

Пайка, лужение, заливка вкладышей, металлизация и склеивание
Пайка – это процесс создания неразъемного соединения металлов с помощью присадочного связующего материала, называемого припоем, причем припой в процессе пайки доводится до жидкого состояния. Температура плавления припоя значительно ниже, чем соединяемых металлов.
Неразъемное соединение металлов пайкой может быть выполнено паяльником, в газовом пламени, пайкой в печах, в ванне, химическим способом, автогенной пайкой и др.
Для пайки припоем необходимы паяльники, припои, а также очищающие, травящие и предупреждающие окисление поверхности во время пайки средства.
Паяльник – это ручной инструмент различной формы и массы. Часть паяльника, которой непосредственно паяют, выполняется из меди. Нагрев медной части паяльника можно производить с помощью электричества (электрический паяльник), над газовым пламенем (газовый паяльник) или в горне.
Для нагрева паяльников и некоторого прогрева соединяемых металлов могут применяться паяльные бензиновые лампы (рис. 35).
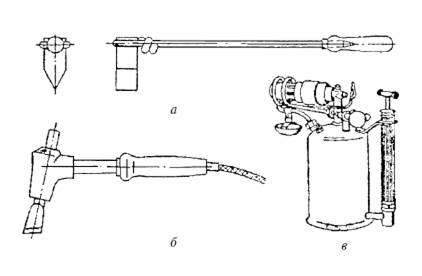
Рис. 35. Паяльники:
а – обычный, нагреваемый пламенем; б – электрический; в – паяльная лампа
Мягкими припоями являются оловянно-свинцовые (с добавлением или без добавления сурьмы). Температура плавления этих припоев от 183 до 305 °C.
Твердость припоя определяется маркой и химическим составом применяемых для припоя металлов. Припои делаются на основе меди, латуни, серебра, никеля и алюминия. Кроме того, различают жаропрочные и нержавеющие припои на основе никеля, марганца, серебра, золота, палладия, кобальта и железа. Температура плавления твердых припоев составляет от 600 до 1450 °C
К химическим очищающим и травящим средствам относятся: соляная кислота, хлорид цинка, бура, борная кислота, нашатырь. Можно очистить поверхность механическими средствами, абразивным материалом или напильником либо металлическими щетками. Во время пайки поверхность предохраняется от окисления такими средствами, как стеарин, скипидар и канифоль.
Хлорид цинка – это химическое соединение соляной кислоты с цинком. Получают его путем помещения в разбавленную соляную кислоту кусочков цинка. После окончания реакции (прекращение выделения водорода) хлорид цинка следует слить в другую посуду, оставив осадок в прежней посуде. Разбавлять кислоту следует путем добавления в нее воды, а не наоборот.
Мягкие припои применяются для неразъемного соединения и уплотнения металлов при незначительных требованиях к прочности и выносливости соединения на растяжение и удар, твердые припои – для неразъемных и герметичных соединений большой прочности и выносливости на растяжение и удары.
Припои выпускаются в виде листа, ленты, прутков, проволоки, сеток, блоков, фольги, зерен, порошков и паяльной пасты.
Лужением называется покрытие поверхности металлических изделий тонким слоем олова или сплавом на основе олова. Цинкование производится способом холодного электролитического или горячего покрытия металлических изделий тонким слоем цинка.
Лужение и цинкование применяются, например, в слесарном деле при производстве бытовых изделий, в пищевой промышленности, в строительстве как средство для защиты от коррозии, окисления и образования химических соединений, вредных для здоровья и разрушающих металл.
Для лужения и цинкования в зависимости от детали и ее назначения нужно иметь чистое олово, цинк или их сплавы, паяльную лампу либо газовую горелку, очищающие средства, необходимые для обезжиривания и очистки поверхностей, подвергающихся лужению или цинкованию, ванны для плавки олова или цинка, обтирочный материал и клещи.
Подшипниковый сплав – это сплав металлов (олова, свинца, меди, сурьмы и др.), служащий для изготовления вкладышей подшипников скольжения заливкой. Во вкладышах из подшипникового сплава при вращении в них валов возникает очень незначительное трение.
Подбор наиболее соответствующих заданным условиям подшипниковых сплавов производят с учетом их физико-механических свойств, в частности антифрикционных свойств, способности выдерживать определенные давления и температуры, твердости, вязкости, литейных качеств и др.
Свойства подшипникового сплава определяет его главный компонент.
Различают подшипниковые сплавы на оловянной, свинцовой, алюминиевой, кадмиевой, цинковой, медной (бронза, латунь) и других основах. Чаще всего используют подшипниковые сплавы на основе олова, свинца или меди.
Жидкий подшипниковый сплав получают в графитовом или чугунном тигле. Тигель подогревают паяльной лампой, на кузнечном горне или пламенем газовых горелок.
Температура отливки подшипниковых сплавов на основе олова или свинца составляет от 450 до 600 °C. Температура плавления бронзы составляет от 940 до 1090 °C. На расплавленный подшипниковый сплав перед разливкой насыпается измельченный древесный уголь, который предохраняет сплав от окисления.
Металлизация напылением – это нанесение металлического покрытия на поверхность изделия путем разбрызгивания под давлением расплавленного металла.
Эта операция выполняется с помощью специальных пистолетов. Металлизация применяется с целью предохранения изделий от коррозии, а также для ремонта изношенных деталей машин, для исправления дефектных отливок, а также для исправления дефектов, возникающих в результате обработки резанием.
Склеиванием называют неразъемное соединение деталей изделий путем обмазки соединяемых поверхностей изделия веществом (или смесью веществ), называемым клеем, их соединения и выдерживания под некоторой нагрузкой до затвердения клея. В ряде случаев применяется подогрев склеенных деталей.
Клей представляет собой вязкое вещество, обладающее склеивающей способностью. Клей состоит из наполнителя, отвердителя, растворителя связующего компонента, пластификатора.
В зависимости от назначения клея в качестве наполнителя применяются древесная мука, измельченный асбест, порошки металлов, их окислы и др. В зависимости от отвердителя различают клеи холодного и горячего отвердения.
Различают следующие виды клеев: белковые или растительные (крахмал, декстрин, гуммиарабик, резиновый клей), животные (костный, рыбий, козеиновый, мездровый, столярный и др.), синтетические (карбинольные, карбамидные, смоляные и др.).
В слесарном деле наибольшее распространение имеют синтетические клеи: фенольные БФ-2, БФ-4, ВК-32-200, ВС-350, эпоксидные ЭД-5, ЭД-6, ВК-32-ЭЛ, полиамидные ППФЭ-2/10, МПФ-1, карби-нольные и полиуретановый ПУ-2. Этими клеями кроме металлов можно склеивать также и неметаллические изделия, такие как дерево, стекло, керамику, искусственные материалы, кожу, ткани бумагу и т. д.
В слесарном деле клей используется прежде всего для соединения как металлических деталей, так и металлических деталей с неметаллическими. Для этого используют карбинольный клей.
Склеиваемые поверхности следует тщательно очистить механическим способом, затем обезжирить авиационным бензином, бензолом или толуолом. После обезжиривания изделие высушивают, не касаясь пальцами поверхностей, предназначенных для склеивания.
Из цветных металлов хуже всего склеивается медь, немного лучше – латунь и бронза.
Работник, выполняющий операции металлизации, лужения, пайки или склеивания, соприкасается с расплавленным металлом, кислотами, щелочами и парами разных едких и вредных для организма веществ. Помещения, в которых выполняются указанные операции, должны иметь хорошую вентиляцию.
Работники должны иметь защитную одежду, очки и рукавицы. Паяльная лампа должна быть технически исправна. При накачке топлива нельзя создавать высокое давление, нельзя также доливать топливо в разогретую лампу. Кислоты и щелочи следует держать в стеклянных бутылях, а разводить их необходимо, доливая кислоты в воду, а не наоборот. На рабочем месте не должно быть тряпок, разлитого масла и смазки.
§
Материальное тело построено из молекул, состоящих из атомов. Атом состоит из ядра и электронной оболочки. В состав ядра входят протоны и нейтроны (ядро атома водорода не имеет нейтронов). Электронная оболочка атома содержит электроны, которые вращаются вокруг ядра. Протон является элементарным зарядом положительного электричества, электрон – элементарным зарядом отрицательного электричества, в то время как нейтрон электрически нейтрален.
Химические элементы – это вещества, состоящие из атомов одного вида. При использовании обычных химических методов эти вещества разложить нельзя. Химическими элементами являются, например, железо, цинк, свинец, олово, ртуть, алюминий, кислород, сера, радий, водород и т. д. В настоящее время известно 104 химических элемента. Наиболее часто встречающиеся химические элементы представлены в табл. 19.
Таблица 19
Наиболее часто встречающиеся химические элементы
Химическим соединением называется вещество, образованное из разных химических элементов, например, нефть, соляная кислота, газ, вода, спирт и т. д. Химические соединения имеют характерные свойства, отличные от свойств входящих в них химических элементов.
Металлы относятся к одной группе химических элементов. Общие свойства металлов: высокие тепло– и электропроводность, ковкость и обрабатываемость, большая механическая выносливость и твердость. Металлы отличаются большим или меньшим блеском, а также непрозрачностью.
Химически чистые металлы в промышленности используются редко. Чаще используются технически чистые металлы, содержащие кроме основного металла определенное количество небольших добавок других элементов. Этим они отличаются от химически чистых металлов. В большинстве случаев используются сплавы металлов. Металлы, встречающиеся в природе в химически чистом виде (золото, серебро), называются благородными металлами.
Химические соединения металлов, встречающиеся в земной коре, называются металлическими рудами (медные, цинковые, железные руды и т. д.). Сплавы металлов получают из разных металлов путем их соединения в расплавленном состоянии.
Кислород – это бесцветный газ без вкуса и запаха. Один литр кислорода под давлением в 1 атмосферу и температуре 0 °C весит 1,429 г. Кислород, необходимый для существования различных форм жизни на земле, участвует в химических процессах, образуя химические соединения. Используется для поддержания процессов горения.
К основному сырью для получения металлов относятся железные, медные, цинковые, оловянные, свинцовые, алюминиевые и другие руды, сера, уголь, нефть, древесина и другие материалы.
Удельный вес железа – 7,86 г/см3.
§
Чугун – это сплав железа с углеродом, количество которого составляет от 2 до 3,6 %. Кроме того, в чугуне имеются примеси кремния, марганца, фосфора и серы.
Легированный чугун – это чугун, в состав которого входят специальные добавки, такие как хром, никель и молибден. Легированный чугун отличается высокой коррозионной стойкостью и жаропрочностью, а также имеет хорошие механические свойства.
Для процессов плавки применяются несколько видов топлива: газообразное, твердое и жидкое. Топлива могут быть естественными и искусственными.
К газообразному естественному топливу относится природный, добываемый из земных недр газ, к газообразному искусственному – генераторный газ, ацетилен, светильный газ и др.
К твердому естественному топливу относятся каменный уголь, бурый уголь, торф и древесина, а к твердому искусственному – кокс, брикеты и древесный уголь.
К жидкому естественному топливу относится нефть, а к жидкому искусственному – продукты перегонки нефти: соляровое масло, керосин, бензин и др.
Доменная печь – это шахтная печь для выплавки чугуна из железной руды, в которой исходные материалы для плавки перемешаны и постепенно опускаются навстречу поднимающимся горячим газам. Входящие в шихту исходные материалы – руда, топливо и флюсы – загружаются сверху через загрузочное устройство в колошник доменной печи, а нагретый воздух через фурмы подается в нижнюю цилиндрическую часть печи – горн. Получающийся в результате восстановления руды в доменной печи чугун и шлак скапливаются в металлопри-емнике нижней части горна, образуя вследствие разницы удельных весов два слоя (чугун – нижний, шлак – верхний), которые периодически выпускаются через специальные отверстия – чугунную и шлаковую лётки.
Внутри печь выложена огнеупорным кирпичом. Загрузка доменной печи производится сверху, слив чугуна и шлака – через нижнюю часть доменной печи. Доменная печь загружается железной рудой, топливом (коксом) и флюсом (известняком).
К основным железным рудам относятся: магнетит (магнитный железняк), содержащий 55–65 % железа, гематит (красный железняк) – 55–58 % железа, лимонит – 35–55 % железа, гетит – 25–39 % железа, а также железный шпат, содержащий до 48 % железа.
Обогащением руд называется удаление из железной руды различных примесей горных пород и других загрязнений. Обогащение руды можно производить механическим и магнитным способами.
Доменный процесс – это процесс получения чугуна из руды в доменных печах. В результате многочисленных физических изменений и химических реакций, происходящих под воздействием высоких температур в доменной печи, из руды получается чугун. Этот процесс протекает при температуре в нижней части доменной печи (в горне) 1700 °C и в верхней части (в колошнике) – 550 °C.
Основным продуктом доменного производства является чугун, побочными – доменный шлак, доменный газ и колошниковая пыль.
В доменной печи получают белый (передельный) и серый (литейный) чугуны. Содержание углерода в чугуне 2–3,6 %.
Белый чугун – твердый и хрупкий материал. Поэтому его механическая обработка затруднена. Это передельный чугун, используемый для получения стали и ковкого чугуна. В небольших количествах белый чугун используется для литья дорожных катков, где большое значение имеет твердость и отсутствует ударная нагрузка. Так как белый чугун содержит карбид железа, то на изломе он имеет белую окраску.
Серый чугун (литейный) из-за малой усадки при литье и хорошей текучести применяется для литья. Серый чугун характеризуется большой прочностью на сжатие, однако плохо сопротивляется ударам. Его нельзя подвергать растяжению, скручиванию и гибке. В отличие от белого чугуна, серый чугун мягкий и хорошо обрабатывается.
В зависимости от условий и режима плавки получают белый или серый чугуны.
К химическим элементам, которые входят в состав чугуна и оказывают влияние на его свойства, относятся: сера – ухудшает текучесть и вызывает плохое заполнение форм, тормозит выделение графита, повышая из-за этого твердость чугуна; фосфор – дополнительно снижает текучесть чугуна, тормозит растворение цементита в железе, повышая твердость и хрупкость чугуна; кремний – интенсифицирует разложение цементита в чугуне и освобождение графита (при получении в доменной печи серого чугуна), улучшает литейные свойства и повышает мягкость чугуна; марганец – способствует образованию белого чугуна, причем незначительный процент марганца в сером чугуне увеличивает его механическую выносливость, а в общем способствует удалению серы из чугуна.
§
Сталью называют сложный сплав железа с углеродом и другими элементами, в котором количество углерода составляет от 0,05 до 2 %.
Литой сталью называют литейный (льющийся в формы) сплав железа с углеродом и другими элементами, в котором количество углерода составляет от 0,1 до 0,6 %. Стальное литье должно быть подвергнуто термической обработке.
По способу получения различают: сталь мартеновскую (основную и кислую); сталь бессемеровскую; сталь томасовскую и электросталь. В зависимости от способа получения стали она выплавляется в мартеновских печах, бессемеровских конвертерах или электрических печах.
Полученный в доменной печи чугун отливают в формы, в которых получают слитки, называемые чушками. Чугунные чушки после их остывания перевозят в сталеплавильный цех и подвергают дальнейшей обработке. Свойства выплавленного в доменных печах чугуна, а также технологический процесс получения определенного сорта стали определяют выбор способа получения стали (например, мартеновский, бессемеровский и др.). Полученную в плавильной печи сталь заливают в формы, называемые изложницами. Остывшая в изложницах сталь называется слитком. В прокатном цехе слитки подвергаются пластической холодной или горячей обработке. В результате такой обработки, а также в результате обработки резанием получают разного рода полуфабрикаты и готовые изделия. Литейные чугуны для изготовления из них заготовок деталей переплавляют в плавильных печах, называемых вагранками. Отливку производят в земляные или металлические формы – кокили.
Все выплавляемые стали делятся на две принципиальные группы: углеродистые и легированные.
Углеродистая сталь в зависимости от ее назначения подразделяется на конструкционную, инструментальную и специальную с особыми свойствами. В свою очередь, в зависимости от технологических и конструктивных особенностей эти стали подразделяются на несколько видов и групп.
Легированная конструкционная сталь подразделяется на низколегированную (до 2,5 % легирующих элементов), среднелегированную (2,5–6 % легирующих элементов), высоколегированную (свыше 6 % легирующих элементов), литейную. По качеству они подразделяются на качественную, высококачественную и особо высококачественную.
