

Инженерная графика
Изделия
подразделяются на детали, сборочные единицы, комплексы и комплекты см. п.
2.1.
Соединение
— совокупность сборочных операций по соединению деталей различными
способами (свинчиванием, сочленением, клепкой, сваркой, пайкой, опресовкой,
развальцовкой, склеиванием, сшивкой, укладкой и т.п.).
По конструкции
и условиям эксплуатации соединения деталей могут быть разделены на подвижные
и неподвижные.
Соединение неподвижное
— соединение деталей, обеспечивающее неизменность их взаимного положения при
работе. Например, сварные, соединения с помощью крепежных изделий и др.
Соединение подвижное
— соединение, при котором детали имеют возможность относительного
перемещения в рабочем состоянии. Например, зубчатое соединение.
В зависимости
от возможности демонтажа соединения подразделяются на разъемные и
неразъемные.
— соединение, которое можно многократно разъединять и
соединять, не деформируя при этом ни соединяемые, ни крепежные детали.
Например, резьбовое, соединение болтом, винтом, клиновое,
шпоночное, зубчатое, и др.
Соединение неразъемное
— соединение, которое нельзя разъединить без нарушения формы деталей или их
соединяющего элемента. Например, соединение сварное, паяное, заклепочное и
др.
— соединение деталей при помощи резьбы.
Резьба
— чередующиеся выступы и впадины на поверхности тела вращения, расположенные по
винтовой линии; применяется как средство соединения, уплотнения или обеспечения
заданных перемещений деталей машин, механизмов, приборов, аппаратов, сооружений
(рисунок 97).

Рисунок 97
— Резьба
Виток резьбы
— часть резьбы, образованной при одном повороте профиля вокруг оси вращения
(рисунок 98).

Рисунок 98
— Виток резьбы
Наружный
диаметр резьбы
(d) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной
резьбы или вписанного во впадины внутренней резьбы (рисунок 99).
Номинальный диаметр резьбы
— диаметр, условно характеризующий размеры резьбы и используемый при ее
обозначении.

Рисунок 99
— Наружный диаметр резьбы
Внутренний
диаметр резьбы
(d1) — диаметр воображаемого цилиндра, вписанного во впадины
наружной резьбы или описанной вокруг вершин внутренней резьбы (рисунок 100).

Рисунок
100 — Внутренний диаметр резьбы
Профиль
резьбы —
плоская фигура, получаемая в плоскости, проходящей через ось резьбы.
Высота
профиля (H)
— радиально измеренная высота основного расчетного теоретического профиля
(высота исходного треугольного профиля), общего для резьбы на стержне и в
отверстии.
Угол
профиля — угол
между боковыми сторонами профиля, измеренный в осевой плоскости резьбы (рисунок
101).

Рисунок 101 — Профиль
резьбы
Шаг резьбы
(P)
— расстояние между соседними одноименными точками профиля в направлении,
параллельном оси резьбы той же винтовой поверхности (рисунок 102).
Ход резьбы
(Ph) — расстояние по линии, параллельной оси резьбы, между исходной
средней точкой на боковой стороне резьбы и средней точкой, полученной
при перемещении исходной по винтовой линии на угол 360°, в однозаходной
резьбе ход равен шагу, в многозаходной — произведению шага на число заходов n:
Ph = nP (рисунок 102).

Рисунок
102 — Основные параметры резьбы
Рабочая высота профиля (h)
— наибольшая высота соприкосновения сторон профиля резьбовой пары, измеренная
радиально (рисунок 103).

Рисунок
103 — Рабочая высота профиля
Длина свинчивания (L)
— длина участка взаимного перекрытия наружной и внутренней резьб в осевом
направлении.
Для классификации
резьбы используются следующие основные признаки (рисунок 104):
— форма профиля;
— форма
поверхности, на которой выполнена резьба;
— расположение
резьбы;
— величина шага;
— число и
направление заходов;
— эксплуатационное
назначение.
Рисунок
104 — Классификация резьб
Профиль резьбы
установлен ГОСТ 9150-81 и представляет собой треугольник с углом при вершине 60о
(рисунок 105).
Это основной вид
крепежной резьбы, предназначенной для соединения деталей непосредственно друг с
другом или с помощью стандартных изделий, имеющих метрическую резьбу, таких как
болты, винты, шпильки, гайки.

Рисунок
105 — Профиль метрической резьбы
Основные элементы
и параметры ее задаются в миллиметрах (ГОСТ 24705-81).
Согласно ГОСТ
8724-81 метрические резьбы выполняются с крупным и мелким шагом на поверхностях
диаметров от 1 до 68 мм — свыше 68 мм резьба имеет только мелкий шаг, при чем
мелкий шаг резьбы может быть разным для одного и того же диаметра, а крупный
имеет только одно значение. Крупный шаг в условном обозначении резьбы не
указывается. Например: для резьбы диаметром 10 мм крупный шаг резьбы равен 1,5
мм, мелкий — 1,25; 1; 0,75; 0,5 мм.
Примеры условного
обозначения:
М18-6g резьба
метрическая наружная номинальный диаметр 18 мм шаг крупный, поле допуска
резьбы 6g;
М18х0,5-6g резьба
метрическая наружная номинальный диаметр 18 мм, поле допуска резьбы 6g, шаг
мелкий Р=0,5;
М18LH-6g резьба
метрическая наружная номинальный диаметр 18 мм шаг крупный, поле допуска
резьбы 6g, левая;
М18-6Н резьба
метрическая внутренняя номинальный диаметр 18 мм шаг крупный, поле допуска
резьбы 6Н.
Резьба дюймовая
В настоящее время
не существует стандарт, регламентирующий основные размеры дюймовой резьбы.
Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых
разработках не допускается.
Резьба треугольного профиля с углом при
вершине 55о (рисунок 106).

Рисунок
106 — Профиль дюймовой резьбы
Трубная цилиндрическая резьба
В соответствии с
ГОСТ 6367-81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е.
равнобедренный треугольник с углом при вершине, равным 55°( рисунок 107).
Резьба
стандартизована для диаметров от 1/16″ до 6″ при числе шагов z от 28 до 11. Номинальный размер
резьбы условно отнесен к внутреннему диаметру трубы (к величине условного
прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного
прохода 25 мм, а наружный диаметр 33,249 мм.

Рисунок
107 — Профиль трубной цилиндрической резьбы
Примеры условного
обозначения:
G11/2
-А
резьба трубная цилиндрическая,11/2 условный проход в
дюймах, класс точности А;
G11/2LH-B-40
резьба трубная цилиндрическая,11/2 условный проход в
дюймах, левая, класс точности В, длина свинчивания 40 мм.
Резьба трапецеидальная
Резьба с профилем
в виде равнобочной трапеции с углом 30о (рисунок 108). Применяется
для передачи возвратно-поступательного движения или вращения в тяжело
нагруженных подвижных резьбовых соединениях. Часто используется при изготовлении
ходовых винтов, согласно ГОСТ 24738-81 выполняется на поверхностях диаметров от
8 до 640 мм.
Трапецеидальная
резьба может быть однозаходной (ГОСТ 24738-81, ГОСТ 24737-81) и
многозаходной (ГОСТ 24739-81). ГОСТ 9484-81 устанавливает профиль
трапецеидальной резьбы.

Рисунок
108 — Профиль трапецеидальной резьбы
Пример условного
обозначения:
Tr40х6
— трапецеидальная однозаходная резьба с наружным диаметром 40 мм, шагом 6 мм.
Резьба упорная
Резьба с профилем
в виде неравнобочной трапеции с углом рабочей стороны 3о и нерабочей
— 30о (рис. 109). Упорная резьба, как и трапецеидальная, может
быть однозаходной и многозаходной. Выполняется на поверхностях
диаметров от 10 до 640 мм (ГОСТ 10177-82). Применяется для передачи больших
усилий, действующих в одном направлении: в домкратах, прессах и т.д.

Рисунок
109 — Профиль упорной резьбы
Пример условного
обозначения:
S80Х10 — упорная
однозаходная резьба с наружным диаметром 80 мм, шагом 10 мм;
S80Х20(P10) —
упорная многозаходная резьба с наружным диаметром 80 мм, величина хода 20 мм,
шаг 10 мм
Резьба прямоугольная (квадратная)
Резьба с
прямоугольным (или квадратным) нестандартным профилем, поэтому все ее размеры
указываются на чертеже. Применяется для передачи движения тяжело нагруженных
подвижных резьбовых соединений. Обычно выполняется на грузовых и ходовых винтах
(рисунок 110).

Рисунок
110 — Профиль прямоугольной резьбы
Резьба круглая
Резьба с круглым
профилем (ГОСТ 9484-81) (рисунок 111). Обладает сравнительно большим сроком
службы и повышенным сопротивлением при значительных нагрузках. Применяется для
часто свинчиваемых соединений (шпиндели, вентили и т.д.), работающих в
загрязненной среде, а также для тонкостенных деталей с накатанной или
штампованной резьбой, например, цоколь электролампы.

Рисунок
111 — Профиль круглой резьбы
Пример условного
обозначения:
Rd16 — круглая
резьба с наружным диаметром 16 мм.
Если резьба
круглая применяется в соединениях санитарно-технической арматуры, то обозначение
будет следующим: Кр12х 2,54 ГОСТ 13536-68.
Эксплуатационное назначение резьбы
Крепежная
резьба
обеспечивает полное и надежное соединение деталей при различных нагрузках и при
различном температурном режиме. К этому типу относятся метрическая.
Крепежно-уплотнительная резьба
предназначена для обеспечения плотности и непроницаемости резьбовых соединений
(без учета ударных нагрузок). К этому типу относятся метрическая с мелким
шагом, трубная цилиндрическая и коническая резьбы и коническая
дюймовая резьба.
Ходовая
резьба служит
для преобразования вращательного движения в поступательное. Она воспринимает
большие усилия при сравнительно малых скоростях движения. К этому типу относятся
резьбы: трапецеидальная, упорная, прямоугольная, круглая.
Специальная резьба
имеет специальное назначение и применяется в отдельных специализированных
отраслях производства. К ним можно отнести следующие:
— метрическая тугая резьба
— резьба, выполненная на стержне (на шпильке) и в отверстии (в гнезде) по
наибольшим предельным размерам; предназначена для образования резьбовых
соединений с натягом;
— метрическая резьба с зазорами
— резьба с необходимая для обеспечения легкой свинчиваемости и развинчиваемости
резьбовых соединений деталей, работающих при высоких температурах, когда
создаются условия для схватывания (сращивания) окисных пленок, которыми покрыта
поверхность резьбы;
— часовая
резьба
(метрическая) — резьба, применяемая в часовой промышленности (диаметры от 0,25
до 0,9 мм);
— резьба
для микроскопов
— резьба, предназначена для соединения тубуса с объективом; имеет два размера:
1) дюймовая — диаметр 4/5 І (20,270 мм) и шаг 0,705 мм (36 ниток на 1І); 2)
метрическая — диаметр 27 мм, шаг 0,75 мм;
— окулярная многозаходная резьба
— рекомендуемая для оптических приборов; профиль резьбы — равнобочная трапеция с
углом 60 0.
ГОСТ 2.311-68 устанавливает
правила изображения и нанесения обозначения резьбы на чертежах.
Резьбу на стержне
изображают сплошными основными линиями по наружному диаметру резьбы и сплошными
тонкими линиями — по внутреннему диаметру.
На изображениях, полученных
проецированием на плоскость параллельную оси стержня, сплошную тонкую линию по
внутреннему диаметру резьбы проводят на всю длину резьбы без сбега, а на видах,
полученных проецированием на плоскость, перпендикулярную к оси стержня, по
внутреннему диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности,
разомкнутую в любом месте (рисунок 112).
Расстояние между тонкой
линией и сплошной основной принимают в пределах не менее 0,8 мм и не
больше шага резьбы Р.

Рисунок
112 — Изображение резьбы на стержне
Резьбу в
отверстиях (рисунок 113) изображают сплошными основными линиями по внутреннему
диаметру резьбы и сплошными тонкими линиями — по наружному диаметру.
На разрезах,
параллельных оси отверстия, сплошную тонкую линию по наружному диаметру резьбы
проводят на всю длину резьбы без сбега, а на изображениях, полученных
проецированием на плоскость, перпендикулярную оси отверстия, по наружному
диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности, разомкнутую
в любом месте.

Рисунок
113 — Изображение резьбы в отверстии
Резьбу,
показываемую как невидимую (рисунок 114), изображают штриховыми линиями одной
толщины по наружному и по внутреннему диаметру.

Рисунок
114 — Изображение невидимой резьбы
Линию,
определяющую границу резьбы, наносят на стержне и в отверстии с резьбой в конце
полного профиля резьбы (до начала сбега). Границу резьбы проводят до линии
наружного диаметра резьбы и изображают сплошной основной или штриховой линией,
если резьба изображены как невидимая (рисунки 114, 115).

Рисунок
115 — Изображение границы резьбы
Штриховку в
разрезах и сечениях проводят до линии наружного диаметра резьбы на стержнях и до
линии внутреннего диаметра в отверстии, т.е. в обоих случаях до сплошной
основной линии (рисунок 116).

Рисунок
116 — Изображение резьбы в разрезе
Допускается
изображать недорез резьбы, как показано на рисунке 117.

Рисунок
117 — Изображение недореза резьбы
На чертежах, по
которым резьбу не выполняют, конец глухого резьбового отверстия допускается
изображать, как показано на рисунках, даже при наличии разности между глубиной
отверстия под резьбу и длиной резьбы (рисунок 118).

Рисунок
118 — Упрощение в изображении резьбы
Фаски на стержне с
резьбой и в отверстии с резьбой, не имеющие специального конструктивного
назначения, в проекции на плоскость, перпендикулярную оси стержня или
отверстия, не изображают (рисунок 115). Сплошная тонкая линия изображения резьбы
на стержне должна пересекать линию границы фаски.
На разрезах
резьбового соединения в изображениях на плоскости параллельной к его оси, в
отверстии показывается только часть резьбы, которая не закрыта резьбой стержня
(рисунок 119).

Рисунок
119 — Разрез резьбового соединения

Рисунок
120 — Обозначение наружной резьбы
Обозначение резьб
указывают по соответствующим стандартам на размеры и предельные отклонения резьб
и относят их для всех резьб, кроме конической и трубной цилиндрической, к
наружному диаметру, как показано на рисунках 120 и 121 .

Рисунок
121 — Обозначение внутренней резьбы
Обозначение
конической и трубной цилиндрической резьбы наносят, как показано на рисунке 122.

Рисунок 122 — Обозначение конической и трубной
резьбы
Крепёжные
детали — детали
для неподвижного соединения частей машин и конструкций. К ним обычно относят
детали резьбовых соединений: болты, винты, шпильки,
гайки, шурупы, шайбы, шплинты, а также штифты.
Основным
параметром резьбовых крепежных деталей является резьба, форма и размеры которой
соответствуют стандартам.
Болт
(рисунок 123)
— крепёжная деталь для разъёмного соединения частей машин и сооружений в
виде стержня с резьбой на одном конце и шести- или четырёхгранной головкой на
другом. Конструкции болтов весьма разнообразны в зависимости от назначения
болтового соединения. Болты изготовляют из углеродистой, низколегированной или
специальной стали, латуни и др.

Рисунок
123 — Болт
Винт
(рисунок 124)
— изделие цилиндрической или конической формы с резьбовой поверхностью.
Различают винты, с потайной, полупотайной, полукруглой, шестигранной,
цилиндрической и гладкой головками.

Рисунок
124 — Винт
Гайка
(рисунок 125) — деталь резьбового соединения или винтовой передачи, имеющая
отверстие с резьбой.
Крепёжная гайка в
резьбовом соединении навинчивается на конец болта или шпильки или же на
резьбовой участок вала, оси для закрепления от осевого перемещения сидящих на
них деталей — подшипников качения, шкивов и т. п.

Рисунок
125 — Гайки
,
крепёжная деталь, представляющая собой металлический стержень с резьбой на обоих
концах (рисунок 126). Конец шпильки ввинчивается в одну из соединяемых деталей,
а другая деталь прижимается к первой при навинчивании гайки на другой конец
шпильки.

Рисунок
126 — Шпилька
Шайба
(рисунок 127),
деталь, подкладываемая под гайку или головку болта для предупреждения смятия
поверхностей соединяемых деталей, предохранения их от царапин при завинчивании
гаек, винтов и для перекрытия зазора между стержнем болта и отверстием в
деталях.
Шайбы общего
назначения применяют для увеличения площади опоры, если опорная поверхность из
мягкого материала или неровная, а также если отверстие под винт продолговатое
или увеличенного диаметра. Косую и сферические шайбы используют для устранения
перекоса гайки или головки винта при затяжке. Быстросъёмную шайбу применяют в
приспособлениях для экономии времени на снятие обработанной детали и установку
новой. Пружинная шайба уменьшает опасность самоотвинчивания винтов или гаек
благодаря силам упругости сжатой шайбы.

Рисунок
127 — Шайбы
Стопорная
(запирающая) шайба путём отгибания её частей устраняет возможность поворота
гайки или винта относительно опорной детали или вала (рисунок 128).

Рисунок
128 — Стопорная шайба
Шплинт
— проволочный стержень полукруглого сечения, согнутый почти пополам (рисунок
129). Используется в качестве фиксирующего элемента слабо нагруженных
сопряжённых деталей и для предотвращения самоотвинчивания гаек. Вставляется в
сквозное отверстие, выступающие концы разводятся (для удобства разведения одна
половинка шплинта делается длиннее другой). Изготовляется из углеродистой стали.

Рисунок
129 — Шплинт
Штифт,
цилиндрический или конический стержень для неподвижного соединения деталей,
часто в строго определённом положении, а также для передачи относительно
небольших нагрузок (рисунок 130). Для постановки штифта детали соединяются и
закрепляются. Затем в них просверливается и развёртывается отверстие, куда и
вставляется штифт. Конический штифт, в отличие от цилиндрического, может
использоваться многократно без уменьшения точности расположения деталей.

Рисунок
130 — Штифты
Болтами,
гайками и шайбами осуществляют болтовые соединения (рисунок
131), при которых не требуется нарезания резьбы в соединяемых деталях, однако
должно быть предусмотрено
место для размещения головки болта.

Рисунок
131 — Болтовое соединение
Стопорные шайбы и
шплинты предотвращают самоотвинчивание болтов и гаек при вибрациях и ударах.
Если размещение
болтов затруднено или нежелательно делать сквозное отверстие в деталях,
используют винты и шпильки.
ГОСТ 2.315-79
устанавливает упрощенные и условные изображения крепежных деталей на сборочных
чертежах и чертежах общего вида. Форму изображения выбирают в зависимости от
назначения и масштаба чертежа. Крепёжные детали, у которых на чертеже диаметры
стержней равны 2 мм и менее, изображают условно. Размер изображения должен
давать полное представление о характере соединения. В таблице 9 представлены
упрощенные изображения некоторых стандартных крепежных изделий.
Таблица 9 –
Упрощенное изображение стандартных крепежных изделий
Упрощенное изображение
соединения деталей с применением болта, шайбы и гайки представлено на рисунке
132.

Рисунок
132 — Упрощенное изображение болтового соединения
Упрощенное
соединение деталей с применением шпильки, корончатой гайки и шплинта
представлено на рисунке 133.

Рисунок
133 — Упрощенное изображение соединения шпилькой
Упрощенное соединение деталей
с применением винта с цилиндрической головкой и шестигранным углублением под
ключ представлено на рисунке 134.

Рисунок 134 — Упрощенное изображение винтового
соединения
Штифтовое
соединение представлено на рисунке 135.

Рисунок 135 — Упрощенное изображение соединения
штифтом
Упрощенное
соединение деталей с применением откидного болта с круглой головкой, шайбы и
гайки-барашки показано на рисунке 136.

Рисунок 136 — Упрощенное изображение соединения
откидным болтом
Упрощенное соединение деталей
винтом с цилиндрической головкой представлено на рисунке 137.

Рисунок 137 — Упрощенное изображение соединения
винтом
с цилиндрической головкой
Упрощенное
соединение деталей винтом с потайной головкой представлено на рисунке 138.

Рисунок 138 — Упрощенное изображение соединения
винтом с потайной
головкой
Клиновое
соединение деталей — разъёмное соединение, затягиваемое или регулируемое с
помощью клина, выполняется обычно напряжённым, т. е. с предварительным натягом.
Малый угол скоса клина обеспечивает плотность соединения и самоторможение,
препятствующее выпадению клина (рисунок 139).
Клиновое
соединение — простое компактное соединение, легко собираемое и разбираемое, его
целесообразно применять в соединениях, подверженных при работе коррозии, когда
трудно отвертывать проржавевшие винты и гайки резьбовых соединений.

Рисунок 139 — Клиновое соединение деталей
Шпоночное
соединение деталей — соединение вала и надетой на него с помощью шпонки детали.
Шпонка — деталь, соединяющая вал с
втулкой, зубчатым колесом для передачи вращения. Часто употребляются шпонки
клиновые (ГОСТ 24068-80), призматические (ГОСТ 23360-78), и сегментные (ГОСТ
24071-80). Шпоночное соединение представлено на рисунке 140.

Рисунок 140 — Шпоночное соединение деталей
Зубчатое, шлицевое
соединениеосуществляется посредством
выступов (зубьев на валу) и соответствующих впадин (шлицев) в отверстии детали.
В зависимости от профиля
зубьев различают зубчатые соединения: прямобочное (наиболее распространённое),
эвольвентное, мелкозубое треугольное (рисунок141).

Рисунок 141 — Профили зубьев
На рисунке
142 представлено изображение и условное обозначение прямобочного шлицевого
соединения с центрированием по наружному диаметру (D),число зубьев – 6, внутренний диаметр -28,размер наружного диаметра и
полей допусков – 34H7/js6,
для втулки – H7,
для вала — js6,
ширина зуба и поля допусков – 7P8/js7,
для втулки – Р8, для вала — js7.

Рисунок 142 — Шлицевое соединение
Сварные соединения
деталей являются наиболее совершенными неразъемными соединениями. Прочность
сварных соединений при статических и ударных нагрузках доведена до прочности
деталей из целого металла. Освоена сварка всех конструкционных сталей, включая
высоколегированные, цветных сплавов и пластмасс.
Сварочная сборная
единица представляет собой неразъёмное соединение двух или нескольких деталей,
выполненное с помощью сварки.
Сваркой
называется процесс получения неразъемного соединения посредством установления
межатомных связей между свариваемыми частями при их местном или общем нагреве,
или пластическом деформировании, или совместном действии того и другого (ГОСТ
2601-84).
Существует более
60-ти способов сварки, которые можно классифицировать по следующим признакам
(рисунок 143):
— сварка
плавлением, при которой материал в месте соединения расплавляется
(дуговая, электрошлаковая, электронно-лучевая, плазменная, световая, газовая и
др);
— сварка с
применением давления, при которой материал в месте соединения
нагревается и пластически деформируется (контактная, высокочастотная,
газопрессовая, трением и др);
— сварка
давлением, при которой материал в месте соединения деформируется без
нагрева (холодная, взрывом и др).
Также различают
сварку по:
— виду
используемого источника энергии — дуговую, газовую, электронно-лучевую
лазерную и др.;
— способу
защиты материала — под флюсом, в защитных газах, вакууме и др.;
— степени
механизации — ручную, полуавтоматическую и автоматическую.

Рисунок 143 — Классификация методов сварки
В сварочном
производстве, как правило, применяют стандартные сварные швы, конструктивные
элементы которых регламентируются ГОСТами в зависимости от геометрических
параметров свариваемых элементов и способа сварки, который в свою очередь
определяется химическим составом свариваемых материалов, прочностными и
эксплуатационными требованиями к соединению.
Таблица 10 – Стандартные способы сварки
По взаимному
расположению соединяемых элементов различают сварные соединения стыковые,
нахлесточные, угловые, тавровые, с накладками и др (рисунок 144).

Рисунок 144 — Типы сварных соединений
Сварной
шов — участок
сварного соединения, непосредственно связывающий свариваемые элементы. При
сварке плавлением шов образуется в результате кристаллизации сварочной ванны,
при сварке давлением — в результате диффузии.
Шов сварного соединения,
независимо от способа сварки, условно изображают:
видимый
— сплошной основной линией;
невидимый
— штриховой линией.
На рисунке 145 представлено
графическое изображение сварных швов.

Рисунок 145 — Пример изображение сварных швов
Видимую одиночную сварную
точку, независимо от способа сварки, условно изображают знаком » «, который
выполняют сплошными линиями. Невидимые одиночные точки не изображают (рис.146).

Рисунок 146 — Обозначение сварных точек
От изображения шва
или одиночной точки проводят линию-выноску, заканчивающуюся
односторонней стрелкой. Линию-выноску предпочтительно проводить от
видимого шва (рисунки 145, 146).
Шов, размеры
конструктивных элементов которого стандартами не установлены (нестандартный
шов), изображаются с указанием размеров конструктивных элементов, необходимых
для выполнения шва по данному чертежу (рисунки 147).

Рисунок 147 — Пример изображения нестандартного
сварного шва
Границы шва
изображают сплошными основными линиями, а конструктивные элементы кромок в
границах шва – сплошными тонкими линиями.
В общем случае в
структуре шва шесть, разделенных дефисами составляющих (рисунки 148).
Сварной шов
обозначается линией-выноской, заканчивающейся односторонней стрелкой.
При наличии на
чертеже швов, выполненных по одному и тому же стандарту, обозначение стандарта
указывают в технических требованиях чертежа (запись по типу: «Сварные швы … по
…») или таблице.
Вспомогательные знаки для обозначения сварных
швов приведены в таблице 11. В условном обозначении шва вспомогательные знаки
выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть
одинаковой высоты с цифрами, входящими в обозначение шва.

Рисунок 148 — Структура обозначения сварного шва
Таблица 11 – Вспомогательные знаки для обозначения сварных швов
Условное
обозначение шва наносят на полке линии-выноски, проведенной от изображения шва с
лицевой стороны (рисунок 149 а) и под полкой линии-выноски, проведенной от
изображения шва с оборотной стороны (рисунок 149 б).

Рисунок 149 — Условное обозначение шва
Обозначение
шероховатости механически обработанной поверхности шва наносят на полке или под
полкой линии-выноски (рисунок 150) после условного обозначения, или указывают в
таблице швов, или приводят в технических требованиях чертежа, например:
«Параметр шероховатости поверхности сварных швов …».

Рисунок 150 — Обозначение шероховатости
механически обработанной поверхности шва
При наличии на
чертеже одинаковых швов обозначение наносится у одного из изображений, от
изображений остальных одинаковых швов проводят линии-выноски с полками. Всем
одинаковым швам присваивают одинаковый номер, который наносят на линии-выноске с
указанием количества швов, имеющей полку с нанесенным обозначением шва, с
указанием количества швов и на полке линии-выноски, проведенной от изображения
шва, не имеющего обозначения (рисунок 151).

Рисунок 151 — Обозначение одинаковых сварных швов
на чертеже
Допускается не
присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковые
и изображены с одной стороны (лицевой или обратной). При этом швы, не имеющие
обозначения, отмечают линиями-выносками без полок (рисунок 152).

Рисунок 152 — Обозначение швов линиями-выносками
без полок
На чертеже
симметричного изделия, при наличии на изображении оси симметрии, допускается
отмечать линиями-выносками и изображать швы только на одной из симметричных
частей изображения изделия.
На чертеже
изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми
швами, эти швы допускается отмечать линиями-выносками и обозначать только у
одного из изображений одинаковых частей (предпочтительно у изображения, от
которого приведена линия-выноска с номером позиции)
Допускается не
отмечать на чертеже швы линиями-выносками, а приводить указания о сварке записью
в технических требованиях чертежа, если эта запись однозначно определяет места
сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных
элементов в поперечном сечении и расположение швов.
Одинаковые
требования ко всем швам или группе швов, приводят один раз — в технических
требованиях или таблице швов.
На рисунке 153
приведен пример условного обозначения шва таврового соединения без скоса кромок,
двустороннего прерывистого с шахматным расположением, выполняемого дуговой
ручной сваркой в защитных газах неплавящимся металлический электродом по
замкнутой линии. Катет шва 6 мм. Длина провариваемого участка 50 мм. Шаг 100 мм.

Рисунок 153 — Пример условного обозначения шва
Клеевое соединение
деталей – это неразъёмное соединение деталей машин, строительных конструкций,
мебели, изделий лёгкой промышленности и др., осуществляемое с помощью клея.
Клеевое соединение
позволяет скреплять различные, в том числе и разнородные материалы, обеспечивая
равномерное распределение напряжений.
Клеевое соединение
используют при изготовлении изделий из стали, алюминия, латуни, текстолита,
гетинакса, стекла, фанеры, древесины, ткани, пластмассы, резины и др.
материалов, которые можно соединять в различных сочетаниях. При монтаже
оборудования и строительстве сооружений клеевые соединения могут заменять
сварку, клёпку и др.
Для клеевых
соединений применяют фенолоформальдегидные, эпоксидные, кремнийорганические и
др. клеи. Толщина клеевой прослойки обычно 0,01-0,1 мм. Чаще всего с помощью
клея выполняют соединения, работающие на сдвиг или равномерный отрыв. Такие
соединения для стальных изделий обеспечивают предел прочности на сдвиг 20-35 Мн/м2(200-350
кг/см2), а в ряде случаев значительно выше. Прочность клеёного шва пластмасс
обычно превышает прочность самого материала.
Недостатками
клеевых соединений являются их меньшая долговечность, например, по сравнению со
сварными и заклёпочными соединениями (особенно при резких колебаниях
температуры), и низкая прочность на односторонний неравномерный отрыв. В этих
случаях хорошие результаты даёт применение комбинированных соединений —
клеезаклёпочных и клеесварных.
В таблице 12
приведены основные типы швов клеевого соединения.
Таблица 12 – Основные типы швов клеевого соединения
Паяное соединение
деталей – это неразъемное соединение деталей, полученных с помощью пайки.
Пайка
— это процесс соединения материалов, находящихся в твёрдом состоянии,
расплавленным припоем.
При пайке
происходят взаимное растворение и диффузия основного материала и припоя, который
заполняет зазор между соединяемыми частями изделия. В результате пайки получают
неразъёмные соединения в изделиях из стали, чугуна, стекла, графита, керамики,
синтетических и др. материалов.
Многочисленные
способы пайки классифицированы государственными стандартами по средствам нагрева,
условиям заполнения зазора, методам очистки поверхности, образованию шва и др.
Наиболее
распространена пайка металлов, которую условно делят на пайку твёрдыми и мягкими
припоями. При пайке твёрдыми припоями нагрев мест пайки осуществляют газовыми
горелками, электрической дугой, токами высокой частоты в муфельных, туннельных и
др. печах. Пайка мягкими припоями производят паяльниками, газовыми горелками,
погружением в ванны с расплавленным припоем и др.
Основные типы
паяных соединений представлены в таблице 13.
Таблица 13 – Основные типы швов паяного соединения
Условное изображение и
обозначение соединений деталей получаемых клейкой и пайкой регламентируется ГОСТ
2.313-82 «Условные изображения и обозначения неразъемных соединений».
Изображение
паяных и клееных соединений
В
соединениях, получаемых пайкой и склеиванием, место соединения элементов следует
изображать сплошной линией толщиной 2s
(рисунок 154).
![]()
Рисунок 154 — Изображение паяных и клееных
соединений
Условное
обозначение паяных и клееных соединений
Для обозначения
паяного и клееного соединения (рисунок 155) следует применять условный знак,
который наносят на линии — выноске сплошной основной линией.

