- Copper Wires
- Соединение медных проводов с алюминиевыми
- Aluminum Wires
- Проблемы с алюминием
- соединение и окончание алюминиевых проводов сваркой
- Сварочный трансформатор
- Сварка жил с помощью угольного электрода
- Флюсы
- состав флюса
- свойства флюса
- Электросварка контактным разогревом
- Соединение в клещах с двумя угольными электродами
- Соединение в клещах с применением обойм
- Соединение и ответвление жил в общий стержень
- Наварка наконечников
- Меры безопасности
- СОЕДИНЕНИЕ, ОТВЕТВЛЕНИЕ И ОКОНЦЕВАНИЕ ОПРЕССОВКОЙ
- Соединение и оконцевание жил сечением 16—240 мм3
- Оконцевание медных жил сечением до 2,5 мм2
- Соединение и ответвление медных жил сечением 2,5 мм2
- Оконцевание медных жил трубчатыми кабельными наконечниками типа Т, закрепляемыми опрессовкой
- Соединение и ответвление проводов с однопроволочными жилами сечением 2,5—10 мм2 пайкой
- Соединение и оконцевание проводов и кабелей с многопроволочными жилами сечением 16—150 мм2 непосредственным сплавлением припоя
- Соединение или ответвление жил
- Подготовка концов жил
- Распайка компонентов
- Распайка компонентов в QFN-корпусах
Copper Wires
Соединение и ответвление медных проводов сечением до 10 мм’ рекомендуется выполнять скруткой с последующей пропайкой. При сечениях от 16 до 240 мм2 соединение следует осуществлять опрессовкой с применением гильз ГОСТ 7388—70 или пайкой в гильзах ГОСТ 5676—76. Ответвление медных проводов сечением 16-240 мм2 следует выполнять пайкой с применением гильз ГОСТ 6107—77 или с помощью сжимов.
Соединение медных проводов с алюминиевыми
Для соединения медных проводов сечением до 10 мм2 с алюминиевыми применяется сварка.
| Сечение проводов | Соединение |
|---|---|
| До 10 мм2 | Скрутка и пропайка |
| 16-240 мм2 | Опрессовка или пайка |
Рис. 6.8. Сжимы для ответвления проводов
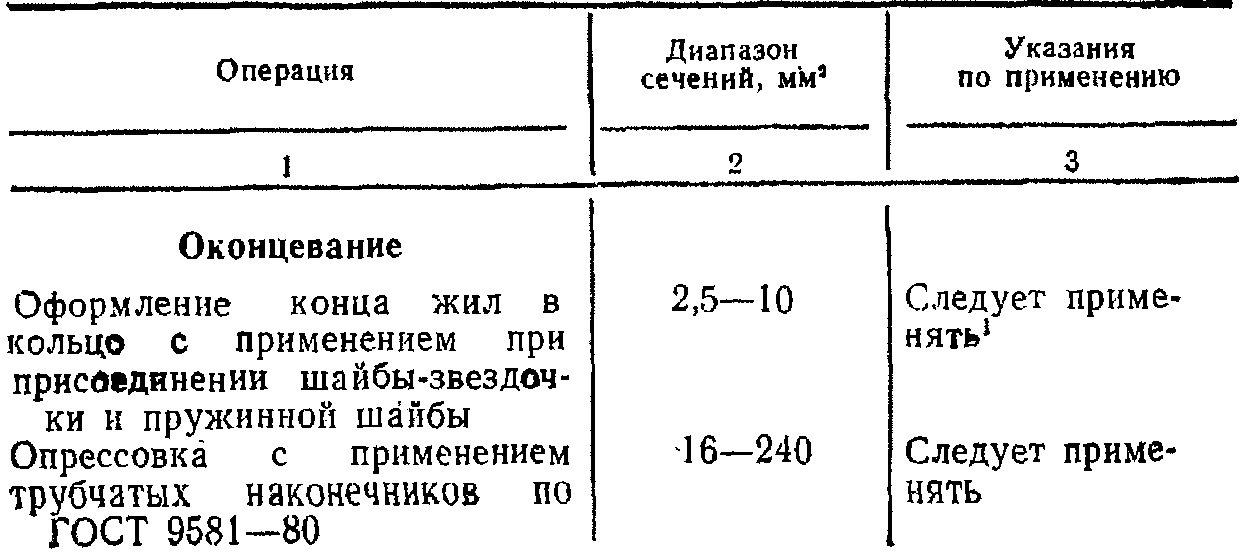
Оконцевание проводов с однопроволочной жилой осуществляют изгибанием в кольцо. Многопроволочные жилы сечением до 2,5 мм2 изгибают в кольцо и пропаивают. Следует также применять оконцевание в кольцевом наконечнике (пистоне). При сечениях от 4 мм2 и более следует применять опрессовку в наконечниках по ГОСТ 7386—70 или пайку с применением наконечников серии П.
Aluminum Wires
Aluminum обладает свойством очень быстро окисляться на воздухе. На его поверхности образуется прочная тугоплавкая окись, очень плохо проводящая электрический ток. Поэтому в месте присоединения алюминиевого проводника к зажиму аппарата или при механическом соединении двух алюминиевых проводников между собой контакт обладает повышенным сопротивлением. При протекании электрического тока это вызывает опасный местный нагрев.
Проблемы с алюминием
- Быстрая окисляемость на воздухе
- Образование тугоплавкой оксидной пленки
- Плохая проводимость
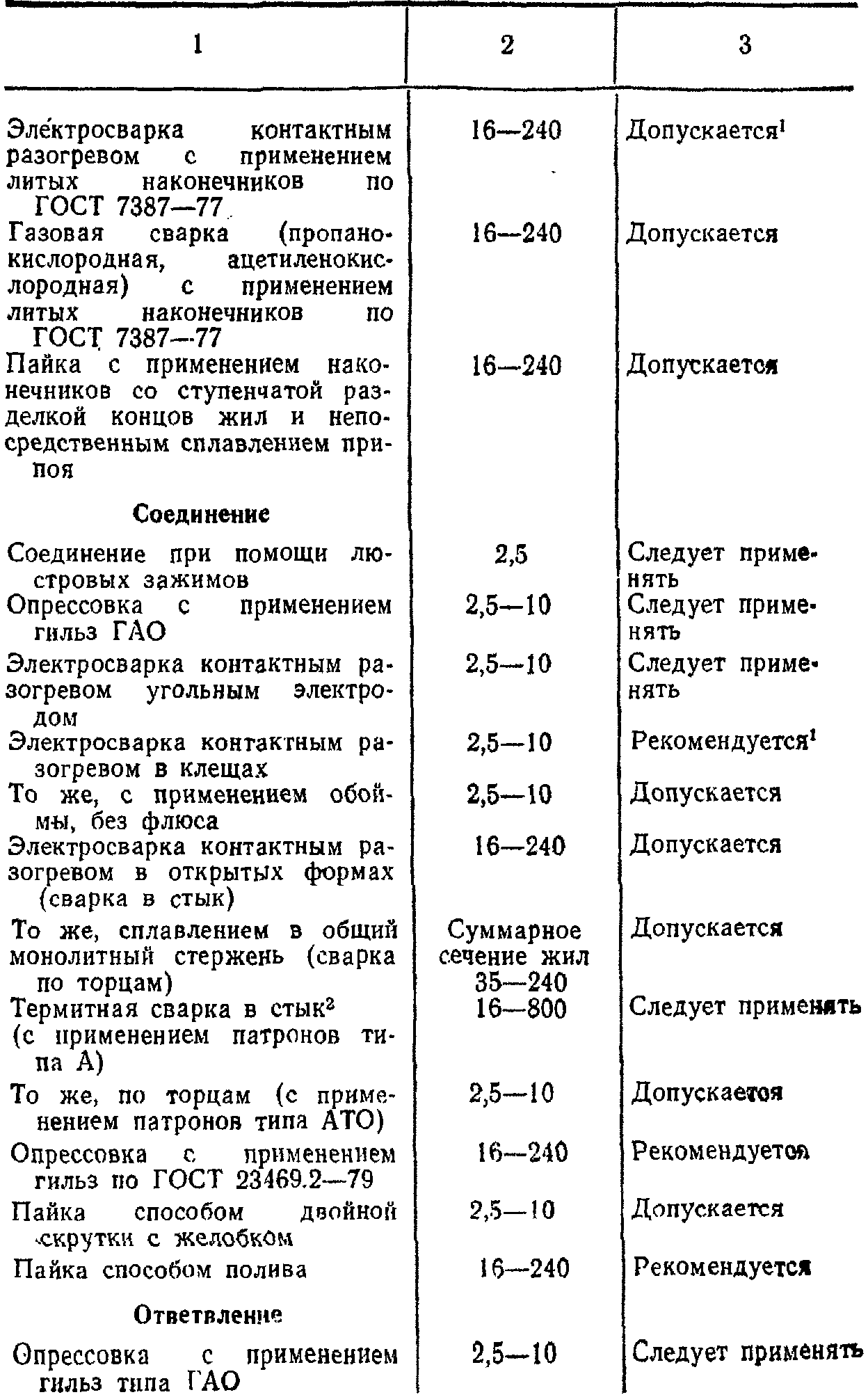
Таблица 6.21. Область применения различных способов оконцевания, соединения и ответвления алюминиевых жил изолированных проводов и кабелей напряжением до 1 кВ
1 Следует применять — способ наилучший, должен применяться в большинстве случаев. Рекомендуется — способ один из лучших. Допускается — способ удовлетворительный. 2 Работа с термитными патронами требует специального обучения, и ее должны выполнять только высококвалифицированные монтажники.