Легированные инструментальные стали и сплавы подразделяются на стали и сплавы для режущего и мерительного инструмента (для холодной обработки металлов резанием), быстрорежущие стали, легированные инструментальные стали для холодной и горячей обработки металлов давлением и твердые сплавы.
К легированным сталям с особыми физико-механическими свойствами относятся стали с магнитными свойствами, рессорно-пружин-ные, проволочно-пружинные, коррозионно-стойкие, жаропрочные, жаростойкие, износостойкие, шарикоподшипниковые, литейные и ряд других.
Характеристики легированных инструментальных сталей приведены в табл. 20.
Быстрорежущей сталью является легированная инструментальная сталь. Ее используют для инструмента, работающего при больших скоростях резания, резьбонарезного инструмента и инструмента, работающего при относительно высоких температурах.
Быстрорежущая сталь обозначается буквой Р. Например, Р9 обозначает, что быстрорежущая сталь имеет 8,5–10 % основного ее легирующего элемента – вольфрама; марка Р6М5 означает, что быстрорежущая сталь имеет вольфрама 5,5–6,5 % и молибдена 5,0–5,5 % и т. д.
Некоторые данные по быстрорежущим сталям приведены в табл. 21.
Углеродистая инструментальная сталь – это сложный сплав углерода (от 0,65 до 1,35 %) с железом, марганцем и кремнием. Обозначается буквой У, причем буква У перед цифрой говорит о том, что она углеродистая, а цифра указывает количество углерода в стали. Буква А после цифры обозначает, что сталь высококачественная. Например, У9А – это высококачественная углеродистая сталь с содержанием углерода 0,85–0,94 %.
Основные данные по углеродистым инструментальным сталям приведены в табл. 22.
Таблица 20
Характеристики и назначение инструментальной легированной стали
Таблица 21
Характеристика, химический состав и назначение основных быстрорежущих сталей
Таблица 22
Характеристика, химический состав и назначение основных инструментальных углеродистых сталей

Конструкционные углеродистые стали обозначаются буквами Ст и подразделяются на три группы: А Б и В. Буквы Б и В, означающие группу стали, ставятся перед обозначением Ст. Группа А в обозначении не ставится.Каждая группа сталей имеет семь марок – от 0 до 6. Сталь всех групп с номерами марок 1, 2, 3 и 4 по степени раскисления изготавливается кипящей (кп), полуспокойной (пс) и спокойной (сп), с номерами 5 и 6 – полуспокойной и спокойной. Стали СтО и БСтО по степени раскисления не разделяются.
Примеры определения сортов стали по маркировке:
Ст3пс – углеродистая конструкционная сталь обыкновенного качества группы А, полуспокойная, с содержанием углерода 0,14–0,22 %.
Бст2кп – сталь обыкновенного качества группы Б, кипящая, с содержанием углерода 0,09– 0,15 %,
ВСт5сп – углеродистая сталь обыкновенного качества, спокойная, с содержанием углерода 0,28–0,37 %.
Стали 35.А20 и АС40 относятся к углеродистым конструкционным качественным, повышенной и высокой обрабатываемости сталям.
Сталь 35 относится к качественной конструкционной стали, А20 и АС40 – к конструкционным сталям повышенной и высокой обрабатываемости.
В марке стали двухзначное число обозначает содержание углерода в сотых долях процента. Буква А обозначает повышенную или высокую обрабатываемость стали. Сталь АС40 – это углеродистая свинцо-восодержащая сталь.
Определение сорта и химического состава стали может производиться по цвету краски закрашенного торца металла, химическим анализом стали или с помощью искровой пробы.
В слесарном деле чаще всего сорт стали определяется на основании искровой пробы на наждачном точиле. Так, мягкая малоуглеродистая сталь с содержанием углерода 0,1–0,16 % дает светло-желтые ровные световые линии и продолговатые каплеобразные искры. Углеродистая сталь с содержанием углерода 0,5 % дает светло-желтые разветвляющиеся световые полосы с редким образованием маленьких звездочек. Углеродистая инструментальная сталь с содержанием углерода 0,9 % дает светло-желтые искры с многочисленными лучистыми звездочками, а с содержанием углерода 1,2 % – яркие пучки искр, состоящие из светло-желтых, часто разветвляющихся звездочек.
При искровой пробе марганцовистой стали с содержанием марганца 10–14 % получаются бело-желтые яркие пучки лучей, сильно разветвляющихся перпендикулярно к линиям искр.
Быстрорежущая сталь, имеющая 10 % вольфрама, 4 % хрома и 0,7 % углерода, дает темно-красные прерывистые линии искр, разветвляющиеся на более светлые звездочки. Вольфрамовая сталь (1,3 % вольфрама) – отдельные темно-красные линии искр, разделяющиеся на более светлые желтые звездочки. Кремнистая сталь – длинные светло-желтые световые линии, оканчивающиеся каплями разделяющихся на пучки светло-желтых искр. Хромистая сталь – темно-желтый световой пучок, разделяющийся красноватыми линиями искр с шарообразными концами. Хромоникелевые конструкционные стали с содержанием 3–4 % никеля и 1 % хрома – желтые продолговатые каплеобразные линии искр с разделяющимися пучками шипов.
Продукция металлургического производства бывает, как правило, представлена в следующих видах (рис. 36): прутки круглого шестигранного и квадратного сечений, равносторонние и неравносторонние угольники, швеллеры, двутавры, полосовое железо, стальная лента, листовой тонкий и толстый металл, а также ряд специальных профилей (рельсы и др.).
Твердые сплавы
Виды продукции металлургического производства:
а – швеллер; б – зетовое железо; в – железнодорожные рельсы;
г – двутавр; д – угольник; е – тавр
Твердыми сплавами называются материалы, характеризующиеся высокими физико-механическими свойствами: твердостью, износостойкостью и теплостойкостью. Они способны сохранять свою твердость до температуры 900–1000 °C.
По способу производства твердые сплавы подразделяются на спекаемые, литые и порошкообразные. Наибольшее распространение получили спекаемые твердые металлокерамические сплавы из карбидов вольфрама и титана.
Для изготовления режущего инструмента широко применяются металлокерамические твердые сплавы, получаемые методами спекания карбидов вольфрама и титана со связующей составляющей – кобальтом или, в некоторых случаях, с танталом.
По составу металлокерамические твердые сплавы разделяются на три группы: однокарбидные вольфрамовые ВК, двухкарбидные тита-новольфрамовые ТК, титано-танталовольфрамовые ТТК.
К однокарбидным вольфрамовым сплавам относятся 14 марок. Деление этих марок производится в зависимости от содержания карбида вольфрама и кобальта. Так, в сплаве ВК3 содержится 3 % кобальта и 97 % карбида вольфрама, в сплаве ВК8 – 8 % кобальта и 92 % карбида вольфрама и т. д.
К титановольфрамовой группе относятся пять сплавов. Они маркируются в зависимости от содержания карбида титана и кобальта. Так, в сплаве марки Т30К4 содержится 30 % карбида титана, 4 % кобальта, остальное – карбид вольфрама.
К титанотанталовольфрамовой группе относятся два сплава, маркируемые в зависимости от содержания в них карбидов титана и тантала, а также кобальта. Так, в марке ТТ7К12 содержится 7 % карбидов титана и тантала, 12 % кобальта и 81 % карбида вольфрама.
Металлокерамические твердые сплавы изготавливаются прессованием порошков карбидов вольфрама, титана и тантала с порошком кобальта с последующим спеканием спрессованных пластин при высокой температуре.
Режущий инструмент изготавливается способами напайки, сварки, пайки, литья или путем механического крепления твердосплавных пластин к державкам инструмента.
Литые твердые сплавы представляют собой сплавы, полученные из шихты, в состав которой входят кобальт, хром, вольфрам, кокс (древесный уголь), битое стекло. К литым сплавам относятся стеллиты и стеллитоподобные сплавы – сормайты.
Стеллиты В2К и ВЗК, характеризуемые высокой твердостью, антикоррозионной стойкостью и низким коэффициентом трения, применяются для повышения износостойкости деталей путем их наплавки.
Сормайт – это наплавочный литой сплав на основе железа (55–67 %), хрома (25–31 %) и никеля (3–5 %). Характеризуется высокими износостойкостью, коррозионной стойкостью, жаропрочностью и стойкостью.
К порошкообразным твердым сплавам относится сталинит, в состав которого входят порошки феррохрома, ферромарганца, чугунной стружки и кокса. Заменителем является вокар (смесь вольфрама и углерода).
Минералокерамический материал – это в основном режущий материал в виде пластин трехгранной, четырехгранной, пятигранной и круглой формы, получаемый путем прессования порошкообразной окиси алюминия Аl2,О3 другими веществами и последующего отжига отформированной заготовки.
Наибольшее применение получил минералокерамический материал микролит ЦМ-332, обладающий высокими твердостью (HRC 90–95) теплостойкостью (до 1200 °C) и износостойкостью, высокой химической стойкостью и относительно хорошими прочностными свойствами. Он эффективно используется при получистовой и чистовой обработке стали и чугуна, а также при обработке неметаллических материалов, цветных металлов и их сплавов.
§
Цветные металлы и их сплавы характеризуются высокой сопротивляемостью коррозии, большой пластичностью, вязкостью, хорошей обрабатываемостью, высокой электро– и теплопроводностью.
К цветным металлам, наиболее широко применяемым в промышленности, относятся медь, алюминий, хром, олово, цинк, магний, вольфрам, молибден, никель, свинец, титан, серебро, золото, платина и др.
К сплавам цветных металлов относятся: медные сплавы (латунь, бронза и др.); алюминиевые сплавы (дюралюминий, силумин и др.); магниевые сплавы; титановые сплавы; свинцово-оловянистые сплавы и др.
Баббит – это легкоплавкий подшипниковый сплав с содержанием 80–90 % олова, 4–13 % сурьмы, 3–6 % меди, а также свинца, кальция, никеля, мышьяка, кадмия, теллура, железа и др. Температура плавления 232–350 °C, температура литья 450–550 °C.
Баббиты подразделяются на высокооловянистые, обозначаемые буквой В, малооловянистые – БН, БТ и безоловянистые, обозначаемые БК (свинцово-кальцие-натриевые сплавы).
Баббиты отличаются высокой износостойкостью, прирабатывае-мостью, пластичностью, малым коэффициентом трения и хорошей обрабатываемостью.
Латунь – это сплав меди (45–80 %) с цинком (от 3 до 50 %), а также с другими элементами: алюминием, оловом, свинцом, железом, никелем и др. Плотность латуни 8,3–8,5 г/см3, температура плавления 890–1000 °C.
В зависимости от технологических свойств латуни подразделяются на литейные и обрабатываемые давлением. Они обладают хорошей прочностью, пластичностью, антифрикционными и антикоррозионными свойствами.
Высокими механическими, антикоррозионными и литейными свойствами обладает томпак – латунь, содержащая не более 22 % цинка и не менее 61 % меди.
Латунь обозначается буквой Л. В маркировке латуни буквы обозначают химические элементы, входящие в сплав, первые две цифры, стоящие за буквами, указывают содержание меди, а цифры, отделенные дефисом, – среднее содержание легирующих элементов в процентах в порядке, соответствующем буквам. Так, латунь марки ЛКС80-3-3 содержит 79–81 % меди, 10,5–16,5 % цинка, 2,5–4,5 % кремния, 2–4 % свинца.
Латунь широко применяется в промышленности.
Бронза – это сплав меди с одним или несколькими химическими элементами: оловом, свинцом, цинком, никелем, фосфором, кремнием, марганцем, алюминием, железом. Плотность бронзы 7,5–9,3 г/см3, температура плавления 940–1093 °C. Используется в качестве материала для деталей машин, арматуры, подвергающихся трению, атмосферному воздействию, а также действию слабых кислот и т. д.
Бронзы характеризуются высокими механическими, литейными, антифрикционными и антикоррозионными свойствами.
В зависимости от состава различают бронзы: оловянистые, применяемые для вкладышей подшипников и арматуры; алюминиевые (6–11,5 % алюминия), применяемые для фасонного литья и лент; кремнистые (1–3,5 % кремния); марганцовистые (4,5–5,5 % марганца); свинцовые (30–60 % свинца), применяемые для подшипников скольжения; бериллиевые (2 % бериллия), применяемые для пружин и износостойких деталей; медно-титановые (5 % титана) и др.
Бронзы хорошо обрабатываются и отливаются.
Бронзы обозначаются буквами Бр и другими буквами (аналогично латуни), указывающими элементы, входящие в их состав, и цифрами, показывающими соответственно среднее содержание этих элементов в процентах. Так, бронза марки БрАЖМц 10-3-1,5 содержит 9,5–10,5 % алюминия, 2,5–3,5 % железа, 1–2 % марганца, остальное – медь.
В группу благородных металлов входят золото, платина, серебро.
При нормальной комнатной температуре в жидком состоянии находится ртуть. Плотность ртути – 13,5 г/см3, температура кипения – 357 °C, затвердевания – 38,9 °C.
Олово получают из оловянной руды, называемой касситеритом. Олово имеет серебристую окраску. Плотность – 7,3 г/см3, температура плавления – 232 °C. Это мягкий, пластичный и легко поддающийся литью металл. Плохо сохраняется при низкой температуре, а оставаясь при такой температуре длительное время, переходит в свою разновидность – серое олово, которое при непосредственном соприкосновении с белым оловом вызывает его разложение.
Характерным для чистого олова является хруст при изгибе и разломе.
Олово находит широкое применение при лужении и пайке, а также как компонент технических сплавов для подшипников, припоев и других целей.
Медь получают из медных руд, таких как халькоперит (медный колчедан), борнит, халькозин (медный блеск), ковеллин, малахит и азурит. Дальнейшей электролитической обработкой черной меди получают чистую медь. Цвет меди – красноватый. Плотность – 8,9 г/см3, температура плавления –1083 °C.
Медь хорошо поддается холодной пластической обработке, штамповке, горячей ковке. Во время холодной пластической обработки несколько повышает свою твердость. Отличается хорошей тепло– и электропроводностью. Под влиянием влаги быстро окисляется, покрываясь зеленым налетом. Широко используется в электротехнической промышленности, для изготовления художественных изделий, в гальванопластике и для металлопокрытий. Медь входит также в состав многих сплавов.
Медь можно паять, сваривать с предварительным подогревом, под давлением.
Вольфрам – это металл, имеющий самую высокую температуру плавления (3390 °C). Плотность вольфрама равна плотности золота и составляет 19,3 г/см3.
§
Плавкой называется превращение твердого металла, металлических (чугунных) чушек и шихтовых материалов в жидкий металл. Металлом в жидком виде заполняются литейные формы, которые после затвердевания жидкого металла придают ему определенную форму.
Формы служат для заливки жидкого металла. Они имеют внутреннюю полость, соответствующую внешним формам отливаемой детали. Постоянные формы выполняются из металла и называются кокилями. Временные формы изготавливаются путем оттиска формы модели в формовочной массе (земляной или песчаной смеси).
Модели выполняются из дерева, гипса, цемента, воска или металла. Деревянные, гипсовые и цементные модели покрывают лаком для их лучшего сохранения и защиты от влаги.
Стержень – это отформованная песчаная масса, которая вставляется в литейную форму с целью получения в отливке пространства, не залитого металлом.
Различают формовку (получение формы для заливки) в землю, в опоки и без опок. Формовка в опоки и без опок производится в две полуформы (верхнюю и нижнюю), между которыми во время формовки устанавливают подмодельную плиту.
Формовочный и заливочный процесс подразделяется на следующие основные операции: изготовление моделей; приготовление формовочных и стержневых смесей, формовка литейных форм и стержней; сушка стержней; сборка форм (опок) с постановкой стержней; плавка металла; заливка форм жидким металлом, охлаждение форм; выбивка земли и стержневой смеси; очистка отливки и отрезка литников; термическая обработка, контроль и исправление дефектов литья.
В настоящее время существуют следующие способы отливки: отливка в земляные формы; отливка в металлические формы (в кокили, пресс-формы); отливка в жидкотвердеющие смеси; отливка в стержни; отливка в корковые формы; отливка по выплавляемым моделям; электрошлаковая отливка; отливка под давлением; отливка методом выжимания и ряд других.
Вагранка – это шахтная печь, выложенная изнутри огнеупорным шамотным кирпичом, которая служит для получения жидкого чугуна путем переплавки шихты. Шихта состоит из литейного чугуна в виде чушек, чугунного лома, стального лома, кокса и флюсов. Она засыпается в вагранку слоями поочередно.
Цветные металлы плавятся в электрических, пламенных печах или тиглях.