Рисунок 155 — Условные знаки обозначения паяных и
клееных соединений
Пример изображения
и обозначения паяного соединения представлен на рисунке 156.

Рисунок 156 — Паяное соединение
Пример изображения
и обозначения клееного соединения представлен на рисунке 157.

Рисунок 157 — Клеевое соединение
Швы, выполняемые
по замкнутой линии, следует обозначать окружностью диаметром от 3 до 5 мм,
выполняемой тонкой линией (рисунок 158).

Рисунок 158 — Клеевые швы, выполняемые по
замкнутой линии
На изображении
паяного соединения при необходимости следует указывать размеры шва и обозначение
шероховатости поверхности.
Обозначение припоя
или клея (клеящего вещества) по соответствующему стандарту или техническим
условиям следует проводить в технических требованиях чертежа записью по типу: «ПОС
40 ГОСТ…» или «Клей БФ – 2 ГОСТ…».
При необходимости
в том же пункте технических требований следует приводить требования к качеству
шва. Ссылку на номер пункта следует помещать на полке линии- выноски,
проведенной от изображения шва.
При выполнении
швов припоями или клеями различных марок всем швам, выполняемым одним и тем же
материалом, следует присваивать один порядковый номер, который следует наносить
на линии-выноске. При этом в технических требованиях материал следует указывать
записью по типу: «ПОС 4 ГОСТ…(№ 1), ПМЦ 36 ГОСТ…(№ 2), клей БФ-2 ГОСТ…(№3)».
Заклепочное
соединение деталей – это неразъемное соединение деталей при помощи заклепок (рисунок
159). Применяется в конструкциях, работающих в условиях ударных и вибрационных
нагрузок, при небольших толщинах соединяемых деталей, для скрепления деталей из
разных материалов, деталей из несвариваемых и не допускающих нагрева материалов.

Рисунок 159 — Заклепочное соединение
Заклепка
— крепежная деталь, представляющая собой цилиндрический стержень с закладной
головкой на одном конце. Замыкающая головка на другом конце образуется в
процессе клепки (рисунок 160).

Рисунок 160 — Заклепки
Условное
обозначение заклепки включает в себя: наименование, диаметр стержня d,
длину
L, группу материала,
условное обозначение покрытия, номер стандарта.
Пример обозначения
заклепки с потайной головкой диаметром 8 мм, длиной 20 мм, из меди М3, с
никелевым покрытием (Н) толщиной 6 мкм –
Заклепка
8х20.38.М3.Н6 ГОСТ10300-80
Классификация
заклепочных швов представлена на рисунке 161.

Рисунок 161 — Классификация заклепочных швов
Условное
изображение и обозначение клепаных соединений деталей регламентируется ГОСТ
2.313-82 «Условные изображения и обозначения неразъемных соединений». Условное
изображение клепаных соединений представлены в таблице 14.
Таблица 14 – Условное изображение клепаных соединений
Неразъемные соединения
деталей могут быть получены вальцеванием, раскатыванием, раздачей, обжатием и
другими методами пластической деформации.
Соединение методами
пластической деформации на чертеже обозначается с помощью линии-выноски с
указанием названия метода.
Раздача
представлена на рисунке 162.

Рисунок 162 — Соединение деталей раздачей
Вальцевание
представлено на рисунке 163.

Рисунок 163 — Соединение деталей вальцеванием
Раскатывание
представлено на рисунке 164.

Рисунок 164 — Соединение деталей раскатыванием
Соединения,
получаемые сшиванием, следует изображать на чертежах тонкой сплошной линией и
обозначать условным знаком, выполненным сплошной основной линией и нанесением на
линии-выноске (рисунок. 165).
Обозначение
материала (ниток и т.п.) по соответствующему стандарту или техническим условиям,
а также, при необходимости, сведения, характеризующие шов, в том числе
количество ниток и размер стежка, следует приводить в технических требованиях
чертежа. Ссылку на номер пункта следует помещать на полке линии-выноски,
проведенной от изображения шва.

Рисунок 165 — Соединение деталей сшиванием
Соединение,
получаемое при помощи металлических скобок, следует обозначать условным знаком,
выполненным сплошной основной линией и нанесенным на линии-выноске. Знаки
представлены на рисунке 166.

Рисунок 166 — Условные знаки для обозначения
соединений,
поучаемых при помощи металлических скобок
Линия-выноска подводится к соединению со стороны расположения
скобок. При
изображении ряда металлических скобок следует изображать только крайние скобки,
соединяемые между собой сплошной тонкой линией. Соединение, выполняемое по
замкнутой линии, следует обозначать окружностью диаметром от 3 до 5 мм,
выполняемой тонкой линией. Дополнительные сведения, характеризующие соединение,
например, параметры скобки и расстояние между ними, при необходимости, следует
приводить в технических требованиях чертежа.
Если соединение
образуется несколькими рядами скобок, то на чертеже следует изобразить один ряд,
расположенный ближе к краю, а на полке линии-выноски указать количество рядов и
расстояние между ними.
Примеры
изображения и обозначения соединений, выполненных при помощи металлических
скобок сведены в таблицу 15.
Таблица 15 – Примеры изображения соединений, выполненных
при помощи металлических скобок
— это
изделие неоднородное по материалу и изготавливаемое с применением неразъемного
соединения, получаемого методом опрессовки или другими способами,
обеспечивающими монолитную связь (заформовкой в металл и др.).
Армированное изделие состоит
из арматуры и оформившегося в пресс-форме материала-наполнителя (рисунок 167).

Рисунок 167 — Армированное изделие
1. Арматура должна быть
надежно закреплена в осевом направлении и застрахована от поворота вокруг своей
оси.
2. При использовании в
качестве арматуры стержней с резьбой, необходимо избегать заформовки резьбы в
деталь.
3. Толщина стенки
материала-наполнителя должна быть не менее 4 мм для порошковых и 2 мм — для
волокнистых пластмасс.
4. Арматура разделяется на
проволочную, листовую, втулочную и стержневую.
Крепление
проволочной арматуры представлено на рисунке 168.

Рисунок 168 — Крепление проволочной арматуры
Крепление
листовой арматуры представлено на рисунке 169.

Рисунок 169 — Крепление листовой арматуры
Крепление втулочной арматуры
представлено на рисунке 170.

Рисунок 170 — Крепление втулочной арматуры
Крепление стержневой арматуры представлено на
рисунке 171.

Рисунок
171 — Крепление стержневой арматуры
Разъемные соединения деталей
Разъемными называют соединения, разборка которых происходит без нарушения целостности составных частей изделия. Разъемные соединения могут быть как подвижными, так и неподвижными. Наиболее распространенными в машиностроении видами разъемных соединений являются: резьбовые, клеммовые, шпоночные, шлицевые, клиновые, штифтовые и профильные.
Резьбовым называют соединение составных частей изделия с применением детали, имеющей резьбу. Резьба представляет собой чередующиеся выступы и впадины на поверхности тела вращения, расположенные по винтовой линии.
Резьбовые соединения являются самым распространенным видом соединений вообще и разъемных в частности. В современных машинах детали, имеющие резьбу, составляют свыше 60% от общего количества деталей. Широкое применение резьбовых соединений в машиностроении объясняется их достоинствами: универсальностью, высокой надежностью, малыми габаритами и весом крепежных резьбовых деталей, способностью создавать и воспринимать большие осевые силы, технологичностью и возможностью точного изготовления.
Недостатки резьбовых деталей: значительная концентрация напряжений в местах резкого изменения поперечного сечения и низкий КПД подвижных резьбовых соединений.
Метрическая резьба (рис. 58) имеет исходный профиль в виде равностороннего треугольника с высотой Н, вершины профиля срезаны, как показано на рисунке, а впадины притуплены, что необходимо для уменьшения концентрации напряжений и по технологическим соображениям (для увеличения стойкости резьбонарезного и резьбонакатного инструмента). Форма впадины резьбы болта может быть закругленной или плоскосрезанной. В резьбе предусмотрен радиальный зазор, который делает ее негерметичной.
Дюймовая резьба (рис. 59) имеет треугольный профиль с углом a=55°, номинальный диаметр ее задается в дюймах (1″=25,4 мм), а шаг – числом витков, приходящихся на один дюйм длины резьбы. Дюймовая резьба подобна применяемой в Англии, США и некоторых других странах резьбе Витворта; она используется у нас лишь при ремонте импортных машин. Применение дюймовой крепежной

Рис. 58
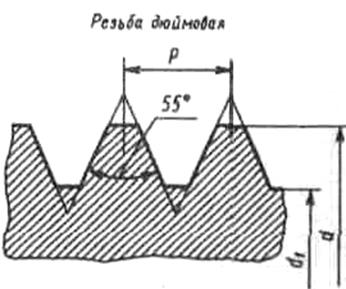
Рис. 59
резьбы в новых конструкциях запрещено, а стандарт на нее ликвидирован без замены.
Из дюймовых резьб в нашей стране стандартизованы и находят применение: трубная цилиндрическая, трубная коническая (обе с углом профиля 55°) и коническая дюймовая с углом профиля 60°. Эти резьбы применяют в трубопроводах, они являются крепежно-уплотнительными.
Трапецеидальная резьба (рис. 60). Профиль этой резьбы представляет собой равнобокую трапецию с углом между боковыми сторонами a=30°. Профили, основные размеры и допуски трапецеидальных резьб стандартизованы, причем предусмотрены резьбы с мелким, средним и крупным шагами.
Упорная резьба (рис. 61). Профиль этой резьбы представляет собой неравнобокую трапецию с углами наклона боковых сторон к прямой, перпендикулярной оси резьбы, равными 3 и 30°. Основные размеры и допуски упорной резьбы для диаметров от 10 до 600 мм регламентированы ГОСТом. Стандартизована также резьба упорная усиленная для диаметров от 80 до 2000 мм, у которой одна сторона профиля наклонена под углом 45°.
Трапецеидальная и упорная резьбы являются ходовыми и применяются в передачах винт–гайка. Так, например, трапецеидальная резьба применяется для ходовых винтов токарно-винторезных станков, где возникают реверсивные нагрузки; упорная резьба применяется при односторонних нагрузках, например для грузовых винтов домкратов и прессов, причем усилие воспринимается стороной, имеющей угол наклона 3°.
Прямоугольная резьба(рис. 62). Эта резьба не стандартизована и имеет ограниченное применение в неответственных передачах винт–гайка. Эта резьба из всех имеет наибольший КПД, но ее нельзя фрезеровать и шлифовать, так как угол профиля a=0; прочность прямоугольной резьбы ниже, чем у других резьб.
Крепежные резьбовые соединения и их детали. Основные и наиболее распространенные типы крепежных резьбовых соединений (рис. 63): болтовое (а), винтовое (б) и шпилечное (в).
Детали этих соединений: болты, гайки, винты, шпильки и шайбы. Геометрические формы, размеры, варианты исполнения и технические требования на эти детали и их элементы регламентированы многочисленными стандартами.
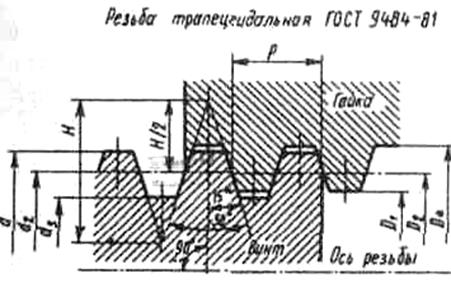
Рис. 60

