцовая латунь склонна к образованию трещин под напряжением. Чувствительность к горячему растрескиванию прямо пропорциональна содержанию свинца.
Поверхность марганцевой латуни состоит из оксида цинка и оксида марганца. Оксид марганца относительно стабилен и трудно удаляется, поэтому для обеспечения смачиваемости припоя следует использовать высокоактивный флюс.
Оловянная бронза QSn6.5-0.1 образует на своей поверхности два оксида: внутренний слой SnO2 и внешний слой оксида меди. Эти оксиды легко удаляются, сплав хорошо паяется и подходит для различных методов пайки, включая пайку с газовой защитой и вакуумную пайку.
Для пайки на воздухе можно использовать обычные флюсы. Чтобы избежать растрескивания, детали из фосфорсодержащей оловянистой бронзы перед пайкой следует снять напряжение при температуре примерно 290-340℃.
Алюминиевая бронза содержит значительное количество алюминия (до 10% по массе), образуя на поверхности оксидный слой, состоящий в основном из оксида алюминия, который трудно удалить. Поэтому, пайка алюминия бронзы является довольно сложной задачей. Оксид алюминия не может быть восстановлен в защитной атмосфере и не может быть удален вакуумным нагревом, что требует применения специализированного флюса.
Если детали из алюминиевой бронзы паяются в закалка и отпуск состоянии, температура пайки не должна превышать температуру отпуска. Например, температура отпуска QAl9-2 составляет 400℃.
Если температура пайки превышает 400℃, основной материал размягчается. Если пайка производится при высоких температурах, температура пайки должна соответствовать температуре закалки (880℃) с последующим отпуском, чтобы достичь желаемых механических свойств основного материала. Это необходимо учитывать при выборе материала для пайки.
Хотя на поверхности бериллиевой бронзы образуется относительно устойчивый оксид BeO, обычный флюс по-прежнему удовлетворяет требованию удаления оксидной пленки. Бериллиевая бронза часто используется в ситуациях, когда детали требуют эластичности.
Чтобы избежать снижения этого свойства, температура пайки должна быть либо ниже температуры старения (300℃), либо температура пайки должна соответствовать температуре закалки, с последующей обработкой старением после пайки.
Кремниевая бронза, в основном сплав QSi3-1 с содержанием ω (Si) около 3%, образует на своей поверхности оксид, состоящий в основном из диоксида кремния. Для пайки кремниевой бронзы следует использовать тот же флюс, что и для пайки алюминиевой бронзы. Кремниевая бронза под нагрузкой чрезвычайно чувствительна к термическому растрескиванию и растрескиванию под действием расплавленного паяльного материала.
Чтобы избежать растрескивания, перед пайкой сплав следует снять напряжение при температуре 300-350℃. Следует выбрать материал для пайки с более низкой температурой плавления и использовать метод пайки, обеспечивающий равномерный нагрев.
Хромистая и кадмиевая бронзы содержат незначительное количество хрома или кадмия, которые не оказывают существенного влияния на процесс пайки. При пайке хромистой бронзы следует учитывать режим термообработки основного материала.
Температура пайки должна быть либо ниже температуры старения (460℃), либо температура пайки должна соответствовать температуре закалки (950-1000℃).
Никелевое серебро и марганцевое серебро. Никель-серебро содержит никель, и при выборе материала для пайки следует избегать фосфорсодержащих припоев, таких как медно-фосфорный припой и медно-фосфорно-серебряный припой, поскольку фосфорсодержащие припои могут легко образовывать хрупкий фосфид никеля на границе раздела фаз после пайки, снижая прочность и вязкость соединения.
Никелевое серебро чрезвычайно чувствительно как к горячему растрескиванию, так и к растрескиванию под действием расплавленного паяльного материала. Поэтому перед пайкой деталей следует снять внутреннее напряжение и выбрать материал для пайки с более низкой температурой плавления.
Детали должны нагреваться равномерно, и необходимо обеспечить свободное расширение и сжатие деталей во время нагрева и охлаждения, чтобы уменьшить тепловое напряжение при пайке.