соединение и окончание алюминиевых проводов сваркой


Сварочный трансформатор
Рис. 6.9. Сварочный трансформатор: I — первичная обмотка; II, III, IV — вторичная обмотка с отводами 6, 9, 12 В
Можно применить обычный сварочный трансформатор, выполнив отпайки от вторичной обмотки на 6, 9, 12 В.
Сварка жил с помощью угольного электрода
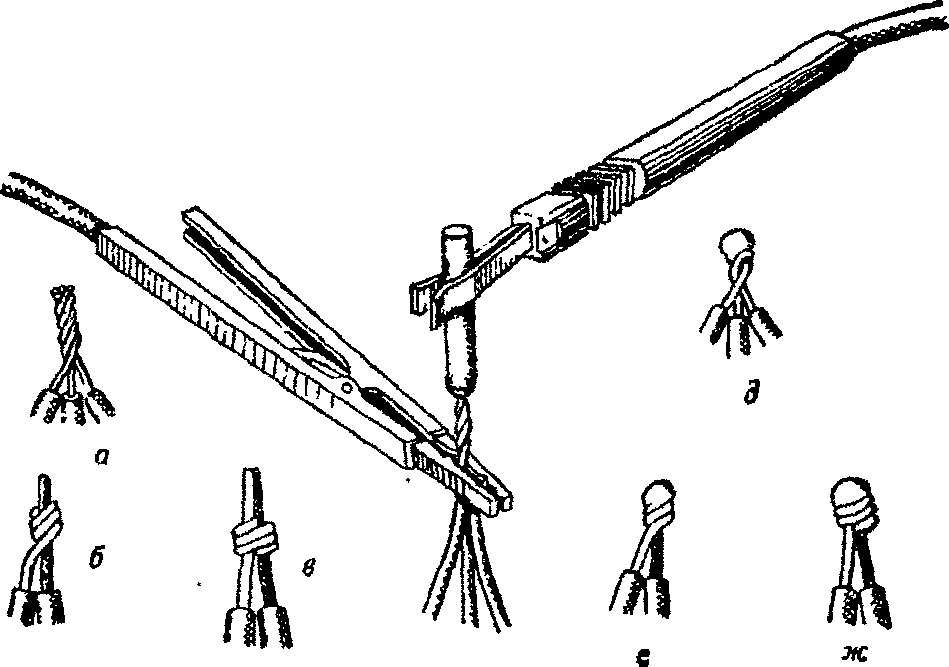
Рис. 6.11. Сварка жил с помощью угольного электрода:
а — алюминиевые жилы, подготовленные к соединению;
б, в — алюминиевая и медная жилы, подготовленные к соединению;
г — положение жил и электродов при сварке;
д, е, ж — сваренные жилы
Рис. 6.12. Разъемная формочка для сплавления проводов
Флюсы
При всех способах сварки для удаления пленки окиси алюминия и защиты алюминия от окисления в процессе сварки нужно обязательно применять флюсы. Не требуется флюс только при сварке жил сечением 2,5—10 мм2 контактным разогревом в клещах, так как пленка окиси удаляется механическим путем.
состав флюса
Флюс ВАМИ:
- хлористый калий — 50%
- хлористый натрий — 30%
- криолит марки К-1 — 20%
свойства флюса
- Температура плавления 630°С.
- В меньшей степени, чем другие флюсы, опасен в отношении коррозии алюминия.
- Быстро плавится и первой фазе сварки покрывает поверхность металла жидкой пленкой, образуя в дальнейшем твердую корку шлака.
- Место сварки требует защиты изоляционными лентами или влагостойкими лаками.
Электросварка контактным разогревом
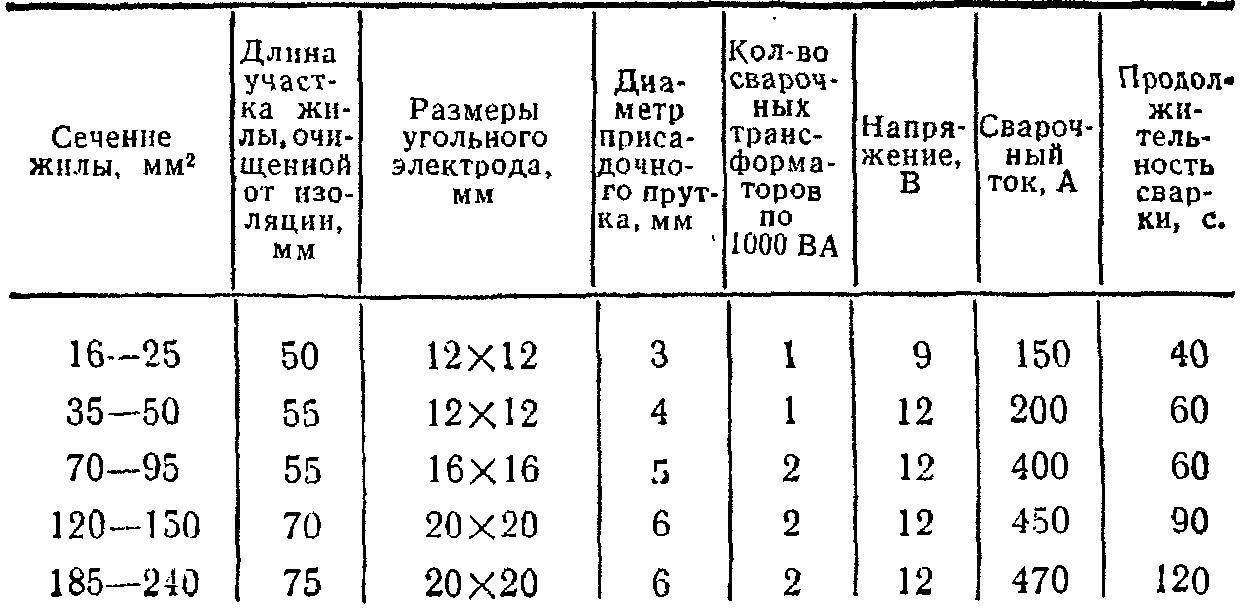
Сплавление угольным электродом (см. рис. 6.11) применяется для соединения между собой и ответвления алюминиевых жил сечением 2,5—10 мм2 и медных сечением 2,5—4 мм2. Для сварки применяется угольный электрод в электрододержателе и держатель, в котором зажимаются скрученные жилы. Мощность трансформатора не менее 0,5 кВА.
Для соединения:
- Снять изоляцию с жил на длине 25—30 мм.
- Зачистить жилы до блеска наждачной бумагой или металлической щеткой.
- Скрутить жилы между собой или навернуть на сложенные параллельно жилы 3—4 витка алюминиевой проволоки.
- Покрыть скрученные жилы тонким слоем флюса на длине 5—6 мм.
- Зажать жилы в держатель вертикально и прижать к ним угольный электрод.
- После расплавления электрод отвести, а жилы сплавить в монолитный шарик.
- Очистить щеткой или наждачной бумагой место соединения от флюса и шлаков, затем покрыть изоляционным лаком и заизолировать место соединения.
Соединение в клещах с двумя угольными электродами
Применяется для соединения между собой жил сечением 2,5—10 мм2. Мощность трансформатора не менее 0,5 кВА.
Для соединения:
- Снять с жил изоляцию на длине 20—25 мм.
- Зачистить жилы до блеска наждачной бумагой или щеткой из кардоленты.
- Скрутить жилы.
- Покрыть скрученные жилы флюсом на длине 5—6 мм.
- Расположить жилы вертикально, скруткой вниз и зажать между электродами.
- Угольные электроды необходимо перед сваркой раскалить замкнув их на несколько секунд.
- Прижатые к торцам жил электроды нужно удерживать до расплавления жил и образования шарика, после чего отвести.
- После остывания очистить место сварки от шлака и остатков флюса, покрыть изоляционным лаком и заизолировать место соединения.
Соединение в клещах с применением обойм
Применяется для соединения между собой однопроволочных жил сечением 2,5—10 мм2. Сварка выполняется без флюса. Мощность трансформатора не менее 0,5 кВА.
Для соединения:
- Снять с жил изоляцию на длине 35-40 мм.
- Зачистить жилы до блеска наждачной бумагой или кардолентой.
- Уложить подготовленные жилы и обернуть их обоймой, изготовленной из жестяных полосок толщиной 0,3—0,5 мм размером 15×150 мм и зажать обойму плоскогубцами.
- Обойму сжимают плоскогубцами, держа их в левой руке.
- Зажать верхнюю часть обоймы с введенными в нее проводами между углями клещей.
- Довести до расплавления концы проводов, после чего разжать клещи и осадить углем верхние концы жил, выступающие из обоймы.
- Снять обойму после остывания металла и зачистить место соединения щеткой из кардоленты.
- Покрыть лаком и заизолировать место соединения.
Рис. 6.14. Сварка в клещах с применением обойм:
1 — концы жил со снятой изоляцией;
2 — сварочные клещи;
3 — угольный электрод;
4 — обойма
### Сварка встык
Применяется для соединения жил сечением 16—240 мм2. Сварка встык осуществляется в две операции. При первой операции конец каждой жилы сплавляется в монолитный стержень (рис. 6.15), при второй — стержни соединяются в стык в открытой форме.