Рис. 61
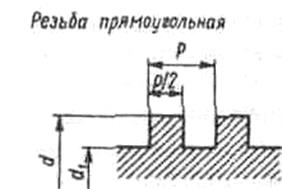
Рис. 62
варианты конструкций болтов: с уменьшенной шестигранной головкой, с направляющим подголовком, с полукруглой головкой, потайной головкой, усом, квадратным подголовком и др. Кроме того, стандартизованы болты откидные двух типов (рис. 65, а), служащие для быстрого зажима и освобождения деталей; рым-болты (рис. 65, б), которые служат для транспортировки тяжелых деталей или изделий, например больших редукторов; болты фундаментные,
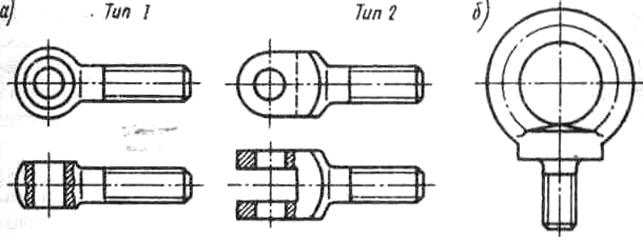
Рис. 65
применяемые для крепления станины или корпуса изделия к фундаменту, болты высокопрочные, болты конические и др.
Гайки общего назначения шестигранные бывают грубой, нормальной и повышенной точности с одной или двумя наружными фасками. Стандартами предусмотрены разные варианты конструкций гаек: с уменьшенным размером «под ключ», гайки высокие, особо высокие, низкие, прорезные и корончатые (рис. 66, а). Кроме того, стандартизованы гайки круглые шлицевые и с отверстиями «под ключ», расположенными радиально или на торце (рис. 66, б), гайки-барашки для завинчивания без ключа (рис. 66, в), гайки колпачковые, гайки высокопрочные и др.
Винты общего назначения делятся на крепежные и установочные (рис. 67, ж); последние служат для фиксации положения деталей, причем форма и размеры отверстий под установочные винты стандартизованы. Винты (рис. 67) в зависимости от формы головок бывают: с полукруглой (а), цилиндрической (б), с цилиндрической скругленной (в), с полупотайной (г), с потайной (д), головками с шестигранным углублением «под ключ» (е), с крестообразным шлицем под специальную отвертку, с накатанной головкой, с шестигранной и квадратной головками и др. Кроме того, стандартизованы винты самонарезающие для металла и пластмассы, винты невыпадающие и шурупы, служащие для соединения деталей из дерева и мягких пластмасс; в отличие от винтов шурупы имеют острый конический конец и резьбу с крупным шагом.
Стержни крепежных винтов (как и болтов) могут иметь одинаковый по всей длине диаметр, либо быть с уменьшенным диаметром ненарезанной части (рис. 67, в, г, д).
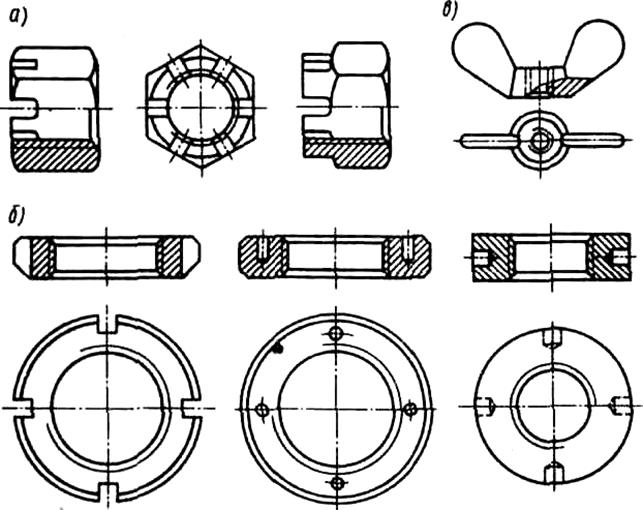
Рис. 66
В машиностроении чаще других применяют винты с шестигранными головками, так как они позволяют осуществить ключом большую силу затяжки и удобны при завинчивании и отвинчивании (поворот ключа до перехвата всего на 1/6 оборота).
Шпильки (рис. 63, в) могут иметь ввинчиваемые концы нормальной и повышенной точности с длиной их от d до 2,5d, где d – диаметр шпильки. Конструкция и размеры шпилек стандартизованы.
Концы болтов, винтов и шпилек регламентированы специальным стандартом и показаны на рис. 68.
Технические требования на крепежные резьбовые детали стандартизованы и устанавливают для болтов, винтов и шпилек из углеродистых и легированных сталей двенадцать классов прочности в зависимости от значения минимального временного сопротивления и предела текучести стали; для гаек из тех же материалов установлено семь классов прочности.
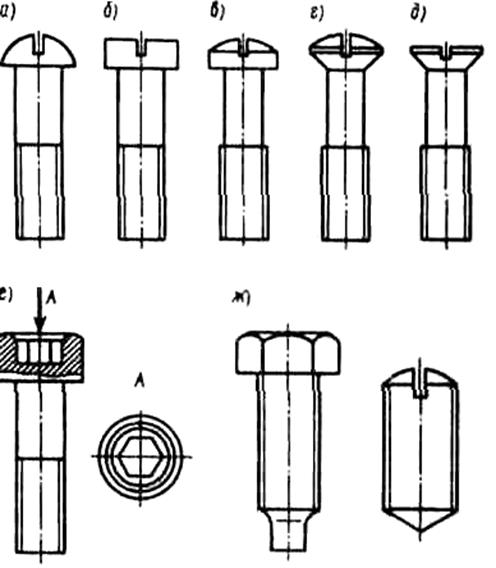
Рис. 67
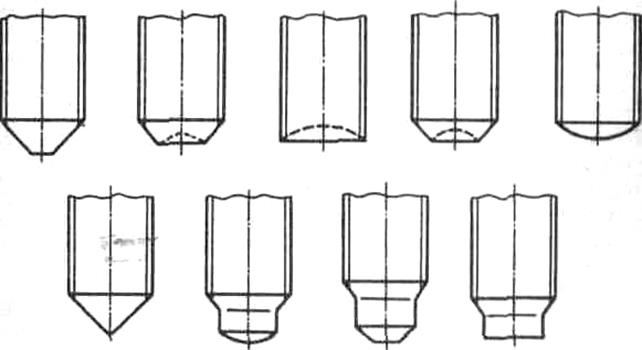
Рис. 68
Шайбы (рис. 69, а) подкладывают под гайки или головки болтов для увеличения опорной площади, уменьшения напряжений смятия и предохранения деталей от задиров. Стальные шайбы цилиндрической формы согласно стандартам изготовляют двух исполнений (без фасок и с одной наружной фаской) и двух классов точности А и С. Кроме того, стандартизованы шайбы увеличенные и уменьшенные, шайбы стопорные с внутренними и наружными зубьями, шайбы косые (для соединения деталей, имеющих уклон), шайбы упорные быстросъемные, шайбы к высокопрочным болтам, шайбы пружинные (рис. 69, б) и др. Для предотвращения изгиба стержня болта или шпильки и перекоса опорных поверхностей применяют сферические шайбы.
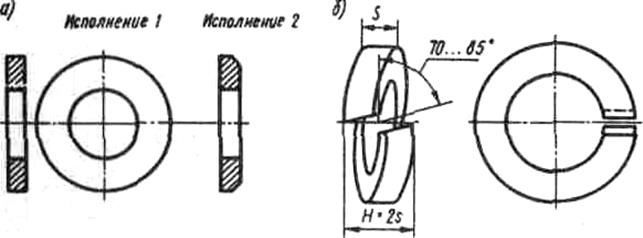
Рис. 69
Основным критерием работоспособности крепежных резьбовых соединений является прочность. Стандартные крепежные детали сконструированы равнопрочными по следующим параметрам: по напряжениям среза и смятия в резьбе, напряжениям растяжения в нарезанной части стержня и в месте перехода стержня в головку. Поэтому для стандартных крепежных деталей в качестве главного критерия работоспособности принята прочность стержня на растяжение, и по ней ведут расчет болтов, винтов и шпилек. Расчет резьбы на прочность выполняют в качестве проверочного лишь для нестандартных деталей. При расчете резьбы условно считают, что все витки нагружены одинаково, а неточность в расчете компенсируют значением допускаемого напряжения.
Условие прочности резьбы на срез имеет вид
tcp=Q/Acp ≤ [tcp],
где Q – осевая сила; Аср – площадь среза витков нарезки; для винта Аcp=pd1kHг, для гайки Аcp=pDkHг. Здесь Нг – высота гайки; k – коэффициент, учитывающий ширину основания витков резьбы: для метрической резьбы для винта k=0,75, для гайки k=0,88; для трапецеидальной и упорной резьб k=0,65; для прямоугольной резьбы k=0,5. Если винт и гайка из одного материала, то на срез проверяют только винт, так как d1<D.
Условие прочности резьбы на смятие имеет вид
sсм=Q/Aсм ≤ [sсм],
где Aсм – условная площадь смятия (проекция площади контакта резьбы винта и гайки на плоскость, перпендикулярную оси): Aсм=pd2hz , где pd2 – длина одного витка по среднему диаметру; h – рабочая высота профиля резьбы; z=Hг/p – число витков резьбы в гайке высотой Нг, р – шаг резьбы.
Клеммовоесоединение служит для закрепления на валах или осях с помощью винтов различных деталей (рычагов, установочных колец, шкивов и др.), имеющих разъем или прорезь (рис. 70). Соединение обеспечивается силами трения, действующими между поверхностями вала и отверстия детали. В отличие от шпоночного соединения и зубчатого соединения, клеммовое соединение позволяет закреплять деталь на валу под любым углом и в любом месте по его длине, а также облегчает сборку.
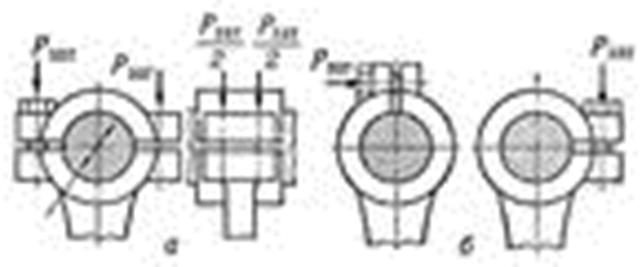
Рис. 70
Шпоночными называют разъемные соединения составных частей изделия с применением шпонок. Детали шпоночного
ными и подвижными и служат обычно для предотвращения относительного поворота ступицы и вала при передаче крутящего момента. Шпоночные соединения широко применяют во всех отраслях машиностроения.
Достоинства шпоночных соединений: простота и надежность конструкции, легкость сборки и разборки соединения, невысокая стоимость. Основной недостаток шпоночных соединений – снижение нагрузочной способности сопрягаемых деталей из-за ослабления их поперечных сечений шпоночными пазами и значительной концентрации напряжений в зоне этих пазов.
Форма и размеры большинства типов шпонок стандартизованы, а их применение зависит от условий работы соединяемых деталей и диаметров посадочных поверхностей.
Шпоночные соединения подразделяют на напряженные и ненапряженные. Под напряженным понимается такое соединение, в котором постоянно действуют внутренние силы упругости, вызванные предварительной (т. е. до приложения нагрузки) затяжкой. Напряженные шпоночные соединения обладают большой нагрузочной способностью, не требуют высокой точности пригонки, но, как правило, деформируют соединяемые детали, вызывают расцентровку, дисбаланс и неуравновешенность деталей, а при коротких ступицах – перекос их осей. Эти обстоятельства резко ограничивают область применения напряженных шпоночных соединений в современных машинах.
Напряженные шпоночные соединения осуществляются стандартными клиновыми (рис. 72) и тангенциальными (рис. 73) шпонками с уклоном 1:100, обеспечивающим самоторможение. Клиновые шпонки забивают в пазы, ширина которых больше ширины шпонки b, в результате чего возникают значительные радиальные распорные силы и напряженное соединение, способное передавать
крутящие моменты и воспринимать осевые нагрузки в обоих направлениях. Согласно стандарту клиновые шпонки могут быть четырех исполнений: с головкой, без головки и без закруглений по концам, с закругленным одним или двумя концами. Соединения клиновыми шпонками применяют в тихоходных передачах, подверженных динамическим нагрузкам.
В соединениях тангенциальными (нормальными или усиленными) шпонками натяг создается не в радиальном, а в тангенциальном направлении, причем каждая шпонка выполняется из двух односкосных клиньев, положение которых после сборки должно быть зафиксировано с помощью штифта или другим способом. Тангенциальные шпонки применяют в тяжелом машиностроении, причем усиленные шпонки ставят при повышенных ударных нагрузках и частом изменении направления вращения. Обычно тангенциальные шпонки ставят попарно под углом 120° или 180° и ориентируют их в противоположном направлении, так как каждая шпонка передает крутящий момент только в одну сторону (рис. 73).
Напряженные шпоночные соединения обладают большой нагрузочной способностью, не требуют высокой точности пригонки, но, как правило, деформируют соединяемые детали, вызывают расцентровку, дисбаланс и неуравновешенность деталей, а при коротких ступицах – перекосих осей. Эти обстоятельства резко ограничивают область применения напряженных шпоночных соединений в современных машинах.
Ненапряженные шпоночные соединения осуществляются стандартными призматическими и сегментными или специальными шпонками. Подвижное соединение стандартной призматической направляющей шпонкой с креплением на валу показано на рис. 74, а (резьбовое отверстие посередине предназначено для извлечения шпонки из паза вала с помощью винта). На рис. 74, б показано подвижное шпоночное соединение со специальными скользящими шпонками.
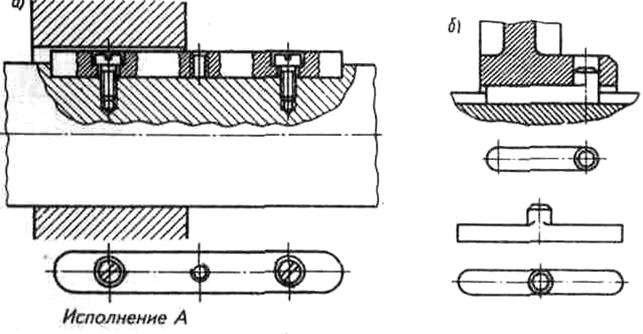
Рис. 74
Неподвижное соединение призматической шпонкой показано на рис. 75. Размеры, допуски и посадки призматических шпонок и пазов регламентированы ГОСТами. По форме торцов призматические шпонки могут быть трех исполнений. Призматические шпонки обеспечивают передачу крутящего момента, но не могут воспринимать осевые нагрузки. Высокие призматические шпонки обладают повышенной нагрузочной способностью и применяются для ступиц из чугуна и других материалов более низкой прочности, чем материал вала. В зависимости от принятой базы обработки и измерения на рабочем чертеже должен указываться один размер для вала t1 (предпочтительный вариант) или d–t1, для втулки d t2.
Соединение сегментной шпонкой показано на рис. 76. Размеры сегментных шпонок и сечений пазов установлены ГОСТом, причем стандарт предусматривает шпонки двух исполнений: высотой h (без лыски) и высотой h1 (с лыской). Сегментные шпоночные соединения технологичны, удобны при сборочных работах, но глубокий шпоночный паз значительно ослабляет вал, поэтому такие соединения применяют при передаче не больших крутящих моментов или для фиксации деталей на осях. В зависимости от принятой базы обработки и измерения на рабочем чертеже должен указываться один размер для вала t1 (предпочтительный вариант) или D–t1, для втулки D t2, где D – диаметр вала.
Основными критериями работоспособности ненапряженных шпоночных соединений являются прочность шпонки на срез и
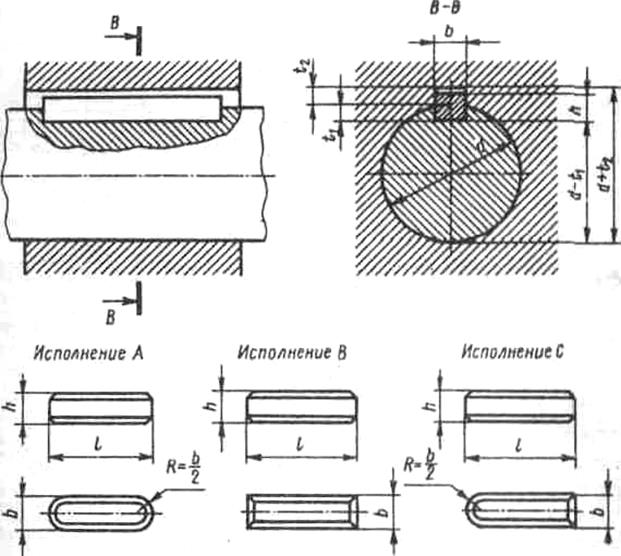
Рис. 75
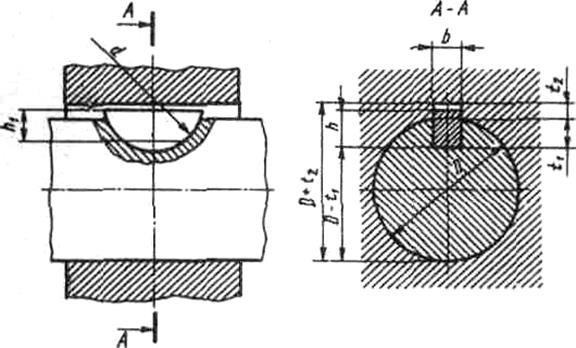
Рис. 76
Расчетная формула шпоночного соединения на смятие имеет вид
sсм=2T/(dAсм) ≤ [sсм],
где Асм=(h–t1)lp; (h–t1) – высота площадки смятия; lр – расчетная длина шпонки (lp=l–b для шпонок исполнения А, lp=l для шпонок исполнения В, lp=l–b/2 для шпонок исполнения С, см. рис. 75); lp=d для сегментных шпонок, где d – диаметр сегментной шпонки; D – диаметр вала (см. рис. 76).
Размеры стандартных призматических и сегментных шпонок установлены в зависимости от диаметра вала по условию прочности шпонки на срез, поэтому основным для таких соединений является проверочный расчет на смятие, а расчет на срез необходим лишь для нестандартных шпонок и особо ответственных конструкций. Если требуется определить длину призматической шпонки, то ее также определяют из расчета на смятие. Обычно длина призматической шпонки должна быть на 3–10 мм меньше длины ступицы, насаженной на вал детали.
Согласно действующим стандартам, шпонки должны изготовляться из сталей с временным сопротивлением разрыву не менее 590 МПа. Сортамент чистотянутых среднеуглеродистых сталей для сегментных и призматических шпонок регламентирован ГОСТом. Легированные стали применяют для специальных шпонок.
Допускаемые напряжения на смятие дня неподвижных шпоночных соединений принимают в зависимости от предела текучести:
[sсм]=sт/[s],
где допускаемый коэффициент запаса прочности [s]=1,9…2,3 при постоянной нереверсивной нагрузке; [s]=2,9…3,5 при переменной нереверсивной нагрузке; при реверсивной нагрузке значения [s] увеличиваются на 30%. При чугунных ступицах [sсм]=70…100 МПа. Для подвижных шпоночных соединений в целях предупреждения задира и ограничения износа допускаемые напряжения смятия уменьшают в 3…4 раза.
Допускаемые напряжения на срез для шпонок принимают в пределах
[tcр]=60…100 МПа
(меньшие значения берут при динамических нагрузках).
Шлицевым называется разъемное соединение составных частей изделия с применением пазов (шлицев) и выступов. Шлицевые соединения бывают подвижные и неподвижные. Детали шлицевого соединения (вал и втулка) показаны на рис. 78. Шлицевое соединение можно представлять как многошпоночное, у которого шпонки выполнены за одно целое с валом. Шлицевые соединения по сравнению со шпоночными обладают значительными преимуществами, а именно: меньшее число деталей в соединении, значительно большая нагрузочная способность за счет большей площади контакта рабочих поверхностей вала и ступицы, меньшая концентрация напряжений в материале вала и ступицы, лучшее центрирование соединяемых деталей и более точное направление при осевом перемещении, высокая надежность при динамических и реверсивных нагрузках. Эти преимущества обеспечили широкое применение шлицевых соединений в автомобильной, тракторной, станкостроительной и других отраслях промышленности.
Недостаток шлицевых соединений – высокая трудоемкость и стоимость их изготовления.
Первые два типа шлицевых соединений стандартизованы.
Наибольшее распространение имеют соединения шлицевые прямобочные, размеры и допуски которых регламентированы ГОСТом. Эти соединения применяют, например, для посадки подвижных и неподвижных зубчатых колес на валы в коробках передач металлорежущих станков. Стандарт предусматривает прямобочные шлицевые соединения трех серий: легкой, средней (обе с числом зубьев от 6 до 10) и тяжелой (с числом зубьев от 10 до 20), отличающихся друг от друга высотой зубьев и, следовательно, нагрузочной способностью.
Прямобочные шлицевые соединения выполняют с центрированием (рис. 79): по боковым сторонам зубьев (а), по наружному диаметру (б), по внутреннему диаметру (в). Центрирование по боковым сторонам зубьев обеспечивает более равномерное распределение нагрузки между зубьями и поэтому его применяют при ударных и реверсивных нагрузках (например, в карданных валах); центрирование по наружному или внутреннему диаметрам обеспечивает более высокую соосность вала и ступицы. Метод центрирования имеет прямое отношение к технологии изготовления деталей соединения, причем наиболее технологично центрирование по наружному диаметру, применяемому при невысокой твердости внутренней поверхности ступицы (H<350 НВ). В этом случае шлицевое отверстие обрабатывают протяжкой, а посадочную поверхность вала шлифуют. При высокой твердости посадочной поверхности ступицы и вала рекомендуется центрирование по внутреннему диаметру. В этом случае после термообработки посадочные поверхности ступицы и вала шлифуют соответственно на внутришлифовальном и шлицешлифовальном станках.
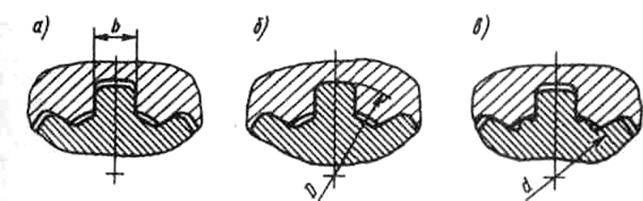
Рис. 79
Более совершенны, но пока менее распространены, шлицевые эвольвентные соединения с углом профиля 30°, размеры, допуски и измеряемые величины которых установлены ГОСТ 6033–80. Эвольвентные шлицевые соединения по сравнению с прямобочными более технологичны, так как шлицевые валы можно нарезать червячными фрезами с прямолинейным профилем, а шлицевые ступицы большого размера нарезать долбяками на зубодолбежных станках. Кроме того, эвольвентные шлицевые соединения обладают большей нагрузочной способностью, так как их зубья утолщаются к основанию и имеют значительно (до двух раз) меньшую концентрацию напряжений за счет закруглений у основания зубьев.
Основные стандартные параметры эвольвентного соединения (рис. 79, б): номинальный диаметр D, угол профиля a=30°, модуль т, диаметр делительной окружности d=mz, где z – число зубьев. Стандарт предусматривает номинальные диаметры от 4 до 500 мм, модули от 0,5 до 10 мм и числа зубьев от 6 до 82.
Соединения с эвольвентными зубьями выполняют с центрированием по боковым поверхностям зубьев и реже по наружному диаметру; допускается применять центрирование по внутреннему диаметру. При центрировании по боковым поверхностям зубьев и при плоской форме дна впадины высота зубьев вала и втулки равна модулю, т. е. h=Н=т, а рабочая высота профиля (с учетом зазоров и фасок) приблизительно равна 0,8m.
Эвольвентные зубья, как и прямобочные, можно применять в подвижных и неподвижных соединениях.
Соединения шлицевые треугольные не стандартизованы и применяются как неподвижные при тонкостенных ступицах, пустотелых валах, стесненных габаритах деталей и сравнительно небольших крутящих моментах. Центрирование соединения выполняется по боковым поверхностям зубьев. Треугольные шлицевые соединения бывают цилиндрическими и коническими.
Расчет шлицевых соединений.Основными критериями работоспособности шлицевых соединений являются сопротивление рабочих поверхностей зубьев смятию и изнашиванию. Расчет прямобочных шлицевых соединений регламентирован ГОСТом, согласно которому нагрузочная способность соединения определяется как меньшее из двух значений, полученных по расчету на смятие и на износ. Соединения типа муфт, нагруженные только крутящим моментом, на износ не рассчитывают.
Расчет на смятие производится по условию
sсм=Q/Aсм ≤ [sсм],
где Т – крутящий момент; dcp=(D d)/2 – средний диаметр шлицевого соединения; Aсм – площадь смятия; [sсм] – допускаемое среднее давление из расчета на смятие.
Для прямобочного соединения Aсм=hplz, где hр – рабочая высота зубьев; l – длина ступицы, z – число зубьев.
Для удобства расчетов введем понятие удельного суммарного статического момента SF – площади рабочих поверхностей соединения относительно оси вала (значения SF в мм3/мм для всех типоразмеров приведены в таблице ГОСТ 21425–75)
SF=0,5dcphpz,
тогда расчетная формула на смятие приобретает вид
s=T/(SFl) ≤ [sсм].
Расчет соединения на износ производится по формуле
s=T/(SFl) ≤ [sизн],
где [sизн] – допускаемое давление из расчета на износ.
Допускаемое среднее давление из расчета на смятие
[sсм]=sт/([s]KсмKg),
где [s]=1,25…1,4 – допускаемый коэффициент запаса прочности (верхнее значение для закаленных рабочих поверхностей); Kсм – общий коэффициент концентрации нагрузки, определяемый по таблицам стандарта (грубо ориентировочно Kсм=4…5); Kg=2…2,5 – коэффициент динамичности нагрузки при реверсировании без ударов (верхнее значение для незакаленных поверхностей).
Допускаемое среднее давление из расчета на износ определяется по таблицам стандарта.
Расчет шлицевых звольвентных соединений на смятие ведется по формуле
sсм=2T/(dAсм)≤ [sсм],
где d=mz – диаметр делительной окружности; т – модуль соединения, z – число зубьев; Асм=hplz – условная площадь смятия; hр=0,8m – рабочая высота зубьев; l – длина ступицы.
Допускаемое напряжение смятия устанавливают в зависимости от характера соединения (подвижное, неподвижное), условий эксплуатации, термообработки и других факторов. Для подвижных соединений [sсм]=3…70 МПа, для неподвижных [sсм]=35…200 МПа (нижние значения для ударной нагрузки).
Клиновым называется разъемное соединение составных частей изделия с применением детали, имеющей форму клина. Клиновые соединения подразделяют на установочные (рис. 80, а), предназначенные для регулирования и установки нужного взаимного положения деталей, и силовые (рис. 80, б), предназначенные для прочного скрепления деталей. Клиновые соединения применяют, например, для регулирования положения подшипников валков прокатных станов, для соединения штока с ползуном в паровых машинах или насосах, соединения протяжек с патроном протяжного станка; рассмотренные ранее соединения клиновыми и тангенциальными шпонками также можно отнести к числу клиновых соединений.
Достоинства клиновых соединений: простота и надежность конструкции, возможность создания и восприятия больших усилий, быстрота сборки и разборки соединения. Недостатки: значительное ослабление сечений соединяемых деталей пазами под клинья, нетехнологичность этих пазов и концентрация напряжений, что существенно сократило область применения клиновых соединений в современных конструкциях.
Силовые клиновые соединения бывают ненапряженные, в которых нет напряжений до приложения внешней силы F (рис. 80, б), и напряженные, в которых осуществляется предварительный натяг силой Q (рис. 80, в, где натяг осуществляется с помощью буртика на стержне). Ненапряженные соединения применяют при постоянных односторонних нагрузках, напряженные – при знакопеременных нагрузках. Для обеспечения самоторможения соединения необходимо, чтобы угол скоса клина был меньше удвоенного угла трения, т. е. a<2j.
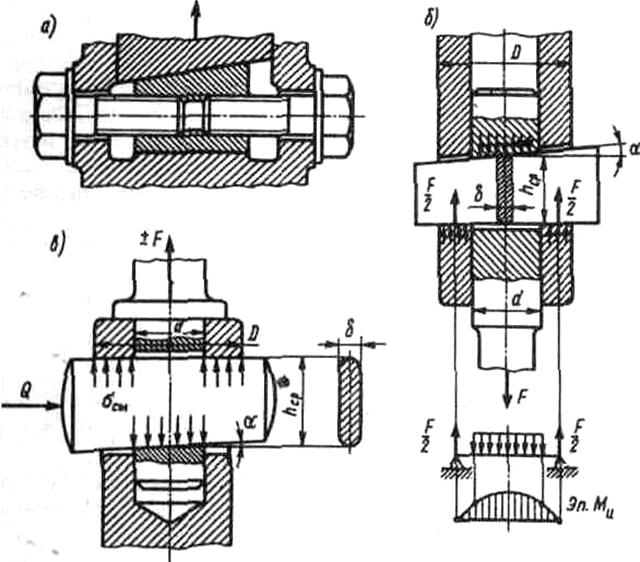
Рис. 80
Критерием работоспособности клинового соединения является прочность. В клиновых соединениях рассчитывают стержень по ослабленному сечению и хвостовую часть стержня на срез, поверхность контакта клина со стержнем и втулкой на смятие и клин на изгиб; расчетная схема клина на изгиб показана на рис. 80, б.
Напряженное клиновое соединение рассчитывают так же, как ненапряженное, но по расчетной нагрузке Fp=1,25F.
Штифтовым называется соединение составных частей изделия с применением штифта. Штифтовые соединения применяют для фиксации взаимного положения деталей (рис. 81, а, б), при передаче сравнительно небольших крутящих моментов (рис. 81, в); для закрепления деталей на конце вала применяется соединение, где штифт выполняет роль круглой шпонки (рис. 81, г). В качестве распространенного примера можно привести фиксацию двумя
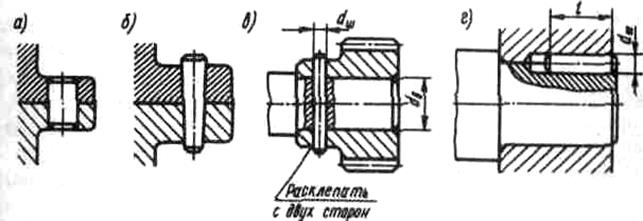
Рис. 81
штифтами взаимного положения корпуса и крышки редуктора, что необходимо при совместной механической обработке этих деталей и для сборки редуктора.
Достоинства штифтовых соединений: их простота, технологичность и низкая стоимость. Недостаток некоторых штифтовых соединений – ослабление сечения вала отверстием и связанная с этим концентрация напряжений.
Конструкция и размеры штифтов регламентированы многими стандартами. Основные типы стандартных штифтов представлены на рис. 82: конический гладкий (а), конический насеченный (б), цилиндрический гладкий (в), цилиндрический насеченный (г), пружинный (д). Кроме того, стандартизованы штифты цилиндрические насеченные с коническими насечками, штифты цилиндрические и конические с внутренней резьбой, штифты
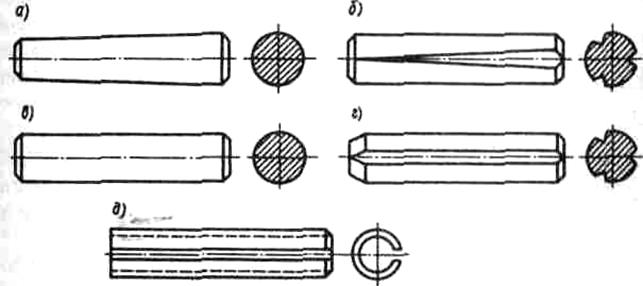
Рис. 82
конические с резьбовой цапфой (резьба на штифтах служит либо для их закрепления, либо для извлечения из отверстия при разборке); стандартизованы также штифты конические разводные, штифты цилиндрические закаленные и штифты цилиндрические заклепочные (эти штифты с канавками имеют головки и их применяют вместо гвоздей или шурупов).
Гладкие конические и цилиндрические штифты чаще всего применяют в качестве установочных для фиксации взаимного положения соединяемых деталей; отверстия под штифты в этих деталях сверлят и разворачивают совместно. Цилиндрические штифты ставят в отверстия с натягом; в движущихся соединениях концы штифтов расклепывают. Конические штифты изготовляют с конусностью 1:50, обеспечивающей самоторможение; они допускают многократную сборку-разборку и поэтому применяются чаще.
Хорошо зарекомендовали себя в качестве крепежных насеченные штифты, так как они не требуют развертывания отверстий при установке, надежно сцепляются при забивании со стенками отверстия, допускают многократную сборку-разборку без заметного ухудшения сцепления.
Пружинные штифты вальцуют из ленты пружинной стали и закаливают. Ввиду большой податливости их можно устанавливать в грубо обработанные отверстия, причем обеспечивается надежное сцепление при вибрационных и ударных нагрузках, допускается многократная разборка и сборка.
Штифты обычно изготовляют из углеродистой или пружинной стали, для соединения пластмассовых деталей применяют штифты из пластмасс.
Критерием работоспособности крепежного штифтового соединения является прочность. В соединении (рис. 80, в) диаметр dш штифта можно определить из расчета его на срез по двум поперечным сечениям; в соединении, показанном на рис. 80, г, диаметр dш и длина l круглой шпонки определяются из расчета на срез по диаметральному сечению (один из размеров задается, например, dш=0,25dв, где dв – диаметр вала), а затем проверяют соединение на смятие, причем условная площадь смятия равна половине площади диаметрального сечения круглой шпонки.
Насеченные штифты рассчитывают так же, как и гладкие, но с коэффициентом ослабления, равным 1,3…1,5.
деталей: отсутствие резких переходов в форме сечения снижает опасность появления трещин при термообработке. Недостатком профильных соединений по сравнению со шлицевыми является возникновение действующих на ступицу распорных сил и значительно большие напряжения смятия, в результате чего нагрузочная способность профильных соединений меньше, чем шлицевых.
Расчет профильных соединений заключается в проверке прочности рабочих поверхностей на смятие, прочности и радиальной деформации ступицы.
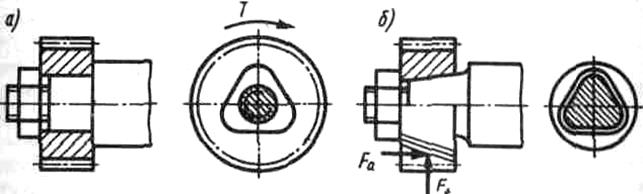
Рис. 84
§
Фрикционной передачей называется механизм, служащий для передачи вращательного движения от одного вала к другому с помощью сил трения, возникающих между насаженными на валы и прижатыми друг к другу цилиндрами (рис. 85, а), конусами (рис. 85, б) или дисками (рис. 85, в, г).
Рис. 85
Достоинства фрикционных передач: простота конструкции, бесшумность работы, возможность безаварийной ситуации при случайной перегрузке, возможность плавного изменения передаточного числа на ходу машины. Главный недостаток фрикционных передач – значительная радиальная нагрузка на опоры валов, которая может до 35 раз превышать передаваемое окружное усилие. Кроме того, фрикционные передачи не обеспечивают строгого постоянства передаточного числа при изменении нагрузки и имеют сравнительно невысокий КПД.
Фрикционные передачи находят применение в кузнечно-прессовом оборудовании, металлорежущих станках, транспортирующих машинах; в приборах, счетно-решающих машинах и т.д. Принцип фрикционной передачи является основой технологического процесса в прокатных станах, основой работы рельсового и безрельсового колесного транспорта.
Цилиндрическая фрикционная передача (рис. 85, а) допускает для одной пары катков силовых передач i<7, для передач приборов i<25; окружные скорости катков открытых силовых передач не должны быть больше 10 м/с, а для закрытых передач – 20 м/с. Для закрытых передач КПД h=0,92…0,98, для открытых h=0,8…0,92.
В результате неизбежного при работе фрикционных передач упругого скольжения ведомый каток отстает от ведущего и точное значение передаточного числа будет определяться по формуле
i=w1/w2=D2/[D1(1–e)],
где e – коэффициент скольжения (для металлических катков e=0,01…0,03, большие значения относятся к передачам, работающим всухую; для текстолитового катка e»0,1). Наличие упругого скольжения и некоторая его зависимость от колебаний нагрузки и условий работы передачи вынуждают называть передаточное число фрикционной передачи условно постоянным. Для практических расчетов силовых фрикционных передач пользуются приближенным значением передаточного числа i»D2/D1.
Для передачи от одного вала к другому крутящего момента необходимо за счет силы трения приложить к ведомому катку окружную силу
Ft=2T1/D1,
которая должна быть меньше наибольшей силы трения покоя, возникающей между катками, прижатыми друг к другу силой Q. Таким образом, условие работы фрикционной передачи записывается так:
kFt=Fmp=fQ,
где k – коэффициент запаса сцепления (k=1,3…1,4); f – коэффициент трения (для стальных или чугунных катков, работающих в масляной ванне f=0,04…0,05; работающих всухую f=0,15…0,20; для передач с одним неметаллическим катком f=0,2…0,3).
Из вышеприведенной формулы определим силу прижатия катков:
Q=kFt/f=2kT/(fD).
Из этой формулы видно, что сила прижатия катков больше окружной силы в k/f раз, что при k=1,4, f=0,04 дает k/f=1,4/0,04=35 раз. Большие силы прижатия катков создают значительные радиальные нагрузки на опоры валов и вызывают появление больших контактных напряжений на рабочих поверхностях катков, что делает силовые фрикционные передачи громоздкими, а их нагрузочную способность сравнительно невысокой.
Для уменьшения в несколько раз силы прижатия применяют катки с клинчатым ободом (рис. 86, б). Однако в таких катках возникает значительное геометрическое скольжение, существенно уменьшающее срок их службы.
Для катков, изготовленных из материалов, подчиняющихся закону Гука (металлы и текстолит), наибольшие контактные напряжения sH вычисляются по формуле Герца:
 ,
,
Основным расчетным параметром цилиндрической фрикционной передачи будем считать межосевое расстояние а, а условие износостойкости запишется в виде неравенства
sH<[sH],
где [sH] – допускаемое контактное напряжение для катка из менее прочного материала.
Вышеприведенное условие износостойкости катков используется для проверочного расчета имеющейся передачи. Формулу для проектного расчета передач с металлическими и текстолитовыми катками получим из формулы Герца, приняв коэффициент Пуассона m=0,3, выразив диаметры катков через межосевое расстояние а и передаточное число i; силу прижатия Q выразим через крутящий момент Т1, а ширину катка примем b=yaa, где ya=0,2…0,4 – коэффициент ширины катка по межосевому расстоянию, тогда
 ,
,
где k – коэффициент запаса сцепления; f – коэффициент трения.
Вычислив межосевое расстояние, определяем размеры катков по формулам:
D1=2a/(i 1), D2=D1i, b=yaa,
причем должно соблюдаться условие b£D1, а ширину обода малого катка принимают на 2…5мм больше расчетной, так как возможно осевое смещение катков из-за неточностей изготовления и сборки.
Допускаемые контактные напряжения устанавливают в зависимости от материалов катков, твердости НВ рабочих поверхностей или предела прочности при изгибе sви и условий работы передачи. Ориентировочно для стальных катков, работающих всухую, [sH]=1,2…1,5 НВ, МПа; для стальных катков, работающих в масляной ванне, [sH]=2,4…2,8 НВ, МПа; для чугунных катков [sH]»l,5sви; для текстолитовых катков [sH]=80…100 МПа.
Расчет неметаллических катков, материал которых не подчиняется закону Гука, ведут понагрузке q на единицу длины контактной линии по условию
q=Q/b£[q],
где Q – сила прижатия катков; b – ширина катков; [q] – допускаемая удельная нагрузка; для пластмасс ориентировочно [q]=40…80 Н/мм, для дерева [q]=2,5…5 Н/мм, для резины [q]=10…30 Н/мм, для кожи [q]=15…25 Н/мм.
Так как Q=2kT1/(fD1), a D1=2a/(i 1), то, приняв q=[q], получим формулу для проектного расчета передач с неметаллическими катками
 .
.
Коническиефрикционные передачи (рис. 85, б) преобразовывают вращательное движение между валами, оси которых пересекаются, причем обычно угол между осями S=d1 d2=90°, где d1 и d2 – половины углов при вершине конусов ведущего и ведомого катков. В конических передачах скольжение теоретически отсутствует.
Основными геометрическими параметрами передачи являются (рис. 85, б): конусное расстояние  , где D1 и D2 – диаметры катков.
, где D1 и D2 – диаметры катков.
Для передачи крутящего момента необходимо катки прижать друг к другу, создав силу нормального давления N и обеспечив условие
kFt=Fmp=fN,
где k – коэффициент запаса сцепления; Ft=2T1/D1m – окружная сила; f – коэффициент трения. Для определения силы Q1 прижатия катков разложим эту силу по реальным направлениям на составляющие N и Q2 (рис. 85, б), тогда
Q1=Nsind1, Q2=Nsind2.
Из этих равенств видно, что для обеспечения одной и той же силы нормального давления N надо к ведущему катку приложить силу Q1 или к ведомому – силу Q2, причем Q1<Q2, если d1<d2. Отсюда следует, что выгодно нажимным делать меньший каток.
У ортогональных передач (S=90°), для которых D2/D1=tgd2, передаточное число можно также определить по формуле i=tgd2=ctgd1. Для конических фрикционных передач рекомендуется i<4, а их КПД h=0,85…0,9.Критерий работоспособности и принципы расчета конических фрикционных передач аналогичны рассмотренным ранее для цилиндрических передач, но основным расчетным параметром следует считать средний диаметр Dm большего (обычно ведомого) катка, так как в основном именно этот размер определяет габариты передачи.
Вариатором или бесступенчатой передачей называется механизм для плавного изменения передаточного отношения. В машиностроении фрикционные вариаторы используют в силовых приводах, мощность которых колеблется от небольших величин до десятков и даже сотен киловатт. Вариаторы бывают одно- и двухступенчатые.
Основной кинематической характеристикой любого вариатора является диапазон регулирования Д, равный максимальному передаточному отношению, деленному на минимальное
Д=imax/imin.
Для одноступенчатых вариаторов преимущественные значения Д=3…6. С увеличением диапазона регулирования снижается КПД вариатора.
На рис. 85, в изображена схема лобового вариатора, в котором оси взаимно перпендикулярны, а изменение скорости ведомого вала происходит за счет осевого перемещения ролика. Лобовой вариатор допускает реверсивные вращения ведомого вала при одностороннем вращении ведущего. Ведущим звеном в лобовой передаче может быть либо ролик, либо работающий торцом диск. Передаточное число лобового вариатора
i=w1/w2=x/r,
а диапазон регулирования
Д=imax/imin=Rmax/Rmin.
На рис. 85, г представлена схема двухконусного вариатора с параллельными осями. Изменение передаточного отношения происходит за счет перемещения с помощью винтового механизма промежуточного цилиндрического катка 3, зажатого между рабочими поверхностями конических катков 1 и 2.
Так как imax=Dmax/Dmin, а imin=Dmin/Dmax, то диапазон регулирования Д=imax/imin=  .
.
Материалы тел качения фрикционных передач должны обладать высокой износостойкостью и прочностью рабочих поверхностей, возможно большим коэффициентом трения скольжения, высоким модулем упругости (для уменьшения упругого скольжения). Максимальную нагрузочную способность имеют катки из закаленной стали типа ШХ15, которые могут работать в масляной ванне и всухую. Применяются в силовых передачах также чугунные катки и сочетания текстолитовых и стальных или чугунных катков. Кроме того, для изготовления катков или их облицовки (для повышения коэффициента трения) применяют кожу, резину, прорезиненную ткань, дерево, фибру и другие материалы. Катки из неметаллических материалов работают всухую.
При разных материалах тел качения ведущий каток делают из менее прочного материала во избежание повреждения катков в случае буксования передачи.
§
Ременной передачейназывается механизм, служащий для преобразования вращательного движения при помощи шкивов, закрепленных на валах, и бесконечной гибкой связи – приводного ремня, охватывающего шкивы (рис. 88, а).
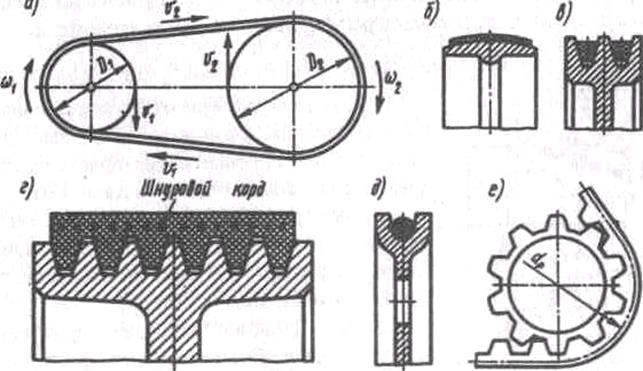
Рис. 88
Ременные передачи применяются почти во всех отраслях машиностроения и являются одним из старейших видов механических передач. В большинстве случаев ременные передачи выполняют как понижающие.
Достоинства ременных передач: простота конструкции и эксплуатации; плавность и бесшумность работы; возможность передачи вращения валам, удаленным на большие расстояния (до 15 м и более); невысокая стоимость.
Недостатки: малая долговечность приводных ремней; сравнительно большие габариты; высокие нагрузки на валы и их опоры; непостоянство передаточного числа большинства ременных передач, объясняемое потерей скорости ремня при огибании ведущего шкива.
Вышеуказанные достоинства и недостатки делают целесообразным применение ременной передачи на быстроходных ступенях сложных передач; наиболее характерной является установка ведущего шкива на валу электродвигателя. Мощность современных ременных передач редко превышает 50 кВт, так как при больших мощностях они получаются слишком громоздкими.
В зависимости от профиля сечения ремня передачи можно классифицировать следующим образом (рис. 88): б – плоскоременная; в – клиноременная; г – поликлиноременная; д – кругло-ременная; е – зубчато-ременная; первые четыре являются передачами трением, последняя – передача зацеплением.
В современном машиностроении наибольшее применение имеют клиноременные передачи; увеличивается применение поликлиновых и зубчатых ремней, а также плоских ремней из синтетических материалов, обладающих высокой статической прочностью и долговечностью. Круглоременные передачи применяют при небольших мощностях, например, в приборах, настольных станках, машинах домашнего обихода и т. п.
Кинематика ременных передач. Передаточное отношение i всех передач, в том числе и ременных, определяется по формуле
i12=w1/w2=n1/n2.
где w1, n1 и w2, n2– угловая скорость и частота вращения соответственно ведущего и ведомого шкивов.
Ветвь ремня, набегающая на ведущий шкив, называется ведущей, а сбегающая – ведомой (рис. 88, а).
Окружные скорости ведущего и ведомого шкивов определяют по формулам:
v1=w1D1/2=pD1n1/60,
v2=w2D2/2=pD2n2/60,
где D1, D2 – диаметры этих шкивов.
Дуга обода шкива, на которой он соприкасается с ремнем, называется дугой обхвата, а соответствующий ей центральный угол называется углом обхвата и обозначается a (рис. 89).
Очевидно, что при передаче мощности с помощью ременной передачи ведущая ветвь ремня имеет большее натяжение. При перемещении ремня вместе с ободом ведущего шкива на дуге обхвата каждый элемент ремня перейдет из зоны большего в зону меньшего натяжения, в результате чего элементы ремня укорачиваются и он
Явление потери скорости ремня при огибании ведущего шкива является результатом упругого скольжения, неизбежного при работе передач трением.
Как показали экспериментальные исследования, упругое скольжение происходит не на всей дуге обхвата, поэтому угол обхвата a=an ac, где an – угол, соответствующий дуге относительного покоя, а ac – угол, соответствующий дуге упругого скольжения. С ростом передаваемой нагрузки величина дуги покоя уменьшается. Упругое скольжение не следует смешивать с буксованием передачи, когда происходит скольжение по всей дуге обхвата и передача мощности прекращается.
Упругое скольжение ремня и относительная потеря скорости характеризуются коэффициентом скольжения
e=(v1–v2)/v1=0,01…0,02.
Заметим, что коэффициент скольжения может быть числом безразмерным или выражаться в процентах.
Таким образом, передаточное отношение ременной передачи трением равно
i=w1/w2=D2/[D1(1–e)],
Коэффициент скольжения зависит от передаваемой нагрузки, следовательно, передаточное отношение ременной передачи трением не является строго постоянной величиной. Приближенно можно принимать
i»D2/D1.
Ввиду отсутствия упругого скольжения зубчато-ременные передачи обеспечивают постоянство передаточного отношения, вычисляемого по формуле
i=w1/w2=n1/n2=z2/z1,
где z1, z2 – числа зубьев ведущего и ведомого шкивов.
Геометрия ременных передач. Основными геометрическими параметрами схематически изображенной на рис. 88 открытой ременной передачи являются: диаметры шкивов D1 и D2, межосевое расстояние а, расчетная длина ремня Lp, угол обхвата a на малом шкиве (для шкивов клиноременных и зубчато-ременных передач основным диаметральным размером является расчетный диаметр, обозначаемый dp). Диаметры шкивов определяются в зависимости от типа передачи, передаваемой мощности и передаточного отношения. Диаметры шкивов плоскоременных и клиноременных передач стандартизованы.
Межосевое расстояние а определяется в основном конструкцией привода; минимальные значения а зависят от типа передачи и диаметров шкивов.
Расчетная длина ремня Lp всех типов открытых передач равна сумме длин прямолинейных участков и дуг обхвата ведущего и ведомого шкивов. Формула для вычисления расчетной длины ремня открытой передачи имеет вид:
Lp=2a p(D1 D2)/2 (D2–D1)2/(4a).
Вычисленную расчетную длину бесконечных ремней (клиновых, поликлиновых, быстроходных плоских, зубчатых) округляют до ближайшего стандартного или нормализованного значения, после чего определяют окончательное межосевое расстояние по формуле
 , w=p(D1 D2)/2, y=(D2–D1)2/4.
, w=p(D1 D2)/2, y=(D2–D1)2/4.
Длину ремней, концы которых сшивают, увеличивают на необходимую для сшивки величину. За расчетную длину Lp клиновых ремней принимают длину на уровне нейтральной линии, проходящей через центр тяжести сечения ремня.
Угол обхвата a на малом шкиве для открытых передач равен
a=180°–2g=180°–  =180°–
=180°–  .
.
Угол между ветвями ремня
2g=180°–a.
Основными критериями работоспособности передач трением являются тяговая способность передачи и долговечность ремня. Критериями работоспособности зубчато-ременной передачи является прочность ремня и его долговечность.
Долговечностью ремня называется его свойство сохранять работоспособность до наступления предельного состояния. Количественно долговечность ремней оценивается техническим ресурсом, измеряемым чаще всего в часах.
Долговечность ремня в условиях нормальной эксплуатации в основном определяется его сопротивлением усталости, которое зависит от значения максимального переменного напряжения и частоты циклов изменения напряжений, иначе говоря, от числа изгибов ремня в единицу времени. Частоту циклов изменения напряжений N удобно выражать через число пробегов ремня в секунду, которое обозначим:
П=v/L,
где v – скорость ремня; L – длина ремня. Тогда
N=3600ПzшLh,
где zш – число шкивов в передаче; Lh – ресурс ремня, ч.
Следует отметить, что значительное влияние на долговечность ремня оказывает диаметр меньшего шкива, поэтому устанавливаются минимально допустимые диаметры шкивов. При уменьшении диаметра шкива увеличиваются напряжения изгиба и резко возрастает температура ремня из-за внутреннего трения.
Ориентировочно долговечность приводных ремней можно обеспечить, ограничив число пробегов ремня в секунду по условию:
П=v/L<[П],
где v – скорость ремня; L – длина ремня; [П] – допускаемое число пробегов ремня; для плоских ремней [П]<5 с–1, для клиновых [П]<15 с–1, для поликлиновых [П]<30 с–1, для плоских синтетических ремней [П]<50 с–1.
Плоскоременные передачи (рис. 88, б) предпочтительны при больших межосевых расстояниях; кроме того, они сравнительно дешевы, ремни их обладают большой гибкостью и повышенной долговечностью, шкивы просты по конструкции. Плоские ремни бывают кожаные, шерстяные, хлопчатобумажные, резинотканевые и синтетические.
Рабочими поверхностями ремня клиноременной передачи являются его боковые стороны.
Обычно клиноременная передача (рис. 88, в) представляет собой открытую передачу с одним или несколькими ремнями. По сравнению с плоскоременными клиноременные передачи обладают большей тяговой способностью. Однако у стандартных клиновых ремней большие потери на трение и напряжения изгиба, а конструкция шкивов сложнее.
Клиноременные передачи широко используют в индивидуальных приводах мощностью до 400 кВт.
Поликлиновые ременные передачи не имеют большинства недостатков, присущих клиноременным, но сохраняют достоинства последних. Поликлиновые передачи обладают большой демпфирующей способностью.
Клиновые приводные ремни выполняют бесконечными резинотканевыми конструкции трапецеидального сечения с углом
плоский ремень, имеющий на внутренней поверхности зубья трапецеидальной формы, входит в зацепление с зубчатым шкивом (рис. 91). По сравнению с другими видами ременных передач зубчато-ременные передачи обладают рядом преимуществ: отсутствие скольжения, малые габариты, небольшие нагрузки на валы и их опоры (немного превышающие или равные окружной силе), незначительная вытяжка ремня и высокий КПД.
Зубчато-ременные передачи применяют при мощностях до 100 кВт и более. Передачи зубчатым ремнем обычно служат в качестве понижающих в приводах от электродвигателей к приемным валам машин, например металлорежущих станков.
Общие требования, которые предъявляются к материалам приводных ремней, заключаются в следующем: достаточно высокое сопротивление усталости, статическая прочность и износостойкость, высокий коэффициент трения, эластичность (малая жесткость при растяжении и изгибе), а также невысокая стоимость и недефицитность.
Основные конструктивные элементы шкива ременной передачи (рис. 92): обод, несущий ремень; ступица, насаживаемая на вал; диск или спицы, соединяющие обод со ступицей.
Материалами для шкивов ременных передач могут быть: чугун, сталь, легкие сплавы, пластмассы и дерево.
Чугунные шкивы наиболее распространены; они изготовляются из серого чугуна и применяются при окружных скоростях до 30 м/с; для шкивов из модифицированного чугуна эта скорость может быть выше (до 45 м/с).
Стальные шкивы могут быть литыми, сварными или точеными. Стальное литье может применяться при окружных скоростях до 45 м/с; сварные шкивы допускают скорость до 60 м/с.
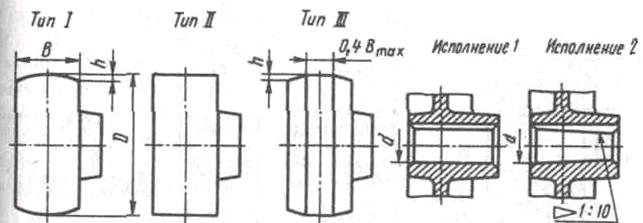
Рис. 92
Шкивы из алюминиевых сплавов имеют среди металлических шкивов минимальную массу и могут использоваться при скоростях до 100 м/с, так как малая плотность этих сплавов значительно снижает центробежные нагрузки.
Неметаллические шкивы имеют малую массу, высокий коэффициент трения ремня о шкив, но теплопроводность и износостойкость их ниже, чем у металлических шкивов.
Натяжные устройства. Необходимым условием работы ременных передач трением является предварительное натяжение ремня, которое должно сохраняться во время эксплуатации. Для компенсации отклонений от номинала по длине ремня, его удлинения во время эксплуатации, а также для свободной установки новых ремней и создания их предварительного натяжения в передачах предусматривается регулировка межосевого расстояния и установка натяжных устройств.
Натяжные устройства можно классифицировать следующим образом: устройства периодического действия, в которых натяжение ремня регулируется винтами; устройства постоянного действия, в которых натяжение поддерживается постоянным за счет силы тяжести или усилия упругого элемента; устройства автоматические, обеспечивающие регулирование натяжения ремня в зависимости от нагрузки.
Натяжные устройства периодического действия реализуются двух типов: а – регулировка межосевого расстояния осуществляется перемещением электродвигателя по салазкам с помощью винта; б – регулировка осуществляется перемещением электродвигателя, установленного на качающейся платформе, регулируемой винтом.
В клиноременных передачах, допускающих значительно меньший угол обхвата малого шкива, натяжные ролики применяют лишь при невозможности регулировки межосевого расстояния; ролик рекомендуется располагать с внутренней стороны ремня, в противном случае ремень будет изгибаться в двух направлениях и возникнет необходимость применения ремня шестигранного (сдвоенного клинового) сечения.
В конструкциях передач наименьшее значение межосевого расстояния должно соответствовать длине ремня, уменьшенной на 2% при длине ремня до 2 м и на 1% при длине ремня свыше 2 м; наибольшее значение устанавливается из расчета длины ремня, увеличенной на 5,5%.
Цепной передачей (рис. 93) называется механизм, служащий для преобразования вращательного движения между параллельными валами при помощи двух жесткозакрепленных на них зубчатых колес – звездочек и надетой на них бесконечной цепи.
Цепь – многозвенная гибкая связь, которая может использоваться для перемещения грузов (тяговые цепи), подвески или подъема и опускания грузов (грузовые цепи), для передачи движения (приводные цепи).
В дальнейшем мы будем рассматривать только приводные цепи, которые используются в цепных передачах.
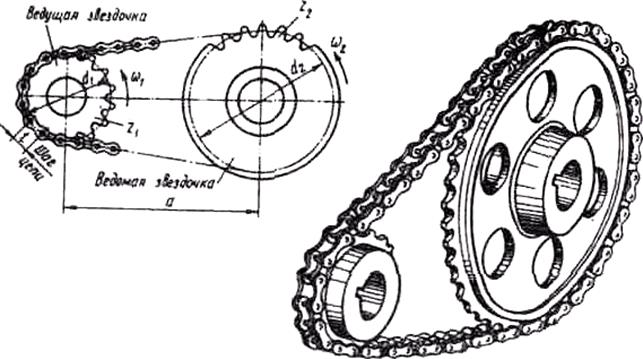
Рис. 93
Достоинства цепных передач заключаются в том, что они позволяют передавать вращение удаленным (до 8 м) валам, а также приводить в движение одной цепью несколько валов; в цепной передаче отсутствует проскальзывание, а радиальная нагрузка на валы в два раза меньше, чем в ременной передаче; высокий КПД, способность передавать значительные мощности (до нескольких тысяч киловатт).
Недостатки цепных передач: повышенная виброактивность и шум при работе вследствие пульсации скорости цепи и динамических нагрузок; интенсивный износ шарниров вследствие трения и трудностей смазывания, вытягивание цепи вследствие износа шарниров и растяжения пластин.
Цепные передачи широко применяют в металлорежущих и деревообрабатывающих станках, в нефтяном, горном, транспортном, сельскохозяйственном машиностроении и других отраслях. Цепные передачи выполняют как понижающими, так и повышающими; широко известна, например, повышающая передача к заднему колесу велосипеда. Ответственные цепные передачи выполняют закрытыми, заключенными в жесткий корпус, который служит масляной ванной.
Исходной расчетной характеристикой всех цепей является шаг цепи t, измеряемый по хорде делительной окружности звездочки (рис. 94).
Приводные цепи бывают роликовые, втулочные, зубчатые и фасоннозвенные; первые три вида цепей стандартизованы.
роликов, свободно надеваемых на втулки). Ролики, перекатываясь по зубьям звездочек, уменьшают их износ.
Наружное и внутреннее звенья в сборе образуют вращательную кинематическую пару. Пластины имеют форму тел равного сопротивления.
Втулочная цепь (рис. 95) отличается от роликовой тем, что у первой нет роликов, а диаметр валиков и длина втулок несколько больше, благодаря чему при прочих равных условиях среднее давление в шарнирах втулочной цепи меньше. Втулочные цепи дешевле роликовых, но износостойкость их ниже. Роликовые и втулочные цепи могут быть однорядными и многорядными.
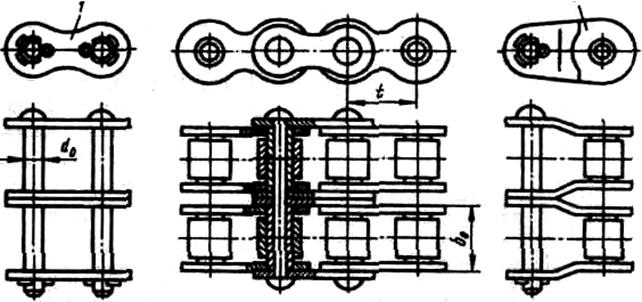
Рис. 95
Двухрядная роликовая цепь собирается из элементов однорядной цепи, за исключением валиков. Валики втулочных и роликовых цепей расклепывают, кроме валиков соединительного звена 1, с помощью которого пружинным замком или шплинтами соединяются концы цепи. Если число шагов цепи нечетное, то применяется переходное звено 2.
Согласно ГОСТу, приводные роликовые и втулочные цепи для машин и механизмов изготовляют следующих типов:
ПРЛ – роликовые легкой серии; ПР – роликовые нормальной серии; ПРД – роликовые длиннозвенные; ПРИ – роликовые с изогнутыми пластинами; ПВ – втулочные.
Число рядов цепи указывается цифрой, которая ставится перед обозначением, например:
Цепь 3ПР–25,4–170,1 ГОСТ 13568–75 – трехрядная приводная роликовая цепь нормальной серии с шагом 25,4 мм и разрушающей нагрузкой 170,1 кН.
Применение многорядных цепей значительно уменьшает габариты передачи в плоскости, перпендикулярной осям.
Втулочные цепи, согласно стандарту изготовляют одно- и двухрядными с шагом 9,525 мм; эти цепи применяют, например, в автомобилях и мотоциклах.
Длиннозвенные роликовые цепи имеют звенья двойного шага, поэтому они легче и дешевле других и применяются при малых скоростях, в частности, в сельскохозяйственном машиностроении.
Роликовые цепи с изогнутыми пластинами обладают повышенной податливостью (пластины работают на изгиб) и поэтому их применяют при динамических нагрузках, например, частых реверсах, ударах и т. д.
Кроме вышеуказанных стандартизованы роликовые приводные цепи для буровых установок, которые предназначены для работы в быстроходных передачах; пластины цепи имеют защитное или защитно-декоративное покрытие.
Пластины втулочных и роликовых цепей изготовляют из закаливаемых до невысокой твердости сталей, валики и втулки – из цементуемых сталей, а ролики – из тех и других с закалкой до высокой твердости.
Зубчатые цепи с шарнирами качения (рис. 96) изготовляют согласно ГОСТу. Зубчатая цепь типа I (с односторонним зацеплением), состоящей из рабочей пластины, направляющей пластины, предотвращающей сползание цепи со звездочки; удлиненной призмы, внутренней призмы, соединительной призмы, шайбы и шплинта. Пластины цепи имеют зубообразную форму, рабочие грани пластин расположены под углом 60°.
Зубчатая цепь типа II (с двусторонним зацеплением) предусмотрена стандартом для цепей с большими шагами.
Зубчатые цепи по сравнению с роликовыми работают более плавно и с меньшим шумом, обеспечивают высокую кинематическую точность, обладают большей надежностью и нагрузочной способностью. Зубчатая цепь с одним и тем же шагом может быть использована в большом диапазоне мощностей за счет изменения рабочей ширины в значительных пределах. Такие цепи имеют высокий КПД (до 0,98), менее подвержены вытягиванию, но их масса
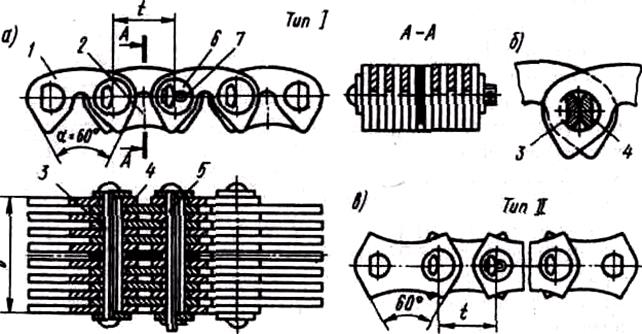
Рис. 96
и стоимость значительно больше, чем у роликовых цепей. Зубчатые цепи целесообразно применять при больших значениях передаваемой мощности и высокой скорости движения цепи, которая допускается до 35 м/с.
Пример обозначения приводной зубчатой цепи типа I с шагом t=19,05мм, с разрушающей нагрузкой 74 кН и рабочей шириной b=45 мм: Цепь ПЗ-1-19,05-74-45 ГОСТ 13552–81*.
Пластины зубчатых цепей изготовляют из стали 50, обеспечивая твердость 38…45 НRCэ, а призмы из сталей 15 или 20 с последующей цементацией и закалкой до твердости 52…60 НRCэ.
звенья крючковой цепи могут быть штампованными из полосовой стали.
Звездочки роликовых и втулочных, а также зубчатых цепей профилируют и изготовляют в соответствии с государственными стандартами.
Стандартный профиль зубьев звездочки для роликовой цепи изображен на рис. 98, а, где d – диаметр делительной окружности звездочки, t – шаг цепи, D – диаметр ролика; радиус впадины звездочки r=0,5025D 0,05 мм. На рис. 98, б показаны конструкции звездочек для одно-, двух- и трехрядной цепи.
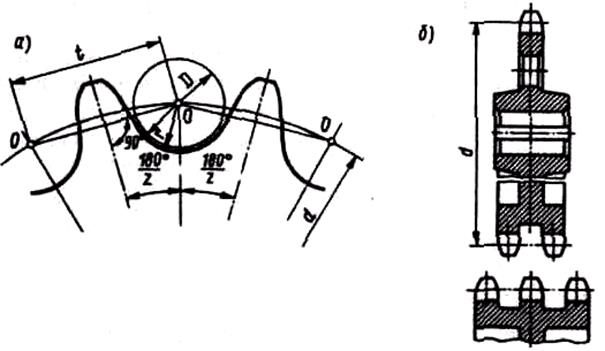
Рис. 98
Материалами для изготовления звездочек служит чугун (серый, ковкий, антифрикционный, высокопрочный) – для звездочек с большим числом зубьев и для цепей сельхозмашин; стали цементуемые – при динамических нагрузках; стали закаливаемые – при работе без резких толчков и ударов. Кроме того, для изготовления звездочек применяют пластмассы и композиционные материалы.
Диаметр делительной окружности звездочки, на которой располагаются оси шарниров, равен
 ,
,
где t – шаг цепи; z – число зубьев звездочки.
Передаточное отношение цепной передачи:
i=w1/w2=z2/z1,
где w1, w2, z1, z2 – угловые скорости и числа зубьев ведущей и ведомой звездочек.
Так как  , то передаточное отношение i нельзя определять как отношение диаметров делительных окружностей звездочек.
, то передаточное отношение i нельзя определять как отношение диаметров делительных окружностей звездочек.
Передаточное отношение, вычисленное по вышеприведенным формулам, является средним за оборот; в пределах поворота звездочки на угловой шаг 360°/z мгновенное передаточное отношение не остается постоянным.
За один оборот звездочки цепь проходит путь zt (рис. 76), а время одного оборота равно 2p/w, тогда средняя скорость цепи v равна
v=wzt/2p=nzt/60,
где t – шаг цепи; п – частота вращения; w – угловая скорость звездочки.
С уменьшением числа зубьев звездочки увеличивается скорость и сила ударов, возрастают колебания передаточного отношения и
на то, что с уменьшением числа зубьев звездочек уменьшаются габариты передачи.
Минимальное число зубьев малой звездочки для роликовых и втулочных цепей определяют в зависимости от передаточного числа i по эмпирической формуле:
z1min=29–2i;
для зубчатых цепей z1min принимается на 20…30% выше.
Число зубьев большой звездочки z2≈iz1. Следует отметить, что при нечетном числе зубьев хотя бы одной из звездочек и четном числе звеньев цепи изнашивание зубьев и шарниров более равномерно.
В результате изнашивания шарниров шаг цепи увеличивается и может произойти нарушение работы передачи, когда шарниры будут попадать не во впадину, а на окружность вершины зубьев звездочки, что приводит к соскакиванию или разрыву цепи. Этот процесс резче проявляется на звездочках с большим числом зубьев, поэтому максимальное число зубьев тоже ограничивают: для втулочных и роликовых цепей z2max≤120; для зубчатых цепей z2max≤140 (для стандартных передач z=17…96).
Плавность, долговечность и бесшумность работы цепной передачи в значительной степени зависят от величины шага цепи; чем меньше шаг, тем меньше динамические нагрузки и выше качество работы передачи. Вместе с тем статическая прочность и нагрузочная способность цепей возрастают с увеличением шага, так как увеличиваются размеры деталей, составляющих шарниры цепи. Поэтому величина шага цепи ограничивается максимально допускаемым значением угловой скорости малой звездочки.
Ориентировочно оптимальное межосевое расстояние цепной передачи выбирают в зависимости от шага цепи обычно в пределах а=(30…50)t (меньшие значения при малых передаточных числах). Максимальное значение межосевого расстояния ограничивается amax≤80t во избежание чрезмерного натяжения цепи силой собственной тяжести. Минимальное значение межосевого расстояния ограничивается условием обеспечения угла обхвата цепью меньшей звездочки a≥120°; а≈25t.
При оптимальном межосевом расстоянии ведущая ветвь цепи может располагаться над ведомой или под нею; при значениях, близких к максимальным или минимальным, ведущая ветвь должна находиться над ведомой во избежание соприкосновения ветвей или захлестывания лишних зубьев провисающей ведомой ветвью.
Число звеньев цепи предварительно определяется по формуле
Чтобы не применять переходное звено, расчетное число звеньев цепи должно быть округлено до четного числа. Длина цепи
L=zцt.
Окончательное значение межосевого расстояния равно