Усадкой литья называется уменьшение размеров отливки во время остывания металла. Усадка вызывает напряжения в твердеющем металле, которые ослабляют отливку и часто вызывают трещины, а также способствуют образованию усадочных раковин и рыхлостей в металле. Наибольшую усадку (линейную) имеет стальное литье (1,6–2,0 %), а наименьшую – сплавы легких цветных металлов (0,5–1,0 %).
Во время разливки металла в формы в отливке могут появиться различные дефекты: трещины, недолив, усадочные раковины, частицы размытой формовочной смеси, шлаковые включения, газовые раковины и пузыри и др.
Коррозия металлов
Коррозией металла называется разрушение его поверхности, вызываемое химическими или электрохимическими процессами под воздействием окружающей среды.
По характеру коррозионной среды, воздействующей на поверхность металлов и их сплавов, коррозия подразделяется на атмосферную, подводную, подземную, водородную, кислородную, газовую, электрохимическую, химическую и микрокоррозию.
Различаются следующие виды коррозии: поверхностная, точечная, селективная (избирательная), частичная и межкристаллитная.
Самым простым способом предохранения металла от коррозии является покрытие его поверхности антикоррозионным смазочным составом. К другим способам предохранения металлов от коррозии относятся: легирование металлов, покрытие поверхности лаками и красками, эмалирование, металлизация напылением на поверхность в горячем состоянии труднокорродируемых металлов, горячее цинкование и лужение, свинцевание, химическое или электролитическое нанесение на поверхность защитного слоя меди, хрома, никеля, алюминия, кадмия, свинца и др. К защитным покрытиям относятся: оксидирование, плакирование, алитирование, силицирование, хромирование при высоких температурах, гумирование (покрытие слоем резины) и ряд других.
Перед выполнением операций по предохранению от коррозии указанными выше способами необходимо хорошо очистить поверхность металла от окислов, следов коррозии, грязи и жиров. После очистки поверхность должна быть тщательно промыта и просушена.
§
Абразивными материалами называются твердые неметаллические материалы, которые применяются при обработке резанием металлов и материалов. Они обладают высокой твердостью и имеют достаточно острые режущие кромки и грани.
Различают две группы абразивных материалов: природные и искусственные. Абразивные материалы делятся на шлифзерно, шлиф-порошки, микропорошки и тонкие микропорошки.
Из абразивных материалов изготовляются всевозможного рода абразивные круги, бруски, абразивные шкурки и ленты, порошки и пасты.
Абразивные круги, с помощью которых выполняются шлифование и заточка, могут быть изготовлены из природных или искусственных абразивных материалов.
К природным абразивным материалам относятся: корунд, наждак и естественный алмаз.
К искусственным абразивным материалам относятся: электрокорунд, карборунд (карбид кремния), карбид бора, синтетические алмазы, кубанит (кубический нитрид бора), эльбор, славутич и др.
В качестве связки при изготовлении абразивных кругов и брусков применяются керамические, бакелитовые, вулканитовые, металлические и другие связки.
Каждый абразивный материал характеризуется зернистостью, твердостью, механической прочностью и абразивной способностью.
По зернистости абразивный материал разделяется на 28 номеров. Зернистость шлифзерна и шлифпорошков определяется в сотых долях миллиметра, а микропорошков – в микрометрах. Установлены следующие показатели зернистости: шлифзерно – 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16; шлифпорошки – 12, 10, 8, 6, 5, 4, 3; микропорошки – М63, М50, М40, М28, М20, М14; тонкие микропорошки – М10, М7, М5.
По твердости абразивные круги и бруски маркируются следующим образом: мягкие – М (М1, М21, МЗ), среднемягкие – CM (CM1 и СМ2); средние – С (С1 и С2); среднетвердые – СТ (СТ1, СТ2 и СТЗ); твердые – Т (Т1 и Т2); весьма твердые – ВТ (ВТ1 и ВТ2); чрезвычайно твердые – ЧТ (ЧТ1 и ЧТ2).
Каждый абразивный круг имеет клеймо, в котором указывается абразивный материал, твердость, зернистость и максимальная скорость вращения, а также клеймо предприятия-изготовителя. Твердость абразивного круга определяется твердостью связующего материала. Номер абразивного круга указывает на его зернистость. Чем больше номер, тем выше зернистость (больше диаметр зерна).
Вспомогательными материалами называются материалы, которые непосредственно не входят в изделие. К ним относятся всевозможного рода моющие и очищающие вещества, охлаждающие жидкости, краски, лаки, масла, смазки, клей, фетр, резина, кислоты, щелочи и др. К вспомогательным материалам относятся также ветошь и тряпки, применяемые в слесарном деле.
§
Определение температуры при термической обработке можно производить на основании цвета излучения нагретой стали или с использованием измерительных приборов.
Ориентировочно температуру можно определить по цвету нагретого металла (табл. 23).
Таблица 23
Цвета стали при различных температурах
К измерительным приборам для измерения температур относятся различные термометры (манометрические термометры, термометры сопротивления и др.), термопары, оптические пирометры, термоэлектрические пирометры и термокарандаши.Используют следующие методы определения твердости металла. Неточные методы: проба напильником, проба по цвету искры при заточке изделия на шлифовальном круге (см. также п. 3.3). Точные методы определения твердости: по Бринеллю (вдавливание стального шарика в исследуемый металл, обозначение твердости HB), по Роквеллу (вдавливание в исследуемый металл алмазного конуса, обозначения HR, HRB, HRC и HRA), по Виккерсу (вдавливание в исследуемый материал алмазной пирамиды, обозначение HV), а также по методу упругой отдачи Шора (по высоте отскакивания шарика или бойка от обработанной поверхности, обозначение HSD).
Отжиг стали
Отжигом называют термическую операцию, заключающуюся в нагревании материала до определенной температуры, выдерживании его при этой температуре и медленном охлаждении.
Целью отжига углеродистой стали является снятие внутренних напряжений, получение мелкозернистой структуры стали, уменьшение твердости, улучшение обрабатываемости, а также увеличение пластичности и вязкости стали.
Различают следующие виды отжига углеродистых сталей: для снятия наклепа, диффузионный, рекристаллизационный, изотермический, на зернистый перлит, нормализация.
Диффузионный отжиг – нагревание стали до температуры 1000–1250 °C (оптимальная температура 1150 °C), выдерживание при этой температуре в течение определенного времени и последующее медленное охлаждение в течение 6–8 ч до температуры 800–890 °C в печи, а затем – на воздухе. Целью этой операции является уменьшение неоднородности химического состава деталей, имеющих внутрикристал-лическую ликвацию. Эта операция используется для крупного стального литья и крупных слитков из легированных сталей.
Бывший в пользовании инструмент (молоток, зубило, пробойник, напильник, плашка и т. д.) с целью его переделки или исправления подвергают нормализации. Отжиг этого вида основан на нагревании стали до определенной температуры, кратковременной выдержке при этой температуре и последующем постепенном охлаждении на воздухе.
Отжиг стали производится в печах, предназначенных для нагревания стали при различных процессах термической обработки.
Закалка стали
Закалкой называется технологический процесс термической обработки, применяемый для получения высоких механических свойств стальных изделий за счет изменения их структуры. Закалка состоит в нагревании изделия до определенной температуры, выдержке при этой температуре для ее выравнивания по всему сечению изделия и быстром охлаждении. Применяют следующие виды закалки: в одном или двух охладителях, струйчатую, ступенчатую и изотермическую.
Способ нагревания стали оказывает большое влияние на весь дальнейший процесс термической обработки. Перед нагреванием стали для закалки следует прежде всего определить вид и сорт стали. Если сталь не подвергалась отжигу, следует ее отжечь. Сталь необходимо очистить от грязи и следов жира.
Чем меньше в стали содержание углерода, тем выше температура нагревания.
Нагрев изделий под закалку производят одним из трех способов: в печах с газовой атмосферой – мазутных, нефтяных, газовых, электрических; в ваннах с жидкими средами – расплавленными солями или металлами; токами высокой частоты.
Скорость нагрева изделий зависит от способа их укладки, массы загружаемых в печь или ванну изделий, от их габаритных размеров и теплопроводности.
Время нагрева до 800 °C цилиндрических деталей на 1 мм диаметра в электропечах составляет примерно 40–50 с, а в мазутных и нефтяных печах – 35–40 с.
В качестве жидких сред для нагрева до 800 °C применяются свинцовые или соляные ванны. Время нагрева в свинцовой ванне на 1 мм диаметра составляет 6–8 с, а в соляных – 12–15 с.
Выдержка изделия при температуре закалки необходима для выравнивания температуры по всему сечению и обеспечения завершения происходящих при этом структурных превращений. Время выдержки зависит от химического состава стали, ее теплопроводности, величины, формы и массы закаливаемых изделий. На практике время выдержки принимают равным 20–30 % от общего времени нагрева до заданной температуры.
Изделие следует правильно уложить в печи или в ванне, чтобы избежать деформирования.
Нагревание должно быть постепенным (следует избегать случайного подъема температуры) и производиться таким образом, чтобы нагревалась вся масса материала (изделия нужно часто переворачивать). За нагреванием стали необходимо наблюдать, чтобы избежать перегрева и пережога. Для предотвращения окисления стали может быть использована нейтральная атмосфера в камере печи.
Время и температура нагревания стали для закалки зависит от вида и сорта стали, от массы и формы изделия. Например, сталь углеродистая постепенно нагревается от 0 до 350 °C, а после достижения этой температуры ее можно быстро подогревать до температуры закалки.
При нагревании стали происходят структурные изменения, которые, в зависимости от времени выдержки при данной температуре, оказывают большое влияние на механические свойства стали. Применение неправильного способа или метода нагревания стали ведет к окислению или обезуглероживанию поверхности, что вызывает изменение свойств стали. Избежать таких нежелательных явлений можно при использовании для нагревания электрических печей.
Для предохранения изделий при нагревании от окисления и обезуглероживания в рабочем пространстве печи создают защитную нейтральную газовую среду Если невозможно создать защитную газовую среду изделия для нагрева упаковывают в ящики с отработанным карбюризатором, пережженным асбестом, неокисленной чугунной стружкой или наносят на изделие обмазку.
В зависимости от требований, предъявляемых к изделиям, применяют следующие способы закалки: в одной и двух жидкостях или жидких средах – вода, масло; ступенчатую – охлаждение в расплавленной соли и на воздухе; изотермическую – охлаждение в расплавленной соли с температурой около 300 °C до полного превращения аустенита, а затем в воде или на воздухе.
Для получения твердого поверхностного слоя, мягкой и пластичной сердцевины применяют закалку с самоотпуском (для закалки инструмента).
Для уменьшения внутренних термических напряжений и деформации при закалке применяется закалка с подстуживанием.
К охлаждающим жидкостям относятся масла (специальное масло для закалки, машинное или веретенное масло), вода, а также различного рода растворы (мыла, кислоты или поваренной соли в воде и др.). Растительное масло для закалки не используют.
Способ охлаждения и вид охлаждающей жидкости при закалке стали зависит от сорта и марки стали, от требуемой степени закалки, а также от конфигурации и величины закаливаемой детали.
§
Быстрорежущие стали относятся к группе высоколегированных. Они характеризуются красностойкостью и сохраняют высокую прочность, твердость и износостойкость при нагреве до 600–700 °C. Применяются для изготовления режущего инструмента высокой производительности. Основными легирующими материалами этих сталей являются вольфрам, ванадий и хром.
Термическая обработка быстрорежущих сталей имеет ряд особенностей, что обусловлено их пониженной теплопроводностью, наличием в их структуре значительного количества карбидов, а также низкой пластичностью стали.
Инструмент из быстрорежущей стали до температуры закалки нагревают ступенчато: вначале медленно до температуры 800–850 °C, затем быстрее до окончательной температуры закалки 1200–1300 °C. Ступенчатый нагрев позволяет избежать тепловых напряжений за счет уменьшения разности температуры поверхности и сердцевины изделия.
С целью предохранения инструмента от обезуглероживания перед нагревом его погружают в насыщенный раствор буры. Иногда предварительно подогретый до 800–850 °C инструмент перед окончательным нагревом покрывают порошком обезвоженной буры.
В качестве охлаждающей среды при закалке быстрорежущих сталей применяют подогретое минеральное масло или охлаждают инструмент на воздухе.
Структура закаленной быстрорежущей стали состоит из первичного мартенсита, остаточного аустенита и сложных карбидов.
Отпуск быстрорежущей стали следует производить как можно быстрее сразу после закалки. Как правило, рекомендуется вести многократный отпуск.
Сталь до температуры отпуска нагревается постепенно и равномерно (температура нагревания стали при отпуске находится в границах 380–570 °C в зависимости от марки стали). Выдержка после нагрева производится в течение часа. Охлаждение ведут на воздухе.
Если после закалки применяют обработку быстрорежущей стали холодом при температуре –80 °C, то производят только один отпуск.
После термической обработки структура быстрорежущей стали состоит из отпущенного мартенсита и карбидов.
Температура нагревания быстрорежущей стали для ковки в зависимости от марки составляет 950–1150 °C. В первый период до 850 °C нагревают постепенно, а затем – быстро до требуемой температуры ковки. После ковки сталь постепенно охлаждается в песке или в пепле.
Для снижения твердости стали ее нагревают до температуры 800–850 °C и выравнивают температуру по сечению. Охлаждать следует постепенно до температуры 650 °C. Дальнейшее охлаждение можно вести на воздухе (табл. 24).
§
Поверхностная закалка стали состоит из быстрого нагрева поверхностного слоя стали до температуры, значительно превышающей критическую, и последующего быстрого ее охлаждения. При этом обеспечивается высокая поверхностная твердость при мягкой и пластичной сердцевине детали.
В промышленности применяются следующие способы нагрева для поверхностной закалки: газопламенный (ацетилено-кислородным пламенем); контактный или индукционный электронагрев; в электролите; в соляных и металлических ваннах.
Для индукционного нагрева применяют ток промышленной, средней и высокой частоты.
Таблица 24
Режимы термической обработки быстрорежущей стали
В качестве электролитов при нагреве за счет пропускания тока между деталью-катодом и корпусом ванны – анодом применяются 10 %-ные растворы поваренной соли, поташа и кальцинированной соды.
Основное преимущество поверхностной закалки стали – повышение выносливости детали к воздействию разного рода динамических нагрузок (например, изгибающих, на срез) при сохранении большой износостойкости. Этот метод позволяет получить твердую износостойкую поверхность и пластичную сердцевину.
Применяя поверхностную закалку стали, сокращают время обработки, так как нагрев длится недолго. При небольшом времени обработки не происходит обезуглероживания и окисления стали. Нагревание только наружного слоя исключает возможность появления больших напряжений.
Для газопламенного нагрева стали при поверхностной закалке используют горелку, соединенную с ацетиленовым и кислородным баллонами. Ацетилено-кислородным пламенем нагревают поверхность изделия. С горелкой соединено сопло, через которое подается вода. Пламя горелки за время передвижения с определенной скоростью над поверхностью стали нагревает ее, а через сопло, находящееся за горелкой и передвигающееся вместе с ней, на нагретую поверхность подается вода, быстро охлаждающая изделие.
§
Химико-термическая обработка – это такая обработка металлов, при которой производится одновременно тепловое и химическое воздействие на обрабатываемое изделие. Для химико-термической обработки детали нагревают в специальной среде (карбюризаторе) до определенной температуры, выдерживают при этой температуре и затем охлаждают.
В процессе нагрева поверхностный слой деталей насыщается активным элементом (углеродом, азотом, алюминием, хромом и др.), в результате чего изменяются его физико-механические свойства.
Химико-термическая обработка предназначена для изменения химического состава поверхностных слоев стальных деталей машин и других изделий и придания им требуемых физико-механических свойств: высокой твердости, износостойкости, коррозионно– и окали-ностойкости, а также красностойкости.
К химико-термической обработке относятся цементация (науглероживание), цианирование, азотирование, хромирование, силициро-вание, сульфидирование, борирование, алитирование и др.
Цементация стали – это химико-термическая обработка, заключающаяся в насыщении углеродом поверхностного слоя изделия, выполненного, как правило, из мягкой малоуглеродистой стали, в которой содержание углерода не превышает 0,25 %. Для науглероживания изделия выдерживают в течение длительного времени при определенной температуре в среде (карбюризаторе), выделяющей окись углерода.
Цементированные изделия обычно подвергают термической обработке – закалке.
При этом в поверхностном науглероженном слое образуется структура мелкоигольчатого мартенсита, обладающая высокой твердостью и износостойкостью.