Рис. 6.15. Сплавление конца провода в монолитный стержень:
1 — многопроволочная жила;
2 — разъемная формочка;
3 — охладитель;
4 — провода к трансформатору;
5 — электрододержатель;
6 — угольный электрод;
7 — хомутик или бандаж для скрепления формочки;
8 — расплавленный металл;
9 — присадочный пруток;
10 — асбестовая подмотка
Для жил сечением 16—50 мм2 применяется один трансформатор мощностью 1 кВА. При больших сечениях применяют трансформатор 2,5 кВА или соединяют параллельно два трансформатора по 1 кВА (трансформаторы нужно сфазировать!). При подготовке к сварке концы провода зачищают от изоляции на длине 70 мм, и на них надевается формочка, выбираемая по сечению жил (см. рис. 6.12). Под нее подматывается на 1,5— 2 мм слой асбеста, препятствующий вытеканию расплавленного металла. Половинки формочки скрепляются хомутиком или проволочным бандажом.
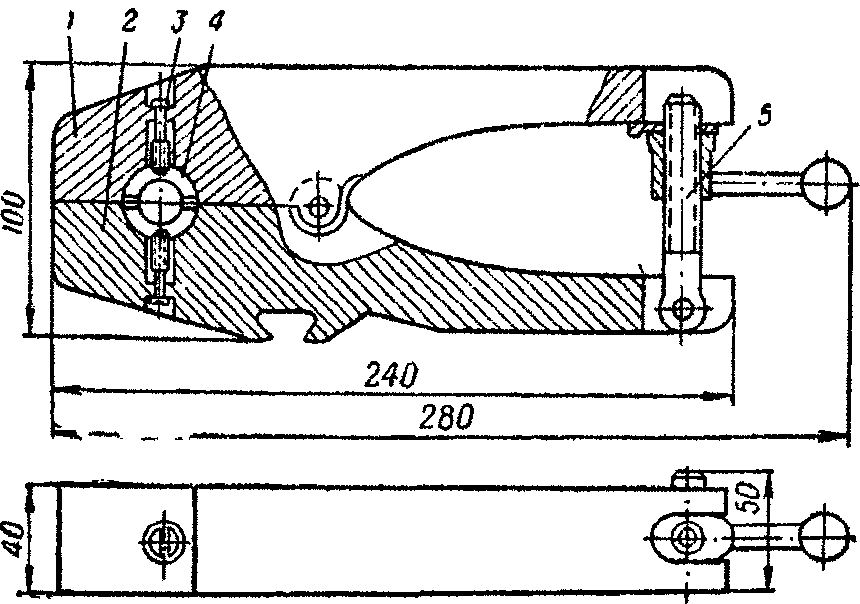
Чтобы защитить жилу от перегрева, на нее надевается и плотно затягивается винтом охладитель, выполненный в виде зажима со сменными бронзовыми втулками для проводов разных сечений (рис. 6.16). Торец жилы обмазывается тонким слоем флюса. Сварку осуществляют пламенем газовой горелки или с помощью угольного электрода, питающегося от сварочного трансформатора. Для расплавления жилы электрод плотно прижимается к ее концу и задерживается на одном месте до появления очага плавления. После этого он медленно перемещается по торцу жилы, расплавляя все проволочки. После образования сплошной жидкой ванночки в форму дается присадка алюминия. Для этого пруток, покрытый флюсом, погружается в расплавленный металл под конец электрода (см. рис. 6.15, в). Металл перемешивают концом электрода. Присадочные прутки изготовляют из алюминиевого провода сечением 2,5—4 мм2. Для жил сечением выше 50 мм2 прутки свивают из двух проволок. Проволоку тщательно зачищают наждачной бумагой и обезжиривают тканью, смоченной в бензине. Непосредственно перед сваркой прутки покрывают тонким слоем флюса. Диаметр угольных электродов 8-15 мм. Ток при сварке — 150-300 А. Продолжительность сварки 0,5-2 сек. После остывания жилы охладитель и формочку снимают, поверхность жилы очищают от шлака проволочной щеткой и приступают ко второй операции — сварке встык сплавленных концов жил (рис. 6.17). Соединяемые концы покрывают тонким слоем флюса и кладут их горизонтально в открытую желобчатую стальную форму (рис. 6.18), предварительно обмотав концы жил асбестом, чтобы не протекал металл и не расплавились боковые поверхности жил. Асбест должен покрывать поверхность жилы в пределах формы, оставляя свободной половину сваренного в монолит стержня. Между концами стержней оставляется зазор, равный половине диаметра стержня. На оголенные от изоляции участки жил надеваются охладители, подключенные к одному концу обмотки сварочного трансформатора. Затем угольным электродом поочередно прикасаются к концам монолитных стержней, и они расплавляются. При этом электрод должен плотно прижиматься к поверхности алюминия и задерживаться на конце каждой жилы на 5—10 секунд. Часто отрывать электрод от концов жил не следует, чтобы не образовывалась дуга. Когда на дне формочки получится жидкая ванночка алюминия, сплавляют присадочный пруток, погрузив его конец в расплавленный алюминий под электрод (см. рис. 6.17, б). Одновременно продолжается дальнейшее расплавление монолитных стержней путем кратковременного прикосновения к ним электродом. После проплавления концов стержней на всю глубину плавку тщательно перемешивают концом электрода и дополнительно расплавляют в ней немного присадочного стержня для образования утолщенного наплыва. В случае образования усадочной раковины это место вновь расплавляют концом электрода и заплавляют алюминием из присадочного прутка.

Рис. 6.17. Соединения жил встык: 1 — жилы; 2 — концы жил, предварительно оплавленные в монолитный стержень; 3 —открытая стальная формочка; 4 — охладители; 5 — асбестовая подмотка; 6 — угольный электрод; 7 — присадочная проволока; 8 — расплавленный металл

Рис. 6.18. Желобчатая стальная форма: 1 — прорезь для наложения проволочного бандажа; 2 — материал — листовая сталь.
После сварки места соединений очищают от остатков флюса и шлаков, неровности зашлифовывают напильником и промывают бензином. Промывка водой запрещается во избежание коррозии.
Соединение и ответвление жил в общий стержень
Концы жил зачищаются от изоляции на длине 70—75 мм и с помощью пассатижей объединяются в общий пучок, которым покрывается тонким слоем флюса и заводится в цилиндрическую формочку, как это указывалось для одного провода (см. рис. 6.14, б), формочку выбирают для суммарного сечения жил. После сплавления концы жил представляют собой монолитные стержни (рис. 6.19). Сварка производится с торца в вертикальном положении.
Рис. 6.19. Сплавление двух- и более жил в монолитный стержень
После охлаждения образовавшийся монолитный стержень очищают от флюса и шлака проволочной щеткой, опиливают, промывают бензином, покрывают асфальтовым лаком и изолируют так же, как при соединении встык. После охлаждения образовавшийся монолитный стержень очищают от флюса и шлака проволочной щеткой, опиливают, промывают бензином, покрывают асфальтовым лаком и изолируют так же, как при соединении встык.
Наварка наконечников
Типы литых наконечников для оконцевания алюминиевых жил сваркой приведены в табл. 6.22. Подготовительные операции производятся так же, как при сплавлении жилы в монолитный стержень. Для оконцевания жил кабелей бумажная изоляция в месте обреза закрепляется бандажом, а с жилы удаляют пропиточный состав протиркой тканью, смоченной в бензине. Внутренняя поверхность наконечника очищается от окиси проволочным ершом или наждачной бумагой и надевается на жилу так, чтобы конец ее выступал на 2—3 мм. Под наконечник подматывается асбест и устанавливается охладитель. Жила располагается вертикально, и конец ее расплавляется с торца угольным электродом. Для заполнения усадки металла дается присадка из прутка до заполнения гильзы. После этого прикосновением электрода расплавляется выступающая часть наконечника (венчик) (рис. 6.20) и добавляется присадка прутком для образования сферического наплыва. Режим сварки см. табл. 6.23.