В передачах с нерегулируемым межосевым расстоянием для обеспечения необходимого провисания цепи устанавливают монтажное межосевое расстояние, которое меньше расчетного на (0,002…0,004)а; при значительной вытяжке цепи за счет износа шарниров удаляют необходимое количество звеньев.
Для компенсации удлинения цепи опоры одного из валов иногда делают регулируемыми или применяют оттяжные звездочки или нажимные ролики, которые ставят на ведомую ветвь цепи. Стрела провисания допускается до 0,02а при угле наклона передачи к горизонту до 40° включительно и до 0,015а – при наклоне свыше 40°, где а – межосевое расстояние.
Основным критерием работоспособности приводных цепей является износостойкость их шарниров. Долговечность втулочных и роликовых цепей, подобранных по критерию износостойкости, может быть 2000..5000 часов и более; цепные передачи с зубчатыми цепями имеют срок службы 8000…10 000 часов. Для закрытых передач, работающих при значительных внешних динамических нагрузках, критерием работоспособности может быть сопротивление усталости элементов цепи, причем усталостному разрушению в первую очередь подвержены пластины.
Расчет передач с втулочными и роликовыми цепями. Как показывают теоретические и экспериментальные исследования, нагрузочная способность цепи прямо пропорциональна давлению в шарнирах, а долговечность – обратно пропорциональна. Поэтому в основу расчета цепных передач положено условие, по которому можно вести проверочный расчет передачи:
p=KFt/(mAon)≤[р],
где р – расчетное среднее давление в шарнире; Ft=2T/d – передаваемая окружная сила; Т – крутящий момент; d – диаметр делительной окружности звездочки (если задана мощность Р передачи, то Ft=P/v, где v – скорость цепи); Aon≈(0,25…0,28)t2 – площадь проекции опорной поверхности шарнира; [р] – допускаемое среднее давление в шарнирах, установленное для типовой передачи, работающей в средних условиях эксплуатации, при постоянной нагрузке и долговечности 3000…5000 часов; K – коэффициент эксплуатации, учитывающий конкретные особенности рассчитываемой передачи; т – число рядов цепи.
Коэффициент эксплуатации
K =K1K2K3K4K5K6,
где K1 – коэффициент динамичности нагрузки; K2 – коэффициент, учитывающий межосевое расстояние; K3 – коэффициент, учитывающий способ смазывания; K4 – коэффициент режима работы; K5 – коэффициент, учитывающий наклон межосевой линии к горизонту; K6 – коэффициент монтажа передачи.
При проектном расчете ориентировочное значение шага цепи t определяется по формуле
 ,
,
где Т1 – крутящий момент на ведущей звездочке, имеющей число зубьев z1, m – число рядов цепи.
При расчете передач с роликовыми цепями следует ориентироваться на применение цепей типа ПРЛ как самых экономичных; цепи типа ПР имеют большую нагрузочную способность, но они вдвое дороже. Во всех случаях предпочтительной является однорядная цепь; многорядных цепей следует по возможности избегать.
Расчет передач с зубчатыми цепями. В соответствии со стандартом число зубьев меньшей звездочки z1≥17; при выборе z1 следует учитывать, что с его увеличением давление в шарнире, шаг и ширина цепи уменьшаются, а долговечность ее увеличивается.
Для зубчатых цепей с шарнирами качения значение шага выбирается ориентировочно в зависимости от максимально допускаемой угловой скорости меньшей звездочки.
При проектном расчете по выбранному шагу t, передаваемой мощности Р и скорости v цепи определяют ее ширину b по формуле
b≥25·10–8K1KvP/(tv2/3),
где K1 – коэффициент динамичности нагрузки; Kv – коэффициент скорости, учитывающий снижение нагрузочной способности из-за центробежных сил.
Расчетную величину b округляют до ближайшего стандартного значения.
Усилия в передаче. В цепной передаче в отличие от ременной предварительное натяжение обычно не требуется, поэтому силы F1 и F2, действующие на ведущую и ведомую ветви цепи, равны
F1=Ft Fq Fv; F2=Fq Fv,
где Ft=2T/d – окружная сила; Fq=kf qga – натяжение от провисания ведомой ветви цепи; q – масса одного метра цепи; g – ускорение свободного падения; а – межосевое расстояние; kf – коэффициент провисания цепи; Fv=qи2 – натяжение от центробежных сил, где v=wzt/2p=nzt/60 – скорость цепи.
Влияние на натяжение цепи динамических нагрузок учитывается в расчетах введением коэффициента динамичности K1.
При средних скоростях движения цепи (до 15 м/с) нагрузка R на валы цепной передачи равна
R=kFt,
где k=1,15 для горизонтальной и k=1,05 для вертикальной передачи. Эту силу можно считать направленной по линии центров.
В ответственных передачах цепи проверяют на статическую прочность по формуле
sц=Q/(K1Ft Fq Fv)≤[sц],
где Q – разрушающая нагрузка; [sц] – допускаемый коэффициент запаса статической прочности цепи ([sц]=10…20 для втулочных и роликовых цепей; [sц]=20…40 для зубчатых цепей; данные для средних скоростей и средних сроков службы цепи; большие значения для более тяжелых цепей).
§
Зубчатой передачей называется трехзвенный механизм, в котором два подвижных зубчатых звена образуют с неподвижным звеном вращательную или поступательную пару. Зубчатое звено передачи может представлять собой колесо, сектор или рейку. Зубчатые передачи служат для преобразования вращательных движений или вращательного движения в поступательное.
Зубчатое зацепление представляет собой высшую кинематическую пару, причем меньшее зубчатое колесо пары называется шестерней, а большее – колесом. Сектор цилиндрического зубчатого колеса бесконечно большого диаметра называется зубчатой рейкой.
Зубчатые передачи можно классифицировать по многим признакам, а именно: по расположению осей валов (с параллельными, пересекающимися, скрещивающимися осями и соосные); по условиям работы (закрытые – работающие в масляной ванне и открытые – работающие всухую или смазываемые периодически); по числу ступеней (одноступенчатые, многоступенчатые); по взаимному расположению колес (с внешним и внутренним зацеплением); по изменению частоты вращения валов (понижающие, повышающие); по форме поверхности, на которой нарезаны зубья (цилиндрические, конические); по окружной скорости колес (тихоходные при скорости до 3 м/с, среднескоростные при скорости до 15 м/с, быстроходные при скорости выше 15 м/с); по расположению зубьев относительно образующей колеса (прямозубые, косозубые, шевронные, с криволинейными зубьями); по форме профиля зуба (эвольвентные, круговые, циклоидальные). Кроме перечисленных существуют передачи с гибкими зубчатыми колесами, называемые волновыми.
Основные виды зубчатых передач (рис. 100) с параллельными осями: а – цилиндрическая прямозубая, б – цилиндрическая косозубая, в – шевронная, г – с внутренним зацеплением; с пересекающимися осями: д – коническая прямозубая, е – коническая с тангенциальными зубьями, ж – коническая с криволинейными зубьями; со скрещивающимися осями: з – гипоидная, и – винтовая; к – зубчато-реечная прямозубая (гипоидная и винтовая передачи относятся к категории гиперболоидных передач, что будет пояснено далее).
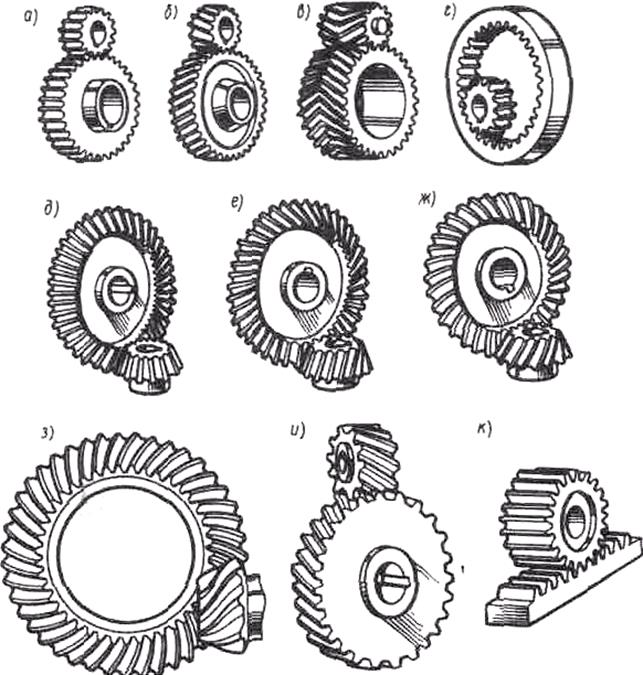
Рис. 100
Зубчатая передача, оси которой расположены под углом 90°, называется ортогональной.
Достоинство зубчатых передач заключается прежде всего в том, что при одинаковых характеристиках они значительно более компактны по сравнению с другими видами передач. Кроме того, зубчатые передачи имеют более высокий КПД (до 0,99 в одной ступени), сохраняют постоянство передаточного числа, создают относительно небольшую нагрузку на опоры валов, имеют большую долговечность и надежность работы в широких диапазонах мощностей (до десятков тысяч киловатт), окружных скоростей (до 150 м/с) и передаточных чисел (до нескольких сотен).
Недостатки зубчатых передач: сложность изготовления точных передач, возможность возникновения шума и вибраций при недостаточной точности изготовления и сборки, невозможность бесступенчатого регулирования частоты вращения ведомого вала.
Зубчатые передачи являются наиболее распространенными типами механических передач и находят широкое применение во всех отраслях машиностроения, в частности в металлорежущих станках, автомобилях, тракторах, сельхозмашинах и т. д.; в приборостроении, часовой промышленности и др. Годовое производство зубчатых колес в нашей стране исчисляется сотнями миллионов штук, а габаритные размеры их от долей миллиметра до десяти и более метров. Такое широкое распространение зубчатых передач делает необходимой большую научно-исследовательскую работу по вопросам конструирования и технологии изготовления зубчатых колес и всестороннюю стандартизацию в этой области. В настоящее время стандартизованы термины, определения, обозначения, элементы зубчатых колес и зацеплений, основные параметры передач, расчет геометрии, расчет цилиндрических эвольвентных передач на точность, инструмент для нарезания зубьев и многое другое.
Основная кинематическая характеристика всякой зубчатой передачи – передаточное число, определяемое по стандарту как отношение числа зубьев колеса к числу зубьев шестерни и обозначаемое i, следовательно,
i=z2/z1.
В цилиндрических зубчатых передачах общего машиностроения (в частности, в редукторах) число зубьев меньшего колеса рекомендуется принимать равным z1=20…25.
Определение передаточного отношения остается таким же, как для других механических передач, т. е.
i=w1/w1.
Потери энергии в зубчатых передачах зависят от типа передачи, точности ее изготовления, смазки и складываются из потерь на трение в зацеплении, в опорах валов и (для закрытых передач) потерь на перемешивание и разбрызгивание масла. Потерянная механическая энергия переходит в тепловую, что в некоторых случаях делает необходимым тепловой расчет передачи.
Потери в зацеплении характеризуются коэффициентом hз, потери в одной паре подшипников – коэффициентом hn и потери на перемешивание и разбрызгивание масла – коэффициентом hм. Общий КПД одноступенчатой закрытой передачи
Ориентировочно hз=0,96…0,98 (закрытые передачи), hз=0,95…0,96 (открытые передачи), hn=0,99…0,995 (подшипники качения), hn=0,96…0,98 (подшипники скольжения), hм=0,98…0,99.
Поверхности взаимодействующих зубьев колес, обеспечивающие заданное передаточное отношение, называются сопряженными. Процесс передачи движения в кинематической паре, образованной зубчатыми колесами, называется зубчатым зацеплением.
§
Цилиндрическое колесо с прямыми зубьями характеризуется следующими геометрическими параметрами (рис. 101). Часть зубчатого колеса, содержащая все зубья, называется венцом; часть колеса, насаживаемая на вал, называется ступицей. Делительная окружность диаметром d делит зуб на две части – головку зуба высотой ha и ножку зуба высотой hf, высота зуба h=ha hf. Расстояние между одноименными профилями соседних зубьев, измеренное по дуге делительной окружности, называется окружным делительным
Модуль зубьев – основной параметр зубчатого колеса. Для пары колес, находящихся в зацеплении, модуль должен быть одинаковым. Модули зубьев для цилиндрических и конических передач регламентированы ГОСТом.
§
р=pт;
диаметр делительной окружности
d=mz,
(так как длина делительной окружности равна pd=pz, a р=pт, то d=pz/p=mz, где z – число зубьев колеса). Последняя формула позволяет определить модуль как число миллиметров диаметра делительной окружности, приходящихся на один зуб колеса.
В соответствии со стандартным исходным контуром для цилиндрических зубчатых колес (рис. 102) высота головки зуба ha=m, высота ножки зуба hf=т с=1,25т, где с=0,25т – радиальный зазор; в пределах глубины захода hd=2т профиль исходного контура прямолинейный; радиус закругления у основания зуба ri=0,25m.
Расстояние между торцами зубьев колеса называется шириной венца.
§
a=(d1±d2)/2=m(z1±z2)/2
называется делительным межосевым расстоянием (знак минус для внутреннего зацепления). Если межосевое расстояние отличается от делительного, то оно обозначается аw.
Прямозубая передача имеет только торцовое перекрытие. Коэффициент торцового перекрытия ea равен отношению угла торцового перекрытия ja к угловому шагу t=360°/z, т. е. ea=ja/t. Для прямозубых передач рекомендуется ea>1,2.
ГОСТом на допуски для цилиндрических зубчатых колес и передач установлены двенадцать степеней точности, обозначенных цифрами (первая степень – наивысшая). Для каждой степени точности установлены нормы: кинематической точности, плавности работы и контакта зубьев колес и передач.
В процессе изготовления зубчатых передач неизбежны погрешности в шаге, толщине и профиле зубьев, неизбежно радиальное биение венца, колебание межосевого расстояния при беззазорном зацеплении контролируемого и измерительного колес и т. д. Все это создает кинематическую погрешность в углах поворота ведомого колеса, выражаемую линейной величиной, измеряемой по дуге делительной окружности. Кинематическая погрешность определяется как разность между действительным и расчетным углом поворота ведомого колеса. Нормы кинематической точности регламентируют допуски на кинематическую погрешность и ее составляющие за полный оборот колеса. Нормы плавности устанавливают допуски на циклическую (многократно повторяющуюся за один оборот) кинематическую погрешность колеса и ее составляющие. Нормы контакта устанавливают размеры суммарного пятна контакта зубьев передачи (в процентах от размеров зубьев) и допуски на параметры, влияющие на этот контакт, устанавливают также нормы бокового зазора зубьев.
В машиностроении зубчатые передачи общего назначения изготовляют по 6–9-й степеням точности. Цилиндрические прямозубые колеса 6-й степени точности применяют при окружных скоростях колес до 15 м/с; 7-й степени – до 10 м/с; 8-й степени – до б м/с; 9-й – до 2 м/с.
Рассмотрим силы, действующие в зацеплении прямозубой цилиндрической передачи (рис. 103). При изображенном на этом рисунке контакте пары зубьев в полюсе П скольжение (следовательно, и трение) отсутствует, зацепление будет однопарным и силовое взаимодействие колес будет заключаться в передаче по линии давления (нормали NN) силы нормального давления Fn. Разложим эту силу на две взаимно перпендикулярные составляющие Ft и Fr, называемые соответственно окружной и радиальной силами, тогда
Ft=Fncosa, Fr=Fnsina,
где a – угол зацепления.
Если известен передаваемый крутящий момент Т и диаметр d делительной окружности, то
косозубых колес может иметь правое и левое направление винтовой линии. Угол наклона линии зуба обозначается b (рис. 104).
Косозубая передача с параллельными осями имеет противоположное направление зубьев ведущего и ведомого колес и относится к категории цилиндрических зубчатых передач, так как начальные поверхности таких зубчатых колес представляют собой боковую поверхность цилиндров. Передача с косозубыми колесами, оси которых скрещиваются, имеет одинаковое направление зубьев обоих колес и называется винтовой зубчатой передачей, которая относится к категории гиперболоидных зубчатых передач, так как начальные поверхности таких зубчатых колес являются частями однополостного гиперболоида вращения; делительные поверхности этих колес – цилиндрические.
У косозубых передач контактные линии расположены наклонно по отношению к линии зуба, поэтому в отличие от прямых косые зубья входят в зацепление не сразу по всей длине, а постепенно, что обеспечивает плавность зацепления и значительное снижение динамических нагрузок и шума при работе передачи. Поэтому косозубые передачи по сравнению с прямозубыми допускают значительно большие предельные окружные скорости колес. Так, например, косозубые колеса 6-й степени точности применяют при окружной скорости до 30 м/с; 7-й степени – до 15 м/с; 8-й степени – до 10 м/с; 9-й – до 4 м/с.
Угол перекрытия косозубого колеса состоит из угла торцового и угла осевого перекрытий, следовательно, коэффициент перекрытия eg косозубой передачи равен сумме коэффициентов торцового ea и осевого eb перекрытия
eg=ea eb>2,
поэтому у косозубой передачи нет периода однопарного зацепления.
Косозубые колеса обрабатывают теми же зуборезными инструментами, что и прямозубые, поэтому стандартные параметры колес задаются в нормальном к зубу сечении пп (рис. 105). Нормальный модуль mn=рn/p, где рn – нормальный шаг, измеренный по делительной поверхности. Кроме нормального модуля в косозубых колесах различают: окружной модуль тt=рt/п, где pt – окружной шаг, измеряемый по дуге делительной окружности в торцовом сечении; осевой модуль тx=px/p, где рх – осевой шаг, измеряемый по образующей делительного цилиндра.
Так как рt=pn/cosb, то mt=mn/cosb.
Размеры зубьев косозубого колеса определяют по нормальному модулю, т. е.
h=ha hf=mn 1,25mn=2,25mn,
а диаметр делительной окружности колеса по окружному модулю
d=mtz=mnz/cosb.
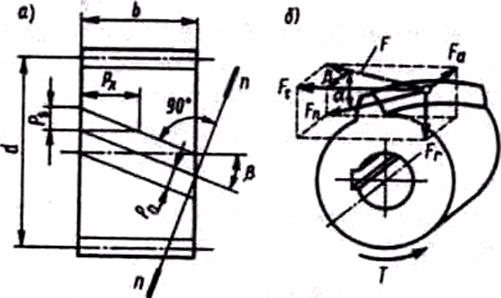
Рис. 105
Размеры косозубых колес и межосевое расстояние передачи определяют по следующим формулам:
диаметр вершин зубьев
da=d 2ha=d 2mn,
диаметр впадин
df=d–2hf=d–2,5mn;
межосевое расстояние
а=mt(z1 z2)/2=mn(z1 z2)/(2cosb).
§
eb=b/px,
где b – ширина венца; рх – осевой шаг.
Нетрудно показать, что если eb – целое число, то суммарная длина контактных линий будет все время оставаться постоянной, что благоприятно для работы передачи, так как нагрузка на зубья в процессе зацепления будет оставаться постоянной, а шум и динамические нагрузки уменьшатся.
Силу нормального давления Fn в зацеплении косозубых колес можно разложить на три взаимно перпендикулярные составляющие: окружную силу Ft, радиальную силу Fr, и осевую силу Fa,равные:
Ft=2T/d; Fr=Fttga/cosb; Fa=Fttgb,
где Т – передаваемый крутящий момент; a – угол зацепления.
Наличие осевой силы – существенный недостаток косозубых передач. Во избежание больших осевых сил в косозубой передаче угол наклона линии зуба ограничивают значениями b=8…20°, несмотря на то, что с увеличением b увеличивается прочность зубьев, плавность работы передачи, ее нагрузочная способность.
В современных передачах косозубые колеса имеют преимущественное распространение.
В отличие от косозубой в винтовой зубчатой передаче между зубьями возникает не линейный, а точечный контакт, что значительно увеличивает контактные напряжения и снижает нагрузочную
Обязательное условие для винтовой зубчатой передачи – равенство нормальных модулей. Углы наклона линии зуба ведущего и ведомого колес могут быть различными и угол скрещивания осей может быть не равен 90°.
Цилиндрическое зубчатое колесо, венец которого по ширине состоит из участков с правыми и левыми зубьями, называется шевронным. Часть венца с зубьями одинакового направления называется полушевроном. Из технологических соображений шевронные колеса изготовляют двух типов (рис. 106): с дорожкой посредине колеса (а) и без дорожки (б). В шевронном колесе осевые силы Fa на полушевронах, направленные в противоположные стороны, взаимно уравновешиваются внутри колеса и на валы и опоры валов не передаются. Поэтому у шевронных колес угол наклона зубьев принимают в пределах b=25…40°, в результате чего повышается прочность зубьев, плавность работы передачи и ее нагрузочная способность. Шевронные колеса применяют в мощных быстроходных закрытых передачах. Недостатком шевронных колес является высокая трудоемкость и себестоимость изготовления.
Геометрические, кинематические и прочностные расчеты шевронной и косозубой передач аналогичны.
§
Конические зубчатые передачи применяют при пересекающихся (рис. 100, д, е, ж) или скрещивающихся осях (гипоидная передача на рис. 100, з). Межосевой угол S может изменяться в широком диапазоне значений (10°<S<170°), но наибольшее распространение имеют ортогональные конические передачи с углом S=90°.
Конические зубчатые передачи по сравнению с цилиндрическими имеют большую массу и габариты, сложнее в изготовлении, а также монтаже, так как требуют точной фиксации осевого положения зубчатых колес.
Наибольшее распространение имеют конические передачи с прямыми и криволинейными зубьями. Конические зубчатые колеса с криволинейными зубьями могут иметь круговую, эвольвентную и циклоидальную линию зубьев; наиболее распространенные колеса с круговыми зубьями.
Конические передачи с криволинейными зубьями по сравнению с прямозубыми имеют большую нагрузочную способность, работают более плавно и, следовательно, динамические нагрузки и шум при их работе меньше. Допуски для конических и гипоидных передач регламентированы стандартом, согласно которому установлено двенадцать степеней точности и соответствующие нормы точности.
Предельные окружные скорости для конических прямозубых (непрямозубых) колес имеют следующие величины: при 6-й степени точности – до 12 (20) м/с, 7-й степени – до 8 (10) м/с, 8-й степени – до 4 (7) м/с, 9-й–до 1,5(3) м/с.
Расчет геометрии конических прямозубых передач регламентирован ГОСТом. К основным геометрическим параметрам прямозубого конического колеса относятся (рис. 107): Re, R – внешнее и среднее конусное расстояния; b – ширина зубчатого венца; d, d, – средний и внешний делительный диаметры; dae, dfe – внешние диаметры вершин зубьев и впадин; d – угол делительного конуса; hae, hfe – внешняя высота делительной головки и ножки зуба; qa=qf=q – угол делительной головки и ножки зуба.
Углы головки и ножки зуба сделаны одинаковыми для того, чтобы образующая конуса вершин зубьев одного колеса была параллельна образующей конуса впадины второго колеса, в результате чего радиальный зазор по длине прямого зуба будет постоянным (поэтому на рисунке вершины конусов не совпадают).
По приведенным выше параметрам определяют остальные размеры колес и передачи, в частности:
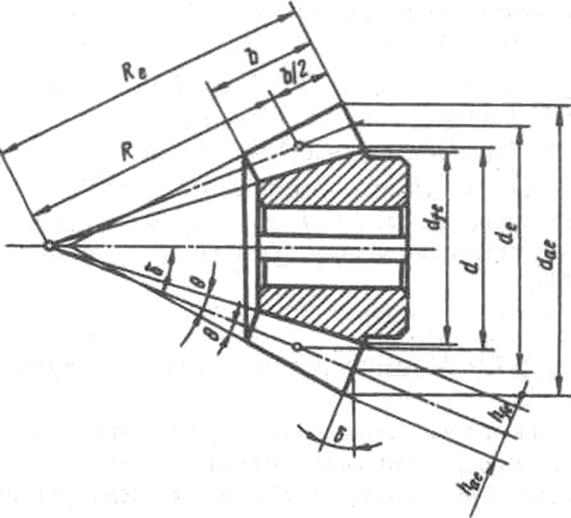
Рис. 107
угол конуса вершин зубьев
da=d q;
угол конуса впадин
df=d–q;
межосевой угол передачи
S=d1 d2.
У конических колес высота, толщина зубьев и окружной шаг по длине зуба неодинаковы, поэтому различают два окружных модуля: т – средний делительный окружной модуль, причем d=mz, где z – число зубьев колеса; тe – внешний делительный окружной модуль, причем de=mez.
Внешний и средний модули пропорциональны соответствующим конусным расстояниям, поэтому
me=mRe/R.
Для удобства измерений на чертежах задают внешние размеры зубьев и колес, а модуль тeназывают производственным, который можно (но не обязательно) округлить до стандартного значения.
Профилирование зубьев конических колес с прямыми и тангенциальными, а также с круговыми зубьями ведется в соответствии со стандартами на соответствующие исходные контуры. Исходный контур для прямозубых конических колес аналогичен исходному контуру для цилиндрических колес, за исключением радиального зазора с=0,2тe; внешняя высота головок зубьев hae=тe, внешняя высота ножек hfe=1,2тe, а внешняя высота зуба ha=2,2.
§
dae=de 2haecosd=me(z 2cosd).
Очевидно, что при S=90°