Характерной особенностью цементированной стали является то, что после закалки получается тонкий наружный твердый и износостойкий слой, в то время как мягкая и пластичная сердцевина сопротивляется ударам и динамическим нагрузкам.
Науглероженные изделия незначительно деформируются во время закалки (из-за мягкой сердцевины). Обработка сердцевины возможна только после удаления с предмета твердого науглероженного слоя.
Различают три вида цементации: в твердом карбюризаторе (смесь, включающая 75–90 % древесного угля, 5–10 % углекислого бария, 3–12 % кальцинированной соды и 2–3 % мазута или другого состава); жидкостную (погружением в ванну со смесью расплавленных до температуры 850–890 °C солей – поташа, хлористого аммония, поваренной соли); газовую (в углеродосодержащем газе; применяют природный газ, пропан, бутан, нефтяной, коксовый газ и др.).
Глубина науглероженного слоя зависит от среды, способа и времени науглероживания. Например, цементация в жидких соляных ваннах при температуре 850–890 °C дает возможность получить слой толщиной 0,2 мм в течение одного часа, слой 0,8 мм – в течение 4 часов. При применении твердых карбюризаторов, засыпаемых в чугунные короба, глубина науглероженного слоя при температуре 850–890 °C составляет 0,25 мм за 3 ч и 1,4 мм за 8,5 ч.
Длительность газовой цементации также определяется необходимой глубиной науглероженного слоя: за 2–3 ч получают слой 0,3–0,5 мм, за 9–10 ч – слой 1,2–1,4 мм.
Цементация стали в чугунных коробах или коробах из листового металла применяется для деталей с небольшими габаритными размерами. На дно короба, посыпанное слоем твердого карбюризатора толщиной 15–20 мм, укладываются изделия, которые покрываются следующим слоем карбюризатора. И так далее – до заполнения короба. Верхний слой карбюризатора должен быть не менее 50 мм. Между изделиями должно сохраняться расстояние 5–10 мм. Заполненный ящик закрывают крышкой из листового металла или асбеста, герметизируют огнеупорной глиной и помещают в печь для нагревания.
Температура нагревания – 850–950 °C. Для уменьшения внутренних напряжений изделия после цементации и закалки необходимо подвергнуть отпуску при температуре не выше 200 °C.
Частичная цементация – это науглероживание определенной части изделия, которая должна быть более твердой и износостойкой. Остальные части изделия, не подвергающиеся цементации, покрывают защитным слоем (глиной, асбестом, гальванической медной пленкой).
Цианированием называется быстрый процесс одновременного насыщения поверхности стальных деталей углеродом и азотом для достижения высокой твердости и износостойкости.
Различают два вида цианирования: газовое (нитроцементация), которое производится на том же оборудовании, что и цементация в газовой среде, состоящей из цементующего газа и аммиака, при температуре 850–900 °C, и жидкостное – в расплавленных смесях цианистых солей при температуре 820–850 °C.
После цианирования изделия подвергают термической обработке – закалке и отпуску.
§
После закалки изделия очищаются с целью удаления грязи, окислов и пятен, а также с целью подготовки изделия к отпуску.
После отпуска изделия обязательно обрабатываются щетками, в струе мокрого песка или в горячих щелочных растворах.
Некоторые изделия, которые после закалки деформируются, можно править. Править можно только плоские, а также круглые, длинные и тонкие изделия. Во избежание брака правку следует вести очень осторожно, без ударов. Используется ручная и механическая правка на винтовых и гидравлических прессах.
В изломе закаленного образца можно обнаружить следующие дефекты: окисление (вследствие слишком быстрого охлаждения перегретого или неравномерно нагретого изделия), потемнение (сталь имела дефекты до закалки), крупнозернистость (сталь перегрета), микротрещины, радиально направленные к сердцевине (большие внутренние напряжения в материале).
Есть несколько причин, которые могут вызвать недостаточную закалку изделия, например, следующие: обезуглерожен верхний слой стали, низкое содержание углерода, обезуглероживание поверхности изделия во время нагревания, низкая температура нагрева, неправильно подобранная охлаждающая среда или короткое время охлаждения, небрежная подготовка изделия к закалке (изделие, покрытое жиром и грязью, может закалиться только в некоторых местах). Иногда наблюдается неравномерная закалка поверхности изделий, имеющих сложную форму и острые кромки.
Недостаточно закаленные изделия следует вновь подвергнуть термической обработке. Перед этим изделие нужно отжечь. Обезуглеро-женный вследствие отжига слой, насколько это возможно, удаляется, например, ручной запиловкой, строганием, точением. Затем изделие науглероживают, азотируют, цианируют или сразу же закаливают.
Самый распространенный, хотя и недостаточно точный способ контроля закалки изделия – это проверка напильником. Опытные слесари проверяют ударом молоточка по кромке закаленного изделия (по сколу или углублению). Можно также проверять степень закалки с помощью эталонных плиток по глубине риски, выполненной твердым инструментом, или с помощью специальных приборов.
Ослабление внутренних напряжений, возникших в изделии во время закалки, можно обеспечить путем нагревания стали в допустимых для данной марки пределах и равномерного и не слишком быстрого охлаждения, а также путем правильно проведенного отжига, закалки и правильного отпуска изделия после закалки.
Отпуск стали
Отпуск – это термическая операция, которой подвергают предварительно закаленные стальные изделия. Она заключается в нагревании изделий до определенной температуры, выдерживании при этой температуре и последующем постепенном охлаждении на воздухе. Отпуск на цвет побежалости производится в интервале температур 230–330 °C (табл. 25) с последующим замачиванием в воде.
Таблица 25
Цвета побежалости при отпуске стали
Цель отпуска – уменьшение или полное снятие внутренних напряжений в изделии, появившихся во время закалки, улучшение пластических свойств, уменьшение хрупкости и некоторое снижение твердости (степень твердости зависит от температуры отпуска), увеличение вязкости.Применяют три способа отпуска закаленной стали: низкий – при температуре 150–250 °C, средний – при температуре 350–450 °C и высокий – при температуре 450–650 °C.
Температуру отпуска для определенных марок стали (а также разных изделий) и вид охлаждающей среды определяют по специальным таблицам.
Нагрев при отпуске производится в масляных, селитровых или щелочных ваннах, а также в газовых, мазутных или электрических печах с воздушной атмосферой. В ряде случаев применяется нагрев в горне или на разогретой металлической плите. Общее время пребывания изделия в печи при отпуске составляет примерно 2–3 мин на 1 мм наименьшего сечения детали, но не менее 30–40 мин.
В результате низкотемпературного отпуска при температуре 150–250 °C уменьшаются внутренние напряжения и хрупкость стали, незначительно снижается твердость, несколько увеличивается вязкость. Низкому отпуску подвергаются изделия, которые должны иметь высокую твердость (режущий и мерительный инструмент). Средний отпуск при температуре 350–450 °C несколько снижает твердость и значительно увеличивает вязкость, сопротивляемость стали ударам, прочность и упругость. Применяется для пил, рессор-пружин, молотков, матриц, пуансонов, автомобильных деталей. Высокий отпуск при температурах 450–650 °C полностью устраняет внутренние напряжения и обеспечивает наилучшее сочетание прочности и вязкости стали при достаточной ее твердости. Применяется для ответственных деталей.
Двойной отпуск применяется для инструмента, поверхность которого должна иметь различную твердость (пуансон, вырубной штамп, прошивень, зубило). Например, зубило: первый отпуск при температуре ниже 300 °C выполняют для режущей части, второй отпуск при температуре 300–500 °C – для головки зубила.
Термическое улучшение стали состоит из процессов закаливания и высокого отпуска. Тем самым достигается улучшение механических свойств стали, обеспечивается возможность обработки резанием.
§
В зависимости от структуры различают следующие классы чугу-нов: ферритный, феррито-перлитный, перлитный и перлитно-цемен-титный. В промышленности применяются чугуны ферритно-перлит-ного и перлитного классов.
Различают также следующие виды чугунов: серый, белый, модифицированный, высокопрочный, ковкий и специальные легированные чугуны.
Серые чугуны обозначаются буквами СЧ, а высокопрочные – ВЧ. Первые две цифры после букв СЧ указывают предел прочности на растяжение, а вторые две цифры – предел прочности на изгиб. После ВЧ вторые две цифры обозначают относительные удлинения в процентах.
Для повышения механических свойств чугуна применяются следующие виды термической обработки: отжиг, нормализация, закалка и отпуск.
Термической обработке подвергаются практически все виды чугу-нов, особенно серый, ковкий и высокопрочный.
Низкотемпературный отжиг выполняют при температуре 500–550 °C с выдержкой от 2 до 8 ч. Охлаждение производится со скоростью 20–30 °C в час до температуры 150–200 °C, затем на воздухе. Применяется для снятия внутренних напряжений, заменяет естественное старение.
Высокотемпературный отжиг проводят при температуре 950–1000 °C с выдержкой в течение до 4-х часов и охлаждением в печи. Применяется для повышения обрабатываемости чугуна, понижения его твердости, а при длительной выдержке – для получения ковкого чугуна.
Нормализация (нагрев до температуры 820–900 °C с последующим охлаждением на воздухе) применяется для повышения износостойкости и прочности чугуна.
Закалка чугуна может быть обычной, изотермической с нагревом в печах или токами высокой частоты. Нагревают до 830–900 °C. При изотермической закалке охлаждение производится в ванне с расплавленной солью, нагретой до 200–400 °C. При закалке в масле изделия нагревают до 830–870 °C, при закалке в воде – до 800–820 °C.
Закалка применяется для повышения твердости, износостойкости, предела прочности и упругости.
Закаленный чугун подвергается низкотемпературному (180–250 °C) или высокотемпературному (400–600 °C) отпуску для снятия внутренних напряжений, повышения пластичности и прочности.
Для литья деталей машин используется серый чугун с содержанием углерода от 3,1 до 3,6 %, а также ковкий, высокопрочный модифицированный; для особо ответственных деталей – специальные легированные (жаропрочные, коррозионностойкие и др.) чугуны.
Легированным называют чугун, содержащий специальные добавки, такие как никель, молибден, кремний, хром и ванадий. Легированные чугуны с целью закаливания нагреваются до температуры 850–880 °C, а затем охлаждаются в масле. Температура отпуска 200–250 °C.
Модифицированный чугун – это чугун, в который в жидком состоянии перед разливкой введены модификаторы: ферросилиций, силикокальций и алюминий, церий, магний. Модификаторы способствуют получению высоких прочностных и других механических свойств чугуна.
Ковкий чугун получают из белого или серого чугуна путем соответствующего отжига. После такой термической обработки он приобретает вязкость, хорошую обрабатываемость и механическую прочность.
§
Ручной горячей кузнечной называется обработка металла, нагретого до температуры выше границы рекристаллизации (для стали – в пределах от 750 до 1350 °C), с целью придания ему определенной формы при помощи ручного молотка или молота. Температура, до которой нагревается материал, зависит от содержания углерода в стали. При низком содержании углерода необходима более высокая температура ковки. Ручная горячая пластическая обработка (кузнечная сварка) позволяет получить прочные неразъемные соединения деталей и более высокое качество стали.
К основному оборудованию для ручной горячей кузнечной обработки относятся: стационарный кузнечный горн, воздуходувка и вытяжка продуктов горения. В ремонтных мастерских применяется также полевой (передвижной) кузнечный горн.
Кузнечный горн состоит из следующих частей: горна вентиляционной установки, подающей воздух в горн, сопла, конуса, которым заканчивается сопло, вытяжного устройства и резервуара для воды.
Есть несколько видов воздуходувок, подающих воздух под давлением к горну.
Наиболее старым и простым по конструкции устройством является кузнечный мех, приводимый в движение ручным или механическим способом. К новым конструкциям воздуходувок относятся вентиляторы: крыльчатые, лопастные или турбинные. В полевом кузнечном горне чаще всего применяется кузнечный мех с ручным или ножным приводом.
Применяются два способа удаления продуктов горения: естественная и искусственная вытяжки. Естественная осуществляется с помощью вытяжной трубы, искусственная – специальным воздуховодом с вентилятором.
В кузнечном горне в качестве топлива используется кокс, антрацит, каменный или древесный уголь. Кокс может быть металлургический (твердый, светло-серебристого цвета, в кусках, пористый, не пачкает рук, теплотворная способность примерно равна 700 ккал/кг) и газовый (куски темного цвета, небольшого размера, мягкий, малопористый, пачкает руки, обладает более низкой теплотворной способностью).
К основным кузнечным операциям, выполняемым вручную, относятся: разрезание, гибка, высадка, формование, вытяжка, пробивание и горновая (кузнечная) сварка.
При нагревании стали в среде горящего кокса в кузнечном горне возможны (например, вследствие низкой квалификации или невнимательности работника) следующие нежелательные изменения механических свойств стали:
уменьшение ковкости вследствие насыщения серой (кокс содержит от 0,25 до 2,5 % серы);
обгорание (говорят, что сталь «горит»). Внешнее проявление обго-рания стали – появление при ковке снопа ослепительно белых искр, образующихся на поверхности нагреваемой стали. Обгоревший участок стали не пригоден ни для кузнечной сварки, ни для других видов обработки; его нужно отрезать;
окисление (атомы железа на поверхности материала соединяются с кислородом воздуха, появляется окись железа, которая отделяется от стали во время ее охлаждения в виде так называемой окалины);
поверхностное обезуглероживание – если в горне за счет сильного дутья появляется излишек кислорода;
науглероживание – если в горне из-за недостаточного дутья возникает недостаток кислорода.
В период окончательного нагревания в горне изделие посыпают сухим и сыпучим песком для предотвращения обгорания стали. При этом замедляется нагревание поверхности стали и в то же время ускоряется сквозное прогревание металла.
Время нагрева изделия зависит прежде всего от типа горна, а также от формы и величины изделия. При нагревании изделия в кузнечном горне следует постоянно следить за изделием, систематически его поворачивать, не допуская перегрева. В период нагревания до требуемой температуры изделие нужно несколько раз вынуть из горна на короткое время с целью выравнивания температуры и прогревания изделия насквозь, без пережога граней или поверхности.
§
Механической горячей называется обработка металла, нагретого до температуры выше температуры рекристаллизации (для стали – в пределах от 750 до 1350 °C), позволяющая получить изделия требуемой формы при помощи специальных машин и механизмов.
Различают два вида механической ковки – свободная и в горячих (кузнечных) штампах.
Для выполнения механической свободной ковки вручную или механизированным способом обрабатываемый металл укладывают на наковальню и придают ему необходимую форму, ударяя молотом и постепенно поворачивая изделие. Иногда ковка на молотах заменяется свободным горячим прессованием на механических или гидравлических прессах.
Ковкой в горячих штампах называется ковка молотом нагретого металла, помещенного в ручей штампа.
Для горячей механической обработки давлением используются машины двух видов: молоты и прессы.
Молот – это машина, придающая нагретому металлу форму путем удара, а пресс придает металлу форму, постепенно оказывая на него давление.
Молоты по конструкции и технологическим особенностям подразделяются на паровые, паровоздушные, падающие с фрикционными дисками и пружинные.
Прессы подразделяются на гидравлические, парогидравлические, винтовые, фрикционные, эксцентриковые, кривошипные и пружинные.
Принцип действия и конструкция механических молотов отличается от принципа действия и конструкции прессов. Молоты, в отличие от прессов, вызывают сотрясение пола и здания.
Кузнечный штамп представляет собой две стальные толстые плиты, на рабочих поверхностях которых выполнены углубления, называемые ручьями, соответствующие форме обрабатываемой детали.
Для горячей объемной ковки и штамповки применяют два вида горячих штампов: открытые, имеющие только нижние ручьи, и закрытые, имеющие ручьи в обеих половинках штампа. Они могут быть одно– и многоручьевыми.
В зависимости от конструкции и массы штампуемой детали штампы могут быть одноместными (для одной детали) и многоместными (для штамповки двух и более деталей).
По сравнению со свободной ковка в штампах имеет ряд преимуществ: большая производительность, меньшая стоимость производства при значительных объемах выпуска поковок, более высокие механические свойства поковок, меньший расход материала, возможность изготовления заготовок сложной формы, по форме приближающихся к готовым деталям, получение более точных размеров и чистой поверхности, простота работы, а также возможность использования работников сравнительно низкой квалификации.
Для ковки или горячей штамповки металл, в зависимости от производственных возможностей, может нагреваться в горнах, газовых или мазутных (нефтяных), электрических печах или на специальных электрических установках.