Рис. 6.20. Наварка кабельного наконечника
После остывания наконечника охладитель снимается, наконечник тщательно очищается от шлака и протирается тканью, смоченной бензином. Затем поверхность жилы покрывается влагостойким лаком (глифталевым, асфальтовым, полихлорвиниловым и т. д.) и изолируется лентой, которую покрывают тем же лаком. Лента должна закрывать всю жилу и на 3/4 длину гильзы кабельного наконечника. Весь наконечник, кроме его контактной части, также покрывается лаком.
Таблица 6.22. Наконечники кабельные алюминиевые, литые (ГОСТ 7387—77)

Таблица 6.23. Режим сварки для оконцевания стандартными кабельными наконечниками алюминиевых жил проводов и кабелей
В обозначении типоразмеров наконечников буквы означают: Л — литой, А — сплав алюминиевый; числа до букв указывают сечение жилы кабеля в квадратных миллиметрах; числа после букв — диаметр или ширину зажимной части наконечника; числа посла тире — диаметр отверстия под крепежный болт. Последняя цифра — число отверстий в зажимной части.
Меры безопасности
При выполнении соединений и ответвлений жил электросваркой контактным разогревом необходимо: выполнять правила безопасности, относящиеся к работе с электрифицированным инструментом; работать в защитных очках и брезентовых рукавицах; придерживать плоскогубцами обоймы и формы во время сварки; как можно реже отрывать электрод от металла, чтобы не возникала дуга, разбрызгивающая металл и вредно влияющая на зрение; снимать с проводов обоймы и формы только после их охлаждения; не производить сварку вблизи сгораемых, материалов и конструкций.
СОЕДИНЕНИЕ, ОТВЕТВЛЕНИЕ И ОКОНЦЕВАНИЕ ОПРЕССОВКОЙ
Для оконцевания и соединения медных и алюминиевых проводов и кабелей опрессовывают жилы в трубчатой части наконечника или в соединительной гильзе с помощью ручных клещей, механических и гидравлических прессов. В зависимости от сечения и материала жил опрессовка производится одним, двумя или четырьмя вдавливаниями. Для разрушения оксидной пленки на алюминиевых жилах применяется кварцевазелиновая паста. Соединение и ответвление однопроволочных алюминиевых жил сечением 2,5—10 мм2 с применением гильз ГАО. Размеры гильз показаны в табл. 6.24.
Таблица 6.24. Соединительные гильзы ГАО

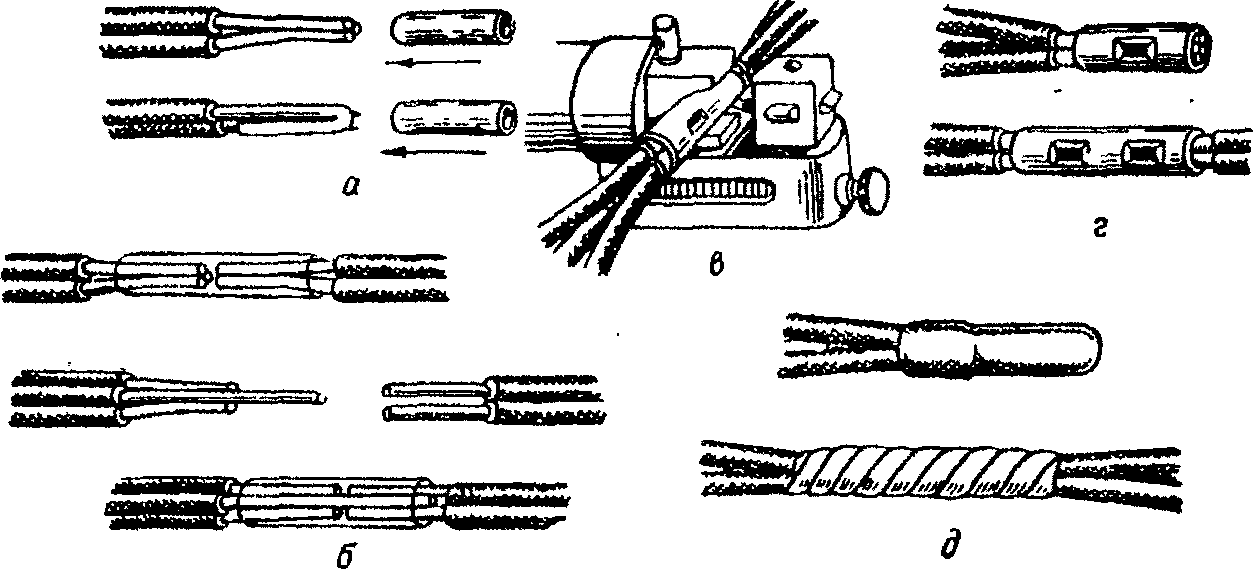
Рис. 6.21. Опрессовка алюминиевых проводов в гильзах ГАО: а — подготовка проводов для односторонней опрессовки; б — подготовка проводов для двухсторонней опрессовки; в — опрессовка соединений в гильзе; г — опрессованные соединения в гильзе; д — готовые заизолированные соединения
Для соединения или ответвления выбирают гильзу в соответствии с сечением и количеством жил по табл. 6.25. Если суммарное сечение жил меньше номинального, в гильзы вводят дополнительный отрезок провода (рис. 6.21, а и б). По табл. 6.25 выбирают механизм и инструмент для опрессовки, затем зачищают до металлического блеска концы жил и внутреннюю Поверхность гильзы и немедленно смазывают их кварцевазелиновой пастой, после чего вставляют жилы в гильзу и производят опрессовку (см. рис. 6.21). Место опрессовки изолируют полиэтиленовыми колпачками К-1 и К-2 или изоляционной лентой.
Соединение и оконцевание жил сечением 16—240 мм3
Соединение алюминиевых многопроволочных жил сечением 16—240 мм2 и однопроволочных жил сечением 25—120 мм2 производят методом опрессовки в алюминиевых гильзах типа ГА, а оконцевание — опрессовкой алюминиевых или медноалюминиевых наконечников типов ТА и ТАМ. Гильзы опрессовывают четырьмя местными вдавливаниями, наконечники — двумя вдавливаниями с помощью гидропресса или клещей РПМ-7м, ПК-1М, ПК-3; двузубых пуансонов и матриц. Выбор наконечников, гильз и инструмента приведен в табл. 6.26. Порядок работы: зачистить внутреннюю поверхность наконечников или гильз до металлического блеска, протереть их тканью, смоченной в бензине, и немедленно смазать кварцевазелиновой пастой; снять изоляцию с жил на длине, равной длине кабельного наконечника или половине длины гильзы. Зачистить концы жил до металлического блеска и немедленно смазать кварцевазелиновой пастой (секторные жилы предварительно округляют плоскогубцами, а одножильные — специальным инструментом в прессе);
надеть наконечники или гильзы на жилы до упора в изоляцию и опрессовать их в механизме до упора шайбы пуансона в торец матрицы, чем обеспечивается нужная остаточная толщина в месте вдавливания, указанная в табл, 6.26; изолировать готовое соединение.
Примечание. При опрессовке запрещается применять наконечники и сильны, не соответствующие типу и сечению жил, а также выкусывать отдельные проволоки из жилы для облегчения ввода в наконечник или гильзу. Не допускается опрессовка без кварцевазелиновой пасты. После опрессовки необходимо замерить остаточную толщину места вдавливания.
Таблица 6.25. Выбор гильз ГАО, матриц, пуансонов и механизмов для опрессовки алюминиевых жил сечением 2,5—10 мм2
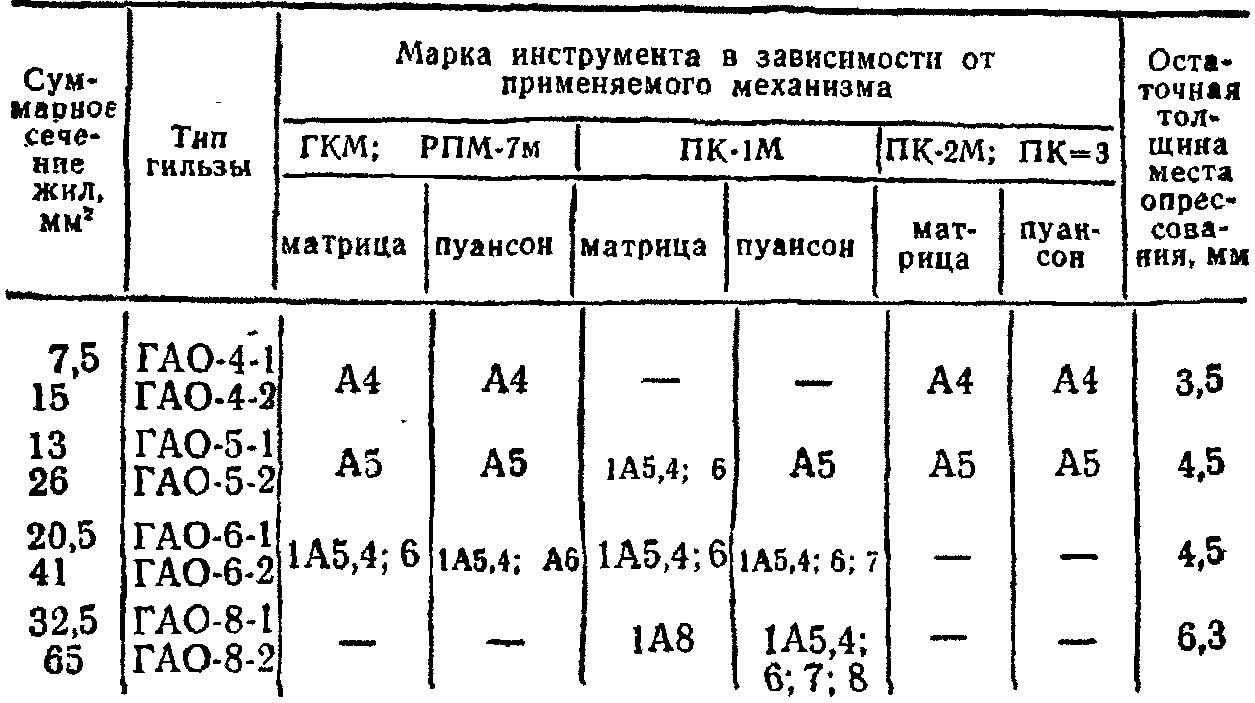
Таблица 6.26. Выбор наконечников, гильз и инструмента для оконцевания и соединения изолированных проводов
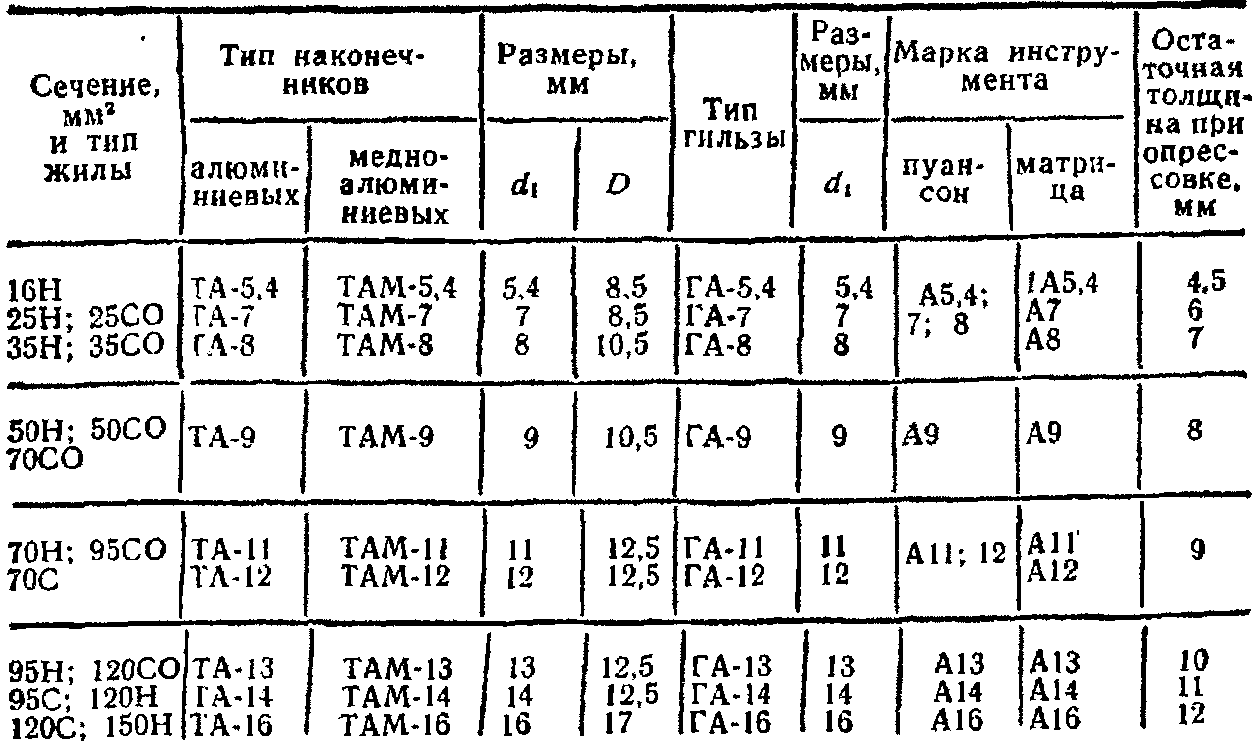
Обозначения: Н — круглая, многопроволочная (нормальная) жила; С — секторная многопроволочная; СО — секторная однопроволочная.
Оконцевание медных жил сечением до 2,5 мм2
Для монтажа в аппаратах, устанавливаемых на воздухе, многожильные медные провода сечением 1 и 1,5 мм2 оконцовываются кольцевыми медными наконечниками (пистонами) К1, а сечением 2,5 мм2 — наконечниками К2. Для монтажа в закрытых и сухих помещениях применяют соответственно латунные наконечники П1 и П2. Наконечники К1 и П1 выпускаются с размерами отверстий, соответствующими контактным болтам диаметром 3,4 или 5 мм, а наконечники К2 и П2 — болтами диаметром 3. 4, 5 или 6 мм. Наконечники закрепляются на предварительно зачищенных и плотно скрученных жилах обжатием в пресс-клещах типа ПК-3 с помощью специальных пуансонов и матриц.
Соединение и ответвление медных жил сечением 2,5 мм2
Операция выполняется в следующем порядке: снимают изоляцию с жил на длине 20—22 мм и зачищают поверхность жил; укладывают жилы внахлестку или параллельно. Взаимная скрутка не требуется (рис. 6.22, а); оборачивают в 2 слоя место соединения медной или латунной фольгой толщиной 0,2 мм, шириной 18—20 мм, уплотняя повив плоскогубцами (рис. 6.22, б, в); обжимают место соединения клещами ПК-3 с гребенчатыми пуансоном и матрицей (рис. 6.22, г, д).