а также
Re=de/(2sind), R=Re–b/2.
Углы делительных конусов ортогональных передач легко определяются в зависимости от числа зубьев ведущего и ведомого колес, а следовательно, от передаточного числа передачи:
tgd1=d1/d2=z1/z2=1/i или i=ctgd1=tgd2.
Ширину зубчатого венца b по стандарту рекомендуется принимать
b<0,3Re или b<10me;
вычисленное значение округляется до целого числа, а при проектировании стандартных редукторов значения b принимаются по стандарту.
Кроме ширины венца b, указанный стандарт на ортогональные конические передачи для редукторов устанавливает номинальные значения внешнего делительного диаметра колеса de2 (в основном определяющего габариты редуктора) и номинальные значения передаточных чисел i (от i=1 до i=6,3).
Для прямозубых конических передач рекомендуется i<3, для передач с криволинейными зубьями i<6,3; число зубьев меньшего колеса рекомендуется z1=18…30.
§
Зубчатые передачи со скрещивающимися осями – гиперболоидные, так как их начальные конические поверхности, строго говоря, являются частью гиперболоидов вращения. У гипоидной передачи шестерня обычно является коническим колесом с тангенциальными или круговыми зубьями; у спироидной передачи коническая шестерня–червяк имеет винтовые зубья.
Достоинства гипоидных и спироидных передач заключаются в следующем: валы и их опоры для обоих колес могут быть выведены за пределы передачи в обоих направлениях (рис. 100, з), что исключает консольные нагрузки на валы; передачи характеризуются высокой нагрузочной способностью и плавностью работы.
Характерный недостаток гиперболоидных передач – повышенное скольжение активных поверхностей зубьев, вызванное смещением осей колес, отсюда сравнительно невысокий КПД и склонность к заеданию; такие передачи смазывают специальным противозадирным так называемым гипоидным маслом, содержащим специальные присадки.
Гипоидные передачи широко применяют в автомобилях, тракторах, тепловозах, металлорежущих станках и других машинах. Спироидные передачи вследствие сложности изготовления и низкого КПД распространения не получили.
Конструкция конических колес. На рис. 108 показаны наиболее распространенная в конических редукторах конструкция колес (а) и вала-шестерни (б); насадные колеса небольшого диаметра делают монолитной конструкции (см. выше). Для экономии высококачественной стали применяют бандажированные конструкции колес, у которых зубчатый венец насаживается на колесный центр, изготовляемый из чугуна или стального литья.
В единичном и мелкосерийном производстве колеса небольшого (до 150 мм) диаметра изготовляют из прутков, а большого диаметра из поковок; в крупносерийном и массовом производстве заготовками стальных колес обычно являются штамповки. Чугунные колеса всегда изготовляют отливкой. Стальные колеса большого диаметра (более 500 мм) отливают или делают сварными.
rпp=r1r2/(r2±r1),
где r1 и r2 – радиусы кривизны в точке касания; знак плюс принимают при центрах кривизны, расположенных по разные стороны от точки контакта (внешнее касание), знак минус – при центрах кривизны, расположенных по одну сторону (внутреннее касание).
Нагрузочная способность цилиндрических и конических передач ограничена из-за малого значения приведенного радиуса кривизна (в формуле для ставится знак плюс), а значит, и значительных контактных напряжений. Инженером М.Л. Новиковым предложено круговое зацепление (рис. 109), в котором зуб одного колеса (обычно шестерни) выпуклый, а другого – вогнутый, причем профили зубьев в нормальном сечении очерчиваются дугами окружностей с небольшой разницей в радиусах, что дает большие значения приведенных радиусов кривизны (в формуле для rпp ставится знак минус) и существенно уменьшает контактные напряжения.
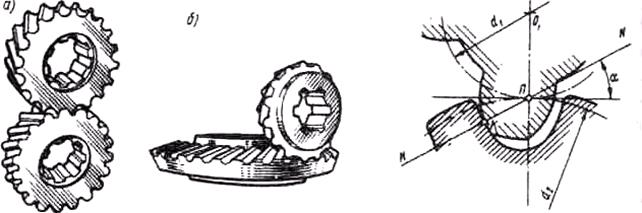
В круговом зацеплении зубьев в нормальном сечении (рис. 110) профили зубьев, очерченные дугами окружностей, не являются сопряженными, так как они не удовлетворяют требованиям основной теоремы зацепления (общая нормаль NN не будет все время проходить через полюс П),следовательно, для обеспечения постоянства передаточного числа передача Новикова должна быть косозубой.
Линия зацепления изображенной на рис. 110 передачи будет проходить через точку K и располагаться параллельно осям колес, а точка контакта зубьев будет перемещаться по этой линии, а не по общей нормали NN,как в эвольвентном зацеплении. Поэтому торцовое перекрытие, а также геометрическое скольжение зубьев в передаче Новикова теоретически отсутствуют, плавность работы обеспечивается за счет осевого перекрытия eb>1,1. Угол наклона зубьев обычно берется в пределах b=10…24°.
Первоначальный точечный контакт зубьев в результате непродолжительной приработки переходит в контакт по значительной площадке, что резко снижает контактные напряжения.
Различают передачи Новикова ОЛЗ (с одной линией зацепления) и передачи Новикова ДЛЗ (с двумя линиями зацепления); в последнем случае профиль зубьев обоих колес выпукло-вогнутый. В передачах ДЛЗ, получивших наибольшее распространение, выпуклые головки шестерни и колеса одновременно взаимодействуют с вогнутыми ножками колеса и шестерни. Очевидно, что при прочих равных условиях нагрузочная способность передач ДЛЗ больше, чем передач ОЛЗ.
Исходный контур и расчет геометрии цилиндрических передач Новикова с двумя линиями зацепления стандартизован; кроме того, для передач с одной и двумя линиями зацепления стандартизованы нормальные модули от 1,6 до 63 мм. Стандарт на расчет геометрии передач Новикова ДЛЗ ограничивает области применения этой передачи значениями: твердость зубьев – не выше 320 НВ, модуль m<16 мм, окружная скорость v – не более 20 м/с. Нагрузочная способность передач Новикова ДЛЗ по условию контактной выносливости активных поверхностей зубьев примерно в два раза выше, чем у передач с эвольвентным зацеплением, а прочность зубьев на изгиб несколько ниже.
К элементам зацепления круговых зубьев различной формы относятся (рис. 111): а – выпуклый зуб (1 – след линии зацепления, 2 – начальная точка контакта, 3 – контактная линия, 4 – площадка контакта); б – вогнутый зуб; в – выпукло-вогнутый зуб.
Габаритные размеры передач Новикова примерно на 25…30% меньше, чем у равноценных эвольвентных.
Основной недостаток передач Новикова – повышенная чувствительность к перекосам осей и изменению межосевого расстояния, поэтому для них требуется высокая точность изготовления колес и высокая жесткость валов и опор.
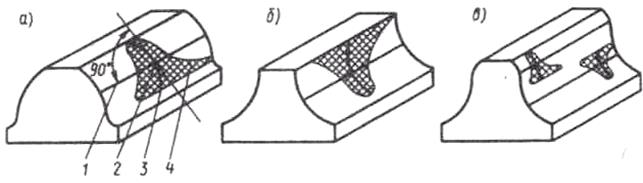
Рис. 111
§
Редуктором называется закрытая зубчатая передача, предназначенная для понижения угловой скорости ведомого вала по сравнению с ведущим. Уменьшение угловой скорости сопровождается увеличением крутящего момента на ведомом валу. Для редуктора значения передаточного отношения и передаточного числа совпадают. На схемах редукторов будем обозначать: входной – быстроходный вал, к которому присоединяется вал двигателя, цифрой 1, а выходной – тихоходный вал – цифрой 2.
Редукторы бывают одно- и многоступенчатые. Передаточное число многоступенчатого редуктора равно произведению передаточных чисел отдельных ступеней
in=i1i2i3…in.
Передаточное число редуктора с одной ступенью в виде цилиндрической пары колес обычно не превышает imax=8. Для конических косозубых передач imax=5–6. Двухступенчатые редукторы имеют большие передаточные числа, но не выше i=18. При i от 31,5 до 400 делают трехступенчатые редукторы. Редукторы с числом степеней больше трех встречаются довольно редко.
Редукторы проектируют или специально для данной машины, или используют серийно выпускаемые, предназначенные для установки в самых различных машинах.
Серийные редукторы выбирают по каталогам заводов-изготовителей в соответствии с передаваемым моментом и передаточным числом.
Использование редукторов с меньшим числом ступеней предпочтительнее, но одноступенчатые редукторы имеют большие размеры по сравнению с многоступенчатыми, что видно из сравнения схем двух редукторов с передаточным числом i=8 одинакового передаваемого момента (рис. 112).
Двухступенчатые редукторы выполняют по развернутой схеме (рис. 113, а, в) или по схеме (рис. 113, б). Здесь оси входного и выходного валов совпадают, образуя одну линию. Поэтому такие
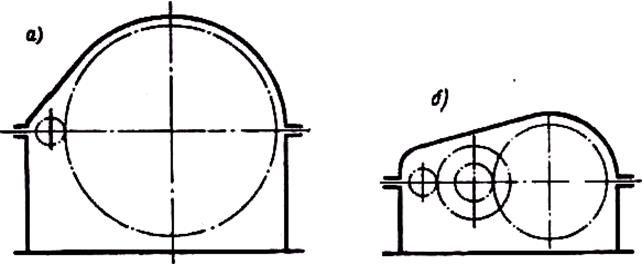
Рис. 112
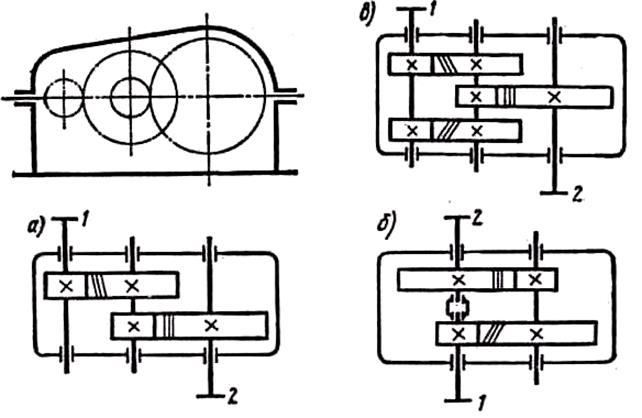
Рис. 113
редукторы называются соосными. Их преимущество – меньшая длина по сравнению с редукторами, выполненными по первой схеме.
Несимметричное расположение зубчатых колес относительно опор (рис. 113, а)приводит к неравномерному распределению передаваемой силы по длине зуба. В схеме с раздвоенной ступенью (рис. 113, в) более нагруженное тихоходное колесо расположено относительно опор симметрично. Для равномерного распределения нагрузки между параллельно работающими колесами тихоходной ступени винтовые линии зубьев колес, установленных на одном валу, делают противоположного направления. Устройство опор в этом случае должно позволять некоторое осевое смещение одного из двух валов.
Редукторы выпускают в горизонтальном (рис. 112) и в вертикальном (рис. 114) исполнении или с наклонным расположением плоскости осей валов.
В тех случаях, когда необходимо передавать крутящий момент между валами со взаимно перпендикулярным расположением осей, применяют одно- или двухступенчатые конические редукторы (рис. 115, а).
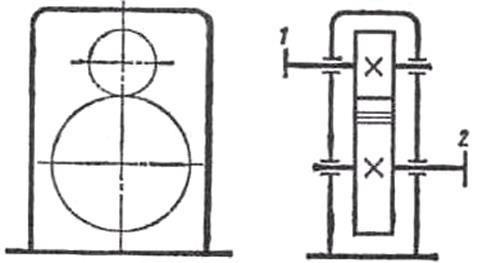
Рис. 114
Планетарные зубчатые передачи
Планетарными называют передачи, имеющие колеса с перемещающимися геометрическими осями.
Простейшая четырехзвенная планетарная зубчатая передача (рис. 116) состоит из центрального крутящегося колеса 1 с неподвижной геометрической осью; сателлитов 2, оси которых перемещаются; неподвижного колеса 3 с внутренними зубьями; вращающегося водила h, на котором установлены сателлиты. Очевидно, что при 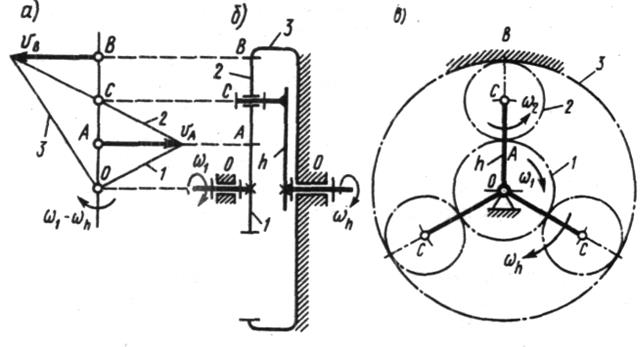
Рис. 116
работе планетарной передачи сателлиты 2 совершают сложное (плоскопараллельное) движение.
Если в планетарной передаче освободить неподвижное колесо 3 и сообщить ему дополнительное вращение, то рассматриваемый механизм превратится в дифференциальный, передаточное отношение которого будет одновременно зависеть от угловых скоростей двух звеньев.
Планетарные передачи могут быть одно- и многоступенчатыми.
Достоинства планетарных передач заключаются в малой массе и габаритах конструкций по сравнению с непланетарными зубчатыми передачами, а также в возможности получения больших передаточных чисел (до 1000 и более). Использование в передаче нескольких равномерно расположенных сателлитов распределяет передаваемую мощность на несколько потоков и позволяет уравновесить радиальные нагрузки на валы и их опоры.
Недостатки планетарных передач: повышенные требования к точности изготовления и сборки конструкции, а также сравнительно невысокий КПД у многоступенчатых передач.
Планетарные зубчатые механизмы широко распространены в машиностроении и приборостроении.
Передаточное отношение изображенной на рис. 116 передачи определяется по формуле
i=w1/wh=1 z3/z1,
где w1 – угловая скорость ведущего звена передачи (зубчатого колеса 1), wh – угловая скорость водила, z1, z3 – числа зубьев центрального и неподвижного колес.
В подавляющем большинстве случаев на практике применяют планетарные передачи (с постоянным передаточным отношением), составленные из цилиндрических зубчатых колес. Конические зубчатые колеса используют преимущественно в дифференциальных механизмах.
Конический дифференциал широко используется в автомобилях, тракторах, металлорежущих станках, счетно-решающих устройствах. Автомобильный дифференциал (рис. 117) состоит из конических зубчатых колес 6 и 7, которые насажены на ведущие полуоси автомобиля и сцепляются с сателлитом 4, свободно сидящим на оси, закрепленной во вращающемся водиле h. Водило приводится в движение от двигателя с помощью конической зубчатой пары 3 и 2.
Если автомобиль движется по прямой и ровной дороге и силы сцепления колес 1 и 5 с дорогой одинаковы, то угловые скорости полуосей также будут одинаковы и равны угловой скорости водила. При движении автомобиля на закруглениях колесо, движущееся по внешней кривой, проходит больший путь, чем колесо, движущееся по внутренней кривой. Если оба колеса автомобиля закрепить на одной
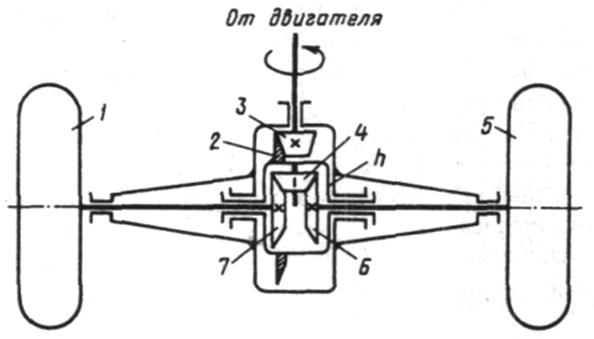
Рис. 117
оси, то неизбежно скольжение покрышек по дороге и их повышенный износ. При наличии дифференциала сателлит 4 обкатывает колеса 6 и 7 и одновременно вращается вокруг своей оси, в результате чего угловые скорости полуосей и ведущих колес автомобиля окажутся различными и скольжение покрышек по дороге будет предотвращено.
Волновые передачи
Волновыми называют механические передачи, содержащие контактирующие между собой гибкое и жесткое звенья и обеспечивающие передачу и преобразование движения путем деформирования гибкого звена. Волновые передачи бывают фрикционные, зубчатые и винтовые.
Рассмотрим две схемы (рис. 118) фрикционного варианта волновой передачи, состоящей из жесткого колеса b, гибкого колеса g и роликового генератора волн h, причем наружный диаметр недеформированного гибкого колеса несколько меньше внутреннего диаметра жесткого колеса; охватывающий размер по роликам сделан таким, чтобы деформированное гибкое колесо было прижато роликами к жесткому колесу. В схеме а с ведомым валом соединено жесткое колесо, а в схеме б – гибкое; в обеих схемах с ведущим валом соединен двухволновой генератор. При вращении генератора волны контакта перемещаются по окружности гибкого колеса, прижимают его к жесткому колесу и за счет сил трения вызывают вращение ведомого звена. Если обкатка гибкого колеса по жесткому происходит без проскальзывания, то за один оборот генератора
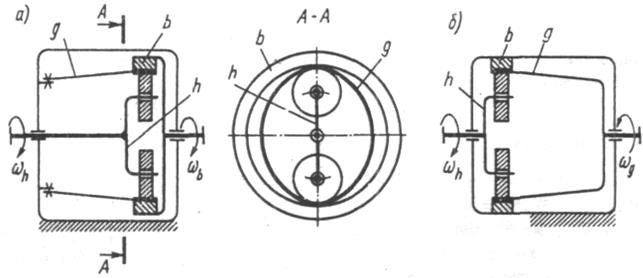
Рис. 118
ведомое звено повернется на угол, соответствующий разности длин окружностей контактирующих поверхностей жесткого и гибкого колеса, то есть передаточное число будет равно отношению длины окружности ведомого звена к разности длин окружностей колес (отношение длин окружностей в дальнейшем заменим отношением диаметров). У волновой передачи по схеме рис. 118, а направления вращения ведущего и ведомого звеньев совпадают, по схеме рис. 118, б – противоположны.
У зубчатых волновых передач гибкие колеса имеют наружные, а жесткие колеса – внутренние зубья. В настоящее время такие передачи имеют основное распространение.
Достоинства волновых зубчатых передач заключаются в возможности получения значительных передаточных чисел, небольшой массе и габаритах конструкции, высокой кинематической точности передачи, являющейся результатом многопарного зацепления зубьев. Волновые зубчатые передачи долговечны и имеют более низкий уровень шума по сравнению с обычными зубчатыми передачами.
К недостаткам волновых зубчатых передач следует отнести сложную технологию изготовления деталей и отсутствие конструкций, у которых оси пересекаются или скрещиваются.
Волновые передачи в наше время начинают применять в станкостроении, подъемно-транспортных машинах, химическом машиностроении, авиационной и ракетной технике, промышленных роботах и др.
В волновой фрикционной передаче передаточное отношение зависит от разности диаметров жесткого и гибкого колес и равно отношению диаметра ведомого колеса к разности диаметров колес. Заменяя отношение диаметров колес отношением чисел их зубьев, получим передаточное отношение i для волновой зубчатой передачи: при ведомом жестком колесе
i=wh/wb=zb/(zb–zg);
при ведомом гибком колесе
i=wh/wg=zg/(zb–zg);
где zb, zg – числа зубьев жесткого и гибкого колес.
Очевидно, что для увеличения передаточного отношения разность чисел зубьев колес должна быть возможно меньшей, причем она должна быть равной или кратной числу волн деформации генератором гибкого колеса во избежание интерференции (наложения) зубьев.
Элементы зацепления.Качество зацепления волновых зубчатых передач в основном зависит от профиля зубьев, формы генератора и размера деформации гибкого колеса.
Исследования прочности гибкого колеса показали, что напряжения в его ободе существенно уменьшаются с увеличением ширины впадины по окружности впадин.
Наиболее распространенными являются зубья эвольвентного профиля с уменьшенной высотой и широкой впадиной у гибкого колеса, причем зубья жесткого колеса нарезаются стандартным инструментом, а зубья гибкого колеса – модифицированным инструментом, отличающимся от стандартного только высотой головки зуба. Такой профиль принят в нашей стране для стандартных волновых редукторов общего назначения.
Наиболее стабильную деформацию гибкого колеса обеспечивает кулачковый генератор волн h. Эти конструкции генераторов просты, технологичны и обеспечивают требования взаимозаменяемости.
Для уменьшения трения между кулачковым генератором и гибким колесом g располагают тела качения, например гибкий шариковый подшипник.
Гибким называется подшипник с тонкостенными кольцами, допускающий радиальную деформацию колец, соизмеримую с их толщиной, и обеспечивающий передачу вращательного движения при деформированных кольцах.
Основные размеры и обозначения радиальных шариковых гибких подшипников для кулачковых генераторов зубчатых волновых передач общего назначения регламентированы ГОСТом.
Волновые зубчатые редукторы. ГОСТ устанавливают основные параметры волновых зубчатых одноступенчатых редукторов общего назначения типа Вз с крутящими моментами на тихоходном валу от 22,4 до 6300 Н-м и передаточными отношениями от 80 до 315. КПД стандартных волновых редукторов от 0,9 до 0,72 и уменьшается с увеличением передаточного отношения.
Технический ресурс волновых зубчатых редукторов 10 000 ч.
Диапазон номинальных передаточных отношений для таких редукторов от 80 до 250, допускаемый крутящий момент на тихоходном валу от 710 до 1000 Н·м, масса редуктора не более 56 кг, КПД не менее 0,81.
Основными критериями работоспособности волновых передач являются прочность гибкого колеса и прочность гибкого подшипника генератора. Разрушение гибкого колеса и гибкого подшипника происходит, как правило, в результате усталости материала или при перегрузках.
Волновые передачи можно применять как редуктор, дифференциальный механизм и как вариатор скорости.
§
Критерием работоспособности зубчатых передач является износостойкость активных поверхностей зубьев и их изгибная прочность.
В машиностроении для изготовления зубчатых колес широко применяются стали, чугуны и пластмассы; в приборостроении зубчатые колеса изготовляют также из латуни, алюминиевых сплавов и др. Выбор материала определяется назначением передачи, условиями ее работы, габаритами колес и даже типом производства (единичное, серийное или массовое) и технологическими соображениями.
Общая современная тенденция в машиностроении – стремление к снижению материалоемкости конструкций, увеличению мощности, быстроходности и долговечности машины. Эти требования приводят к необходимости уменьшения массы, габаритов и повышения нагрузочной способности силовых зубчатых передач. Поэтому основные материалы для изготовления зубчатых колес – термообработанные углеродистые и легированные стали, обеспечивающие высокую объемную прочность зубьев, а также высокую твердость и износостойкость их активных поверхностей.
В зависимости от твердости активных поверхностей зубьев стальные колеса делятся на две группы, а именно: колеса с твердостью Н<350 НВ, зубья которых хорошо прирабатываются; колеса с твердостью Н>350 НВ, зубья которых прирабатываются плохо, а при твердости активных поверхностей обоих колес Н>HRC, полагаются неприрабатывающимися.
Кроме способности к приработке эти группы различны по технологии механической обработки, а также по нагрузочной способности.
Колеса первой группы, изготовляемые из средне- и высокоуглеродистых сталей, подвергают нормализации или улучшению; чистовое нарезание зубьев производят после термообработки и применения отделочных операций не требуется. Эти технологические преимущества колес первой группы обеспечивают их широкое применение при единичном или мелкосерийном производстве мало- и средненагруженных передач, а также передач с крупногабаритными колесами.
Колеса второй группы изготовляют из легированных сталей, подвергаемых различным видам термической и химико-термической обработки (цементация, объемная или поверхностная закалка, азотирование, цианирование, нитроцементация) и применяют для быстроходных и высоконагруженных передач.
Зубья колес второй группы нарезают до термической обработки, при которой происходит коробление зубьев и снижение точности зубчатого венца. Для исправления формы зубьев требуются дорогостоящие отделочные операции (шлифовка, обкатка, притирка зубьев и др.), поэтому колеса с зубьями высокой твердости применяют в изделиях крупносерийного и массового производства. При прочих равных условиях масса колес второй группы в 3–4 раза меньше, чем первой.
Для изготовления тихоходных, преимущественно открытых передач, работающих с окружной скоростью до 3 м/с, применяют серые, модифицированные и высокопрочные чугуны, обладающие хорошими литейными свойствами, низкой стоимостью при минимальных отходах материала в стружку.
Нагрузочная способность зубчатых колес из неметаллических материалов значительно ниже, чем стальных, поэтому их используют в слабонагруженных передачах, к габаритам которых не предъявляется жестких условий, но требуется снижение шума и вибраций, самосмазываемость или химическая стойкость. Зубчатые колеса из неметаллических материалов чаще всего используют в паре с металлическими. Для изготовления неметаллических колес применяют текстолит, древеснослоистые пластики, капрон, нейлон и др.
При выборе материалов и назначении их термообработки необходимо учитывать, что зуб шестерни в i (передаточное число) раз чаще входит в зацепление, чем зуб колеса. Поэтому для стальных колес первой группы в целях выравнивания долговечности и улучшения прирабатываемости следует твердость активных поверхностей зубьев шестерни делать большей, чем у колеса, причем рекомендуется иметь
H1cp–H2cp>20.
Для изготовления шестерни и колеса первой группы целесообразно использовать сталь одной марки, а разность твердости обеспечивать за счет термообработки.
Для колес с неприрабатывающимися зубьями обеспечивать разность твердостей зубьев шестерни и колеса не требуется.
§
Конструкция цилиндрических колес (рис. 119) зависит от их материала, размеров и способа изготовления.
Стальные зубчатые колеса диаметром до 150мм изготовляют из прутка или поковки и выполняют в виде сплошных дисков с двусторонней (рис. 119, а), односторонней (рис. 119, б) ступицей либо без нее (рис. 119, в). Стальные колеса диаметром до 500 мм чаще всего изготовляют коваными или штампованными; они имеют обод и
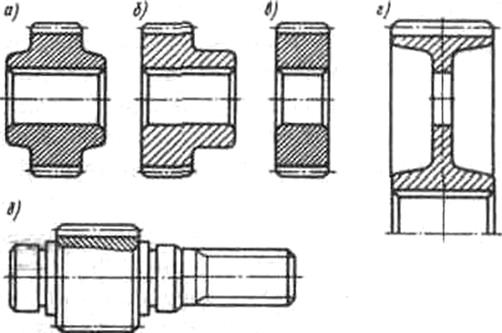
Рис. 119
ступицу, соединенные диском с отверстиями (рис. 119, г). Шестерни, диаметр которых меньше удвоенного диаметра вала, изготовляют как одно целое с валом и называют вал–шестерня (рис. 119, д). В коробках скоростей применяют несколько шестерен, изготовленных из одного куска металла; такие зубчатые колеса называют блоками шестерен.
Колеса диаметром более 500ммобычно изготовляют отливкой; обод и ступицы соединяются спицами крестообразного (рис. 120, а), овального, таврового и других сечений. В единичном производстве колеса большого диаметра делают сварной конструкции (рис. 120, б). В целях экономии высококачественной стали колеса больших диаметров нередко делают бандажированными (рис. 120, в), когда стальной обод насаживается на чугунный центр; применяют также конструкции, в которых обод и центр соединяют крепежными болтами.
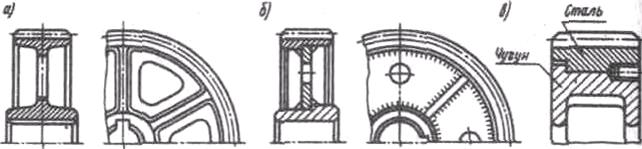
Рис. 120
Чугунные зубчатые колеса независимо от их размера изготовляют отливкой с последующей механической обработкой.
Неметаллические зубчатые колеса изготовляют цельными или составными. В качестве примера рассмотрим составное зубчатое колесо из склееных пластин текстолита, надетых на металлическую втулку и скрепленных дисками с помощью болтов (рис. 121). Зубчатые колеса из капрона и нейлона изготовляют отливкой под давлением; нередко венец из этих материалов отливают вместе со стальным центром или насаживают на центр с натягом и скрепляют винтами.
Червячной передачей называется механизм, служащий для преобразования вращательного движения между валами со скрещивающимися осями. Обычно червячная передача состоит из червяка 1 и сопряженного с ним червячного колеса 2 (рис. 122). Угол скрещивания осей обычно равен 90°; неортогональные передачи встречаются редко. Червячные передачи относятся к передачам
зацеплением, в которых движение осуществляется по принципу винтовой пары. Червячную передачу можно получить из винтовой зубчатой передачи, если уменьшить число зубьев одного из косозубых колес до z1=1…4 или увеличить их угол наклона к оси, превратив таким образом косозубое колесо в винт (червяк). Поэтому червячные передачи относят к категории зубчато-винтовых.
Витки червяка и зубья червячного колеса соприкасаются обычно по линиям и поэтому представляют собой высшую кинематическую пару. Обычно ведущее звено червячной передачи – червяк, но существуют механизмы, в которых ведущим звеном является червячное колесо.
Достоинства червячных передач: компактность конструкции и возможность получения больших передаточных чисел в одноступенчатой передаче (до i=300 и более); высокая кинематическая точность и повышенная плавность работы; малая интенсивность шума и виброактивности; возможность обеспечения самоторможения.
Недостатки червячных передач: значительное геометрическое скольжение в зацеплении и связанные с этим трение, повышенный износ, склонность к заеданию, нагрев передачи и сравнительно низкий КПД (от h=0,5 до 0,95); необходимость применения для ответственных передач дорогостоящих и дефицитных антифрикционных цветных металлов. Указанные недостатки ограничивают мощность червячных передач (обычно до 60 кВт).
Червячные передачи находят широкое применение, например, в металлорежущих станках, подъемно-транспортном оборудовании, транспортных машинах, а также в приборостроении.
Основные виды червячных передач (рис. 123): а – цилиндрическая червячная передача, у которой делительные и начальные поверхности цилиндрические (такие передачи имеют наибольшее распространение); б – глобоидная передача, у которой делительная поверхность червяка торообразная, а колеса – цилиндрическая (такие передачи нетехнологичны); в – червячно-реечная передача (по сравнению с зубчато-реечной такая передача обеспечивает большую плавность работы и имеет большую жесткость; оси червяка и рейки могут располагаться под углом или быть параллельны; передачи применяют в продольно-строгальных, тяжелых фрезерных и горизонтально-расточных станках).
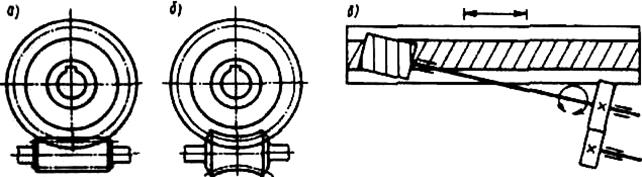
Рис. 123
Для цилиндрических червячных передач установлено двенадцать степеней точности и соответствующие нормы точности изготовления и монтажа передач. Независимо от степени точности передач назначают нормы бокового зазора между витками червяка и зубьями колеса.
Для глобоидных передач установлено три степени точности: 6, 7 и 8, для каждой из которых назначают нормы точности изготовления червяка, колеса и монтажа передач. Независимо от степени точности устанавливают нормы бокового зазора.
Силовые червячные передачи обычно изготовляют по 6–8-й степеням точности.
Конструктивно червячные передачи чаще всего делают в закрытом исполнении. Схемы наиболее часто встречающихся червячных редукторов имеют вид (рис. 124): а – с верхним расположением червяка, б – с боковым расположением червяка, в – с нижним расположением червяка.
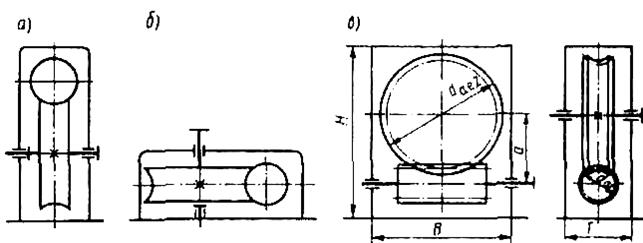
Рис. 124
Расчет геометрии цилиндрических и глобоидных червячных передач стандартизован.
Цилиндрические червяки бывают следующих видов (в скобках приводятся краткие стандартные термины): архимедов червяк (червяк ZA), теоретический торцовый профиль которого – архимедова спираль; конволютный червяк (червяк ZN), теоретический торцовый профиль которого – конволюта (удлиненная или укороченная эвольвента); эвольвентный червяк (червяк ZJ); теоретический торцовый профиль которого – эвольвента. Боковые поверхности витков этих трех видов червяков представляют собой поверхность, образованную движением отрезка прямой относительно оси червяка.
Кроме вышеуказанных существуют червяки с поверхностью, образованной конусом (червяк ZK) и образованной тором (червяк ZT).
Форма боковых поверхностей витков имеет непосредственное отношение к технологии изготовления червяков.
В дальнейшем в основном будут рассматриваться передачи с архимедовыми червяками, являющимися наиболее распространенными.
Червячное зацепление в сечении средней торцовой плоскостью червячного колеса (содержащей ось червяка) может быть представлено как плоское зубчато-реечное зацепление, поэтому проектирование червячной передачи в значительной степени подобно проектированию реечного зацепления.
Боковые поверхности витков архимедова червяка в осевом сечении очерчены прямыми линиями и представляют собой равнобокую трапецию с углом при вершине, равным 40°, т. е. с углом профиля витка a=20°.
Существенным недостатком архимедовых червяков (в отличие от эвольвентных) является невозможность шлифования боковых поверхностей витков плоской стороной шлифовального круга, так как в нормальном сечении виток имеет фасонный профиль. Поэтому в основном архимедовы червяки изготовляют с нешлифованными витками. Конволютные червяки теоретически имеют в нормальном сечении прямолинейный профиль витка, поэтому их шлифуют коническими кругами на резьбошлифовальных станках. Витки эвольвентных червяков шлифуют на специальных червячно-шлифовальных станках.
При прочих равных условиях форма профиля витков червяка мало влияет на нагрузочную способность передачи, поэтому технология изготовления является решающим фактором при выборе профиля витков.
Как все винты, червяки могут быть одно- или многовитковыми и иметь правое или левое направления резьбы. Чаще применяют червяки с правой нарезкой.
Червячные передачи, как и зубчатые, изготовляют со смещением производящего червяка и без смещения. В передачах со смещением и без смещения червяк остается неизменным, за исключением длины нарезанной части. В дальнейшем рассматриваются только червячные передачи без смещения.
Основным расчетным параметром архимедова червяка, изображенного на рис. 125 (и червячного колеса) является расчетный модуль т – линейная величина, в p раз меньшая расчетного шага червяка р, т.е. т=р/p.
Модули т определяются в осевом сечении червяка и выбираются согласно ГОСТу.
Делительный диаметр червяка принимается кратным модулю:
d1=qm,
где q – коэффициент диаметра червяка, который выбирается из стандартного ряда.
Многовитковые червяки кроме шага характеризуются также ходом рz, причем
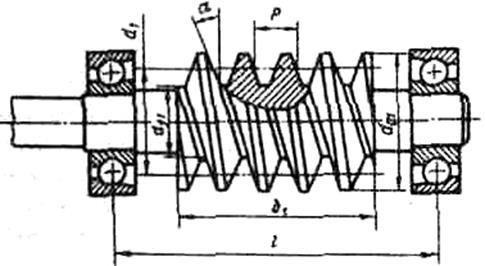
Рис. 125
pz=pz1,
где z – число витков; р – шаг червяка.
Очевидно, что у одновитковых червяков шаг и ход равны между собой.
Делительный угол подъема линии витка обозначается у и определяется следующим образом:
tgg=pz/(pd1)=pmz1/(pmq)=z1/q.
В машиностроении (например, в зубофрезерных станках) применяют разноходовые цилиндрические червяки, разноименные поверхности витков которых имеют разный ход, т. е. имеют неодинаковые (отличающиеся на десятые доли градуса) углы подъема линии витка. У разноходовых червяков толщина по хорде витка неодинакова, что дает возможность за счет осевого перемещения червяка выбирать зазор, образовавшийся в результате износа зубьев червячного колеса. Разноходовые червяки характеризуются средним ходом, т. е. ходом средней линии витка.
В соответствии со стандартом на исходный червяк устанавливаются следующие основные параметры витков червяка:
a=20° – угол профиля витка в осевом сечении; ha1=т – высота головки витка червяка; hf1=1,2т – высота ножки витка червяка; h1=ha1 hf1=2,2т – высота витка червяка.
Остальные размеры нарезанной части червяка определяются так:
диаметр вершин витков червяка
da1=d1 2ha1=qm 2m=m(q 2);
диаметр впадин червяка
df1=d1–2hf1=qm–2·1,2m=m(q–2,4);
длина b1 нарезанной части червяка:
при числе витков z1=1 и z1=2
b≥ (11 0,06z2)m;
при числе витков z1=4
b≥ (12,5 0,09z2)m;
где z2 – число зубьев червячного колеса (для шлифуемых и фрезеруемых червяков полученную величину b1 следует увеличить на 25 мм – при т<10 мм; на 35…40 мм – при m=10…16 мм; на 50 мм – при m>16 мм). Применение трехвитковых червяков стандартами не предусматривается.
На рис. 126 изображено червячное колесо в зацеплении с червяком и показаны основные размеры колеса, а именно:
dae2 ≤ da2 6m/(z1 2).
Ширину венца червячного колеса b1 определяют в зависимости от диаметра вершин и числа витков червяка:
при z1≤ 3 b2 ≤ 0,75da1;
при z1=4 b2 ≤ 0,67da1.
Червячное колесо, представляющее собой цилиндрическое косозубое колесо, характеризуется точечным контактом, следовательно, малой нагрузочной способностью и поэтому применяется в несиловых передачах.
Наиболее распространены червячные передачи, у которых зубья колеса имеют вогнутую форму и охватывают червяк по дуге с углом 2l=60…110°. При этом образуется линейный контакт витков червяка и зубьев колеса, в результате чего значительно повышается нагрузочная способность передачи.
§
i=w1/w2=n1/n2=z2/z1.
Передаточное число червячной передачи равно отношению числа зубьев червячного колеса к числу витков червяка.
В силовых передачах, в частности в стандартных передачах редукторов, передаточные числа принимают в пределах i=8…80.
Основные параметры (межосевые расстояния а, номинальные передаточные числа i, сочетания модулей т, коэффициентов диаметра червяка q и чисел витков z1) цилиндрических червячных передач для редукторов регламентированы ГОСТом. Указанный стандарт предусматривает применение одно-, двух и четырехвитковых червяков, обычно с линией витков правого направления, наименьшее число зубьев червячного колеса, предусмотренное стандартом, z2=32.
Основные параметры (межосевые расстояния, номинальные передаточные числа, делительные диаметры червяков и ширины венцов червячных колес) глобоидных передач для редукторов также установлены ГОСТом.
Сила R взаимодействия витка червяка и зуба червячного колеса (равная векторной сумме силы нормального давления и силы трения) будет отклоняться от средней плоскости червячного колеса на угол g j ‘, где g – угол подъема линии витка; j ‘ – приведенный угол трения.
Разложив силу R на три взаимно перпендикулярные составляющие по реальным направлениям, получим (рис. 127):
В приведенных формулах Т1, Т2 – крутящие моменты на валу червяка и червячного колеса; d1, d2 – диаметры делительных цилиндров червяка и червячного колеса; a – угол профиля витка червяка в осевом сечении.
§
h=tg(g–j ‘)/tgg,
Из этой формулы видно, что при g≤j’ h<0, т. е. передача движения от колеса к червяку оказывается невозможной и передача будет самотормозящей.
КПД самотормозящей передачи (при ведущем червяке) очень мал, например, если g=j ‘, получим
h=tgg/tg(2g)=0,5–tg2g<0,5.
Поэтому самотормозящие червячные передачи следует применять только тогда, когда необходимо гарантировать устранение возможности самопроизвольного обратного движения (грузоподъемные механизмы), или когда потери энергии не имеют существенного значения (приборы, отсчетные устройства).
Необходимо учитывать, что в условиях толчков и вибраций возможны значительные колебания приведенного коэффициента трения (следовательно, и приведенного угла трения), поэтому самоторможение практически не может быть гарантировано и при g<j ‘.
Основными критериями работоспособности червячных передач являются износостойкость активных поверхностей и изгибная прочность зубьев червячного колеса.
В связи с большими скоростями скольжения червячным передачам свойственно механическое изнашивание и особенно изнашивание при заедании и его опасной форме – задире. Износостойкость и изгибная прочность витков стальных червяков с высокой твердостью активных поверхностей обычно не лимитируют нагрузочную способность червячной передачи. Исходные положения для расчета червячных передач аналогичны применяемым при стандартном расчете зубчатых передач, причем обычно в расчетных приводимых формулах червяк полагается стальным, а венец червячного колеса – бронзовым или чугунным.
В основу расчета червячной передачи на контактную усталость положена формула Герца для определения наибольшего контактного напряжения sH и нормальная нагрузка на единицу длины контактных линий.
Формула для проверочного расчета червячных передач на контактную усталость имеет вид

