

Наша мастерская готова предложить гостям и посетителям сайта профессиональные услуги по ремонту и восстановлению оправы солнцезащитных и медицинских очков. Компания работает на рынке ремонта очков на протяжении 20 лет и за это время смогла накопить большой практический опыт, а также оснастить мастерскую наиболее современным оборудованием. Использование передовых технологий и мастера с высокой квалификацией позволяют нам выполнять наиболее сложные работы по ремонту оправ. Применение в процессе работ технологии лазерной пайки, а также собственный склад расходных материалов и запасных частей позволяет нам проводить ремонт и восстановление практически любой сложности, предоставляя клиенту гарантии качества на все выполненные работы.

Паяние – один из способов образования неразъемных соединений, широко распространенный в современном приборостроении, аппаратостроении и мелком машиностроении.
Склеивание – это сравнительно новый и весьма перспективный метод осуществления неподвижных соединений деталей и узлов. Он также широко используется в приборостроении и аппаратостроении. Как паяние, так и склеивание относится к числу операций, выполняемых в процессе сборки самими сборщиками.
Паянием называется процесс получения неразъемного соединения двух или нескольких металлических деталей, с помощью дополнительно вводимо металла или сплава, называемого припоем и имеющего меньшую, чем соединяемые металлы, температуру плавления. Промежуточный металл или сплав, применяемый при паянии, называют припоем. В зависимости от температуры плавления и механической прочности припоя различают паяние мягкими и паяние твердыми припоями. Кроме припоя при паянии применяют флюся, назначение которых сводится к защите места спая от коррозии при нагреве, обеспечению лучшей смачиваемости его расплавленным металлом и растворению металлических окислов.
Основным инструментом, применяемым при паянии мягкими припоями, являет паяльник.
Ручное паяние мягкими припоями осуществляется с помощью паяльников различных конфигураций. Процесс начинают с подготовки мест спая, затем после припаивания очищают шов. Подготовка мест спая состоит обычно из механической очистки поверхностей деталей, обезжиривания, травления и сборки под пайку.
При паянии газопламенными горелками места спая нагревают пламенем паяльных ламп или газовых горелок.
При паянии погружением деталей в ванну с расплавленными солями припой предварительно, еще в твердом виде, прикрепляют к месту спая деталей.
При паянии в печах детали с заранее нанесенным флюсом и припоем нагревают.
Наиболее рациональным способом является паяние с нагревом токами высокой чистоты. Метод паяния заключается в том, что участок подлежащий нагреву, помещают в электромагнитное поле. В результате создается тепловой эффект, обеспечивающий нагрев детали при паянии. Все способы паяния с нагревом можно разделить на три основные группы:
— ручная периодическая пайка с фиксацией и без фиксации детали в индукторе;
— полуавтоматическая периодическая пайка с фиксацией детали в индукторе;
— автоматическая непрерывная пайка.
Склеивание как метод сборки неподвижных и неразъемных соединений получило в последнее время большое распространение. Основные преимущества склеивания: гладкость наружных поверхностей, лучшая герметичность, экономия веса, снижение трудоемкости и веса.
Технологический процесс клеевого соединения состоит из следующего:
Подготовка поверхностей к склеиванию сводится к очистке от пыли и жира и приданию необходимой шероховатости.
Качество клеевого шва в значительной степени зависит от приемов нанесения клея. Клей следует наносить в одну сторону во избежание попадания в него пузырьков воздуха.
Выдержка после нанесения клея, содержащая растворитель, обязательна.
Сборка и склеивание деталей между собой осуществляется с помощью специальных приспособлений и оборудования. Основным оборудованием для склеивания являются гидравлические или пневматические прессы, вакуумные установки.
Для затвердения клея нужен определенный температурный режим и повышения давления в печах.
Контролю и испытанию клеевого соединения следует придать большое значение. Основной дефект, который часто имеет место при склеивании, — так называемый «непроклей». Качество склейки считается удовлетворительным, если разрушение произошло по материалу детали, а не по клею.
Лужение: Механическая очистка: очистить поверхность до равномерного металлического блеска щетками или шлифованием.
Химическая очистка: обезжирить поверхность водным раствором каустической соды. Лужение поверхности: погружением, подготовить чистую металлическую посуду и заложить олово, расплавить олово, затем взять деталь и погрузить в раствор хлористого цинка, а затем в расплавленное олово и держать 4 – 5 минут.
Растиранием: надеть брезентовые перчатки. Тщательно очистить места лужения. На очищенные места для лужения нанести раствор хлористого кальция и посыпать его порошком нашатыря, равномерно нагреть поверхность паяльной лампой до температуры плавления олова и распределить олово по всей поверхности лужения. После окончательного лужения и охлаждения изделие протереть смоченным песком, промыть водой и сушить в древесных опилках.
Техника безопасности при пайке.
1.При работе с паяльной лампой:
· Работать в помещение без вентиляции запрещается. Перед работай проверять исправность вентиляции.
· Перед началом работы одеть спецодежду.
· Разжигать паяльную лампу на безопасном месте, вблизи кирпичного или специального устройства.
· Нельзя чрезмерно накачивать воздух в резервуар лампы.