Перед закреплением штампа на молотах или прессах следует провести его наружный осмотр. Поврежденные или вышедшие из строя штампы использовать нельзя. Исправные штампы нужно правильно установить и надежно закрепить. Затем штамп подогревают до температуры 200–300 °C и выполняют пробную поковку из материала изделия.
При использовании свинца в качестве металла для проверки правильности установки штамп подогревают до 100–150 °C. Нельзя использовать штампы, если в процессе штамповки они нагрелись до температуры 500 °C; в этом случае следует прервать работу. Перед тем, как приступить к ковке, матрицу нужно смазать смесью масла с графитом или обсыпать тонким слоем мокрых опилок. Таким образом поковку предохраняют от приваривания к стенкам ручья. Нагретый и подготовленный к обработке материал нужно очистить от окалины. Очистка производится ударами или поливанием водой.
Холодная обработка
Холодной обработкой металла давлением, обычно называемой холодной штамповкой, холодным волочением или выдавливанием, называется обработка с целью изменения внешних форм металла за счет давления без изменения его физико-механических свойств. Холодная обработка металла давлением обычно осуществляется при комнатной температуре или при температуре ниже температуры рекристаллизации.
Штамповкой называется процесс придания изделию формы в штампе (в холодном или подогретом состоянии) с нарушением или без нарушения целостности (сплошности) материала.
По числу выполняемых операций штампы делятся на одно– и многооперационные.
Применяются следующие виды холодной штамповки: без физического отделения материала и без нарушения его сплошности; с отделением материала и нарушением его сплошности.
К процессам штамповки листового пли полосового материала, при которых материал отделяется или нарушается его сплошность, относятся: отрезание или разрезание заготовки на части с помощью ножниц или штампов, вырубание и пробивание заготовки для получения ее определенного внешнего или внутреннего контура (производится, как правило, в штампе); обрезание по наружному контуру на ручных вибрационных или механических ножницах; надрезание на определенную длину (производится на ножницах или в штампах) и др.
К процессам штамповки, при которых производится изменение формы заготовки без отделения материала и нарушения его сплошности, относятся:
гибка – изменение формы оси заготовки; производится в тисках, на гибочных штампах и прессах;
вытягивание – получение из листового материала заготовок со сложными пространственными формами. Может выполняться без утонения и с утонением стенок. Производится в штампах или обтяжкой на давильных станках;
обжатие – местное уменьшение поперечного сечения полой детали, полученной вытягиванием, или детали, изготовляемой из трубы. Производится в матрице штампа;
формование – получение из листа или ленты заготовок с пространственной формой. Производится в вытяжных и формовочных штампах;
выпучивание – придание листу или ленте пространственных форм за счет штамповки в резину, взрывом или с использования электрогидравлического или магнитно-импульсного эффекта;
разбортовывание – образование бортиков, фланцев и других подобных элементов формы; производится вручную или в штампе.
Штампом называется приспособление, служащее для изготовления деталей способом пластической деформации при помощи давления.
К основным типам штампов относятся: вырубные, вытяжные, чеканочные, гибочные, фланцовочные.
Вырубной штамп служит для вырубки из листового материала (стальной лист и лента, лист и лента из цветных металлов, бумажные изделия, кожа, искусственные материалы) изделий разных, в том числе и сложных, форм. Основные элементы вырубного штампа – пуансон и матрица.
Гибочные штампы используют для правки металлических листов, для сгибания или заворачивания края изделия.
§
Для пластической обработки металлов используются молоты, прессы и давильные станки.
Различают следующие виды молотов: для свободной ковки (паровоздушные, воздушные, рычажные, пружинные) и для ковки в штампах (паровые, паровоздушные двухстороннего действия, падающие с фрикционными дисками и др.).
Кузнечные прессы делят на следующие виды: для резания, механические для ковки в штампах, кузнечные гидравлические, винтовые для гибки. Прессы для штамповки делятся на кривошипные, эксцентриковые, вытяжные; гидравлические прессы – на единичного, двойного, тройного действия, для штамповки диафрагм с гидравлической подушкой, для вытягивания. К ним относятся также давильные станки.
К основному кузнечному инструменту относятся: наковальня, ручной молот, зубило, пробойник, кузнечная оправка, инструмент для долбления, гладилка, гвоздильня, кузнечная форма и различного вида кузнечные клещи (рис. 37).
Рис. 37. Кузнечный инструмент для ручной ковки
К вспомогательным инструментам относятся: совковая и обычная лопаты, крючок, стальной лом, капельница и щетка (рис. 38) и др.
Рис. 38. Вспомогательный инструмент для обслуживания кузнечного горна
Основной инструмент для горячей обработки металлов давлением – это специальный кузнечный топор, надставка, закладочный материал, гладилка, подкладной штамп, пробойник, пережим, а также кузнечные клещи (рис. 39).
Рис. 39. Кузнечный инструмент для свободной механической ковки
Выдавливание – это формование листового металла по определенной деревянной или металлической модели, вращающейся на шпинделе давильного станка, с использованием специальных инструментов.
Различают два вида давильных станков: с люнетом и с крестовым суппортом.
Выдавливание листового материала (рис. 40, а, б) выполняется с помощью ручного или суппортного инструмента, называемого да-вильником. Ручной давильник куется из стального или латунного прутка с разной формой ручек – полированной и закругленной (рис. 40, в).
Рис. 40. Схема выдавливания (а, б) и ручной давильный инструмент (в)
При выдавливании на давильных станках используются следующие виды моделей: пустотелые, составные и эксцентриковые. Модели могут быть деревянные, стальные, чугунные, латунные или алюминиевые.
6. ОБЩИЕ СВЕДЕНИЯ О СВАРКЕ[4]
Газовая сварка
Сваркой называется процесс получения неразъемного соединения металлов в результате нагревания их источником тепла до состояния оплавления в месте соединения, давления или трения. Сварку выполняют с добавлением или без добавления присадочного материала.
Различают следующие виды сварки: газовая, дуговая, электрошлаковая, стыковая электрическая, атомная, плазменная давлением, трением, кузнечная. В настоящее время все более широкое распространение получают такие новые виды сварки, как индукционная, ультразвуковая, диффузионная, в вакууме, электронно-лучевая в вакууме, лазерная, взрывом.
Газовая сварка – это сварка с использованием пламени, получаемого при сгорании смеси различных горючих газов с кислородом.
Горючим газом, используемым для сварки, может быть: ацетилен, водород, светильный газ, пары бензина и пары бензола. Используемый горючий газ определяет вид газовой сварки (например, водородная, ацетиленовая сварка).
К основному и вспомогательному оборудованию и инструменту, используемым при ацетилено-кислородной сварке, относятся: ацетиленовый генератор или баллоны с ацетиленом, кислородом, горелка с набором наконечников, резиновые шланги, редукторы, плоские ключи по размерам гаек редукторов, а также гаек, соединяющих наконечники шлангов и наконечники горелок, ключ к вентилям баллона с ацетиленом, щиток с темными очками, тележка для перевозки баллонов, стальная щетка, молоток и клещи. Рабочее место сварщика может быть стационарным и передвижным.
Перед закреплением редуктора на баллоне следует открыть вентиль баллона с целью его продувки. После установки редуктора на баллон необходимо слегка отвинтить регулировочный болт редуктора и плавно открыть вентиль. Резкое открытие вентиля баллона может вызвать повреждение редуктора. В обратном порядке следует выполнить все операции после окончания работы. Декомпрессия манометров наступает при открытии кранов горелки.
Не допускается обслуживание вентиля кислородного баллона и редуктора руками, загрязненными смазкой или маслом (или смазывание этих деталей). При соприкосновении сжатого кислорода со смазкой или маслом образуется взрывоопасная смесь.
Ацетилен – это горючий газ, в чистом виде бесцветный, без запаха и неядовитый (неприятный запах из-за примесей имеет промышленный ацетилен). Ацетилен для сварки получают в генераторах в результате взаимодействия воды и карбида кальция. При разложении 1 кг технического карбида кальция выделяется около 235–285 л ацетилена и 1675 кДж (400 ккал) тепла. Масса одного кубического метра ацетилена при температуре 0 °C – 1,17 кг. Температура ацетилено-кислородного пламени достигает 3200 °C. Ацетилен в сжатом состоянии (до 1,5 ата) и в смеси с кислородом или воздухом является взрывоопасным.
Ацетилен и карбид кальция должны храниться в отдельном сухом и проветриваемом помещении. Ацетиленовый генератор также должен находиться в отдельном помещении.
В зависимости от давления ацетилена различают генераторы низкого (0,001–0,01 Мн/м2, 0,01–0,1 ата), среднего (0,01–0,15 Мн/м3, 0,1–1,5 ата) и высокого давления (свыше 0,15 Мн/м2, 1,5 ата). По способу загрузки генераторы делятся на ручные и автоматические.
В зависимости от принципа взаимодействия карбида кальция и воды генераторы подразделяются на три разновидности: «карбид кальция в воду», «вода подается на карбид» и контактной системы «вытеснением».
Основные части генератора: емкости для карбида кальция, для воды и для газа. К вспомогательному оборудованию относится фильтр и водяной предохранительный затвор.
Существует три вида водяных предохранительных затворов: низкого, среднего и высокого давления. Водяные предохранительные затворы бывают мембранные и безмембранные. Наибольшее распространение получили мембранные затворы. Независимо от давления водяные предохранительные затворы делятся на магистральные (установленные на генераторе) и сетевые (в сети перед рабочим местом).
Ацетиленовый баллон служит для хранения растворенного ацетилена. Баллон изготавливается горячей глубокой штамповкой или сваркой из стального листа. Внутри баллон заполнен пористой массой (древесным углем). На шейке баллона указаны его техническая характеристика и дата испытания. В верхней части баллона находится стальной вентиль, к которому с помощью хомута и нажимного винта крепится редуктор. Стальной баллон содержит около 6 м3 ацетилена, разведенного в ацетоне и сжатого под давлением 16 ата. При необходимости расходования более 800 л ацетилена в час последовательно соединяют два или три баллона.
Кислородный баллон емкостью 40 л предназначен для хранения 6000 л кислорода, сжатого под давлением до 15 Мн/м3 (150 ата). Баллоны изготавливают из высококачественной стали и наполняют газом с помощью специального оборудования на специализированных предприятиях.
Кислородные баллоны окрашивают в голубой или синий цвет, а ацетиленовые – в белый. Ацетиленовый баллон немного ниже кислородного. Если краска стерта, кислородный баллон отличают от ацетиленового по запаху (открыть вентиль баллона), по звуку удара по баллону (кислородный баллон издает чистый звук), по высоте баллона и по вентилям.
Газовые шланги, как и газовые баллоны, окрашивают в различные цвета. В голубой или синий окрашены кислородные шланги, а в серый или красный – ацетиленовые.
Ацетиленовые шланги нельзя подсоединять к кислородным баллонам, и наоборот. Несмотря на то, что внутреннее сечение ацетиленовых шлангов составляет 8 мм, а кислородных – 6 мм, прочность ацетиленовых шлангов значительно меньше. Шланги длиной свыше 5 м нельзя использовать для генератора низкого давления, так как при этом давление ацетилена может снизиться. Соединение коротких отрезков шлангов должно быть прочным и герметичным. Новые шланги необходимо продувать.
Газовая горелка предназначена для смешивания в необходимых пропорциях горючего газа с кислородом и для формирования необходимого для сварки пламени определенных интенсивности, силы, размеров и формы.
По способу подачи газа и кислорода в смесительную камеру различаются горелки инжекторные или низкого давления и безинжектор-ные одинакового высокого давления газа и кислорода.
Горелки инжекторного типа (низкого давления) оснащаются сменными наконечниками от № 0 до № 7. При расходе ацетилена 25–2300 л/ч ими можно сваривать сталь толщиной от 0,2 до 30 мм. Безинжектор-ные горелки работают при давлениях ацетилена выше 0,5 ата.
При сварке можно пользоваться только исправной горелкой, прочно соединенной с рукояткой. Следует соблюдать следующие правила: не смазывать маслом детали горелки (грозит взрывом), наконечники содержать в чистоте, не выполнять самостоятельно никакого ремонта, использовать нужное давление кислорода, отверстие наконечника закрывать медной проволокой. Нарушение правил эксплуатации может привести к отдельному хлопку или продолжительной «стрельбе» горелки, к обратному удару пламени через камеру смешивания к ацетиленовому шлангу.
Ацетилено-кислородное пламя должно быть светлым с ограниченным ядром. При таком пламени на расстоянии 2–5 мм от ядра достигается температура около 3200 °C.
При избытке кислорода образуется ядро меньшего размера, пламя приобретает светло-фиолетовый цвет. При избытке ацетилена пламя светлое, удлиненное.
Для подготовки материала к сварке необходимо выполнить скос и зачистку кромок свариваемых деталей, их пригонку и предварительную прихватку, а также подогрев материала (в случае если он пружинит).
Скос кромок свариваемых деталей выполняется для того, чтобы сварщик имел возможность наплавить материал по всей толщине. На материалах толщиной до 4 мм скос не выполняется; они только зачищаются и подгоняются. На материалах толщиной более 4 мм делается односторонний скос в форме буквы Y, на материалах толщиной более 12 мм – двухсторонний скос в форме буквы X.
Различают три вида ацетиленовой сварки: влево, вправо и вверх. Кроме того, в зависимости от положения шва различаются горизонтальная, настенная (вертикальная), потолочная сварка, а также сварка под углом.
Газовой сваркой можно соединять металлические листы толщиной от 0,4 до 40 мм.
Сталь обычная (низкоуглеродистая – с малым содержанием углерода) сваривается хорошо и легко с помощью ацетилено-кислородно-го пламени. В качестве присадочного материала используют стальные прутки (табл. 26).
Таблица 26
Размеры наконечников горелок и диаметров прутков

Улучшения качества шва добиваются горячей ковкой (цвет ярко-красный) и отжигом. Как внутренние швы, так и швы внахлестку при сварке стальных листов толщиной боле 40 мм нужно выполнять электрической дугой. Среднеуглеродистые стали следует сваривать как можно быстрее, за один проход, так как может произойти выгорание углерода, перегрев стали и образование шлака в шве. После сварки высокоуглеродистой стали шов необходимо подвергнуть ковке при температуре 800 °C. После сварки и ковки изделия следует отжечь. Изделия из высокоуглеродистой стали отжигают при температуре 920 °C, а после остывания вновь отжигают при температуре 650 °C. Средне-углеродистую сталь отжигают при температуре 800 °C. Хромонике-левые и никелевые стали сваривают, используя флюсы, пасты и присадочные материалы. Стальные отливки с температурой плавления 1400–1500 °C сваривают так же, как сталь.
Чугун можно сваривать в холодном или в подогретом состоянии. Чтобы не было пережогов свариваемых изделий, их следует перед сваркой разогреть, а после сварки охладить в горячем песке или в золе.
Мягкий шов получают, сваривая изделия чугунными прутками с примесью кремния. Из-за большой текучести расплавленного чугуна сварка должна быть горизонтальной. Кроме того, ее нужно выполнять быстро, за один проход. Флюсы при сварке используются с целью образования шлака, который предохраняет расплавленный металл от адсорбции газов и образования пузырьков.
К наиболее часто встречающимся видам брака при сварке относятся: излишнее или недостаточное расплавление металла, пережог, окисление или науглероживание, прихватывание материала, излишек или недостаток присадочного материала в шве (пористость шва), уменьшение толщины стенок материала, а также низкое качество сварного шва в его начале и конце.
§
При электрической сварке нагрев металла производится с помощью электричества. В зависимости от принципа превращения электрической энергии в тепловую различают следующие виды сварки: дуговая, электрошлаковая, контактная, индукционная и электронно-лучевая.
Вид дуговой сварки зависит от используемого электрода. Применяются угольные (способ Бенардеса) или металлические электроды (способ Славянова).
Дуговую электрическую сварку можно применять для сварки металлических листов толщиной 1–80 мм. Применение электрошлаковой сварки позволяет сваривать материалы значительно большей толщины.
Электрическая дуга представляет собой мощный продолжительный электрический разряд в газах, который сопровождается выделением значительного количества тепла и света. Электрическая дуга при сварке называется сварочной. Она служит для расплавливания свариваемых частей изделия и электрода, металлом которого заполняется сварной шов. Дуга может возникнуть вследствие образования искры между электродами, расположенными на небольшом расстоянии друг от друга или вследствие соприкосновения электродов и последующего их некоторого разведения.