где z2 – число зубьев червячного колеса; q – коэффициент диаметра червяка; а – межосевое расстояние; T2 – крутящий момент на валу червячного колеса; [sH] – допускаемое контактное напряжение; K – коэффициент нагрузки. Коэффициент нагрузки при расчете червячных передач сравнительно невелик, так как они работают плавно, бесшумно и хорошо прирабатываются.
При проектном расчете основным расчетным параметром является межосевое расстояние а. Приравняв контактное напряжение sH допускаемому [sH], получим формулу для проектного расчета цилиндрических червячных передач:
причем ориентировочно принимают q≈z2/4 и округляют до ближайшего стандартного значения; z2 определяют в результате кинематического расчета передачи (для стандартных редукторов z2min=32).
По величине межосевого расстояния определяют расчетный модуль т по формуле
m=2a/(q z2),
округляя его до ближайшего стандартного значения.
При проектировании цилиндрических червячных передач для редукторов следует согласовать с ГОСТом величины а, i и сочетания т, q, z1 и z2.
После установления основных параметров передачи определяют размеры червяка и колеса, вычисляют скорость скольжения, находят расчетное значение КПД и крутящего момента на валу червячного колеса, а затем проводят проверочный расчет, сравнивая расчетное контактное напряжение с допускаемым, причем недогрузка желательна не более 10%, а перегрузка не должна превышать 5%.
При выборе материалов червячной пары необходимо обеспечить хорошие антифрикционные и противозадирные свойства. Наилучшие результаты достигаются при сочетании высокотвердой стальной поверхности с антифрикционным материалом, обладающим необходимой объемной прочностью, например бронзой.
В малоответственных передачах червяк делают из среднеуглеродистых сталей (например, марок 45, 40Х и др.), подвергнутых нормализации или улучшению, причем твердость активных поверхностей витков не должна превышать 320 НВ. Более высокая нагрузочная способность передачи получается, если червяк из среднеуглеродистой стали (например, марок 45Х, 40ХН, 35ХГСА и др.) подвергнуть поверхностной или объемной закалке до твердости 45HRC и более. Наилучшие результаты достигаются, если червяк изготовить из низкоуглеродистой стали (например, марок 20Х, 18ХГТ, 12ХНЗА и др.) с последующей цементацией и закалкой до твердости 56 НRС и более, шлифованием и полированием витков. Червяки из азотируемых сталей (38Х2МЮА, 38Х2Ю и др) не требуют шлифования витков, а только полируются. Для передач с колесами очень больших диаметров целесообразно червяки делать бронзовыми, а червячные колеса – чугунными.
Конструктивно червяки чаще всего изготовляют заодно целое с валом и лишь в редких случаях – насадными.
В целях экономии цветных металлов червячные колеса чаще всего делают составными: на чугунный или стальной центр насаживается запрессовкой бронзовый венец.
Для неответственных, слабонагруженных и тихоходных передач при скоростях скольжения vs<2 м/с возможно изготовление червячного колеса из чугуна или пластмасс (текстолит, полиамиды). В случае применения стальных хромированных червяков и чугунного червячного колеса предельная скорость скольжения может быть увеличена.
Наилучшими антифрикционными и противозадирными свойствами обладают оловянные бронзы (например, БрОФ10-1, БрОНФ и др.), однако они дороги и дефицитны, и поэтому применяются только для ответственных передач с высокими скоростями скольжения (vs>7 м/с). Нагрузочная способность передач с червячными колесами из оловянных бронз лимитируется усталостным изнашиванием и от скорости скольжения практически не зависит, поэтому верхний предел этой скорости для таких передач не ограничивают, а допускаемые контактные напряжения от нее не зависят. Наряду с этим срок службы венцов червячных колес в значительной степени зависит от способа отливки заготовок (в песок, в кокиль, центробежная), поэтому допускаемые напряжения зависят от способа отливки, и кроме того, от твердости активной поверхности витков червяка.
Более высокими механическими характеристиками, но существенно худшими (по сравнению с оловянными бронзами) противозадирными свойствами обладают безоловянные бронзы (например, БрАЖ9-4, БрАЖН10-4-4 и др.), поэтому их применяют для менее ответственных передач при скоростях скольжения vs<7 м/с. Нагрузочная способность передач с червячными колесами из безоловянных бронз (а также из чугунов) лимитируется изнашиванием при заедании и зависит от скорости скольжения.
Передачей винт-гайка называется механическая передача, состоящая из винта и гайки и предназначенная для преобразования вращательного движения в поступательное и наоборот (рис. 128, 129).