· При работе с паяльной лампой: не наливать бензин до края чашечки паяльной лампы, а также в горящую или не остывшую лампу. Разжигать только сухую лампу.
· Гасить лампу надо только путем закрытия регулирующего вентиля.
2.При работе паяльником:
· Перегретый паяльник не следует охлаждать в жидкости.
· Запрещается паяльные работы: на изделиях, используемых до этого для хранения воспламеняющихся материалов.
3.При пользовании кислотами:
· При составлении травильных растворов смешивают только холодные растворы.
· Соляную или серную кислоту хранить в стеклянных бутылях с притертыми пробками.
· При составлении обезжиривающих растворов прибавку каустической соды производить только в холодную воду.
· Во избежание ожога вливать запрещается вливать воду в кислоту. Кислоту вливать в воду тонкой струей.
Соединение деталей пайкой – неразъемное соединение, заключающееся в том, что неразъемное соединение материалов получают с помощью расплавленного промежуточного металла (припоя), плавящегося при более низкой температуре, чем соединяемые детали.
Соединение материалов происходит в результате диффузии припоя и основного материала путем смачивания, растекания и заполнения зазора между ними расплавленным припоем и сцепления их при кристаллизации шва (рис. 1).
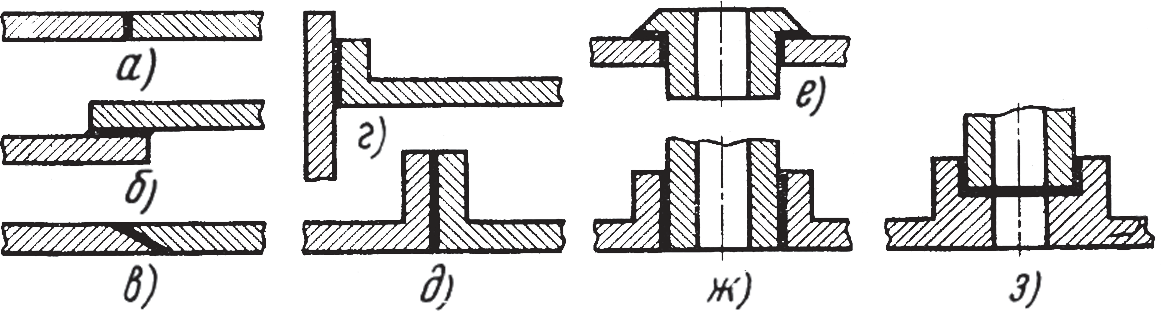
Рис. 1. Паяные соединения: а – встык; б – внахлестку; в – встык со скошенными кромками; г, д – внакладку; е, ж – припаивание фланцев; з – в шпунт
В зависимости от температуры в контакте соединяемых материалов пайка подразделяется на низкотемпературную – 450° С и высокотемпературную – выше 450° С. Нагрев может производиться паяльником, токами высокой частоты, в печах, в пламени газовой горелки и т. д.
Припои характеризуются температурой начала и конца плавления (рис. 2).
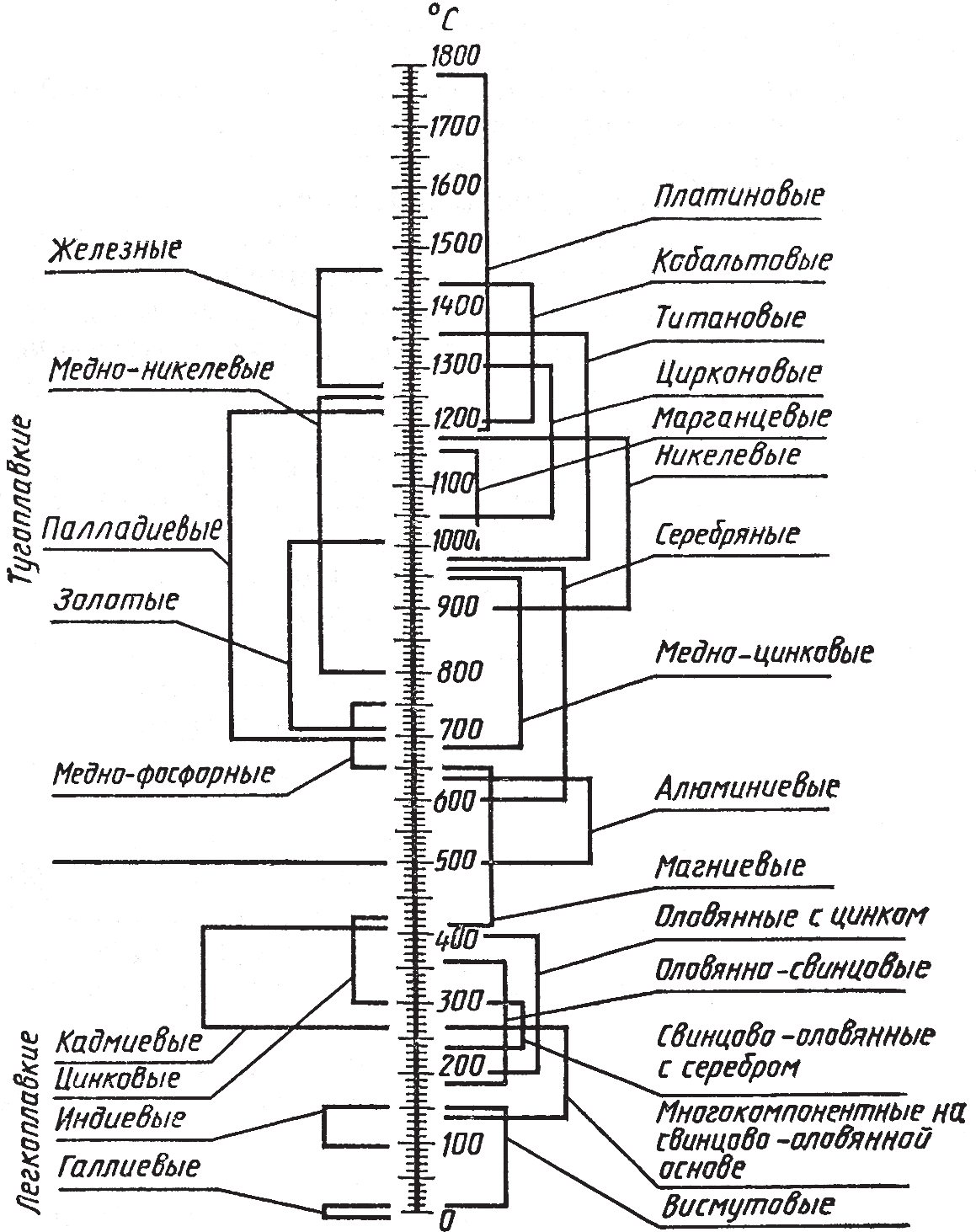
Рис. 2. Классификация и виды припоев по температуре плавления
В качестве припоев используются цветные металлы и их сплавы, которые в зависимости от температуры плавления подразделяются на мягкие и твердые.
Мягкие припои, имеющие температуру плавления не выше 400-450° С, обладают невысокой механической прочностью, твердые припои – температура плавления свыше 450° С – имеют высокую механическую прочность.
В качестве мягких (легкоплавких) припоев применяют оловянно-свинцовые, висмутовые, кадмиевые и другие сплавы. Наиболее низкотемпературные припои содержат индий, висмут и кадмий с температурой плавления 70-145° С.
Основные материалы мягких припоев – сплавы олова и свинца. Их обозначение (например, ПОС 61) расшифровывается так: П – припой, ОС – оловянно-свинцовый, 61 – содержание олова в процентах. Основные характеристики мягких припоев и область их применения приведены в табл. 1 — 3.
Таблица 1. Свойства и назначение олова
Таблица 2. Припои оловянно-свинцовые (ГОСТ 21930-76)
Таблица 3. Области применения оловянно-свинцовых припоев
Твердые припои выполняют на серебряной основе (например, ПСр 72, где 72 – содержание серебра, %) или на меднолатунной и медно-никелевой основах. Серебряные припои применяют для пайки черных и цветных металлов, кроме сплавов алюминия и магния, а припои на медной основе – для пайки углеродистых и легированных сталей, никеля и его сплавов. Основные свойства твердых припоев приведены в табл. 4. В качестве твердых (тугоплавких) припоев применяют в основном три вида припоев: медно-цинковые ПМЦ и латунь Л-62, серебряные ПСР и медно-фосфористые марки ПМФ, обладающие хорошей жидкотекучестью и обеспечивающие высокое качество пайки.
Таблица 4. Свойства серебряных припоев (ГОСТ 19738-74)
Флюсы применяют для повышения качества пайки. Флюсом называют химически активное вещество, которое обладает способностью очищать в месте пайки соединяемые поверхности деталей и припоя от оксидов, предотвращения образования оксидов в процессе пайки, снижения поверхностного натяжения припоя и т. д. Флюс способствует лучшему затеканию расплавленного припоя в зазоры между соединяемыми деталями.
В качестве флюсов применяют смеси солей, растворы некоторых солей, кислот и органических соединений. Роль флюса при пайке могут выполнять также специальные газовые среды. Различают флюсы для легкоплавких и тугоплавких припоев, а также для пайки алюминиевых сплавов, коррозионно-стойких сталей и чугуна. Флюсы для мягких припоев – это хлористый цинк, нашатырь, канифоль, пасты и др. Флюсы для твердых припоев – это борнокислый натрий (бура), борная кислота и некоторые другие вещества. Большинство флюсов поступает в готовом для применения виде, а хлористый цинк (травленая кислота) готовят из технической соляной кислоты и металлического цинка, беря их в определенном соотношении. Флюсы увеличивают жидкотекучесть припоев при пайке.
Расчет на прочность паяных соединений производят по методике, изложенной для сварных соединений.
где А – площадь среза припоя.
— назначение пайки и область применения;
— разновидности припоев и флюсов, и область их применения;
— инструмент для пайки;
— виды паяных швов;
— правила техники безопасности и противопожарной безопасности при
— выполнять технологический процесс пайки.
Оснащение рабочего места: слесарный верстак; стол с устройством для разжигания паяльных ламп и вытяжным зонтом; лампы паяльные; паяльники периодического подогрева (тепловые); паяльники непрерывного подогрева (электрические); напильники разные; клещи кузнечные; плоскогубцы; шлифовальная шкурка; щетки металлические; тигель; ванна кислото-упорная; ванна промывочная; кисточки волосяные; ветошь; цинк листовой; оловянно-свинцовый припой; олово; нашатырь кусковый; канифоль; соляная кислота; 25%-ный раствор соляной кислоты; хлористый цинк; 10%-ный раствор каустической соды; бензин; ацетон; рукавицы брезентовые; очки защитные.