Бракуемость обычной меди и медных сплавов
Бескислородная медь TU1Превосходно
Присадочный металл для пайки на основе серебра
Припои на основе серебра широко используются благодаря умеренной температуре плавления, хорошей технологичности, прочности и жесткости, электропроводности, теплопроводности и коррозионной стойкости.
Главный элементы сплава В состав припоев на основе серебра входят медь, цинк, кадмий и олово. Медь является наиболее важным элементом сплава, поскольку она снижает температуру плавления серебра, не образуя хрупкой фазы.
Добавление цинка еще больше снижает температуру плавления.
Хотя добавление олова позволяет значительно снизить температуру плавления сплавов серебро-медь-олово, такая низкая температура плавления приводит к чрезвычайной хрупкости и невозможности практического использования.
Чтобы избежать хрупкости, содержание олова в серебряно-медно-оловянном припое обычно не превышает 10%.
Чтобы еще больше снизить температуру плавления припоя на основе серебра, в сплав серебро-медь-цинк можно добавить кадмий.
Химический состав и основные свойства присадочного металла для пайки на основе серебра
Присадочный металл для пайкиХимический состав (вес %)Температура плавления/℃Прочность на разрыв/МПаЭлектрическое сопротивление/μΩ-мТемпература пайки/℃
Медно-фосфорный припой
Медно-фосфорный присадочный металл широко используется для пайки меди и медных сплавов благодаря своим благоприятным технологическим характеристикам и экономичности.
Фосфор выполняет в меди две функции:
Во-первых, он значительно снижает температуру плавления меди.
Во-вторых, он выступает в качестве самопаяльного флюса при пайке на воздухе.
Для дальнейшего снижения температуры плавления сплава Cu-P и повышения его прочности в него также может быть добавлено серебро.
Важно отметить, что медно-фосфорные и медно-ротан-серебряные присадочные металлы могут использоваться только для пайки меди и медных сплавов и не могут применяться для пайки стали, никелевых сплавов или медно-никелевых сплавов с содержанием никеля более 10%.
Этот тип присадочного металла может привести к расслоению при медленном нагреве, поэтому лучше всего использовать метод пайки с быстрым нагревом.
Химический состав и свойства медно-фосфорных припоев
Заполняющий металлХимический состав (массовая доля) (%)Температура плавленияПрочность на разрыв МПаУдельное сопротивление/μΩ-м
Мягкий припой — припой на основе олова
При пайке меди припоем на основе Sn часто происходит образование интерметаллического соединения Cu6Sn5 на границе раздела между припоем и основным металлом. Поэтому важно тщательно учитывать температуру пайки и время выдержки.
При использовании паяльника слой компаунда обычно тонкий и оказывает минимальное влияние на характеристики соединения.
Латунные соединения, паянные оловянно-свинцовым присадочным металлом, прочнее медных соединений, паянных тем же присадочным металлом. Это объясняется тем, что растворение латуни в жидком присадочном металле происходит медленнее, что приводит к образованию меньшего количества хрупких интерметаллических соединений.
Присадочный металл для пайкиХимический составТемпература плавленияПрочность на разрывУдлинение
Мягкий припой — припой на основе кадмия
Химический состав и свойства припоя на основе кадмия
Заполняющий металлХимический состав (массовая доля) (%)Температура плавления/Прочность на разрыв/МПа
Мягкий припой — бессвинцовый припой
Бессвинцовый припой для пайки медных труб
БрендСостав (массовая доля)Линия твердой фазы/℃Ликвидус/℃
Прочность соединений меди и латуни, паянных частью мягкого припоя
Марка припояПрочность на сдвиг/МПаПрочность на разрыв/МПа
Является ли автоматическая пайка меди и латуни лучше, чем ручная пайка?
При пайке меди с латунью используется тот же метод, что и при ручной или автоматической пайке, поэтому выбор того, какая пайка лучше, зависит от ваших потребностей.
Если вам нужно паять небольшое количество меди, то подойдет ручная пайка, но автоматическая пайка — хороший вариант, если вы хотите использовать меньше времени и паять больше меди.
Автоматизированная пайка также лучше, так как не допускает искусственных ошибок и обеспечивает более качественную отделку изделия.