Рис. 6.22. Соединение и ответвление медных жил сечением 2,5 мм2 обжатием гребенчатым пуансоном и матрицей а — расположение жил при соединении; б — обертывание листа соединения медной или латунной лентой; в — затяжка ленты плоскогубцами; г — опрессовка в клещах ПК-3; д — готовое соединение
Оконцевание медных жил трубчатыми кабельными наконечниками типа Т, закрепляемыми опрессовкой
Многопроволочные жилы типа Н (нормальные), Г (гибкие), ОГ (особо гибкие) оконцовывают трубчатыми медными наконечниками типа Т с помощью клещей ПК-2М аналогично оконцеванию алюминиевых жил, но покрытия кварцевазелиновой пастой не требуется. Инструмент для опрессовки и наконечники приведены в табл. 6.27.
Таблица 6.27. Выбор наконечников и инструмента для оконцевания медных проводов методом опрессовки

Пайка алюминиевых проводов
Для пайки алюминиевых проводов необходимо применять мягкие припои, состав которых приведен в табл. 6.28.
Таблица 6.28. Состав и температура плавления припоев
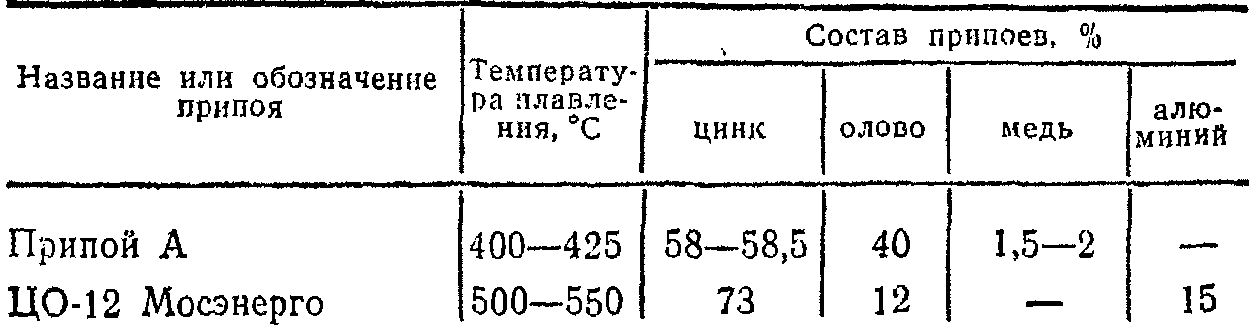
Для пайки применяется пропан-бутановая горелка или бензиновая паяльная лампа. Пайка однопроволочных жил сечением 2,5—10 мм2 может быть выполнена также паяльником припоем А. Припой А устойчив против коррозии, удобен при пайке и при облуживании жил, ввиду чего его следует применять для соединения жил, кабелей, изолированных проводов и при оконцевании наконечниками жил проводов и кабелей. Припой Мосэнерго, из-за большого содержания цинка (73%), не обладает достаточной коррозионной стойкостью, особенно в помещениях с большой влажностью.
Соединение и ответвление проводов с однопроволочными жилами сечением 2,5—10 мм2 пайкой
Для пайки соединений и ответвлений однопроволочных жил с применением припоя А необходимо: с концов соединяемых проводов снять изоляцию, после чего оголенные жилы зачистить до металлического блеска и соединить внахлестку двойной скруткой с образованием желобка в месте касания жил.