Для пайки тугоплавкими припоями: горн кузнечный, муфельная печь или установка ТВЧ, медно-цинковые припои; бура.
Пайкойназывается соединение деталей в нагретом состоянии с помощью сравнительно легкоплавкого металла, называемого припоем. Пайка широко распространена в различных отраслях промышленности для создания неразъемных соединений различных заготовок и деталей из стали, цветных металлов и их сплавов, а также разнородных металлов. Пайку применяют при изготовлении радио- и электроприборов, резервуаров, радиотоваров, твердосплавного режущего инструмента и т.п. Сущность пайки состоит в том, что расплавленный припой под действием капиллярных сил заполняет зазор между паяемыми поверхностями деталей, смачивает их и диффундирует (проникает) в металл.
После остывания припоя в зоне соприкосновения деталей образуется плотное и достаточно прочное соединение, называемое паяльным швом. Качество, прочность и эксплуатационная надежность паяного соединения зависит от правильного выбора припоя и тщательности подготовки соединяемых поверхностей под пайку.
Для очистки поверхностей применяют зачистку напильниками, металлическими щетками, шлифовальной шкуркой и т.п. Детали, полученные обработкой резанием (всухую), паяют без дополнительной зачистки. Если при механической или слесарной обработке применяли масло или эмульсию, то их перед пайкой удаляют обезжириванием в бензине, ацетоне и других веществах. Перед пайкой детали плотно подгоняют одну к другой. При нагреве соединяемых пайкой деталей их поверхности окисляются (покрываются тонкой пленкой), в результате чего припой не пристает к деталям. Для удаления окисной пленки применяют паяльные флюсы, которые растворяют окислы, образуют легко удаляемые шлаки, способствуют лучшему смачиванию паяемых поверхностей расплавленным припоем и затеканию его в зазоры. Для легкоплавких припоев применяют следующие флюсы: хлористый цинк (травленая соляная кислота), нашатырь (хлористый аммоний) и канифоль. Для тугоплавких припоев применяют борную кислоту и буру. При пайке чугуна, алюминия, нержавеющих сталей применяют различные составы флюсов.
Наиболее распространенные инструменты для выполнения пайки – паяльники периодического и непрерывного подогрева. Паяльники периодического подогрева молоткового и торцового типов (рис. 15.2) изготовляют из куска высококачественной красной меди призматической клиновидной формы, закрепленного на стальном стержне с деревянной рукояткой на конце. Такой паяльник периодически подогревают от постороннего источника теплоты – горн, паяльная лампа, пламя газовой горелки и т.п.
Наиболее часто для нагрева используют паяльные лампы (рис.15.5.). К паяльникам непрерывного подогрева относятся электрические паяльники (рис. 15.3), позволяющие осуществлять пайку непрерывно. Они удобны в обращении, обеспечивают постоянную температуру, при работе меньше образуется вредных газов.
Лужением называется процесс покрытия поверхностей металлических деталей тонким слоем расплавленного олова или оловянно-свинцовыми сплавами (припоями). Лужение производят в целях защиты деталей от коррозии и окисления, подготовки поверхностей соединяемых деталей к пайке легкоплавкими припоями, перед заливкой подшипников баббитом и в тех случаях, когда от изготовленного сосуда требуется герметичность.
Лужение поверхностей производят горячим и электрическим способами. Лужение горячим способом благодаря своей простоте, легкости выполнения и несложному оборудованию находит широкое применение при слесарной обработке.
Для нагрева паяльник помещают в специальное устройство (рис.15.6, а), следя, чтобы его рабочая часть (обушок) находилась в некоптящей зоне пламени. Нагретый паяльник в перерывах между пайкой кладут на подставку, согнутую из стального прутка (рис.15.6, б).
Если припой не заполняет зазор шва, а тянется за паяльником или превращается в кашеобразную массу, то паяльник остыл или недостаточно нагрет. Перегрев паяльника влечет повышение окалинообразования и ухудшение лужения носка. Часто перед пайкой для надежного схватывания припоя применяют предварительное облуживание поверхностей спая, для чего эти поверхности покрывают тонким слоем припоя или олова.
После пайки полученного шва следует удалить остатки флюса путем промывания детали в проточной воде, затем в водном растворе каустической соды, снова в проточной воде и просушить. Контроль пайки проводят внешним осмотром шва на герметичность (не допускается течь спаянного сосуда, наполненного водой) и прочность (деталь, изогнутая в месте спая, не должна иметь трещин).
При пайке деталей из меди и ее сплавов, в том числе проволоки, лучшим флюсом является канифоль.
Пайкой называют процесс соединения двух металлических частей с помощью расплавленного металла или сплава, называемого припоем и имеющего более низкую температуру плавления, чем соединяемые части. Пайку применяют для создания неразъемных соединений деталей из стали, цветных металлов и их сплавов, а также их сочетаний. Пайка распространена при выполнении электромонтажных работ, монтаже контрольно-измерительной аппаратуры, радио7 и электроприборов, изготовлении сосудов, радиаторов, твердосплавного режущего инструмента и т.п.
Процесс пайки состоит из прогрева спаиваемых частей до температуры плавления припоя, расплавления последнего, растекания и заполнения зазоров под действием капиллярных сил, диффундирования в металл с последующей кристаллизацией в паяном шве. При этом соединение деталей достигается без расплавления их кромок в результате смачивания поверхностей более легкоплавкими жидкими металлами.