К инструменту для дуговой сварки может быть подведен постоянный или переменный ток.
Температура электрической сварочной дуги достигает 6000 °C при рабочей температуре в зоне сварки порядка 3500 °C. Электрическая дуга постоянного тока имеет более высокую температуру на положительном полюсе, в то время как дуга переменного тока имеет наивысшую температуру на обоих полюсах. Температура электрической сварочной дуги зависит от силы электрического тока, протекающего через дугу. Чем больше сила тока, тем больше выделяется тепла, поэтому можно расплавить более толстый материал и использовать более толстый электрод. По мере отдаления электрода от свариваемого материала количество выделяемого тепла уменьшается.
Для дуговой сварки применяются переносные и стационарные сварочные агрегаты. В качестве переносных используют сварочные трансформаторы, в качестве стационарных – сварочные генераторы и выпрямители. Они могут быть одно– и многопостовыми с приводом от электродвигателя или двигателя внутреннего сгорания.
Для дуговой сварки необходимы сварочный трансформатор или сварочный генератор вместе с кабелем низкого напряжения соответствующего сечения, рабочее место с электрододержателем, приспособлениями и защитными щитами.
При дуговой сварке сварщик должен иметь защитную маску с темным стеклом, держатель для электродов, инструмент для удаления шлака (молоток, зубило), стальную щетку, рукавицы и специальную обувь.
Различают два основных вида электродов для дуговой сварки: металлические и угольные. Металлические электроды могут быть голые, трубчатые (в которых флюс находится внутри трубки) и обмазанные.
Металлические электроды изготавливаются толщиной 2–6 мм и длиной 350–450 мм. Они подразделяются на электроды для сваривания углеродистых и легированных конструкционных сталей, для сваривания легированных жаропрочных сталей, для сваривания высоколегированных сталей с особыми свойствами и для наплавки поверхностей. Диаметр электрода зависит от толщины свариваемого металла (табл. 27).
Таблица 27
При сварке металлов необмазанным электродом в связи с окислением сварного шва и насыщением его азотом шов получается хрупким, с газовыми включениями. При применении обмазки электрода металл не поглощает азот и не окисляется. Это ведет к улучшению механических свойств шва. Кроме того в металл шва из обмазанного электрода проникают такие составляющие, как марганец, никель, хром, кремний, титан и др.
Обмазка электрода, расплавляясь, оставляет на поверхности сварного шва шлак, который защищает металл от воздуха, что ведет к постепенному охлаждению металла и, в свою очередь, к свободному выделению газов из шва, а также к уменьшению напряжений в шве. В зависимости от соединяемых материалов используются электроды с обмазкой различного химического состава.
По толщине обмазки электроды делятся на тонкообмазанные (0,2–0,4 мм), среднеобмазанные (от 0,5–до 0,8 мм) и толстообмазан-ные (0,9–1,5мм).
Для сварки малоуглеродистых сталей широко применяются электроды марок АНО-4, УОНИ-13/45 и др. В обмазку этих электродов входит 53 % мрамора, 18 % плавикового шпата, 9 % кремнезема, 15 % фер-ротитана, 3 % ферросилиция и 2 % ферромарганца.
Используются также специальные обмазанные электроды, предназначенные для сварки меди, бронзы, чугуна, алюминия, жаропрочной и нержавеющей стали. Химический состав таких электродов близок к химическому составу свариваемого материала.
Ручной дуговой сваркой можно получить следующие сварочные соединения: стыковое, внахлестку, угловое, тавровое а также ряд других, в том числе опорное, крестообразное. Различают следующие виды швов: отбортованные, стыковые, угловые, с отверстием, прорезные, а также одно– и многослойные.
Сварочное оборудование к источнику тока должен подключать квалифицированный электрик.
Силу тока при сварке подбирают в зависимости от толщины и вида электрода, вида и толщины свариваемого материала, вида соединения и положения сварки, а также от температуры плавления свариваемого изделия.
Сварка стали с малым содержанием углерода (мягкая сталь) при правильно подобранных электродах и силе тока не представляет особых затруднений.
Сталь с содержанием углерода выше 0,25 % сваривать сложнее. Материал вокруг шва во время сварки нагревается, а затем быстро охлаждается, становясь твердым и хрупким. Устранить эти недостатки сварки, как и перегрев материала, можно путем отжига при температуре 900 °C.
Для сварки углеродистой стали с содержанием углерода выше 0,35 % следует применять соответствующие электроды.
Легированные стали следует сваривать после предварительного ознакомления с их механическими свойствами и химическим составом, температурой нагрева и охлаждения, используя правильно подобранные электроды.
Дуговую сварку чугуна при ремонте изделий или устранении литейных дефектов выполняют без нагрева или с нагревом свариваемого изделия. При сварке с подогревом изделия нагревают до температуры 500–700 °C и сваривают чугунными электродами. После окончания сварки изделие нужно постепенно охладить.
Частично ограничить деформации, возникающие при сварке, можно следующими способами: уложить или установить свариваемые элементы перед сваркой под таким углом, чтобы после сварки под влиянием усадки металла они приняли нужное положение; установить или уложить свариваемые элементы в приспособления так, чтобы они не подвергались деформации (при этом, правда, могут появляться пузырьки в шве); сваривать элементы так, чтобы происходило взаимное гашение напряжений, появившихся в швах в результате прихватки элементов. При этом большое значение имеет правильный выбор швов, а также соблюдение последовательности операций при формировании шва.
§
Для газокислородного резания металлов применяют водород, ацетилен, природный и нефтяной газ и др. При этом используются специальные резаки с мундштуками на конце, позволяющие смешивать газы и формировать необходимую форму пламени.
Перед газокислородной резкой необходимо отрегулировать пламя горелки для нагревания металла при закрытом газопроводе, по которому поступает кислород. После регулировки пламени металл нужно подогреть до 1200–1300 °C (ярко-красный цвет), а затем открыть кран дополнительного кислородного газопровода и начать резку металла. Продвижение горелки при резке металла должно быть постепенным и равномерным. Скорость продвижения горелки зависит от толщины разрезаемого материала. Разрезаемый металл должен быть очищен от грязи и коррозии. Горелка должна быть исправной, а мундштук следует подбирать по толщине разрезаемого материала.
Используются два способа газокислородного резания металла: ручное и машинное.
Ручное газокислородное резание производится резаком инжекторного типа. При давлении ацетилена 0,001–0,15 Мн/м2 (0,01–1,5 ата) и давлении кислорода 0,3–1,2 Мн/м2 (3–12 ата) можно разрезать сталь толщиной до 300 мм.
Машинное резание металла толщиной 3–100 мм производится с помощью специальных переносных приспособлений и газорезательных машин типа ПЭЛ-60, ПВЛ-60.
Автоматическое газокислородное резание может производиться газорезательными автоматами АСШ-2, АСШ-70, «Одесса» и др.
Для получения ровной линии резки при газовой резке металла применяется каретка. Она крепится к наконечнику горелки и передвигается вдоль линейки или шаблона.
Резать газокислородным пламенем можно не все металлы, а только те, которые удовлетворяют следующим требованиям: температура сгорания металла должна быть ниже, чем его температура плавления; температура плавления окислов металла должна быть ниже температуры плавления металла. Это углеродистые стали с содержанием углерода до 0,7 %. Стали с большим содержанием углерода, а также чугуны и высоколегированные стали, цветные металлы и их сплавы обычными способами не режутся.
6.4. Требования безопасности и охраны труда[5]
Большое количество карбида кальция следует хранить в специально построенных и оборудованных для этой цели помещениях. В местах использования ацетилена количество карбида не должно превышать дневной нормы расхода. Ни на складах карбида, ни вблизи них нельзя курить и зажигать огонь.
Газовые баллоны нужно транспортировать с соблюдением всех мер предосторожности: не бросать и не катить, предохранять от ударов и сотрясений. При транспортировке на дальние расстояния по железной дороге или автотранспортом газовые баллоны нужно устанавливать в специальные рамы. При транспортировке на короткое расстояние следует использовать специальные тележки.
Газовые баллоны при хранении на складах должны быть установлены вертикально и закреплены (от падения) пояском, цепочкой или штангой.
Следует избегать длительного нахождения баллона на солнце; если он нагрелся – охлаждать водой.
Недопустима смазка вентиля кислородного баллона и приближение к нему с загрязненными смазкой руками. Смазка или масло в соприкосновении со сжатым кислородом и горючим газом могут привести к возникновению взрывоопасной смеси.
Вентиль баллона после окончания работы и при транспортировке следует закрывать колпаком.
Если в помещении вспыхнул пожар, следует как можно быстрее вынести газовые баллоны в безопасное место. Газовые баллоны, а также ацетиленовые генераторы следует устанавливать на расстоянии не менее 5 м от открытого огня.
Поврежденные цистерны, в которых транспортировались или хранились легковоспламеняющиеся вещества, можно ремонтировать с применением сварки только после их очистки и мойки. Для предохранения от возможного взрыва находящихся внутри остатков горючих веществ или их паров желательно перед сваркой заполнить их инертным газом или водой.
Цистерны для легковоспламеняющихся веществ, даже много лет не используемые, представляют наибольшую опасность для сварщика. Такие цистерны необходимо как следует очистить, промыть, наполнить водой и только после этого сваривать.
Необходимо контролировать герметичность мест соединения резиновых газовых шлангов и отдельных частей генератора. Наиболее простой и безопасный способ проверки герметичности состоит в смазке проверяемых мест мыльной водой. При утечке газа в мыльной воде сразу же появляются пузыри.
Помещение сварочного участка должно быть светлым, просторным и хорошо вентилируемым. Сварка в маленьких и плохо проветриваемых помещениях очень вредна для здоровья работающих, особенно сварка цинка, олова или изделий, покрытых суриком или смазками.
§
Общие положения
Различают три основных типа производства: единичное (единичный выпуск различных изделий), серийное (выпуск партиями изделий одинаковой конструкции в определенные промежутки времени) и массовое (выпуск большого количества изделий одного вида и конструкции на протяжении длительного времени).
Серийное производство, в свою очередь, подразделяется на мелкосерийное, серийное и крупносерийное.
Производство относят к тому или иному типу в достаточной мере условно. Тип производства характеризуется коэффициентом закрепления операций за одним рабочим местом или единицей оборудования, который представляет собой отношение числа различных операций О, необходимых для производства продукции, к числу рабочих мест, на которых выполняются эти операции Р:
Кз.о. = О / Р
Типы производства характеризуются следующими значениями коэффициента закрепления операций (табл. 28):
Таблица 28
Взаимозаменяемостью называется такое свойство выполненных отдельных деталей, которое дает возможность без дополнительной обработки или подгонки соединять их во время сборки или при замене поврежденных или вышедших из строя в процессе эксплуатации деталей с сохранением заданного качества изделия.
Производство взаимозаменяемых деталей дает возможность специализировать предприятия, что снижает затраты на изготовление этих деталей, увеличивает производительность труда, а также исключает ручную доработку деталей в процессе сборки и ремонта.
Для изготовления какой-либо детали заготовку (отливку, поковку, штамповку) подвергают механической или другим видам обработки в соответствии с требованиями чертежа и технических условий. Заготовки должны иметь определенные припуски на обработку, обеспечивающие получение деталей в пределах заданных чертежом конфигурации (формы), размеров и допусков на их выполнение, а также определенные физико-механические свойства обработанных поверхностей.
Величина припуска на обработку зависит от вида материала, величины и массы детали, объема ее выпуска (объема производства), способа изготовления заготовки, а также от требований точности и шероховатости обрабатываемых поверхностей на детали.
§
Поверхности всех деталей после механической обработки не являются идеально гладкими, так как режущие кромки инструмента оставляют на поверхности следы в виде определенных неровностей и гребешков.
Совокупность всех неровностей с относительно малыми шагами на базовой длине называется шероховатостью.
Основными характеристиками шероховатости обработанных поверхностей являются высотные и шаговые параметры. К высотным относятся среднее арифметическое отклонение профиля, высота неровностей профиля по десяти точкам и наибольшая высота неровностей профиля. Шаговыми параметрами шероховатости являются средний шаг неровностей и опорная длина профиля.
Шероховатость поверхности характеризуется также рядом дополнительных параметров: радиусы закругления выступов и впадин микронеровностей, угол наклона боковых сторон микронеровностей и направление штрихов обработки на поверхности детали.
Шероховатость поверхности обозначается специальными знаками и вписанными над ними величин допустимой шероховатости в микрометрах.
Размеры детали, которые указываются на техническом чертеже, называются номинальными, а размеры, фактически получаемые в результате обработки детали, называются действительными. Действительный размер всегда немного отличается от номинального, так как на практике получить номинальный размер почти невозможно.
С целью достижения определенной точности выполнения детали на чертеже указывается допуск на номинальный размер, определяющий границы допустимой ошибки при изготовлении. Допуску на номинальный размер соответствуют предельные размеры, в рамках которых деталь считается годной.
Верхний и нижний предельные размеры определяются допуском на номинальный размер. Больший из двух размеров, обычно обозначаемый буквой В, – это верхний предельный размер; меньший, обозначаемый буквой А, – нижний предельный размер.
Допуск на размер Т является арифметической разницей между верхним и нижним предельными размерами:
Т = В – А.
Отклонением от номинального размера называется арифметическая разность между верхним или нижним предельными размерами и номинальным размером D. При этом верхнее отклонение определяется как
G = В – D,
а нижнее –
F = D – А.
Если верхний предельный размер больше номинального, то отклонение ставится со знаком плюс; нижнее отклонение имеет знак минус. Когда один из предельных размеров равен номинальному, то отклонение равно нулю и в чертежах не ставится.
Величину допуска можно определить по разности между верхним и нижним предельным размерами.
Различают следующие виды допусков: симметричный – оба отклонения имеют одинаковую величину и отличаются только знаком; асимметричный – одно отклонение равно нулю; асимметричный двухсторонний – величины и знаки отклонений различны; асимметричный односторонний – оба отклонения имеют одинаковые знаки.
Посадки
Посадкой называется взаимное соединение двух деталей машин с одинаковыми номинальными размерами и их определенными отклонениями.
Целью посадок является достижение правильного (в соответствии с технической документацией) соединения элементов и деталей машин для их совместной работы, а также обеспечение взаимозаменяемости при сборке и ремонте в эксплуатации. Посадка определяет характер соединения двух деталей, зависящий от зазора или натяга, полученных в результате их обработки, при сборке машины.
Система допусков по посадкам разделяется на систему отверстия и систему вала.
Зазором называется положительная разница между размерами отверстия и вала. Зазор тем больше, чем больше разница между действительным размером отверстия и действительным размером вала.
Натягом называется положительная разность между размером вала и размером отверстия. Натяг возникает, когда размер вала больше размера отверстия. При этом зазор отсутствует.
В системе допусков предусмотрено три вида отклонений от номинального размера: верхнее, нижнее и основное. Основное отклонение – это отклонение, ближайшее к нулевой линии. Оно определяет положение поля допуска относительно номинального размера.
Поля допусков обозначаются буквами латинского алфавита, для отверстий прописными (А, В, С, D и др.), для валов – строчными (а, b, с, d и др.).
Все возможные размеры до 3150 мм разбиты на интервалы, которые образуют три группы размеров: до 1 мм, от 1 мм до 500 мм и от 500 мм до 3150 мм. В каждой группе предусмотрены различные ряды полей допусков и рекомендуемые посадки, из которых предпочтительными являются посадки в системе отверстия.
Поле допуска отверстия Н является основным в системе отверстия, его нижнее отклонение равно нулю. Основным для вала является поле допуска h, его верхнее отклонение равно нулю.
Посадки делятся на три группы: с гарантированным натягом (прессовые), с гарантированным зазором (подвижные) и переходные.
Допуском посадки называется разница между наибольшим и наименьшим зазором в посадках с зазорами и разница между наибольшим и наименьшим натягом в посадках с натягом. В переходных посадках допуск посадки равен разности между наибольшим и наименьшим натягом или сумме наибольшего натяга и наибольшего зазора.
Допуск посадки также равен сумме допусков на отверстие и вал.
В системе вала основным является вал, верхнее отклонение диаметра которого равно нулю. В посадках по системе вала различные зазоры и натяги получают соединением различных по диаметру отверстий с основным валом.
В системе отверстия основным является диаметр отверстия, нижнее отклонение которого равно нулю. В посадках по системе отверстия различные зазоры и натяги получают соединением различных по диаметру валов с основным отверстием.