Рис. 3. Автоматическая пайка меди с латунью
III. Типичные составы меди и медных сплавов и их термическая обработка
ИмяКодПервичный химический состав (в массовых процентах, %)Температура плавления/℃Термообработка
Чистая медьT1≤99.95——20.021083Отжиг: 450~520℃
Бескислородная медьTU1≤99.97——20.0031083Вакуумный отжиг: 500℃
Олово ЛатуньHSn62-161~63Рем.0.7~1.1——886~907Отжиг: 600℃
Свинцовая латуньHPb59-157~60Рем.-0.8~1.9—-886~901Отжиг: 600℃
Марганцевая латуньHMn58-257~60Рем.—1~2—866~881Отжиг: 600℃
Оловянная бронзаQSn6.5-0.1Рем.-6~7—-P: 0.1~0.25~996Отжиг: 500~620℃
Алюминий БронзаQAl9-2Рем.—1.5~2.58~10—~1061Отжиг: 700~750℃;Quenching880℃,Tempering400℃
QAl10-4-4Рем.—-9.5~11-Fe: 3.5~4.5-Отжиг: 700~750℃;Quenching920℃,Tempering650℃
Бериллиевая бронзаQBe2Рем.——0.2~0.5Be: 1.9~2.2865~956Закалка: 800℃, старение: 300℃
QBe1.7Рем.——0.2~0.4Be: 1.6~1.8-Закалка: 800℃, старение: 300℃
Кремниевая бронзаQSi3-1Рем.—1~1.5—Si: 2.75~3.5971~1026Отжиг: 600~680℃
Хромированная бронзаQCr0.5Рем.——Cr: 0.5~1.01073~1080Закалка: 950~1000℃
Кадмиевая бронзаQCd1Рем.——Cd: 0.9~1.21040~1076Отжиг: 650℃
Цинк Никель СереброBZn15-20Рем.18~20—-13.5~16.5-~1081Отжиг: 700℃
Марганец Никель СереброBMn40-1.5Рем.—1~2-39~40-1261Отжиг: 1050~1150℃
II. Свойства материалов из меди и медных сплавов
Красная медь — это чистый вид меди с содержанием меди не менее 99,5%.
По содержанию кислорода медь можно разделить на чистую и бескислородную.
Cu2На поверхности красной меди могут образовываться оксиды O и CuO.
При комнатной температуре медная поверхность покрывается Cu2O.
При высоких температурах оксидная окалина состоит из двух слоев: внешнего — CuO и внутреннего — Cu2O.
Важно отметить, что чистую медь нельзя паять в водородсодержащей восстановительной атмосфере.
Латунь — это медно-цинковый сплав, который обладает большей прочностью, твердостью и коррозионной стойкостью по сравнению с красной медью, сохраняя при этом прочность и высокую коррозионную стойкость.
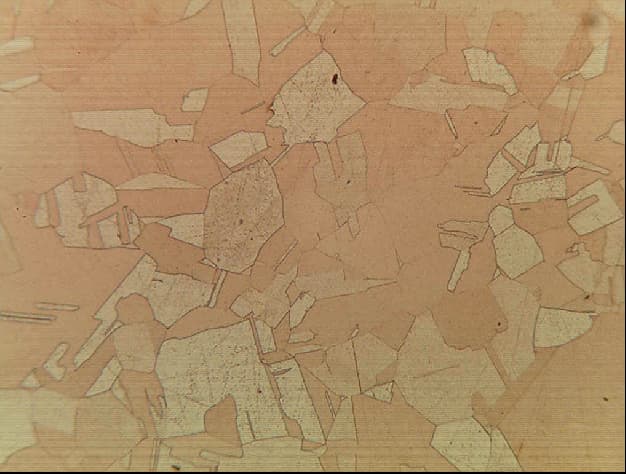
Металлографическая диаграмма латуни
Специальная латунь
(1) Оловянная латунь:
Оловянная латунь содержит примерно 1% олова (Sn), и присутствие олова не изменяет состав поверхностных оксидов.
Паяемость оловянной латуни сравнима с паяемостью латуни, что делает ее легкой для пайки.
(2) Свинцовая латунь:
Свинцовая латунь содержит свинец, который при нагревании образует липкий шлак, ухудшающий смачиваемость и текучесть припоя.