Очистку поверхностей перед пайкой от окалины, оксидов, грязи и жира проводят с помощью напильников, металлических щеток, шаберов и химическими способами (травлением). После травления детали промывают и сушат. Обезжиривание осуществляют протиркой поверхности бензином, ацетоном, растворителем. Перед пайкой детали плотно подгоняют одну к другой, используя струбцины или другие приспособления.
При нагреве деталей, соединяемых пайкой, их поверхности окисляются. Для удаления оксидной пленки применяют паяльные флюсы и травильные вещества, которые растворяют оксиды, образуют легко удаляемые шлаки, способствуют лучшему смачиванию спаиваемых поверхностей расплавленным припоем и затеканию его в зазоры. При пайке деталей из стали, бронзы и латуни используют хлористый цинк, деталей из латуни — нашатырный спирт, деталей из цинка и чугуна — соляную кислоту. После травления соляной кислотой деталь промывают в содовом растворе, а затем в чистой воде. Хлористый цинк (травленая соляная кислота) представляет собой смесь из 50 % соляной кислоты и 50 % воды, в которую добавлены небольшие кусочки и стружка цинка. Чтобы хлористый цинк был коррозионно-стойким, его разбавляют нашатырным спиртом в количестве, равном 1/3 взятого объема.
Для нагрева места пайки до рабочей температуры применяют паяльники периодического и непрерывного подогрева, паяльные лампы, газовые горелки, установки ТВЧ.
Таблица 19. Химический состав (ГОСТ 21930–76) и область применения оловянно-свинцовых припоев
Таблица 20. Химический состав (ГОСТ 23137–78) и область применения медно-цинковых припоев
Таблица 21. Химический состав (ГОСТ 19738–74) и область применения серебряных припоев
Таблица 22. Составы флюсов
Пайку низкотемпературными припоями используют для создания герметичного шва, а также соединения деталей, не требующего большой прочности. Пайку проводят следующим образом.
Поверхность очищают от грязи и коррозии шабером, напильником или надфилем до металлического блеска. Шлифовальную шкурку не применяют, так как содержащийся в ней клей загрязняет поверхность пайки. Поверхность подгоняют до плотного соединения путем гибки, правки и опиливания. Кисточкой наносят тонкий слой жидкого флюса. Твердый флюс (канифоль) наносят на поверхность, предварительно нагретую паяльником. Деталь при пайке должна быть расположена швом вверх. Как только место прикосновения паяльником прогреется и припой растечется, медленно и равномерно перемещают паяльник без отрыва вдоль шва, давая возможность припою заполнить зазор. Припой наносится тонким и равномерным слоем без пропуска. После окончания пайки выступающие приливы опиливают напильником и поверхность зачищают шкуркой.
Пайку твердыми припоями применяют, когда необходимо получить прочный теплоустойчивый шов. Для пайки твердосплавного инструмента, когда требуется высокая прочность соединения, используют индукционный нагрев и порошковый припой ПАН-21. Место пайки нагревают до температуры плавления припоя, добавляя буру, которая, расплавляясь, способствует лучшему разливу припоя.
Пайку заканчивают, когда припой полностью зальет все места соединения. Охлаждение проводят медленно, не применяя воды. Места пайки очищают от буры, припоя и промывают. Качество пайки проверяют внешним осмотром мест соединения, обращая внимание на отсутствие раковин и пропусков в местах соединения. Прочность шва контролируют легким постукиванием соединенных деталей о металлический предмет.
Лужением называется процесс покрытия поверхностей металлических деталей тонким слоем расплавленного олова или оловянно-свинцовыми сплавами (припоями). Лужение осуществляют для защиты деталей от коррозии и окисления, подготовки поверхностей к пайке легкоплавкими припоями перед заливкой подшипников баббитом. Поверхность очищают от грязи и коррозии механическим или химическим способом. Химическую очистку применяют как для обезжиривания, так и для очистки детали от оксидов.
- Типы и виды наиболее популярных оправ
- Цены на ремонт очков в Санкт-Петербурге
- Ремонт очков с помощью лазерной пайки
- Этапы ремонта
- По каким причинам чаще всего ломаются очки?
- Какие поломки невозможно восстановить
- Ремонт поломанной оправы из пластика
- Выломанные из оправы крепёжные элементы
- Наши мастера
- Адреса мастерских в Санкт-Петербурге
- Мастерская по ремонту очков у метро Парк Победы
- Мастерская по ремонту очков у метро Выборгская
- Фото до и после ремонта очков
- Стоимость ремонта популярных поломок очков
Типы и виды наиболее популярных оправ
Несмотря на кажущуюся простоту, этот оптический аксессуар обладает сложной конструкцией, содержащей в себе большое количество элементов и мелких деталей. Многие из деталей очков невозможно отремонтировать и восстановить без наличия специализированного оборудования. А если учитывать, что современные производители изготавливают эти аксессуары с оправами не только из различных материалов, но и всевозможной формы, то самостоятельный ремонт и вовсе становится сложнейшей задачей. К наиболее востребованным и популярным видам оправ можно отнести следующие модели.
Оправы, именуемые каплями, также известны потребителям как авиаторы, такое название эти оправы получили в связи с тем, что первоначально изготавливались для военных лётчиков. Считалось, что такая модель за счёт округлых линз лучше всего защищает глаза от ветра. Современные производители, стараясь сделать эти модели наиболее долговечными, изготавливают их из металла или титана.
В том случае, если модели в виде капли считаются настоящей классикой, то вайфареры – это очки, обладающие наиболее современным дизайном. По своему внешнему виду оправа этих оптических аксессуаров напоминает трапецию с закруглёнными формами в нижней части и острыми краями в верхней.