Посадка в системе отверстия обозначается путем проставления номинального размера, символа посадки отверстия (большая буква), а затем числа, обозначающего квалитет точности.
Посадка в системе вала обозначается путем проставления номинального размера, затем символа посадки вала (маленькая буква), а также числа, обозначающего квалитет точности.
В машиностроении преимущественно используется система отверстия, так как она дает возможность уменьшить количество потребных размеров режущего и мерительного инструмента для выполнения отверстий. Изготовление вала с размером в пределах нужной посадки значительно проще изготовления отверстия.
Предпочтительные посадки – это рекомендуемые и чаще всего используемые посадки. В таблицах посадок предпочтительные посадки выделяются рамками.
Измерения
Целью измерений является систематический контроль выпускаемых изделий, а также проверка соответствия полученных в процессе обработки размеров требуемым (по чертежам и техническим условиям) допускам.
По способу получения значений измеряемых величин методы измерений подразделяются на абсолютные и относительные, прямые и косвенные, контактные и бесконтактные.
Абсолютный метод измерения характеризуется определением всей измеряемой величины непосредственно по показаниям измерительного средства (например, измерение штангенциркулем).
Относительное (сравнительное) измерение – это метод, при котором определяют отклонение измеряемой величины от известного размера, установочной меры или образца (например, контроль с помощью индикаторного устройства).
При прямом методе измерения при помощи измерительного средства (например, микрометра) непосредственно измеряется заданная величина (например, диаметр вала).
При косвенном методе измерения искомая величина определяется путем прямых измерений других величин, связанных с искомой определенной зависимостью.
Контактный метод измерения заключается в том, что при измерении происходит соприкосновение поверхности измеряемого изделия и измерительного средства.
При бесконтактном методе поверхности измеряемой детали и измерительного средства не соприкасаются (например, при использовании оптических средств или пневматических струйных измерительных устройств).
8. ОБЩИЕ СВЕДЕНИЯ О ДЕМОНТАЖЕ, РЕМОНТЕ И СБОРКЕ[6]
§
Место работы слесаря по ремонту находится при объекте, который подлежит ремонту (возле машины, оборудования, механизма и т. д.). Место работы слесаря по ремонту может быть постоянным или временным в зависимости от величины и места установки объекта ремонта, а также в зависимости от того, подвижный этот объект (может менять место установки с помощью собственных, приводящих его в движение средств) или неподвижный.
Место ремонта объекта оказывает значительное влияние на процесс и качество ремонта. При ремонте объекта, находящегося на открытом воздухе, подверженного воздействиям атмосферных явлений и пыли, а также при отсутствии вблизи объекта технической базы процесс ремонта должен быть организован таким образом, чтобы отрицательные факторы, связанные с местом ремонта, не влияли на его качество.
Желательно, чтобы место ремонта было постоянным. С этой целью на промышленных предприятиях строятся специальные ремонтные цехи и участки в производственных цехах, оснащенные соответствующим оборудованием и механизмами. Если размеры объекта, место его установки или цели, для которых он служит, не дают возможности проводить ремонт в закрытом помещении, следует специально подготовить место ремонта. В таких случаях рекомендуется использовать тенты, настилы, обогревательные устройства, подвижные тележки т. п.
В условиях мастерской или небольшого цеха место работы и объект готовят к ремонту руководители этих подразделений. Ремонт производится либо производственным персоналом, либо ремонтной бригадой.
В крупных цехах и на заводах подготовку к ремонту и ремонт могут осуществлять специализированные ремонтные организации или специализированные ремонтные службы завода и цеха. В случае ремонта оборудования специализированными ремонтными организациями предприятие или цех-заказчик обязаны провести полную подготовку места для ремонта и объекта, подлежащего ремонту, к его демонтажу, разборке и проведению ремонта. Они обязаны обеспечить ремонтной бригаде соответствующие условия для ремонта, снабдить подъемно-транспортными и вспомогательными средствами.
Аварийный ремонт может проводиться на месте постоянной установки или размещения объекта или (в зависимости от сложности ремонта) в условиях специализированного ремонтного участка, цеха или предприятия.
Расположение места аварийного ремонта зависит от степени сложности и необходимого срока ремонта, величины и сложности ремонтируемого объекта, от того, подвижный это объект или стационарный, от выполняемых ремонтируемым объектом функций, от наличия годных запасных деталей и узлов, вышедших из строя при аварии, от сложности заменяемых деталей, от условий и возможности доставки объекта к месту ремонта или ремонтной бригады на место расположения аварийного объекта, а также от расстояния, которое отделяет ремонтную базу или ремонтный участок от стационарного аварийного объекта.
Количество слесарей, занятых ремонтом объекта, зависит от вида и характера ремонта, его трудоемкости, а также от срока окончания ремонта.
Ремонтной бригадой руководит бригадир, а при ремонте больших объектов – мастер или начальник участка. Они отвечают за организацию и сроки проведения ремонтных работ, качество ремонта и безопасные условия труда подчиненного персонала.
Бригадир, независимо от его административно-технических обязанностей и руководства бригадой, должен непосредственно принимать участие в ремонте объекта. Он обязан досконально знать ремонтируемый объект, группу сложности ремонта, технические требования на детали и узлы, подлежащие ремонту или замене, должен осуществлять текущее наблюдение и техническое руководство всеми работами, должен принимать все необходимые решения по возникающим в процессе ремонта вопросам.
§
Основанием и необходимым условием для выполнения ремонта является предварительно разработанный план осмотров и планово-предупредительных ремонтов. Основанием для ремонта может служить также преждевременная потеря объектом точности, мощности, скорости или других параметров, а также его аварийное состояние.
Аварийный ремонт производится в случае неожиданного выхода из строя машины или механизма и связанной с этим остановки производства. Перед началом ликвидации последствий аварии необходимо выяснить причину повреждения и оценить причиненный ущерб.
Перед сдачей объекта в ремонт следует подготовить ремонтную документацию. В этой документации указываются вид и характер ремонта, график ремонта, определяющий сроки начала и окончания ремонта, а также сроки этапов его проведения, спецификация деталей, подлежащих замене при ремонте объекта, спецификация покупных деталей и деталей, подлежащих изготовлению, спецификация необходимых вспомогательных материалов. В случае привлечения для ремонта сторонних организаций (электриков, сантехников и др.) с ними необходимо заключить соответствующий договор. Обязательным является составление сметы на ремонт с соответствующей калькуляцией.
Перед началом ремонта объект следует очистить от грязи, смазки, при необходимости – от старой краски (при ремонте кузовов автомобилей, вагонов, судов и т. д.). Подлежащие ремонту машины или механизмы, отправляемые для ремонта на специализированные ремонтные предприятия, должны быть освобождены от специальных видов оснащения, инструмента и вспомогательного оборудования, не подлежащих ремонту. Передача объекта для ремонта оформляется соответствующим приемно-сдаточным документом, в котором указывается вид необходимого ремонта и комплектность сдаваемого в ремонт оборудования.
Место ремонта объекта также необходимо очистить от грязи, металлического лома и стружки, ненужного материала и средств организации рабочего места (тумбочек, стеллажей, рольгангов и т. д.). Пол должен быть ровным и чистым, без следов смазки и масел. Подход или подъезд к месту ремонта должен быть свободным, а вокруг подлежащего ремонту объекта должна быть достаточная свободная площадь для свободного передвижения ремонтников и размещения снимаемых с объекта при демонтаже деталей и узлов. Помещение, где должен производиться ремонт, должно иметь достаточное освещение, как естественное, так и искусственными источниками (общее и местное – напряжением, соответственно, 220 и 24 В). При ремонтах крупных объектов на месте ремонта необходимо наличие аптечки или пункта оказания медицинской помощи травмированным при ремонте работникам, а также противопожарных средств (огнетушитель, ведро, топор, багор и др.).
При ремонте объекта на открытом воздухе кроме выше указанных мер должно быть предусмотрено устройство тента или перекрытия для защиты работающих от атмосферных осадков и действия прямых солнечных лучей; в зимний период должно быть предусмотрено временное утепление места ремонта.
Перед началом демонтажа (разборки) необходимо произвести наружный осмотр объекта ремонта или ознакомиться с ним по технической документации (чертежам, технических условиям и др.). После ознакомления с объектом ремонта приступают к его разборке. Разборку производят в соответствии с указанной в технической документации последовательностью. Сначала машина или механизм разбираются на отдельные сборочные единицы или узлы, которые, в свою очередь, разбираются на детали.
Для поддержания определенного порядка на рабочих местах при ремонте каждый слесарь-ремонтник должен иметь металлический ящик легкой конструкции или корзину, в которые при разборке в определенном порядке складываются детали. Это обеспечивает сохранность деталей, облегчает проверку их годности, предохраняет от возможных потерь.
Подшипники качения, зубчатые колеса и шкивы снимаются при помощи специальных съемников.
Детали машин или сборочные единицы и узлы неразъемных соединений разбираются с помощью зубила и молотка, сварочного оборудования, ножовки или путем расклепки деталей. Эти операции должны выполняться осторожно, чтобы не повредить поверхности деталей, которые в дальнейшем будут опять использованы.
Демонтаж и разборка деталей и сборочных единиц разъемных соединений выполняются с использованием разного рода ключей, выколоток, различного вида и конструкции съемников, а также других инструментов. Разборку винтовых соединений можно облегчить, смазывая резьбовые детали керосином, маслом или непродолжительное время нагревая гайки.
После разборки детали следует обезжирить и тщательно промыть. Для этой цели используют керосин, а также специальные щелочные или другие составы и химические растворы. Детали промывают в специальных бачках или ваннах; при этом используют кисти или сжатый воздух. В специализированных ремонтных цехах или на участках в ряде случаев применяются специальные моечные машины с подачей моющей жидкости под давлением. После промывки деталей в моющем растворе они должны быть повторно промыты в горячей воде и высушены в струе теплого воздуха.
Промывать детали следует в защитной одежде и очках, соблюдая необходимые меры безопасности.
Очищенную, промытую и высушенную деталь нужно проверить на соответствие требованиям чертежа. Проверка и оценка технического состояния детали покажет, может ли она вновь быть использована в машине. С этой целью следует произвести наружный осмотр детали, проверку ее размеров, а также установить, находятся ли действительные размеры поверхностей детали в пределах допусков, в которых данная деталь может работать. Проверка производится, как правило, с помощью универсального мерительного инструмента.
Основанием для замены детали во время ремонта является выход детали из строя в результате ее износа в процессе эксплуатации, конструктивных недостатков, отклонений в технологии ее изготовления, неправильного обслуживания при эксплуатации или в результате аварии. Если заменяемой детали нет на складе, то вышедшую из строя деталь можно изготовить заново или восстановить путем сварки, наплавки с последующей обработкой или перешлифовкой на ремонтный размер.
Новая деталь изготавливается на основании производственной документации. В случае изготовления детали на специализированном ремонтном предприятии это заказ на изготовление, рабочий чертеж и технические условия. На базе этих документов на ремонтном предприятии разрабатывается технологический процесс изготовления детали.
После получения новой детали перед ее установкой в машину необходимо проверить ее соответствие чертежу и техническим условиям по точности, шероховатости обработки, твердости и другим показателям. Проверка качества детали производится точным мерительным инструментом.
§
Различают сборку, основанную на полной взаимозаменяемости, частичной взаимозаменяемости, селективной подборке деталей, подгонке, а также сборке с регулировкой.
Непосредственно перед началом сборки следует еще раз произвести наружный осмотр всех деталей, входящих в сборочный комплект или узел. При этом необходимо убедиться, что детали соответствуют собираемому узлу или сборочной единице и могут быть установлены на соответствующие места. Перед самой сборкой они должны быть тщательно промыты и (при необходимости) покрыты тонким слоем смазки. Перед сборкой детали, определяющие внешний вид изделия, должны быть загрунтованы и подготовлены к окраске после сборки.
Последовательность сборки деталей и узлов должна быть обратной последовательности разборки. Сборка должна производиться согласно разработанным технологическим картам. Правильная подготовка деталей к сборке ускоряет сам процесс сборки и улучшает его качество.
Заклепочные и болтовые соединения должны обеспечивать надежное и плотное соединение собираемых деталей. Для этого следует использовать хорошо и правильно изготовленные детали (соединяемые детали, заклепки, болты, гайки, шайбы и т. д.), тщательно выполнять подготовительные и основные операции, использовать для выполнения этих операций соответствующий исправный инструмент.
В зависимости от условий работы детали, узла или сборочной единицы, гайки в резьбовых соединениях должны быть установлены на разрезные шайбы, зашплинтованы, законтрены, зафиксированы отгибающимся усиком шайбы или проволочной скруткой.
Оси и валы должны быть выполнены в соответствии с чертежами. Цапфы подшипников должны быть выполнены в соответствии с установленным допуском и величиной допустимой шероховатости, указанными на чертеже; не должно быть радиального и осевого люфта.
Смонтированные на валу подшипники качения не должны иметь люфта и трещин в обоймах. Должна быть выдержана соосность подшипников.
Подшипники скольжения должны быть выполнены и подогнаны шабрением таким образом, чтобы подшипник всей внутренней поверхностью прилегал к поверхности цапфы, а всей наружной поверхностью – к поверхности гнезда в корпусе. Отверстия и канавки для смазки нужно выполнять строго в соответствии с чертежом так, чтобы смазка надежно и постоянно поступала в подшипники.
Условием нормальной работы фрикционных и зубчатых механизмов привода является соосность валов и подшипников. Детали фрикционных механизмов при их сборке должны прилегать друг к другу всей обработанной поверхностью. Монтаж зубчатых цилиндрических колес нужно проводить так, чтобы обеспечивалось правильное зацепление зубьев колес. Правильность зацепления должна достигаться постоянством расстояния между осями валов, на которых смонтированы зубчатые колеса, строгой параллельностью осей и расположением валов и осей в одной плоскости.
Условием нормальной передачи вращательного движения от одного вала к другому является правильная сборка валов и полумуфт на выходных концах валов.
При сборке муфт сцепления цапфы валов должны быть плотно посажены в гнездах подшипников; при этом не должно быть биения. Валы должны быть соосны, а полумуфты должны быть уравновешены.
§
После сборки машины или механизма необходимо провести их осмотр с целью контроля правильности произведенной сборки, ликвидации замеченных недостатков, проверки наполнения маслом или смазкой силовых передач различных механизмов, удаления из собранной машины или механизма забытого инструмента, лишних деталей и вспомогательных материалов.
В процессе ремонта объекта его наружные поверхности или отдельные детали могут утратить товарный вид, может снизиться их сопротивляемость коррозии. Для защиты отремонтированной машины или механизма от коррозии и придания им товарного вида после ремонта и испытания их окрашивают, а детали, не подлежащие окраске, подвергают специальной обработке для придания им коррозионной стойкости.
После осмотра и проверки готовности машины или механизма к работе следует приступить к проверке объекта на холостом ходу, соблюдая при этом правила охраны труда и безопасности.
После проверки машины или механизма на холостом ходу производят повторный осмотр как всей машины, так и ее отдельных узлов и наиболее ответственных деталей. Выявленные при осмотре дефекты должны быть устранены.
В процессе работы машины или механизма на холостом ходу в течение определенного времени (различного для разных машин и механизмов) некоторые дефекты технического состояния или эксплуатационных качеств отремонтированной машины могут быть не выявлены. Поэтому после проверки работы на холостом ходу производится испытание машины под нагрузкой в рабочем режиме. Нагрузку увеличивают постепенно до предельно возможной в эксплуатационных условиях.
Отремонтированную машину (механизм), показавшую в процессе испытания под нагрузкой эксплуатационную исправность и соответствие техническим требованиям, передают заказчику. При передаче составляется акт испытания и передачи, в котором указываются полученные технические данные, отмечаются обнаруженные и неустра-ненные дефекты, а также рекомендации по эксплуатации.
Заказчику выдается также гарантийный талон (обязательство). Для потребителя гарантийный талон или обязательство является документом, подтверждающим, что отремонтированный объект или его отдельные узлы и детали не выйдут из строя в течение гарантийного срока при нормальной эксплуатации и техническом обслуживании объекта в процессе его работы. Если в этот срок отремонтированный объект, его деталь или узел выйдут из строя, или если в течение гарантийного срока будут меняться технические характеристики объекта (точность, скорость и т. д.), мастерская или предприятие, производившие ремонт, обязаны безвозмездно устранить выявленные неисправности своими силами.