Рис.128
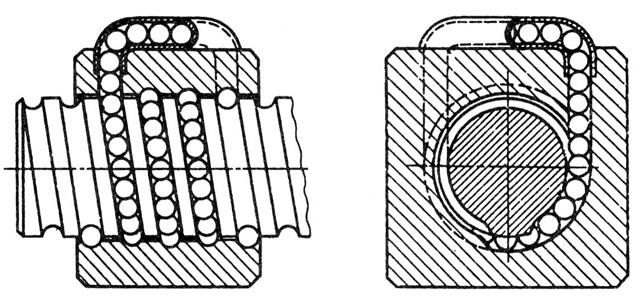
Рис. 128
Достоинства передачи винт-гайка: простота, компактность и технологичность конструкции, большой выигрыш в силе, возможность получения медленного движения при высокой точности перемещения, большая нагрузочная способность, плавность и бесшумность работы.
Недостатками передачи винт-гайка можно назвать значительное трение в резьбовой паре, вызывающее ее повышенный износ и сравнительно низкий КПД.
Передача винт-гайка применяется в механизмах подачи металлорежущих станков, винтовых прессах (рис. 130), устройствах управления (рис. 131), грузоподъемных машинах, прокатных станах, тисках, домкратах (рис. 132), измерительных приборах, вычислительной технике, робототехнике и др.
Чтобы обеспечить износостойкость передачи и увеличить ее КПД, материалы винта и гайки должны представлять собой антифрикционную пару. Винты передачи делятся на грузовые, применяемые для создания больших осевых сил, и ходовые, применяемые для осуществления точных перемещений. Винты изготовляют из углеродистых и легированных сталей, а гайки – из алюминиевых и оловянных бронз или антифрикционного чугуна.
Кроме названных передач, преобразование движения зацеплением реализовано в механизмах прерывистого движения – мальтийском и храповом.
На рис. 133, а изображен мальтийский механизм, преобразующий непрерывное вращение ведущего звена – кривошипа 1 с пальцем или роликом В на конце в прерывистое вращение ведомого звена – мальтийского креста 2, имеющего радиальные пазы.
Рис. 133
Вращение мальтийского креста происходит при повороте кривошипа на угол jp=180°/N, где N – число пазов креста; остальная часть оборота кривошипа на угол jx соответствует остановке ведомого звена 2. Неподвижное положение мальтийского креста фиксируется его сегментными вырезами А, по которым скользит диск 3, жестко связанный с кривошипом 1.
Число пазов мальтийского креста бывает в пределах от 3 до 12. При бесконечно большом радиусе и числе пазов мальтийский крест превратится в рейку, которая будет совершать поступательное движение.
На рис. 133, а изображен мальтийский механизм внешнего зацепления, когда ведущее и ведомое звенья вращаются в противоположных направлениях. Для передачи вращения в одном направлении применяют механизмы с внутренним зацеплением.
Мальтийские механизмы применяют в металлообрабатывающих станках, пишущих машинах, кинопроекционных аппаратах и приборах точной механики.
На рис. 133, б показан один из видов храпового механизма. Такой механизм преобразует возвратно-качательное движение ведущего звена – рычага 1 с рабочей собачкой 2 в прерывистое одностороннее вращательное движение ведомого звена 3, называемого храповым колесом. При возврате рычага и рабочей собачки в исходное положение храповое колесо остается неподвижным. Для предотвращения его поворота в обратном направлении предусмотрена стопорная собачка 4.
При бесконечно большом числе зубьев храпового колеса оно превратится в рейку, которая будет совершать прерывистое поступательное движение.
Храповые механизмы применяют, например, в грузоподъемных машинах, механизмах подачи автоматических линий, механизмах завода пружин, пишущих машинах и др.
§
Основным типом плоского рычажного механизма является шарнирный четырехзвенник, принципиальная схема которого изображена на рис. 134, а. В этом механизме четыре вращательные кинематические пары и четыре звена: 1 – кривошип, 2 – шатун, 3 – коромысло, 4 – стойка. Такой механизм называется кривошипно-коромысловым и является однокривошипным; крайние положения звеньев показаны на рис. 134.
Кривошипно-коромысловый механизм встречается в металлорежущих станках, прессах, ковочных, полиграфических, сельскохозяйственных и других машинах, а также во многих приборах.
Если стойка шарнирного четырехзвенника самое короткое звено или если звенья 1 и 3 равной длины, то механизм становится двухкривошипным, так как звено 3 так же, как и кривошип 1, получит возможность совершать полный оборот.
На рис. 134, б показана схема двухкривошипного механизма, который называется шарнирным параллелограммом; у такого механизма оба кривошипа вращаются в одном направлении с одинаковой угловой скоростью, а шатун 2 движется поступательно.
служит для преобразования вращательного движения в возвратно-поступательное (например, в компрессорах, поршневых насосах, эксцентриковых и кривошипных прессах) или, наоборот, для преобразования возвратно-поступательного движения во вращательное (например, в паровых машинах, двигателях внутреннего сгорания).
Кривошипно-ползунный механизм состоит из четырех звеньев; кривошипа ОА, шатуна АВ, ползуна В, станины и четырех кинематических пар: вращательной пары станина–кривошип, вращательной пары кривошип–шатун, вращательной пары шатун–ползун и поступательной пары ползун–станина. В кривошипно-ползунном механизме ведущим звеном является либо кривошип, либо ползун.
Такой механизм является центральным, так как ось ползуна пересекает ось кривошипа. Если ось ползуна смещена от оси кривошипа на величину эксцентриситета е (рис. 135, б), то кривошипно-ползунный механизм называется нецентральным. На этом рисунке показаны тонкими линиями крайние положения звеньев
ется на КПД и долговечности машины, так как обычно нагрузка на механизм при рабочем ходе значительно больше, чем при холостом.
На рис. 136 показана схема четырехзвенного кривошипно-кулисного механизма с поступательно движущейся кулисой. Этот механизм преобразует вращательное движение кривошипа ОМ в возвратно-поступательное движение кулисы с помощью камня кулисы М, шарнирно соединенного с пальцем кривошипа.
На рис. 137 представлена схема кулисного кривошипно-коромыслового механизма с качающимся ползуном. Такой механизм применяется, например, в снегоуборочных машинах.
§
В технике весьма широкое применение имеют кулачковые механизмы (рис. 138), с помощью которых можно осуществить почти любой заранее заданный закон движения ведомого звена. Кулачковые механизмы применяют, например, в двигателях внутреннего сгорания, металлорежущих станках, приборостроении и т.д.
Простейший трехзвенный кулачковый механизм (рис. 138) состоит из кулачка 1, толкателя 2 и стойки. Механизм преобразует вращательное движение кулачка в возвратно-поступательное или качательное движение толкателя. На рис. 138 показаны плоские кулачковые механизмы с толкателями различной конструкции: игольчатым (а), тарельчатым (б), роликовым (в) и сферическим (г).
Существуют механизмы с кулачками, движущимися поступательно; такие кулачки называют копирами.
Все рассмотренные ранее механизмы являются плоскими. На рис. 139 изображена схема пространственного кулачкового механизма с цилиндрическим кулачком (барабаном). Такой механизм применяется, например, в металлорежущих автоматах и полуавтоматах.

Рис. 138
фрикционных муфтах, тормозах, предохранительных устройствах, подшипниках; уравновешивания сил тяжести и других постоянных сил.
2. Для силового замыкания механизмов, чтобы исключить влияние зазоров на точность перемещений или упростить изготовление механизмов – в основном в кулачковых механизмах.
3. Для выполнения функций двигателя на основе предварительного аккумулирования энергии путем завода, например часовые пружины.
4. Для виброизоляции в транспортных машинах – автомобилях, вагонах, в приборах, в виброизоляционных опорах машин и т. д. Механизм виброизоляции удобно наблюдать, например, при езде автомобиля; колеса автомобиля, следуя за рельефом дороги, совершают резкие колебания, которые почти не передаются кузову автомобиля.
5. Для восприятия энергии удара – буферные пружины, применяемые в подвижном железнодорожном составе, артиллерийских орудиях и т. д. Благодаря упругим элементам энергия удара поглощается на больших перемещениях и сила удара соответственно уменьшается. Буферные и виброизоляционные пружины в отличие от предыдущих аккумулируют не полезную, а вредную для работы машины энергию.
6. Для измерения сил, осуществляемого по упругим перемещениям пружин (в измерительных приборах).
Работа упругих элементов в машинах заключается в накоплении энергии и ее последующей отдаче или в осуществлении требуемого постоянного нажатия. Для возможности накопления большого количества энергии на единицу массы целесообразно применять элементы с возможно более равномерным напряженным состоянием. При этом упругие элементы должны иметь минимальные габариты.
Основное распространение в машиностроении имеют упругие элементы растяжения и сжатия.
При этих нагрузках указанным требованиям в наибольшей степени удовлетворяют витые цилиндрические пружины растяжения и сжатия (рис. 140, а, б). В этих пружинах витки подвергаются напряжению кручения под действием постоянного момента. Цилиндрическая форма пружины удобна для ее размещения в машинах. В пружинах, работающих на изгиб, трудно создать равномерное напряженное состояние по длине.
Рис. 140
Чем тоньше проволока, тем податливее могут быть витые пружины. При необходимости повышенной податливости в условиях стесненных габаритов применяют многожильные витые пружины.
Для больших нагрузок при необходимости рассеяния большого количества энергии (амортизаторы) применяют кольцевые пружины (рис. 140, г) в которых кольца при нагружении вдвигаются одно в другое, причем наружные кольца растягиваются, а внутренние сжимаются.
Для больших нагрузок при малых упругих перемещениях и стесненных габаритах по оси приложения нагрузки применяют тарельчатые пружины (рис. 140, д).
Пружины кручения в обычных условиях применяют в виде витых цилиндрических пружин (рис. 140, в), а при стесненных габаритах по оси и преимущественно при небольших крутящих моментах в виде плоских спиральных пружин (рис. 140, е). При стесненных по оси габаритах и не стесненных габаритах в боковом направлении применяют упругие элементы, работающие на изгиб, – рессоры (рис. 140, з).
При не стесненных по оси габаритах, значительных крутящих моментах, необходимости воспринятия некоторых изгибающих моментов и при небольшой требуемой податливости применяют торсионные валы (рис. 140, ж).
Упругие элементы относят к деталям машин, требующим достаточно точных расчетов. В частности, их обязательно рассчитывают на жесткость. При этом неточности расчета не могут быть компенсированы запасами жесткости.
Материалы для пружин должны иметь высокие и стабильные во времени упругие свойства. Делать пружины из материалов низкой прочности нецелесообразно. Масса геометрически подобных пружин при заданной нагрузке и упругом перемещении обратно пропорциональна квадрату допускаемого напряжения. Это связано с тем, что пружины из менее прочных материалов в целях сохранения заданной жесткости приходится делать повышенных диаметров и, следовательно, витки их нагружены большими моментами, чем пружины из более прочных материалов. Эффективность применения высокопрочных материалов для пружин связана также с меньшей концентрацией напряжений в пружинах, чем в других деталях, и с меньшими размерами сечений витков. Соотношение размеров витых пружин с одинаковыми характеристиками из разных материалов показано на рис. 141 (а – сталь 65Г; б – сталь 60С2А; в – сталь 50ХФА).
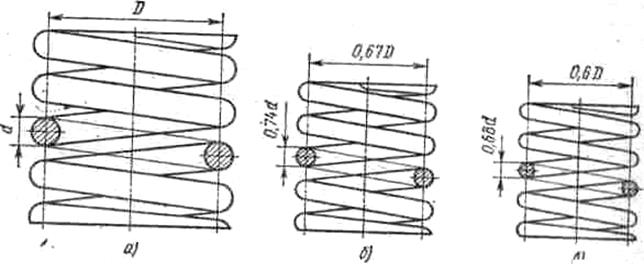
Рис. 141
Основными материалами для пружин являются: высокоуглеродистые стали 65, 70, марганцовистые стали 65Г, кремнистые стали 60С2А, хромованадиевая сталь 50ХФА и др.
Высокоуглеродистые стали как наиболее дешевые имеют широкое распространение для пружин с размерами сечений витков до 15 мм.
Марганцовистые, кремнистые и хромомарганцовистые стали обладают более высокими механическими свойствами и лучшей прокаливаемостыо, позволяющей успешно применять эти стали для пружин с размерами сечений витков до 20 мм, а хромомарганцовистые стали до 25–30 мм.
Хромованадиевая сталь характеризуется высокими механическими свойствами, особенно высоким пределом выносливости, теплостойкостью, а также хорошими технологическими свойствами. Ее применяют для ответственных пружин, в частности, для клапанных пружин двигателей. Во избежание коррозии пружины кадмируют, покрывают, неопреновой пленкой. Возможно применение для пружин стеклопластов.
Для работы в химически активной среде применяют пружины из цветных сплавов: кремнемарганцовистых бронз (БрКМц3-1), оловянных бронз (БрОЦ4-3) и бериллиевых бронз (БрБ2). Заготовками для витых пружин служит проволока, а также полосовая сталь и лента. Пружины небольших размеров сечений проволоки до 8–10 мм изготовляют холодной навивкой; пружины больших сечений – навивкой в горячем состоянии.
Большинство пружин холодной навивки изготовляют из проволоки, прошедшей термическую обработку до навивки, и после навивки пружину подвергают только отпуску. Все пружины горячей навивки и наиболее ответственные пружины холодной навивки, в частности, из большинства легированных сталей, подвергают закалке в навитом состоянии. Проволоку для ответственных пружин, изготовляемую из высокосортной углеродистой стали с 1% С, подвергают патентированию, т. е. погружают после разогрева до высокой температуры в свинцовую ванну. Благодаря этому происходит укрупнение зерна, и проволока при окончательном волочении получает большой наклеп и упрочняется.
Пружины статического и ограниченно-краткого действия подвергают пластическому деформированию, так называемому заневоливанию. Для этого их в течение 1–2 суток выдерживают под нагрузкой того же знака, что и рабочая, но вызывающей напряжения выше предела упругости. В результате заневоливания наружные волокна получают остаточные деформации. В свободном состоянии пружины наружные волокна, взаимодействуя с внутренними, получают остаточные напряжения обратного знака по отношению к рабочим. При нагружении эти напряжения вычитаются из рабочих, что повышает несущую способность пружин на 20–25%.
Проволока стальная углеродистая для пружин холодной навивки без последующей закалки, имеющая наибольшее применение в машиностроении, регламентирована ГОСТ 9389–60. Проволоку выпускают диаметром до 8 мм трех основных классов: нормальной прочности III, повышенной прочности II и высокой прочности I.
Основное применение в машиностроении имеют пружины из круглой проволоки в связи с их наименьшей стоимостью и с тем, что
1) диаметром проволоки d или размерами сечения витков;
2) средним диаметром пружины D, а также наружным диаметром D d и внутренним диаметром D–d;
3) индексом пружин с=D/d;
4) шагом витков h;
5) углом подъема витков a: tga=h/pD;
6) длиной рабочей части пружины Нp;
7) числом рабочих витков i=Hp/h.
Эти параметры взаимосвязаны, но только четыре из них можно рассматривать как основные. Шаг витков, угол подъема витков и длину рабочей части пружины рассматривают отдельно в ненагруженном и нагруженном состояниях.
Чем податливее должна быть пружина, тем большим берется индекс пружины с и число витков. Обычно индекс пружины выбирают в зависимости от диаметра проволоки в следующих пределах: при диаметрах до 2,5 мм от 5 до 12; при диаметрах 3–5 мм – от 4 до 10; при диаметрах 6–12 мм – от 4 до 9.
Увеличив индекс пружины, можно при той же жесткости сократить габариты пружины по длине за счет увеличения диаметра, и, наоборот, уменьшив индекс пружины, можно уменьшить диаметр пружины за счет увеличения длины.
Пружины растяжения навивают таким образом, чтобы было обеспечено начальное натяжение (давление) между витками. Это натяжение выбирают равным 1/4–1/3 от предельной силы для пружины, при которой ее испытывают и которая вызывает напряжения, близкие к пределу упругости. Такая навивка называется закрытой.
Пружины диаметром до 3 мм обычно выполняют с прицепами в виде изогнутых витков (рис. 143, а и б). В местах отгиба возникает концентрация напряжений, которая снижает несущую способность пружин. Поэтому для ответственных сильно напряженных пружин применяют прицепы с коническим переходом (рис. 143, в), закладные прицепы с конической заделкой (рис. 143, г) и крепления с помощью пластин (рис. 143, д). Наиболее совершенным является крепление с помощью ввертных винтовых пробок с крючками (рис. 143, е). Это крепление применяют для пружин с диаметром проволоки от 5 мм.
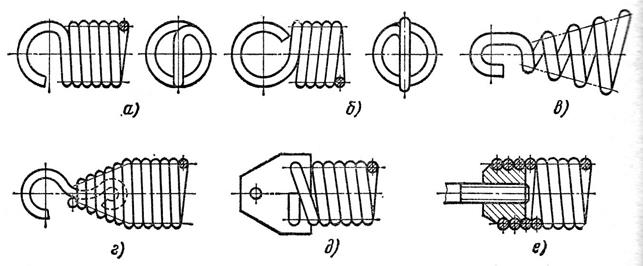
Рис. 143
Пружины сжатия навивают открытой навивкой с просветом между витками, на 10–20% больше расчетных осевых упругих перемещений каждого витка при максимальных рабочих нагрузках. Для того чтобы нагрузка на пружину передавалась по оси пружины и чтобы уменьшить напряжения изгиба концевых витков, их поджимают к соседним виткам, а торцовые поверхности пружины шлифуют перпендикулярно ее оси.
Винтовые цилиндрические пружины сжатия и растяжения выпускаются предназначенными для нагрузок 1–100 000 Н, с диаметрами проволоки 0,2–50 мм и наружными диаметрами 1–700 мм, с индексами пружины от 4 до 12. За исходные величины выбраны ряды силовых характеристик. Пружины делятся на классы: 1-й – для больших чисел циклов нагружений, 2-й – для средних и 3-й – для малых. По точности пружины делятся на группы: 1-я группа с допускаемыми отклонениями по силам и упругим перемещениям ±5 %, 2-я группа – ±10% и 3-я группа – ±20 %. Стандарты облегчают централизованное изготовление пружин, что имеет большое значение, так как себестоимость пружин, изготовленных на неспециализированных участках, в 2,5–12 раз выше, чем на специализированных.
Силовые факторы, действующие в любом поперечном сечении пружин растяжения и сжатия, сводятся к моменту М=PD/2, вектор которого перпендикулярен оси пружины и силе Р, действующей вдоль оси пружины.
Момент М раскладывается на крутящий T и изгибающий Ми моменты:
 и
и  .
.
В большинстве пружин угол подъема витков а<10–12°, поэтому их расчет можно вести только на кручение по моменту T=PD/2, пренебрегая другими силовыми факторами ввиду их малости.
Формула для определения диаметра проволоки при проектном расчете пружин имеет вид:
где k – коэффициент, учитывающий кривизну витков, [t] – допускаемое напряжение кручения.
Осевое упругое сжатие пружины определяют как суммарный угол закручивания витков пружины q, умноженный на средний радиус пружины D/2:
где  – податливость одного витка, т.е. сжатие витка от единичной силы; G – модуль сдвига.
– податливость одного витка, т.е. сжатие витка от единичной силы; G – модуль сдвига.
Таким образом, кручение проволоки пружины происходит вследствие изменения шага, а сечения проволоки в пространстве не поворачиваются.
Потребное число рабочих витков определяют по условию, по которому при возрастании нагрузки от установочной (начальной) Pmin до максимальной Рmax пружина должна получить заданное упругое перемещение
x=l1i(Рmах–Pmin),
откуда
Величину Pmin выбирают в зависимости от назначения пружины в процентах от Рmах. Число витков i округляют до полувитка при i<20 и до одного витка при i>20.
Применение для винтовых пружин проволоки специального фасонного сечения позволяет уменьшить неравномерность распределения напряжений по поверхности витков и повысить срок службы в 2–3 раза по сравнению с пружинами из круглой проволоки.
При больших нагрузках и стесненных габаритах применяют составные пружины сжатия, состоящие из двух или более пружин, концентрически расположенных (одна в другой). Для лучшего взаимного центрирования пружины выполняют последовательно то правой, то левой навивки. За исходные условия для расчета составных пружин принимают равенство упругих перемещений под нагрузкой, равенство напряжений, а также равенство длин при полном сжатии витков. Из этих условий следует, что индексы пружин должны быть одинаковы.
Пружины, подвергающиеся переменным напряжениям с большим числом циклов (например, клапанные пружины), нужно дополнительно рассчитывать на выносливость.
Запас прочности выбирают равным 1,5–2,2 в зависимости от точности определения расчетных сил, механических характеристик и ответственности пружины.
Кроме того, проверяют запас прочности по текучести.
Пружины, подверженные ударной нагрузке, упрощенно рассчитывают по условию равенства энергии ударяющего тела энергии деформации пружины.
Фасонные пружины применяют главным образом при необходимости получения нелинейной характеристики, т. е. нелинейной зависимости между силой и упругим перемещением пружины. Нелинейная характеристика пружин (возрастание жесткости пружины с нагрузкой) уменьшает опасность резонансных колебаний. Пружины с нелинейной характеристикой могут воспринимать большую энергию удара, чем пружины с линейной характеристикой тех же габаритных размеров и т. д.
К фасонным пружинам относят: конические пружины (рис. 144, а); параболоидные пружины (рис. 144, б); телескопические буферные пружины для больших нагрузок, выполняемые из полосовой стали (рис. 144, в).
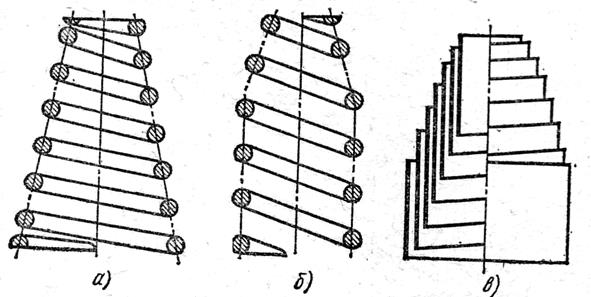
Рис. 144
Фасонные пружины выполняют обычно в виде пружин сжатия. Витки фасонных пружин в связи с разным радиусом имеют различную жесткость. Нелинейная характеристика фасонных пружин связана с тем, что при возрастании нагрузки происходит постепенная посадка витков большого радиуса одного на другой или на опорную поверхность. Таким образом, часть витков перестает деформироваться и пружина становится более жесткой.
Многожильные пружины изготовляют из тросов, свитых из 2–6 (обычно 2–4) тонких проволок с углами свивки 20–30° без центральной жилы (рис. 145). Их используют преимущественно в качестве пружин сжатия, реже – пружин кручения.
Многожильные пружины (рис. 145) обычно изготовляют из высокосортной патентированной углеродистой проволоки диаметром
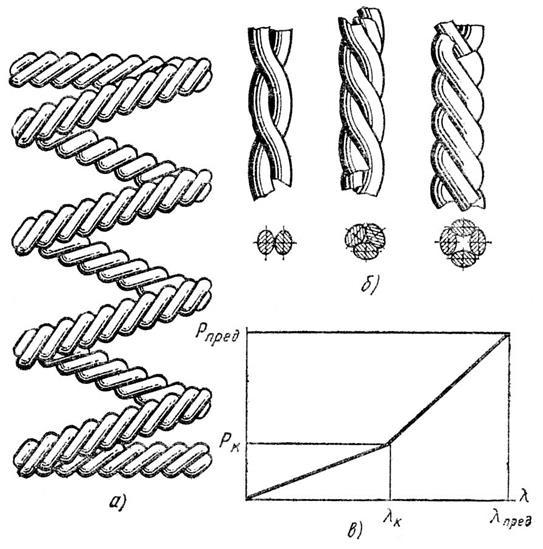
Рис. 146
0,8–2 мм. Многожильные пружины могут быть при малых габаритах весьма податливыми. Такая податливость обычных витых пружин может быть достигнута только путем значительного увеличения диаметра пружин и числа витков. Вместе с тем многожильные пружины обладают значительной несущей способностью вследствие высоких механических характеристик проволоки малого диаметра и взаимодействия витков. Применение многожильных пружин благоприятно с точки зрения виброустойчивости конструкции. Это связано с трением между жилами, поглощающим энергию колебаний, и с изломом характеристики пружины. Отдельные жилы вследствие упругой отдачи после навивки пружины неплотно прилегают одна к. другой. Поэтому при небольших нагрузках они работают независимо. При достижении нагрузкой определенного значения происходит плотный контакт между отдельными жилами и жесткость пружины существенно возрастает.
Применять многожильные пружины особенно целесообразно при необходимости получения пологой характеристики пружины (т. е. значительной податливости или малого изменения силы на значительном упругом перемещении пружины), а также при необходимости повышенного демпфирования колебаний. Для работы в условиях переменных нагрузок с большим числом циклов нагружений (клапанные пружины) применять многожильные пружины менее целесообразно вследствие их износа, контактной коррозии и возможного понижения усталостной прочности.
Тарельчатые пружины составляют из кольцевых конических оболочек, напоминающих тарелки без дна (рис. 147, а). Отношение диаметров тарелок D/d выбирают равным 2–3, угол подъема образующей конуса 2–6°. В соответствии с ГОСТ 3057–54 тарельчатые пружины выполняют с наружным диаметром от 28 до 300 мм, толщиной s от 1 до 20 мм, высотой конуса f от 0,6 до 9 мм, для рабочих нагрузок до 520 кН. Упругая осадка, тарелки допускается в пределах до 0,8f. В специальных автоматических устройствах применяют гибкие «выщелкивающие» пружины, у которых упругая осадка больше f.