Эта разновидность очков получила высокую популярность благодаря Джону Леннону – одному из участников легендарной ливерпульской четвёрки. Эти модели обладают круглыми, прямыми линзами, которые расположены в оправе в виде ободков.
Модель оправы, которая в последние годы начинает набирать огромную популярность. Важной особенностью этих очков является наличие оправы с овальной геометрией и различной шириной. Ещё одной важной особенностью оправы этого типа является то, что она одинакового элегантно смотреться как с диоптрическими, так и с солнцезащитными линзами.
Это очки с оригинальной оправой, так как линзы в них закрепляются только в своей верхней части. Чаще всего такие оптические аксессуары обладают массивностью и изготавливаются из пластика или пластмассы. У некоторых дорогостоящих брендов изделия этого типа могут обрамляться в тонкую металлическую или титановую проволоку.
Цены на ремонт очков в Санкт-Петербурге
Стоимость ремонта зависит в первую очередь от материала, из готового выполнены очки. Металлические модели легче поддаются пайке и не требуют дорогого припоя, в отличие от очков из титана. Что касается пластиковых и солнцезащитных изделий, цены на их ремонт определяются индивидуально и зависят от сложности поломки, бренда очков, а так же типа используемых запчастей. На все выполненные работы предоставляется официальная гарантия от мастерской. Мы выполняем как мелкий ремонт отдельных элементов, так и замену сломанных запчастей, в том числе используем лазерную сварку. Стоимость всегда определяется на стадии диагностики и фиксируется до начала работ!
В большинстве случаем, ремонт очков занимает от 15 до 50 минут и выполняется прямо при вас. Однако если мастерская загружена заказами либо поломка сложная и требует использования лазерной установки, сроки починки составят от 1 до 3х дней. Мастер всегда постарается пойти вам на встречу и выполнить работу как можно скорее. В отдельных случаях возможно выполнение срочного ремонта, в день обращения.
После выполнения ремонта, мастер свяжется с вами и пригласит в мастерскую. Вы можете приехать самостоятельно и забрать изделие, либо произвести онлайн оплату и заказать курьерскую доставку отремонтированных очков на дом. Так же обращаем ваше внимание, что срок бесплатного хранения очков, после выполнения работ составляет 10 суток. По истечении этого времени, будет начисляться пеня в размере 40 рублей в сутки. Если же вы не сможете забрать очки в течении 2х месяцев, они будут утилизированы — пожалуйста, забирайте ваши заказы.
Ремонт очков с помощью лазерной пайки
Лазерная пайка – это современная технология, позволяющая восстанавливать целостность оптических аксессуаров, изготовленных из металла или титана. Важная особенность восстановления оправы с помощью применения этой технологии заключается в том, что в процессе проведения работ на треснувшее или сломанное изделие накладывается небольшой, но прочный шов. После того как шов был наложен, он закрашивается при помощи специализированных красящих веществ, благодаря чему становится практически незаметным даже при близком рассмотрении.
Для проведения данных работ используется специальное оборудование, работающее по технологии лазерной сварки импульсного типа. В качестве элемента соединения применяются твердосплавные расходные материалы, которые одинаково хорошо восстанавливают целостность как металла, так и титана. Примечательно, что пайка при помощи этой технологии не требует длительного времени, и поэтому наши квалифицированные мастера готовы восстановить очки из титана или металла всего за 15 минут, сразу после обращения клиента.
После нанесения шва изделие полностью восстанавливает все свои свойства и характеристики. Например, получает, первоначальную прочность, износостойкость и долговечность. Для увеличения качества пайки в процессе проведения работ наши специалисты придерживаются всех технологических процессов, благодаря чему мы можем гарантировать высочайшее качество выполненных работ.