По окончании ремонта рабочее место должно быть приведено в порядок. Весь металлический лом, отходы должны быть рассортированы и убраны с территории участка. Очищенный и законсервированный инструмент, приспособления и оборудование, оставшиеся древесину, моющие средства, масла и смазки необходимо сдать на соответствующие склады.
Если ремонт производился на территории заказчика, приведенное в порядок место ремонта сдается заказчику.
Паяние, лужение, склеивание. — киберпедия
Паяние – один из способов образования неразъемных соединений, широко распространенный в современном приборостроении, аппаратостроении и мелком машиностроении.
Склеивание – это сравнительно новый и весьма перспективный метод осуществления неподвижных соединений деталей и узлов. Он также широко используется в приборостроении и аппаратостроении. Как паяние, так и склеивание относится к числу операций, выполняемых в процессе сборки самими сборщиками.
Паянием называется процесс получения неразъемного соединения двух или нескольких металлических деталей, с помощью дополнительно вводимо металла или сплава, называемого припоем и имеющего меньшую, чем соединяемые металлы, температуру плавления. Промежуточный металл или сплав, применяемый при паянии, называют припоем. В зависимости от температуры плавления и механической прочности припоя различают паяние мягкими и паяние твердыми припоями. Кроме припоя при паянии применяют флюся, назначение которых сводится к защите места спая от коррозии при нагреве, обеспечению лучшей смачиваемости его расплавленным металлом и растворению металлических окислов.
Основным инструментом, применяемым при паянии мягкими припоями, являет паяльник.
Приемы плавления.
Ручное паяние мягкими припоями осуществляется с помощью паяльников различных конфигураций. Процесс начинают с подготовки мест спая, затем после припаивания очищают шов. Подготовка мест спая состоит обычно из механической очистки поверхностей деталей, обезжиривания, травления и сборки под пайку.
При паянии газопламенными горелками места спая нагревают пламенем паяльных ламп или газовых горелок.
При паянии погружением деталей в ванну с расплавленными солями припой предварительно, еще в твердом виде, прикрепляют к месту спая деталей.
При паянии в печах детали с заранее нанесенным флюсом и припоем нагревают.
Наиболее рациональным способом является паяние с нагревом токами высокой чистоты. Метод паяния заключается в том, что участок подлежащий нагреву, помещают в электромагнитное поле. В результате создается тепловой эффект, обеспечивающий нагрев детали при паянии. Все способы паяния с нагревом можно разделить на три основные группы:
— ручная периодическая пайка с фиксацией и без фиксации детали в индукторе;
— полуавтоматическая периодическая пайка с фиксацией детали в индукторе;
— автоматическая непрерывная пайка.
Склеивание как метод сборки неподвижных и неразъемных соединений получило в последнее время большое распространение. Основные преимущества склеивания: гладкость наружных поверхностей, лучшая герметичность, экономия веса, снижение трудоемкости и веса.
Технологический процесс клеевого соединения состоит из следующего:
Подготовка поверхностей к склеиванию сводится к очистке от пыли и жира и приданию необходимой шероховатости.
Качество клеевого шва в значительной степени зависит от приемов нанесения клея. Клей следует наносить в одну сторону во избежание попадания в него пузырьков воздуха.
Выдержка после нанесения клея, содержащая растворитель, обязательна.
Сборка и склеивание деталей между собой осуществляется с помощью специальных приспособлений и оборудования. Основным оборудованием для склеивания являются гидравлические или пневматические прессы, вакуумные установки.
Для затвердения клея нужен определенный температурный режим и повышения давления в печах.
Контролю и испытанию клеевого соединения следует придать большое значение. Основной дефект, который часто имеет место при склеивании, — так называемый «непроклей». Качество склейки считается удовлетворительным, если разрушение произошло по материалу детали, а не по клею.
Лужение: Механическая очистка: очистить поверхность до равномерного металлического блеска щетками или шлифованием.
Химическая очистка: обезжирить поверхность водным раствором каустической соды. Лужение поверхности: погружением, подготовить чистую металлическую посуду и заложить олово, расплавить олово, затем взять деталь и погрузить в раствор хлористого цинка, а затем в расплавленное олово и держать 4 – 5 минут.
Растиранием: надеть брезентовые перчатки. Тщательно очистить места лужения. На очищенные места для лужения нанести раствор хлористого кальция и посыпать его порошком нашатыря, равномерно нагреть поверхность паяльной лампой до температуры плавления олова и распределить олово по всей поверхности лужения. После окончательного лужения и охлаждения изделие протереть смоченным песком, промыть водой и сушить в древесных опилках.
Техника безопасности при пайке.
1.При работе с паяльной лампой:
· Работать в помещение без вентиляции запрещается. Перед работай проверять исправность вентиляции.
· Перед началом работы одеть спецодежду.
· Разжигать паяльную лампу на безопасном месте, вблизи кирпичного или специального устройства.
· Нельзя чрезмерно накачивать воздух в резервуар лампы.
· При работе с паяльной лампой: не наливать бензин до края чашечки паяльной лампы, а также в горящую или не остывшую лампу. Разжигать только сухую лампу.
· Гасить лампу надо только путем закрытия регулирующего вентиля.
2.При работе паяльником:
· Перегретый паяльник не следует охлаждать в жидкости.
· Запрещается паяльные работы: на изделиях, используемых до этого для хранения воспламеняющихся материалов.
3.При пользовании кислотами:
· При составлении травильных растворов смешивают только холодные растворы.
· Соляную или серную кислоту хранить в стеклянных бутылях с притертыми пробками.
· При составлении обезжиривающих растворов прибавку каустической соды производить только в холодную воду.
· Во избежание ожога вливать запрещается вливать воду в кислоту. Кислоту вливать в воду тонкой струей.
§
Механизированный слесарный инструмент бывает электрифицированный и пневматический.
Электрифицированный инструмент – это электродвигатель, выполненный вместе с редуктором как одно целое. Редуктор заканчивается шпинделем, в котором крепится рабочий инструмент(сверло, метчик, притир, шлифовальный круг). В корпусе имеется рукоятка и пусковое устройство.
Пневматический инструмент – отличается от электрифицированного тем, что рабочие движения его осуществляются энергией сжатого воздуха. Для этого в корпус встроен поршневой двигатель. Для привода требуется давление сжатого воздуха 5 – 6 кгс. Промышленность выпускает электрические переносные машинки для сверления, резания, рубки, опиливания, зачистки, притирки, нарезания резьбы.
Электрические гайковерты и шпильковерты по внешнему виду почти не отличаются от электросерлилов. Электрические гайковерты и шпильковерты выпускаются многих типов и размеров.
Электрический резьбонарезатель имеет специальное устройство для ускоренного обратного вращения при вывертывании метчика из отверстия. Позволяет нарезать резьбу диаметром до 24 мм.
Электрические и пневматические шлифовальные машинки применяют для зачистки сварных швов от наплывов, удалению заусенцев и других подобных работ. Выпускается несколько типоразмеров. Вместо абразивного круга в головке шлифовальной машинки могут быть укреплены резиновые круги, металлические щетки и круглые напильники. Пользование шлифовальными машинками целесообразно даже при малом объеме обдирочных или зачистных работ.
Электрифицированный слесарный инструмент выпускается для работы на переменном или постоянном токе для напряжения 36, 127, 220, 380. электроинструмент для переменного тока может быть предназначен для работы с чистотой тока 50 герц.
Прежде чем приступить к работе с электрифицированными инструментами необходимо проверить, соответствует ли производственный ток мастерской электрической характеристике инструмента. При пользовании электрифицированным слесарным инструментом следует принять необходимые меры по технике безопасности: заземлить двигатель, работать в резиновых перчатках, под ноги положить резиновый коврик.
Пневматические инструменты, как правило легче по весу, чем электрические и безопаснее в работе. Особенно успешно применяются пневматические клепальные молотки и зубила. Применяя пневматический инструмент, важно следить за исправностью воздушных шлангов, не допуская их замасливания, нельзя соединять или разъединять шланги под давлением воздуха. Смена рабочего органа, любой ремонт инструмента возможны только тогда, когда подача воздуха прекращена и шланги разъединены.
Притирка и доводка.
Притирка – особо точный способ чистовой обработки поверхностей, выполняемый с помощью специальных порошков и паст.
Различают два вида притирки: взаимная – непосредственно соприкасающихся поверхностей и с помощью промежуточного инструмента – притира. Притирка производится при сложном движении притираемых поверхностей. Чем больше различных движений придается изделию и притиру, тем производительнее и точнее процесс притирки, тем чище поверхность.
Притирка может выполняться вручную, при сочетании механического и ручного труда и механически на станках. В качестве притирочных материалов применяются: абразивные порошки, смазочные и связующие вещества, пасты.
Абразивные порошки: алмазная пыль, карбит бора, корунд естественный, наждак. Абразивная способность порошков – скорость, с которой притирается данным порошком обрабатываемая поверхность. Чем крупнее зерно абразивного материала, тем скорее идет процесс притирки, но поверхность получается менее чистой.
Смазывающие и связующие вещества применяют в сочетании с абразивными зернами. Смазывающие вещества: бензин, керосин, машинное, веретенное, касторовое, растительное масла, дизельное топливо, олеиновая кислота. Считается, что керосин ускоряет притирку, а масло, наоборот, уменьшает производительность обработки, но способствует получению более высокой чистоты.
Притирочные пасты. Абразивная способность пасты определяется в микронах толщиной металла, снятого со стальной пластины. Наиболее употребляемая паста ГОИ. Изготовляется 3 видов: грубая – абразивной способностью от 18 до 40 мк; средняя абразивной способностью от 8 до 17 мк; темно – зеленого цвета, и тонкая – абразивной способностью от 1 до 7 мк.
Алмазные пасты выпускаются промышленностью. Изготовляются из алмазных порошков. Применение алмазных паст повышает производительность труда и чистоту поверхности. Они особенно эффективны для притирки твердосплавных материалов. При обработке деталей высокой твердости и хромированных поверхностей чугунные притирки подвергают завалке.
Выполнение притирки.
При ручной притирке цилиндрических отверстий притир закрепляют неподвижно – перемещение получает изделие. При притирке плоскостей твердые абразивные порошки вдавливают в плиту стальным валиком. Пасту наносят на рабочую поверхность плиты ровным тонким слоем без усилий, круговыми движениями перемещают по плите до получения нужной чистоты. Притирка должна обеспечивать плотное прилегание рабочей поверхности тарелки клапана к гнезду, исключающего возможность проникновения газа. Для притирки клапанов двигателей рекомендуется: паста ГОИ (грубая и средняя), порошок электрокорунда в смеси с порошком карбита кремния зеленого, разведенные в керосине с маслом. При притирке коловоротом его оснащают наконечником. На стержень клапана надевают слабую пружину так, чтобы она поднимала клапан на 5 – 10 мм над гнездом, нанося на фаску клапана притирочный материал и вставляют клапан в направляющую втулку. Далее при помощи коловорота клапан вращают вправо и влево, постепенно поворачивая его кругом. Притирку заканчивают после получения на фасках сплошного матового пояска нужной ширины. Тогда, удалив с клапана и гнезда остатки притирочных материалов, окончательно доводят сопрягаемые поверхности на чистом машинном масле. Доводку выполняют за 5 –8 возвратно – вращательных движений коловорота.
§
При выполнении слесарно – сборочных работ все соединения деталей машин подразделяются на разъемные и неразъемные соединения. В группу разъемных соединений деталей машин входят: резьбовые, шпоночные, бесшпоночные, шлицевые, трубные соединения и соединения с гарантированным натягом.
Для сборки и разборки резьбовых соединений применяют ручной и механизированный инструмент. Основным ручным инструментом являются гаечные ключи, которые делятся на открытые, накидные, торцовые, специальные ключи и ключи с регулируемым крутящим моментом, а также отвертки различных конструкций. В современном машиностроении широко используются электрические и пневматические гайковерты, шпильковеры, механизированные отвертки, обеспечивающие значительное повышение производительности труда.
Значительная часть дефектов в работе машин связанна с неправильной сборкой подшипников. Сборка подшипниковых узлов. Забоины, коррозия, отступления от допусков и правильной геометрической формы на посадочных местах под подшипники не допускаются. Все смазочные каналы на валу и в корпусе должны быть тщательно прочищены и продуты сжатым воздухом. Все посадочные места вала и корпуса необходимо покрыть легким слоем смазки и предохранить от засорения. Целесообразно выполнять монтаж подшипников на вал с нагревом. В этом случае подшипник нагревается в ванне с минеральным маслом, не превышающей 100 градусов. Укладывать Подшипники на ванны не допускается, их необходимо подвешивать на крючок.
Разборка подшипниковых узлов.
Снимать подшипники, смонтированные на волу или в корпусе с натягом, следует также при помощи пресса или винтовых и гидравлических съемников.
Очень удобны для снятия подшипников трехтяговый винтовой съемник. Помимо подшипников, с помощью трехтягового съемника спрессовывают шкивы, ролики, шестерни, звездочки, маховики и другие детали. Универсальный двухлапчитый съемник входит в наборы приспособлений для разборки, сборки, регулировки тракторов. В наборах, помимо универсального двухлапчатого съемника, имеются все необходимые подставки, оправки, подкладки и другие переходные детали для распрессовки подшипниковых узлов. Снимать и устанавливать шариковые и роликовые подшипники лучше всего на прессе.
Наиболее распространены в ремонтных мастерских верстачный пресс, монтажно – демонтажный гидравлический пресс и переносные гидравлические прессы.
Чтобы облегчить демонтаж подшипников с валов и предупредить повреждение посадочных мест, подшипники перед демонтажом поливают минеральным маслом, нагретым не выше 100 градусов. При этом необходимо следить, чтобы горячее масло попадало на внутреннее кольцо подшипника, а не на вал. Масло на внутреннее кольцо удобно поливать из сосуда в виде лейки, а вал следует закрывать от попадание на него масла. Это позволит создать разную температуру между внутренним кольцом подшипника и валом.
Комплексные работы.
Технологический процесс – основа производства, поэтому строгое соблюдение его соблюдение – основной закон современного производства. Несоблюдение технологии, нарушение технологической дисциплины ведет к выпуску недоброкачественной и нестандартной продукции и наносит ущерб производству.
Усовершенствование и рационализацию технологических процессов сборки можно осуществлять путем изменения последовательности операций и переходов, приемов выполнения работ, конструкций и приспособлений, и обслуживания рабочего места. В ряде случаев рационализация и усовершенствование процесса сборки бывает связана с конструкцией машины.
Сборка машин может выполняться без расчленения и с расчленением процесса на составные операции и приема работ.
При сборке без расчленения процесса машину собирают полностью на одном участке цеха, на который поступают предварительно собранные узлы и отдельные детали. Такая сборка называется стационарной.
При сборке с расчленением процесса объект может оставаться не подвижным, но собирает его бригада сборщиков. Каждый из членов бригады специализируется на выполнении определенных сборочных работ.
Стационарная сборка с частичным расчленением сборочного процесса широко применяется в индивидуальном и мелкосерийном производстве. При подвижной поточной сборке — объект сборки может перемещаться свободно. Поточный метод позволяет увеличить выпуск продукции, уменьшить брак, снизить себестоимость машины, сократить длительность цикла, обеспечить дисциплину и улучшить условия труда.
В отношении качества выпускаемых изделий сборочному цеху принадлежит ведущая роль. Сборочный цех является заключительной стадией технологического процесса изготовления машин. При общей сборке проверяются лишь соединения и взаимное положение отдельных узлов. Обязательной проверки подлежит сборка всех ответственных соединений. Узлы механизмов и машины подвергаются испытанию в целях, определения правильности их работы. Испытание делится на две стадии: механическое испытание и испытание под нагрузкой.
Механическое испытание производится для проверки правильности взаимодействия движущихся частей и приработке трущихся поверхностей деталей. Узлы устанавливаются в соответствующие приспособления для испытания, механизмы на испытательные стенды и приводятся в движение электродвигателем. После обработки механизм передается на испытание под нагрузкой.
Испытание под нагрузкой проводится в соответствии с техническими условиями. Если испытывается станок или другая машина, то при испытании производится работа на том режиме и в тех условиях, которые соответствуют эксплуатационным. Испытание производится на полную мощность в продолжение установленного в продолжении техническими условиями срока. Отрегулированная и проверенная машина сдается отделу технического контроля, а затем поступает на отделочные операции. Отделка машины, предохраняющая ее поверхность от коррозии и предающая машине красивый внешний вид, чаще всего состоит в окраске. Изделия подвергаются сушке.
После установке, выверки и закрепления машины обычно производится регулировка.