Рис. 147
Таким образом, тарельчатые пружины, имея небольшие габариты по оси, представляют значительные преимущества по сравнению с другими пружинами для больших нагрузок при высокой потребной жесткости, что и определяет их области применения.
Тарельчатые пружины штампуют из листовой стали, обычно из стали 60С2А. Для повышения несущей способности пружин их обжимают до полного распрямления, в результате чего в них возникают остаточные напряжения обратного знака.
Для повышения податливости тарельчатые пружины применяют в виде комплекта последовательно установленных элементов – тарелок (рис. 147, б), а для повышения несущей способности отдельные элементы заменяют пакетами (рис. 147, в). Тарельчатые пружины могут активно демпфировать энергию колебаний. Для этого применяют упругие элементы в виде пакетов тарелок или применяют пружины с шайбами (рис. 147, г). При колебаниях в пружинах возникает значительное трение.
Приближенная зависимость между осевой силой Р и осевым сжатием l1 элемента пружины описывается выражением:

где Е и m – модуль упругости и коэффициент Пуассона материала пружины; А – коэффициент берется по графику (рис. 148).
§

где коэффициенты K, K0 и K1 берут по графику.
Допускаемые напряжения при расчете по этой формуле выбирают весьма высокими, достигающими при статической
В связи с тем, что в пружинах кручения так же, как и в пружинах растяжения и сжатия, угол подъема витков обычно a<12–15°, допустимо вести расчет витков только на изгиб моментом Ми≈М и пренебречь кручением. Наибольшее напряжение изгиба витков, имеющее место на внутренней поверхности,
где k – коэффициент, учитывающий кривизну витков; Wu – момент сопротивления сечения витка на изгиб.
Потребное число витков определяют по условию, что при возрастании момента от установочного Мmin до максимального рабочего Mmах пружина должна получить заданный угол закручивания:
Отсюда
Плоские спиральные пружины (рис. 150) изготовляют из тонкой высококачественной углеродистой стальной ленты. Их применяют в качестве двигателей, аккумулирующих энергию при заводе (пружины
откуда потребная ширина пружины

где М – изгибающий момент; h – высота сечения пружины, выбираемая равной (0,03–0,04)d; d – диаметр валика; [s] – допускаемое напряжение при изгибе для материала пружины.
Суммарный угол закручивания пружины (угол поворота валика относительно корпуса) определяют как угол упругого взаимного наклона концов пружины при чистом изгибе моментом М:

где L – общая длина ленты; J – момент инерции сечения пружины.
Длина пружины может быть определена по условию, что при возрастании момента от установочного момента Мmin до максимального рабочего Мmax валик должен поворачиваться на заданный угол q=2pп (где п – заданное число оборотов валика):
Спиральные пружины обычно заневоливают.
Высокомолекулярные материалы (резины, полимерные материалы типа вулколана) могут из-за малого модуля упругости аккумулировать большее количество энергии на единицу массы, чем закаленные пружинные стали. Упругие элементы из синтетических материалов получаются более простыми по форме, чем металлические, которые для получения значительных деформаций приходится составлять из нескольких листов (рессоры). В синтетических материалах упругие свойства удачно сочетаются с демпфирующими. Основной недостаток этих материалов – старение.
Синтетические материалы используют для изготовления собственно упругих элементов и упругих баллонов пневматических рессор.
Упругие элементы из синтетических материалов применяют в упругих муфтах, в системах виброизоляции (упругие опоры) и т. д. Упругие элементы из этих материалов целесообразнее всего использовать при напряженных состояниях сдвига.
других машинах. Для обеспечения плотного контакта между листами и некоторой разгрузки длинных листов (поломка которых более опасна, чем коротких) короткие листы выполняют с большей начальной кривизной, чем длинные. Рессоры преимущественно изготовляют из кремнистых сталей (в частности, 60С2А), кремненикелевых, а также хромомарганцовистых.
Усталостная прочность рессор может быть повышена обдувкой их дробью.
Для упрощенного расчета удобно рассматривать идеализированную модель рессоры в виде балки равного сопротивления изгибу, имеющему в плане форму треугольника, разрезанную на полосы и сложенную в пакет.
Допускаемые напряжения выбирают обычно в пределах 400–600 МПа в зависимости от условий работы и характеристик материалов.
§
Приводными муфтами (обычно просто муфтами) называются устройства, служащие для кинематической и силовой связи валов в приводах машин и механизмов. Муфты передают с одного вала на другой крутящий момент без изменения его величины и направления, а также компенсируют монтажные неточности и деформации геометрических осей валов, разъединяют и соединяют валы без остановки двигателя, предохраняют машину от поломок в аварийных режимах, в некоторых случаях поглощают толчки и вибрации, ограничивают частоту вращения и т. д.
При монтаже валов возможны следующие погрешности (несоосность валов, рис. 152): а – радиальное смещение D; б – осевое смещение l; в – угловое смещение d. Указанные погрешности могут существовать одновременно.
Муфты приводов машин классифицируют по многим признакам. По принципу действия муфты подразделяют на четыре класса:
1 – нерасцепляемые (не допускающие разъединения валов при работе машины);
2 – управляемые (допускающие возможность управления муфтой);
3 – самодействующие (автоматически срабатывающие в результате изменения заданного режима работы);
4 – прочие (все муфты, не входящие в первые три класса).
| Классы муфт (кроме четвертого) подразделяют на группы (механические, гидроди-намические, электромагнитные), подгруппы (жесткие, компенси-рующие, упругие, предохрани-тельные, обгонные и др.), виды (фрикционные, с разрушаемым элементом и др.) и конструк-тивные исполнения (кулачковые, шариковые, зубчатые, фланце-вые, втулочно-пальцевые и мно-гие другие). В общем случае муфта состоит из ведущей и ведомой полумуфт и соединительных элементов. В механических |  Рис. 152 |
муфтах в качестве соединительного элемента используют твердые (жесткие или упругие) тела. В гидродинамических муфтах функции соединительного элемента выполняет жидкость, в электромагнитных – электромагнитное поле.
В дальнейшем мы будем рассматривать только наиболее распространенные механические муфты, большинство из которых стандартизовано.
Среди нерасцепляемых жестких муфт (рис. 153) наиболее простыми, дешевыми и малогабаритными являются муфты втулочные, относящиеся к подгруппе жестких, не допускающих относительного смещения между ведущей и ведомой частями и не уменьшающих динамические нагрузки. Недостатком этих муфт является необходимость строгой соосности валов и смещения одного из них при монтаже и демонтаже.
ГОСТ предусматривает изготовление втулочных муфт в четырех исполнениях: 1 – с цилиндрическим посадочным отверстием и штифтами; 2 – с призматическими шпонками (4); 3 – с сегментными шпонками (4); 4 – с шлицевым посадочным отверстием.
Втулка 1 муфт исполнений 2, 3 и 4 предохраняется от смещения в осевом направлении установочным винтом 2, который стопорится пружинным кольцом 3. Диапазон номинальных крутящих моментов от 1 до 12 500 Н·м при диаметрах d посадочных концов валов от 6 до
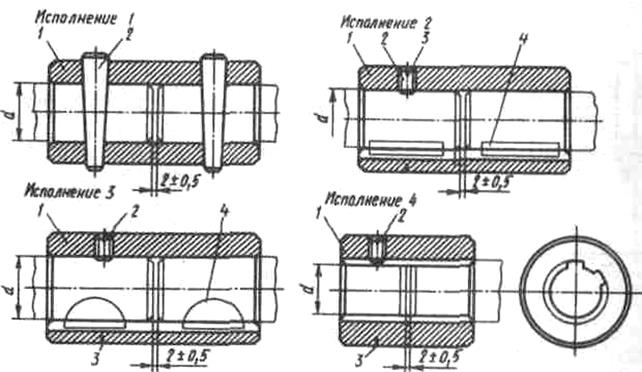
Рис. 153
105 мм. Ограничений по частоте вращения муфта не имеет. Материал втулок – сталь 45.
Жесткая фланцевая муфта (рис. 154) применяется для соединения соосных валов при передаче номинального крутящего момента: стальными муфтами от 16 до 40000 Н·м и окружной скорости до 70 м/с; чугунными муфтами от 8 до 20000 Н·м и окружной скорости до 35 м/с. Диапазон диаметров валов от 12 до 250 мм. При переменной нагрузке и реверсивном вращении значения номинального момента
Жесткая продольно-свертная муфта (рис. 155) соединяет цилиндрические валы диаметром d=25…130 мм при номинальных крутящих моментах от 125 до 12500 Н·м, передаваемых силами трения. Допускаемое радиальное смещение валов 0,05 мм.
Муфта состоит из двух полумуфт 1, соединенных болтами, полукожухов 2, закрепляемых винтами, и двух фиксирующих полуколец 3. В крупных муфтах дополнительно ставят призматическую шпонку. Достоинство муфты – возможность монтажа без осевого смещения валов.
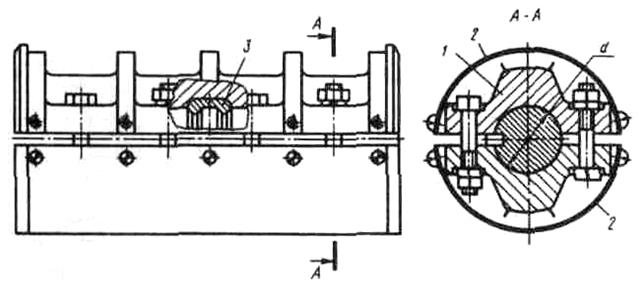
Рис. 155
вала), поэтому она относится к подгруппе компенсирующих муфт. Посадочные отверстия для валов могут быть цилиндрическими или коническими.
Кулачково-дисковая муфта состоит из полумуфт 1 и 2, плавающего диска 3 и кожуха 4. Пазы на полумуфтах являются направляющими для выступов на диске, обеспечивающих передачу вращающего-момента, но вместе с тем допускающих относительное поперечное смещение полумуфт и диска. Выступы на торцах дискарасположены по взаимно перпендикулярным диаметрам. Для уменьшения трения и износа муфту необходимо периодически смазывать, причем рекомендуются смазочные материалы с противозадирными присадками. Обычно полумуфты и диск изготовляют из углеродистых или легированных (хромистых) сталей.
Для соединения валов, установленных друг к другу под углом до 45°, применяют шарнирные муфты (рис. 157). Основные параметры, конструкцию и размеры малогабаритных шарнирных муфт общего назначения для передачи номинального крутящего момента от 11,2 до 1120 Н·м без смягчения динамических нагрузок регламентирует ГОСТ. Стандарт предусматривает изготовление двух типов шарнирных муфт: одинарных и сдвоенных с промежуточной спаренной вилкой 3. Эти муфты широко применяются в автомобилестроении (карданная передача).
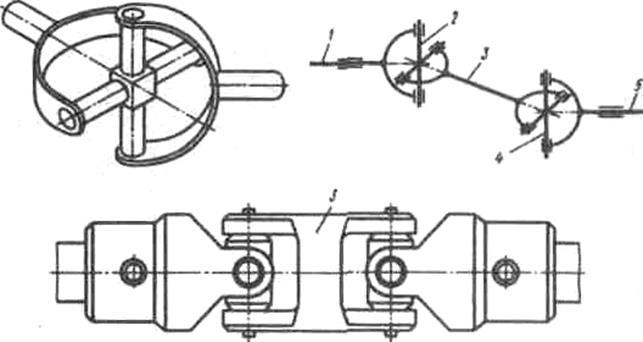
Рис. 157
Шарнирные муфты компенсируют неточность монтажа узлов, деформации рамы и рессор в транспортных машинах, поэтому их можно отнести к подгруппе компенсирующих муфт.
Пространственное изображение одинарной, схематическое и конструктивное изображение сдвоенной шарнирной муфты представлено на рис. 157. Ведущий вал 1 заканчивается вилкой, соединенной с крестовиной 2; вторая перекладина крестовины соединена с вилкой ведомого вала одинарной муфты или со спаренной вилкой 3, если муфта сдвоенная.
У одинарной муфты при равномерном вращении ведущего вала ведомый вал будет вращаться неравномерно. Если муфта сдвоенная, а ведущий вал 7 и ведомый вал 5 параллельны (или образуют равные углы со спаренной вилкой 3), то при равномерном вращении ведущего вала ведомый вал тоже вращается равномерно. Детали шарнирной муфты изготовляются из сталей 20Х и 40Х.
Упругие муфты обладают двумя очень важными свойствами, а именно: демпфирующей способностью, снижающей динамические нагрузки и способностью компенсировать несоосность валов. На рис. 158 представлена упругая муфта со звездочкой, применяемая для соединения соосных цилиндрических валов при передаче номинального крутящего момента от 2,5 до 400 Н·м и уменьшении динамических нагрузок; диаметры валов от 6 до 48 мм, допускает в зависимости от диаметра вала: частоту вращения до 5500 мин–1, радиальное смещение осей валов до 0,4 мм, угловое смещение до 1°30′.
Муфта состоит из двух полумуфт 1, изготовляемых из стали 35 и резиновой звездочки 2 (с четырьмя или шестью выступами).
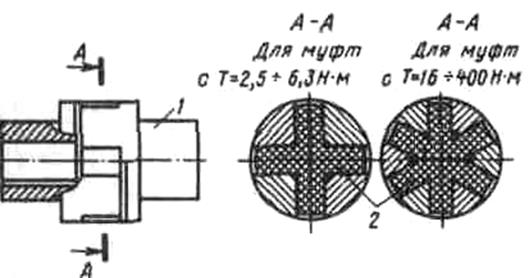
Рис. 158
допускает кратковременную перегрузку в 2–3 раза; она проста и надежна в эксплуатации, является лучшей из известных упругих муфт. Посадочные отверстия для валов могут быть цилиндрическими или коническими.
Изображенная на рис. 160 муфта упругая втулочно-пальцевая применяется для соединения соосных валов и передачи номинального вращающего момента от 6,3 до 16 000 Н·м и уменьшения динамических нагрузок; диаметры валов от 9 до 160 мм. Муфта допускает (в зависимости от диаметра вала): частоту вращения до 8800 мин–1, радиальное смещение осей валов до 0,6 мм, угловое смещение до 1°30′.
Муфта состоит из двух чугунных полумуфт 1, в отверстиях которых закреплены стальные пальцы с надетыми на них кольцами и резиновыми гофрированными втулками 2. Металлический контакт полумуфт отсутствует, что обеспечивает плавную работу муфты и электрическую изоляцию валов.
Посадочные отверстия для валов могут быть цилиндрическими или коническими. Муфта проста в изготовлении и ремонте и получила в машиностроении широкое применение, особенно для приводов от электродвигателей.
Управляемые муфты бывают синхронные (допускающие переключение только при равных или почти равных угловых
Рис. 160
скоростях ведущей и ведомой частей) и асинхронные (позволяющие производить переключение при различных угловых скоростях ведущей и ведомой частей). У асинхронных муфт крутящий момент передается за счет сил трения, поэтому такие муфты называются фрикционными. Они дают возможность плавного сцепления ведущего и ведомого валов под нагрузкой.
Простейшая дисковая фрикционная муфта (рис. 161, а) имеет одну пару поверхностей трения. Левая полумуфта закреплена на ведущем валу неподвижно, а полумуфта, сидящая на ведомом валу, подвижна в осевом направлении (подвижная полумуфта может быть расположена и на ведущем валу). Следует заметить, что фрикционные муфты не допускают несоосность валов. Центровка полумуфт достигается либо их расположением на одном валу, либо с помощью специальных центрирующих колец (рис. а). Для соединения валов к подвижной полумуфте с помощью механизма управления прикладывается осевая сила Q.
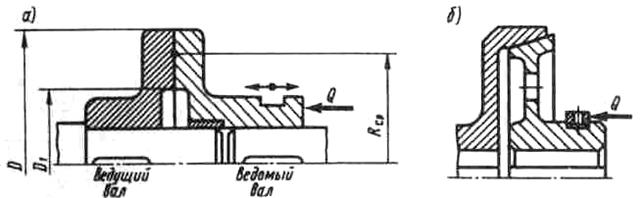
Рис. 161
На рис. 161, б показана схема конической фрикционной муфты. Конические поверхности трения позволяют создать на них значительные нормальные давления и силы трения при относительно малых силах нажатия Q. Угол наклона образующей конуса должен быть больше угла трения покоя во избежание самозахватывания муфты.
Конические муфты просты по конструкции, но имеют значительные радиальные габариты, поэтому в настоящее время их применение весьма ограниченно.
Во время включения фрикционной муфты неизбежно проскальзывание трущихся поверхностей, сопровождающееся выделением теплоты. Поэтому фрикционные материалы, применяемые в муфтах, должны быть износостойкими и теплостойкими. Прочность сцепления в муфте зависит от коэффициента трения и его стабильности при изменении скорости скольжения, давления и температуры.
Условие работоспособности (т. е. отсутствия пробуксовывания) фрикционной муфты записывается так:
Мтр ≥ KТ,
где Мmр – момент трения на полумуфтах; K=1,25…1,5 – коэффициент запаса сцепления; Т – крутящий момент, передаваемый муфтой (произведение KT называют расчетным крутящим моментом).
§
Mmp=fQRср,
где f – коэффициент трения скольжения; Q – осевая сила; Rcp=(D D1)/4 – средний радиус рабочей поверхности дисков.
Осевая сила, необходимая для включения муфты,
Q ≥ 4KT/f(D D1).
Для уменьшения силы Q можно увеличить коэффициент трения f, для чего один диск облицовывают накладкой из фрикционного материала, например металлокерамики или асбофрикционного материала. Такие муфты работают всухую. Диски делают из стали или чугуна.
Фрикционные тела муфт, работающих со смазкой, чаще всего изготовляют из закаленной стали или один диск делают из чугуна либо облицовывают текстолитом или металлокерамикой.
Диски фрикционных муфт проверяют на износостойкость по условию
р=40Q/p(D2–D12) ≤ [р],
где [р] – допускаемое давление на рабочей поверхности муфты; например, для пары из закаленной стали со смазкой [р]=0,6…0,8 МПа; для прессованного асбеста по стали или чугуну всухую [р]=0,2…0,3 МПа.
Чтобы износ дисков был достаточно равномерным, обычно принимают D ≤ (1,5…2)D1. Коэффициент трения, например: для пары закаленная сталь по закаленной стали со смазкой f=0,06; для пары прессованный асбест по стали или чугуну всухую f=0,3.
Для уменьшения осевой силы нажатия Q и увеличения передаваемого крутящего момента широко применяют многодисковые фрикционные муфты (рис. 162), имеющие несколько пар поверхностей трения. В этой муфте имеется две группы дисков: наружные, соединенные шлицами или зубьями с полумуфтой 1, и внутренние, соединенные таким же способом с другой полумуфтой. На правый крайний диск действует сила нажатия Q, передаваемая от механизма управления с помощью отводки 3 и качающегося рычага 2. Изображенная муфта имеет шесть пар трущихся поверхностей, поэтому нагрузочная способность этой муфты в шесть раз больше, чем у муфты, изображенной выше на рис. 161, а, при одинаковых диаметрах и прочих равных условиях.
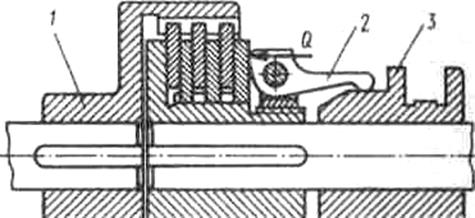
Рис. 162
Заметим, что число пар трущихся поверхностей всегда на единицу меньше суммарного числа ведущих и ведомых дисков.
При одинаковом крутящем моменте и силе нажатия радиальные габаритные размеры многодисковой муфты значительно меньше, чем у муфты с одной парой поверхностей трения; многодисковые муфты имеют хорошую плавность включения, но плохую расцепляемость. В автомобилях широко применяют дисковые фрикционные муфты с двумя поверхностями трения (муфта состоит из одного диска и двух полумуфт), имеющие сравнительно хорошую расцепляемость; в тракторах находят широкое применение многодисковые муфты.
К подгруппе синхронных управляемых муфт относятся кулачковые и зубчатые муфты. У кулачковых муфт на торцах полумуфт имеются выступы (кулачки, см. рис. 163, а). Для включения и выключения муфты одна из полумуфт перемещается в осевом направлении с помощью механизма управления. Для реверсивных механизмов применяют кулачки симметричного профиля, для нереверсивных – несимметричные. Включение кулачковых муфт всегда сопровождается ударами, поэтому такие муфты не рекомендуются для включения под нагрузкой и при больших относительных скоростях вращения валов.
Зубчатые муфты могут иметь внутренние зубья на одной и наружные – на второй полумуфте; в других конструкциях обе полумуфты имеют наружные зубья, а переключение производится с помощью подвижной обоймы с внутренними зубьями. Для устранения ударов при включении в зубчатых муфтах применяют синхронизаторы (например, в коробках скоростей автомобилей), которые выравнивают угловые скорости валов перед их соединением.
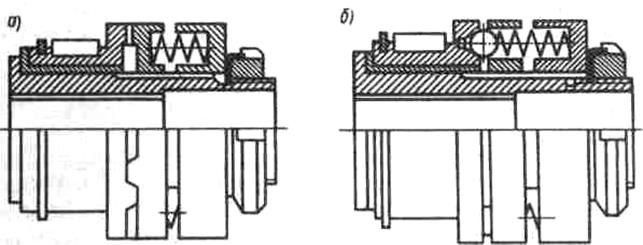
Рис. 163
К классу самодействующих муфт относятся муфты предохранительные, обгонные и центробежные.
К стандартизованным предохранительным муфтам общего назначения относятся (рис. 163): а – кулачковая, б – шариковая; кроме того, стандартизована предохранительная фрикционная многодисковая муфта. Эти муфты предназначены для предохранения привода при передаче вращающего момента от 4 до 400 Н·м в любом пространственном положении; диаметры валов от 8 до 48 мм, допускаемая частота вращения до 1600 мин–1 и зависит от диаметра вала.
Во избежание случайных выключений предохранительные муфты рассчитывают по предельному крутящему моменту, превышающему расчетный момент на 25%, т. е.
Tnp=1,25Tp.
При достижении предельного крутящего момента происходит размыкание полумуфт. Регулировка муфт осуществляется гайкой со стопорной шайбой.
В предохранительной дисковой муфте с разрушаемым элементом (рис. 164) при перегрузке штифт 3 срезается кромками стальных закаленных втулок 4, установленных в полумуфтах 1 и 2. Для возобновления работы машины вывинчивают пробку и срезанный штифт заменяют новым. Иногда в муфте ставится два срезных штифта. Усилие F, срезающее штифт, равно
F=Tnp/r,
где Тпр – предельный вращающий момент; r – расстояние от оси вала до оси штифта. Диаметр dш штифта определяется из расчета его на срез.
Обгонная муфта (рис. 165) может передавать крутящий момент только в одном направлении (в данном случае по часовой стрелке). Муфта состоит из обоймы 1, звездочки 2, роликов или шариков 3 и толкателя 4 со слабой пружиной, удерживающего ролик в постоянном соприкосновении с обоймой. При вращении звездочки по часовой стрелке под действием сил трения ролики увлекаются в сторону сужения паза и заклиниваются, в результате чего образуется жесткое соединение звездочки с обоймой. При вращении звездочки против часовой стрелки (или если обойма начнет вращаться по
часовой стрелке с большей угловой скоростью, чем звездочка) произойдет автоматическое размыкание кинематической цепи привода.
Фрикционные обгонные муфты бесшумны и могут работать при больших частотах вращения. Их применяют в автомобилях, мотоциклах, велосипедах, станках и др. В велосипеде обгонная муфта позволяет колесу свободно катиться по дороге при неподвижных педалях и передавать на колесо вращающий момент при вращающихся педалях, поэтому ее называют муфтой свободного хода.
Центробежные муфты применяют для автоматического соединения и разъединения валов при достижении определенной частоты вращения. Источник усилий в них – центробежные силы.
На практике нередко применяют комбинированные муфты, например сочетания упругих муфт с предохранительными или управляемыми.
Расчет муфт. Стандартные и нормализованные муфты на практике подбирают по каталогам в зависимости от диаметра соединяемых валов и расчетного крутящего момента Tp по условию:
Tp=KT ≤ Tн,
где K – коэффициент перегрузки, учитывающий режим работы и ответственность конструкции; Т – наибольший длительно
действующий крутящий момент; Tн – номинальный вращающий момент, указанный в каталоге.
Для приводов от электродвигателя можно принимать: при спокойной нагрузке K=1,0…1,5; при переменной нагрузке K=1,5…2; при ударной и реверсивной нагрузке K=2,5…3 и более. Для фрикционных муфт вместо коэффициента перегрузки вводится коэффициент запаса сцепления k=1,25…1,5.
В ответственных конструкциях выполняют проверочный расчет работоспособности отдельных элементов выбранной муфты по расчетному или предельному (для предохранительных муфт) крутящему моменту. Расчетные формулы приводятся в справочной литературе.
§
Станины несут на себе основные узлы машин, обеспечивают их правильное взаимное расположение и воспринимают основные силы, действующие в машине,
Плиты поддерживают машины и приводы машин, состоящие из отдельных агрегатов, а также вертикальные машины.
Коробки, корпуса и другие детали заключают в себе или поддерживают механизмы машин.
Все детали этой группы можно объединить под общим названием корпусные детали.
Корпусные детали в значительной степени определяют работоспособность и надежность машин по критериям виброустойчивости, точности работы под нагрузкой, долговечности (при наличии направляющих или других изнашиваемых поверхностей). В стационарных машинах корпусные детали составляют до 70–85% массы машин. Поэтому мероприятия по экономии материалов наиболее эффективны в отношении снижения массы корпусных деталей.
Все корпусные детали (рис. 166) можно разделить по назначению на следующие группы: 1) станины, рамы; 2) основания, фундаментные плиты; 3) корпусные детали узлов.
Корпусные детали узлов можно разделить на: а) корпуса, коробки, цилиндры; б) стойки, кронштейны и другие неподвижные поддерживающие детали; в) столы, суппорты, ползуны и другие подвижные корпусные детали; г) кожухи и крышки. Корпусные детали применяют: с двумя габаритными размерами, значительно меньшими, чем третий, – длинные станины, поперечины, ползуны; с одним габаритным размером, значительно меньшим, чем два других, – плиты, плоские столы; с габаритными размерами одного порядка – коробки.

Рис. 166
Критерии работоспособности и надежности корпусных деталей: прочность, жесткость, долговечность.
Прочность является основным критерием для корпусных деталей, подверженных большим нагрузкам, главным образом ударным и переменным.
Жесткость служит основным критерием работоспособности большинства корпусных деталей. Повышенные упругие перемещения в корпусных деталях обычно приводят к неправильной работе механизмов, понижению точности работы машин, способствуют возникновению колебаний.
Долговечность по износу имеет большое значение для корпусных деталей с направляющими или цилиндрами, выполненными за одно целое, без накладок или гильз. Ресурс остальных корпусных деталей обычно больше срока службы машин по их моральному износу (старению конструкции).
Выбор материала подчиняется указанным выше основным критериям работоспособности и технологическим требованиям.
Корпусные детали по условию жесткости изготовляют из материалов с высоким модулем упругости, допускающих совершенные формы, т. е. из чугуна и сталей без термической обработки. Термическая обработка крупных деталей затруднена, и она не повышает модуль упругости материала.
Корпусные детали в транспортных машинах, например картеры двигателей, а также подвижные детали стационарных машин, например поршни, нагружаемые большими массовыми инерционными силами, часто выполняют из легких сплавов, которые обладают повышенной прочностью, отнесенной к единице массы.
Большинство корпусных деталей отливают из чугуна. Это объясняется возможностями получения сложных геометрических форм; относительно невысокой стоимостью при серийном изготовлении, в котором стоимость моделей раскладывается на значительное количество отливок.
Сварные корпусные детали применяют для уменьшения массы и габаритов, а в индивидуальном и мелкосерийном производстве также для удешевления и ускорения производства.
Сварные детали выполняют: а) из элементов простых форм – в слабо оснащенном и индивидуальном и мелкосерийном производствах; б) из гнутых элементов – в достаточно хорошо оснащенном серийном производстве; в) из штампованных элементов, обеспечивающих совершенные, обтекаемые формы, – в крупносерийном и массовом производствах.
Большие перспективы, главным образом в тяжелом машиностроении, имеют сварно-литые конструкции, так как они значительно упрощают отливки.
Корпусные детали, которые должны иметь минимальную массу, но не подвергаются существенным нагрузкам и не требуют высокой стабильности размеров, успешно изготовляют из пластмасс. К этим деталям относятся корпуса переносных и ручных машин и инструмента, приборов; крышки, кожухи и т. д.
Конструирование корпусных деталей
Корпусные детали, работающие на изгиб и кручение, целесообразно выполнять тонкостенными с толщиной стенок, обычно определяемой по технологическим условиям (условиям хорошего заполнения форм жидким металлом). Детали, работающие на кручение, нужно по возможности выполнять с замкнутыми сечениями, а работающие на изгиб – с максимальным отнесением материала от нейтральной оси. При необходимости изготовления окон для использования внутреннего пространства не следует их совмещать по длине; ослабление целесообразно компенсировать отбортовками или жесткими крышками. Наиболее эффективным путем экономии материалов при изготовлении машин обычно является уменьшение толщины стенок. Уменьшением толщины стенок в k раз при сохранении постоянной жесткости и подобия контура можно уменьшить массу в k2/3 раз. Необходимая жесткость стенок обеспечивается соответствующим оребрением.
Внутренние стенки и ребра охлаждаются медленнее, чем наружные, поэтому их толщины по условию одновременного остывания с наружными рекомендуют выбирать равными 0,8 от толщины наружных. Высота ребер должна быть не больше их пятикратной толщины. Стенки стальных отливок по технологическим условиям выбирают на 20–40 % толще, чем чугунных. Цветные литейные сплавы допускают значительно меньшие толщины стенок, чем чугун. Толстые стенки в отливках применяют при стесненных габаритах деталей.
Стенки должны быть по возможности постоянной толщины. Если невозможно выдержать постоянную толщину стенок, необходимо предусматривать плавные переходы.
Корпусные детали, приближающиеся по соотношению габаритных размеров к брусьям, подвергаются обычно изгибу и кручению. Детали этого типа с замкнутым контуром при действии нагрузок на перегородки (концевые или промежуточные) работают как одно целое и их рассчитывают по соответствующим формулам сопротивления материалов. Контур деталей этого типа при наличии окон и отсутствии перегородок или при действии нагрузки не на перегородки искажается, что учитывают в уточненных расчетах.
Корпусные детали, относящиеся к той же группе, но состоящие из двух стенок, с перпендикулярными или диагональными перегородками (типа станин токарных станков), рассчитывают как тонкостенные статически неопределимые системы. В технических расчетах станины этого типа рассматривают как брусья постоянного по длине сечения некоторой приведенной жесткости, определенной из уточненного расчета системы как статически неопределимой при одном простом виде нагружения.
Портальные станины, рамы транспортных машин рассчитывают как статически неопределимые системы.
Корпусные детали типа плит, подвергаемые обычно действию сил, перпендикулярных к основной плоскости, рассчитывают как простые или сложные пластины. Для деталей типа столов, перемещающихся по направляющим, критерием расчета является сохранение правильного контакта в направляющих. Для плит критерием обычно является сохранение плоскостности при затяжке фундаментных болтов и приложении внешних нагрузок.
Основные расчеты коробок ведут на нагрузки, действующие перпендикулярно к стенкам, так как стенки в своей плоскости имеют высокую жесткость. Обычно можно пользоваться приближенными расчетами, основанными на экспериментах на моделях. Критериями расчета являются прочность и условия правильной работы механизмов.
Горизонтальные станины и плиты проектируют с учетом их совместной работы с фундаментом.
Машины, подверженные существенным динамическим нагрузкам, тяжелые и высокоточные машины устанавливают на индивидуальные фундаменты; остальные машины – на общем бетонном полотне цеха толщиной 200–250 мм.
Машины устанавливают на подкладках, клиньях или башмаках, притягивают болтами и подливают цементным раствором.
Прецизионные машины, для которых недопустимы вибрации, а также машины, являющиеся источником сильных вибраций в цехе, устанавливают на упругие виброизоляционные опоры или прокладки, а в особо ответственных случаях – на виброизоляционные фундаменты. Последние опирают на пружины или резиновые амортизаторы.
Для крупных корпусных деталей в последнее время стали применять бетонные и железобетонные конструкции. Бетон хорошо гасит вибрации, что увеличивает жесткость машины в целом. Кроме того, по сравнению с чугуном бетон менее чувствителен к колебаниям температуры. Хотя модуль упругости бетона меньше, чем модуль упругости чугуна, такую же жесткость можно получить за счет увеличения толщины стенок. Масса корпусной детали при этом остается в пределах нормы, так как удельный вес бетона составляет только треть от удельного веса серого чугуна.
Однако бетон имеет недостаток: после схватывания он поглощает влагу, что влечет за собой объемные изменения. Кроме того, попадание масла на бетон повреждает его. Поэтому следует принимать необходимые меры по защите бетона от влаги и попадания масла.
Для изготовления станин тяжелых станков используют железобетон. Применение железобетона дает экономию металла на 40…60%, при этом обеспечивается такая же жесткость, как и при применении чугуна.
Перспективным материалом является полимерный бетон, который имеет высокий модуль упругости (Е=40 кН/мм2) и лишен недостатков, присущих бетону.