Этапы ремонта
- Свяжитесь с мастером любым удобным способом: по телефону, ВотсАпу или электронную почту. Либо приезжайте сразу к нам в мастерскую.
- Мастер произведет диагностику, сориентирует вас по стоимости и срокам ремонта, а так же необходимым запчастям.
- При согласовании цены и сроков, выдается квитанция и производится непосредственно ремонт очков.
- После того как все будет готово, с вами свяжутся и пригласят в мастерскую.
- Вы можете сможете принять и оплатить работу самостоятельно. Либо сделать оплату в онлайн режиме и заказать курьерскую доставку очков в удобное вам место.
Эти 5 простых шагов, позволят вам быстро, а главное качественно восстановить ваши любимые очки. Мы чиним более 80 мировых брендов и имеем в наличии порядка 6500 комплектующих, на собственном складе. Что позволяет выполнять работы в максимально сжатые сроки.
По каким причинам чаще всего ломаются очки?
- Замена дужек. Чаще всего эта неисправность происходит из-за неправильной эксплуатации изделия или его небрежного ношения. В результате халатного отношения происходит потеря крепёжного болта или полка дужки в месте крепления шарнира.
- Поломка носового упора. Ещё одна довольно частая проблема, возникающая в результате падения очков или их длительной эксплуатации. В связи с такой поломкой упоры для носа частично или полностью теряют свои свойства, что автоматически приводит к невозможности комфортного ношения очков.
- Замена винтов, втулок, гаек и болтов. В связи со своими миниатюрными размерами, болты, гайки и втулки очень легко расшатываются, особенно если владелец пренебрегает правилами правильной эксплуатации изделия. После расшатывания этих элементов очки плохо фиксируются на голове, что снижает уровень комфорта при их использовании.
- Покраска оправ. Ношение изделия без специализированного футляра, а также небрежное отношение может привести к появлению царапин на оправе. Наличие таких дефектов становится причиной того, что очки теряют свой первоначальный внешний вид и элегантность.
- Замена колодок. Выполнение замены колодок позволяет полностью восстановить целостность и работоспособность очков.
- Замена переносиц. У изделий, в оправе которых присутствует переносица, её поломка приводит к снижению жёсткости и комфортности модели. На очках, имеющих металлическую или титановую оправу, замена переносицы выполняется методом пайки.
- Замена заушников. Это элемент имеет огромное значение, так как именно он позволяет надёжно и комфортно закреплять очки. Поэтому поломка даже одного заушника автоматически приводит к тому, что изделие становится непригодным для использования.
- Замена шарниров. При помощи шарниров очки приводятся в рабочее положение путём раскрытия дужек. Так как эти элементы имеют миниатюрные размеры, при неправильной эксплуатации они часто выходят из строя, что снижает комфортность использования.