Рис. 6.23. Пайка однопроволочных жил
Длина желобка для соединения и ответвления при различных сечениях жил указана на рис. 6.23; соединенные скруткой провода нагреть пламенем пропан-бутановой горелки или бензиновой паяльной лампы до температуры, близкой к температуре плавления припоя. После этого желобок протереть (с нажимом) с одной стороны соединения палочкой припоя, введенной предварительно в пламя лампы. В результате трения оксидная пленка сдирается, желобок начинает облуживаться и заполняться припоем по мере прогрева места соединения. Флюса при этом не требуется. Затем облуживают желобок с другой стороны соединения. Одновременно протереть и облудить припоем внешние поверхности и места скрутки жил соединяемого участка; места пайки соединяемых проводов подчистить, протереть тканью, смоченной бензином, покрыть влагонепроницаемым (асфальтовым) лаком и изоляционной лентой.
Соединение и оконцевание проводов и кабелей с многопроволочными жилами сечением 16—150 мм2 непосредственным сплавлением припоя
Соединение и оконцевание жил проводов и кабелей сечением 16—150 мм2 пайкой выполняются с применением припоя А.
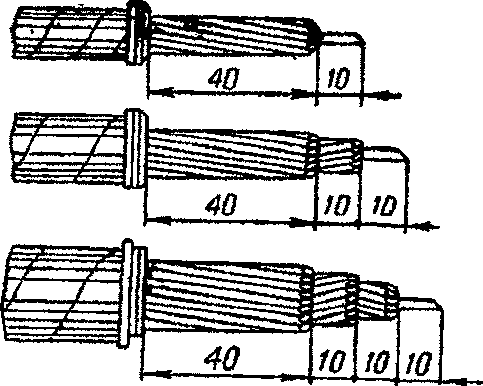
Рис. 6.24. Ступенчатая разделка жил при пайке
Таблица 6.29. Размеры ступенчатой разделки жил при пайке
Сечение жил. мм Длина участка жилы, очищенного от изоляции, мм
Все указанные операции должны быть выполнены с предварительным облуживанием концов проводов, подготовленных ступенями по повивам; края изоляции жилы обмотать несколькими витками асбестового шнура, затем жилы прогреть на пламени горелки или лампы до температуры, близкой к температуре плавления припоя. Далее палочкой припоя А, вводимой в пламя, натереть (с нажимом) всю ступенчатую поверхность повивов проволок и их торцы (припой, расплавляясь, облуживает ступенчатый конец жилы). Более полного удаления оксидной пленки и повышения качества облудки концов жил можно достигнуть применением металлической кисточки. После протирки и разглаживания кисточкой поверхности облуженного конца жилы нагрев прекращают.
Соединение или ответвление жил

Рис. 6.25. Пайка многожильных проводов: 1 — изоляция; 2 — защитный экран; 3 — форма; 4 — ступенчатая разделка жил; 5 — асбестовая подмотка
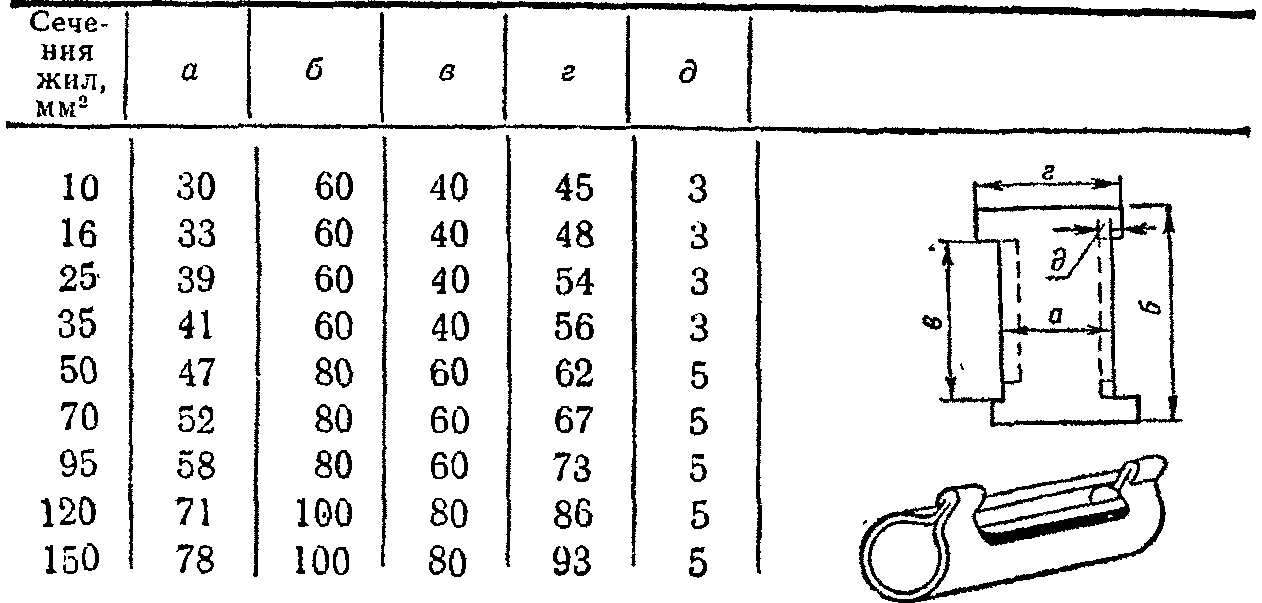
Для соединения или ответвления облуженных жил следует: концы жил ввести в форму из кровельной стали в виде гильзы с литниковым отверстием. Эскиз и размеры форм для различных сечений соединяемых жил приведены в табл. 6.30. Жилы в форме установить встык, как показано на рис. 6.25; у концов формы на жилы намотать асбестовый шнур (или кольцо из асбестовой ленты) для уплотнения, препятствующего вытеканию припоя из формы. Затем форму закрепить на жилах специальными замками или проволокой. На жилы надеть защитные экраны (для предохранения изоляции соединяемых жил от действия пламени) и охладители.
Таблица 6.30. Размеры форм для соединения жил пайкой
Подготовка концов жил
С концов соединяемых жил проводов или кабелей удалить изоляцию на длине, указанной в табл. 6.29 и на рис. 6.24; с помощью бокорезов вырезать часть повивов проволоки ступенями, как указано на рис. 6.24; оголенные жилы изолированных проводов зачистить металлической щеткой до блеска. Секторным жилам придать круглую форму р помощью плоскогубцев: подготовленную таким способом форму с введенными в нее жилами нагреть пламенем горелки или паяльной лампы, начиная со средней части, до температуры, близкой температуре плавления припоя. Одновременно в пламя ввести пруток припоя, который, расплавляясь, заполнит через литниковое отверстие форму до верха. Расплавленный припой перемешивают специальным крючком с деревянной ручкой и удаляют шлак. После этого нужно прекратить нагревание формы и легким постукиванием по ней произвести усадку припоя; когда соединение остынет, снять экраны и форму, опилить шероховатости на месте пайки и протереть тканью, смоченной бензином. Если соединяют провода, нужно для защиты от коррозии покрыть место пайки быстросохнущим лаком с последующей обмоткой этого места изоляционной лентой, которую также покрыть лаком. Ответвление жил выполняют аналогично соединению, но вместо цилиндрической формы применяют Т-образную.
Распайка компонентов
Готовую к распайке компонентов плату вначале следует облудить, а затем уже приступить к распайке всех компонентов. Но прежде чем описывать эти процессы, необходимо упомянуть о требующихся для этого инструментах и дополнительных компонентах.
Вначале о паяльниках, которые использовал автор. Для распайки самых миниатюрных пассивных компонентов (резисторы, конденсаторы, катушки индуктивности и т.п. в корпусах 0603), микросхем для поверхностного монтажа в корпусах SSOP, QFN с мелким шагом (до 0,4 мм), активных компонент в корпусах SC70, SOT23 и других автор использовал микропаяльник Ersa minor-S (6 В, 5 Вт) – рис. 36.

Для изготовления такого пробкового кольца в пробке сверлится отверстие (вдоль). Затем пробка насаживается на винт, зажимается двумя шайбами и гайкой, и винт с пробкой зажимается в патроне обычной ручной дрели. Далее дрель включается, устанавливается высокая скорость и с помощью грубой, а затем мелкой наждачной шкурки пробковому кольцу придаётся нужная форма. Консоль значительно укорачивается, жало паяльника становится более жёстко закреплено (что позволяет значительно легче его позиционировать), а наличие такой тепловой защиты (фторопласт и пробка) позволяют легко держать паяльник в руке, не боясь обжечься, так как пробка абсолютно не нагревается (рис. 36, рис. 37).

Для распайки более крупных микросхем для поверхностного монтажа и электронных компонентов (резисторы, конденсаторы, диоды) с типоразмерами 0805 и больше (и для других целей) необходим мини-паяльник чуть большей мощности. Для этих целей с успехом подходит автомобильный паяльник на напряжение 12 В мощностью 8 Вт (рис. 38). Его жало должно быть также из меди, поэтому покрытие насадки «вечного» жала необходимо спилить напильником до самой меди, из которой оно изготовлено.