Важно выбрать правильный флюс, чтобы обеспечить надлежащую текучесть.
(3) Марганцевая латунь:
Оксид марганца относительно стабилен и трудно поддается удалению, поэтому необходимо использовать активные пайка флюс для обеспечения смачиваемости присадочного металла.
Существуют различные виды бронзыКаждый из них имеет различные элементы сплава, что влияет на их паяемость.
Если в качестве легирующего элемента добавляется олово или небольшое количество хрома или кадмия, это оказывает минимальное влияние на паяемость и, как правило, легче поддается пайке.
Однако если в качестве дополнительного элемента используется алюминий, особенно при высоком содержании алюминия (до 10%), оксид алюминия на поверхности трудно удалить, что приводит к ухудшению паяемости.
В таких случаях необходимо использовать специальный флюс для пайки.
Например, когда кремний добавляется для получения кремниевой бронзы, она становится очень чувствительной к горячей хрупкости и растрескиванию под напряжением при контакте с расплавленным припоем.
Другой пример — когда в качестве дополнительного элемента сплава используется бериллий.
Хотя образуется относительно стабильный оксид BeO, для удаления оксидной пленки достаточно обычного паяльного флюса.
Белая медь Это сплав меди и никеля, обладающий превосходными комплексными механическими свойствами.
Он содержит никель.
При выборе присадочного металла следует избегать металлов, содержащих фосфор, таких как медно-фосфорный присадочный металл и медно-фосфорно-серебряный присадочный металл.
Белая медь очень чувствительна к горячему растрескиванию и растрескиванию под напряжением при воздействии расплавленного припоя.
I. Cмедь и медные сплавы
Медь и ее сплавы широко используются благодаря своей исключительной электропроводности, теплопроводности, коррозионной стойкости и пластичности. Эти сплавы можно разделить на четыре категории: красная медь, латунь, бронза и белая медь.

VII. Мягкий паяльный флюс
1ZnCl21130g, NH4Cl110g,H2O4LПайка меди и медных сплавов, стали
2ZnCl21020 г, NaCI280 г, NH4CI,HCI30g,H2O4LСварка меди и медные сплавы, сталь
3ZnCl2600 г, NaCl170 гПокрытие для пайки под давлением
4ZnCl2710 г, NH4Cl100 г, вазелин 1840 г, H2O 180 гПайка меди и медных сплавов, стали
5ZnCl21360g,NH4Cl140g, HC185g, H2O4LПайка кремниевой бронзы, алюминиевой бронзы, нержавеющей стали
6H3P04960g,H20455gПаяная марганцевая бронза, нержавеющая сталь
QJ205ZnCl250g,NH4Cl15,CdCl230,NaF6Пайка меди и медных сплавов с присадочными металлами на основе кадмия
Слабоагрессивный флюс
1Гидрохлорид глутаминовой кислоты 540 г, мочевина 310 г, вода 4 лМедь, латунь, бронза
2Гидразин монобромид 280 г, вода 2550 г, неионный смачиватель 1,5 гМедь, латунь, бронза
3Молочная кислота (85%) 260г, вода 1190г, смачиватель 3гМорщинистая бронза
Неагрессивный флюс
Основным компонентом антикоррозийного флюса является канифоль.
Существует три широко используемых канифольных флюса:
Особенности латуни
Еще латунь более прочная, чем медь, поэтому выдерживает повышенное давление и механические нагрузки на излом, растяжение. Материал не подвержен коррозии, и активно используется в сантехнике, коммуникациях для передачи жидкости.
Касательно сварки, латунь ведет себя не так, как черный металл. На поверхности присутствует оксидная пленка. Температура ее плавления – 950 ⁰С, а самого материала – 900 ⁰ С. Поэтому необходима повышенная сила тока, чтобы расплавить оксид Cu2O, но затем металл начинает прогорать. Из жидкой сварочной ванны начинает испаряться цинк, который опасен для здоровья. У сварщика при отравлении может кружиться голова, болеть живот, появиться рвота, дрожь в руках. Вылетающий из сплава водород приводит к кипению сварочной ванны и оставляет глубокие поры. Поэтому к аргонодуговой сварке латуни нужно подходить ответственно, основательно подготовившись.