Какие поломки невозможно восстановить
Очки – это сложное изделие, содержащие в себе большое количество мелких деталей, и поэтому при возникновении поломки лучше всего выполнить её устранение в специализированной мастерской, например, обратившись в нашу компанию. Наши специалисты не рекомендуют самостоятельно пытаться устранить следующие дефекты.
Ремонт поломанной оправы из пластика
Многие считают, что треснувшую пластиковую оправу очков можно легко восстановить, используя клей. Однако на самом деле самостоятельное склеивание может привести к самым печальным последствиям. Ведь в том случае, если даже небольшая капля клея попадёт на линзу, очки будут непригодны к дальнейшей эксплуатации. Лучше всего обратиться в нашу компанию, и мы подберём для линз новую оправу, аналогичную той, в которую они были установлены.
Выломанные из оправы крепёжные элементы
При возникновении подобной поломки лучше всего не пытаться восстановить изделие, а извлечь линзы для их последующей установки в новую оправу. Такой вариант прекрасно подойдёт для тех клиентов, кто является обладателем очков со специальными медицинскими диоптрическими линзами.

Наши мастера
За 12 лет существования мастерской, нам удалось собрать опытную команду профессионалов по ремонту очков и лазерной пайки. Наши специалисты выполняют задачи любой сложности и способны устранить даже самые сложные поломки. На данный момент в мастерской трудится 6 специалистов, имеющих опыт работы от 5 до 9 лет в данной области. Ниже указан актуальный список мастеров и их контакты — вы можете напрямую обратиться к конкретному специалисту и уточнить всю необходимую информацию.
1. Олег Александрович Дроздов