Для питания микропаяльника (рис. 36) и мини-паяльника (рис. 38) автор приобрёл ИБП Robiton со ступенчатой регулировкой выходного напряжения от 3 до 12 вольт с током в 1,2 А. Этот ИБП автор тоже несколько усовершенствовал. Во-первых, два отдельных выходных диода Шоттки были заменены более мощными в одном корпусе ТО-220. Во-вторых, для получения дополнительного напряжения в 14 В (помимо 12 В) для мини-паяльника был установлен дополнительный резистор и переключатель, позволяющий переключать напряжение с 12 В на 14 В. Это сделано для того, чтобы температуру жала можно было регулировать в зависимости от размеров микросхем и других компонентов для поверхностного монтажа (рис. 39).

Для лужения обратной стороны платы, где в основном расположен земляной контур и цепи питания, а также для лужения больших полигонов на стороне платы с расположением компонентов для поверхностного монтажа необходим паяльник мощностью около 20 Вт (рис. 40).

Для лужения стороны платы с расположением компонентов для поверхностного монтажа необходим паяльник мощностью около 40 Вт. Лужение проще всего осуществить медной лужёной оплёткой (экраном), снятой с экранированного провода. Кусочек оплётки приматывают к жалу паяльника обычным медным одножильным проводом диаметром 0,5–0,6 мм, оставляя свободным конец оплетки длиной 5–7 мм, как у обычной кисточки (рис. 41).

Необходимыми атрибутами для распайки компонентов являются также флюс ЛТИ-120 во флаконе с кисточкой, припой (ПОС-61) с канифолью и зубочистки (рис. 42).

В качестве инструментов необходим антимагнитный пинцет с острыми губками и иголка, зажатая в ручных тисках для удерживания мелких предметов (рис. 43).