2. Андрей Викторович Куликовский

3. Игорь Семенович Белый

4. Вячеслав Геннадьевич Бородин

5. Антон Олегович Сурдин

6. Дмитрий Андреевич Харитонов

Адреса мастерских в Санкт-Петербурге
На данный момент у нас работает 2 сервисных центра в Московском и Выборгском районе. В ближайшее время ожидается открытие в центральном районе — следите за обновлениями на сайте.

Мастерская по ремонту очков у метро Парк Победы
Адрес мастерской: 196070, Санкт-Петербург, метро Парк Победы, улица Фрунзе, 6Б (3 мин от метро)
Телефон: 8 (812) 612-76-67
Фото поломок и вопросы присылайте на WhatsApp номер: 8 (911) 232-72-56
График работы мастерской: Пн-Пт. с 11:00 до 20:00; Сб-Вс. с 11:00 до 16:00.
Схема проезда в мастерскую:
Мастерская по ремонту очков у метро Выборгская
Адрес мастерской: 194044, Санкт-Петербург, метро Выборгская, Лесной проспект, дом 20, корпус 8 (вход со двора)
График работы мастерской: Пн-Пт. с 11:00 до 20:00; Сб-Вс. с 11:00 до 17:00.
Фото до и после ремонта очков
Ниже представлены фотографии сделанные до и после ремонта очков в мастерской. Еще больше примеров выполненных работ можно найти на нашем Youtube канале и в группе в VK.





В этой категории нет товаров.
Стоимость ремонта популярных поломок очков
Ниже мы собрали топ 10 популярных поломок очков и стоимость их устранения в нашей мастерской:
- Очки погнулись — от 500 рублей;
- Очки не складываются — от 300 рублей;
- Выпала линза из очков — от 450 рублей;
- Очки разболтались — от 200 рублей;
- Лопнула рама очков — от 550 рублей;
- Отвалились носовые упоры — от 300 рублей;
- Сломались ушные дужки — от 250 рублей;
- Треснула петля — от 200 рублей;
- Очки сломались пополам — от 800 рублей;
- Поцарапались линзы очков — от 600 рублей.
Узнать точную цену можно приехав в мастерскую и пройдя быструю диагностику, которая выполняется прямо при вас. После этого согласовывается стоимость работ и начинается сам процесс починки.
Калькулятор стоимости ремонта