Теперь по поводу лужения. На взгляд автора, наиболее простым способом, отличающимся достаточно качественным, быстрым и не требующим больших усилий лужением, является следующий. После того как с платы удалён защитный лак, она очищается от остатков бумаги и ворса жёсткой кистью из щетины и покрывается флюсом. Для этого плата зажимается обычным пинцетом и кисточкой, обмакнутой во флюс, проводят по всей её поверхности. Процедуру желательно проводить непосредственно после снятия защитного лака, чтобы медное покрытие не окислилось. Вначале облуживается обратная сторона платы паяльником 20 Вт (рис. 40), затем паяльником-кисточкой (рис. 41) – сторона платы с расположением SMD-компонентов. Когда паяльник разогреется, обмакивают эту «кисточку» в канифоль и расплавляют в ней немного припоя. После этого такой «кисточкой» проводят по дорожкам платы, залуживая их. Эта процедура не отнимает много времени, а дорожки оказываются покрытыми тонким, достаточно равномерным слоем припоя. Поскольку у такой «кисточки» «ворс» достаточно мягкий, даже самые узкие дорожки (шириной до 0,2 мм) не повреждаются и не отслаиваются.
После того как плата залужена, её необходимо тщательно промыть в ацетоне. Плата к распайке компонентов готова.
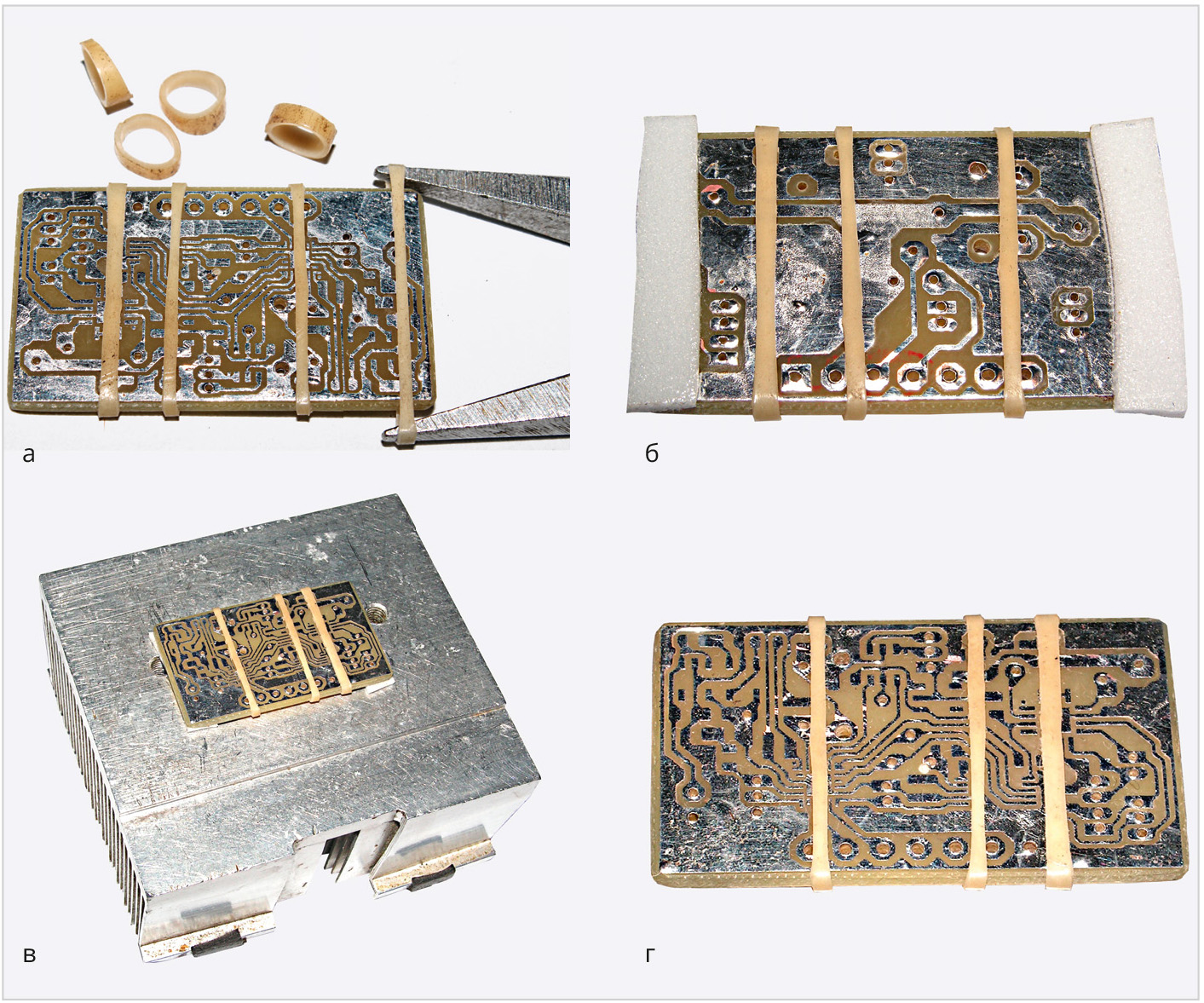
Теперь по поводу распайки компонентов. Прежде всего, на плату с помощью плоскогубцев с узкими губками необходимо надеть несколько растянутых кембриков, которые следует предварительно нарезать ножницами (рис. 44а). Далее на обратную сторону платы плату необходимо приклеить две полоски пористой ленты с двусторонним липким слоем (рис. 44б). Затем плату необходимо закрепить на каком-либо тяжёлом предмете, как на столике (автор использовал ненужный радиатор от кулера компьютера), – рис. 44в, г. Далее можно уже приступать к распайке компонентов.
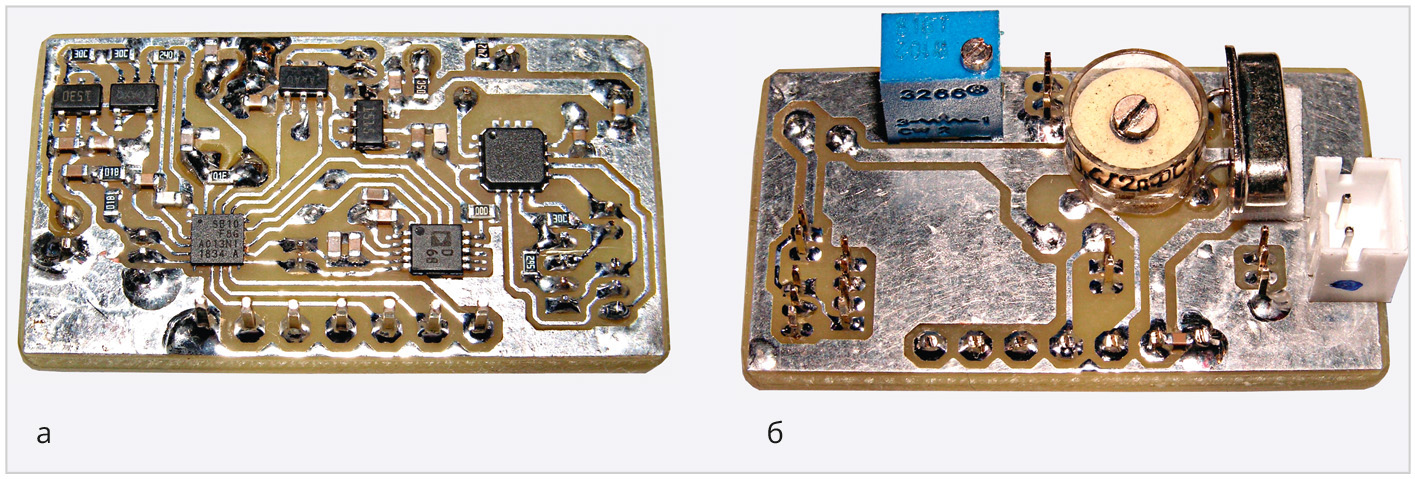
Вначале микропаяльником (рис. 36) с использованием пинцета с острыми губками (рис. 43), паяльных очков (рис. 10) и лупы ×10 распаиваются все SMD-компоненты: первыми идут микросхемы и активные компоненты, затем – пассивные (резисторы, конденсаторы и т.п.). После этого вся плата обильно покрывается флюсом и мини-паяльником (рис. 38) ещё раз пропаиваются все активные и пассивные компоненты, кроме микросхем в QFN-корпусах. Далее плата снимается со столика и тщательно промывается в ацетоне (рис. 45а). После всего мини-паяльником распаиваются компоненты навесного монтажа (рис. 45б). Здесь у читателя, возможно, возникнет вопрос: а зачем на плату надеваются кембрики (рис. 44)? Ответ на него – в следующем разделе статьи.
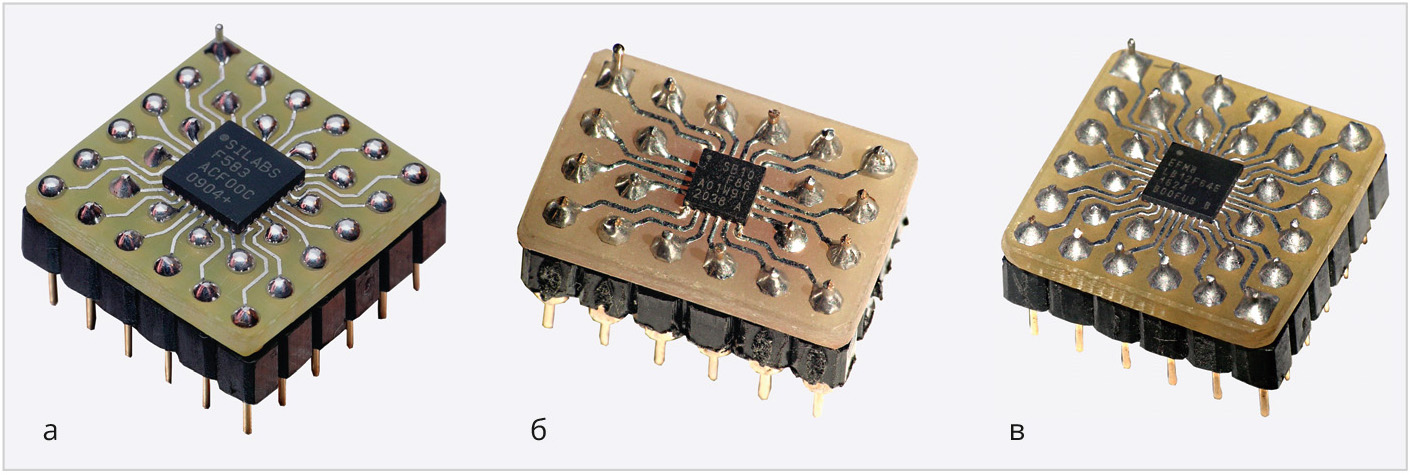
Распайка компонентов в QFN-корпусах
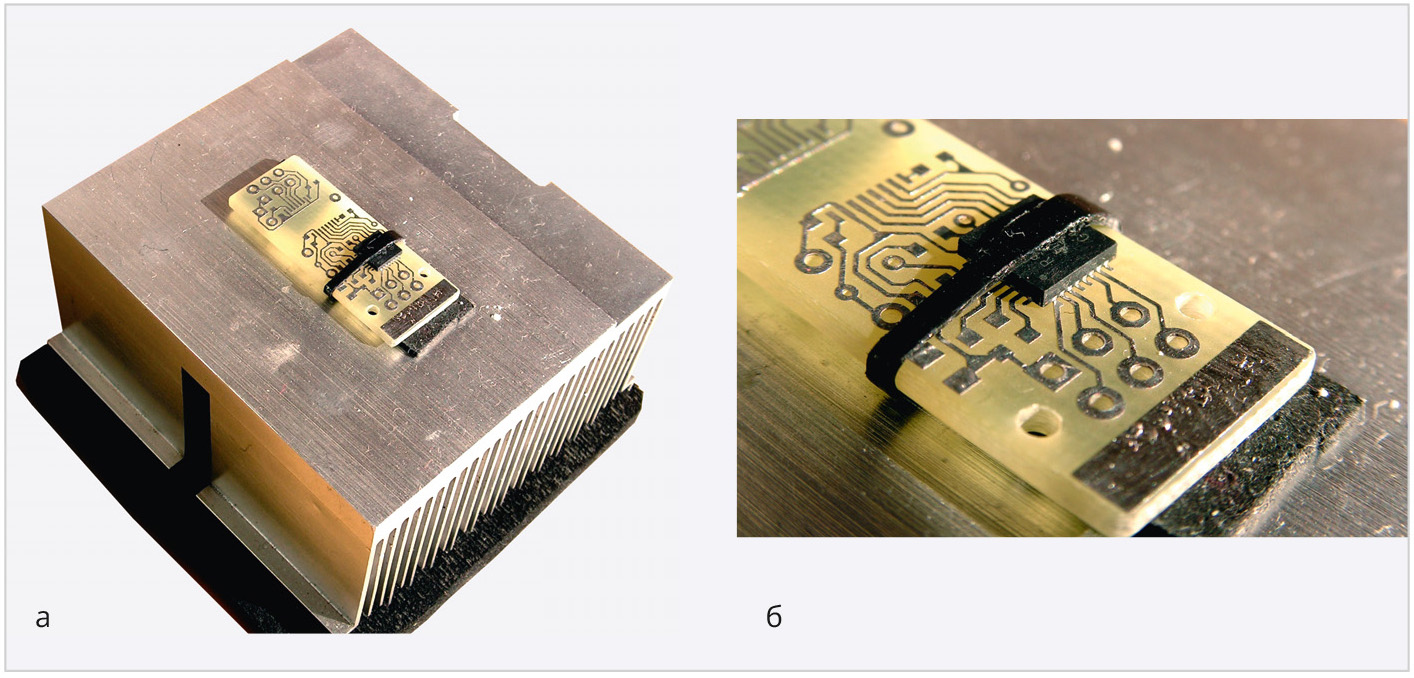
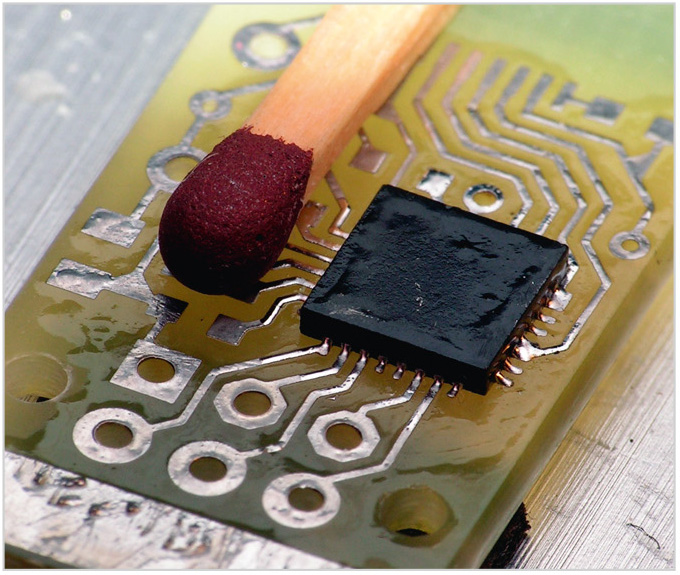
Наибольшие трудности и вопросы возникают в том, как же распаять микросхемы в QFN-корпусах с очень мелким шагом, например, 0,5 мм и даже 0,4 мм? На самом деле не всё так страшно. После того, как плата с надетым кембриком укреплена на столике, иголкой, зажатой в ручных тисках для удерживания мелких предметов (рис. 43), пользуясь паяльными очками, подцепляют и приподнимают кембрик, затем пинцетом с острыми губками (рис. 43) подсовывают под него микросхему в QFN-корпусе (рис. 46).
Далее, пользуясь лупой ×10 и пинцетом, тщательно позиционируют микросхему так, чтобы все контактные площадки микросхемы со всех 4 сторон совпали с контактными площадками на плате (рис. 47).
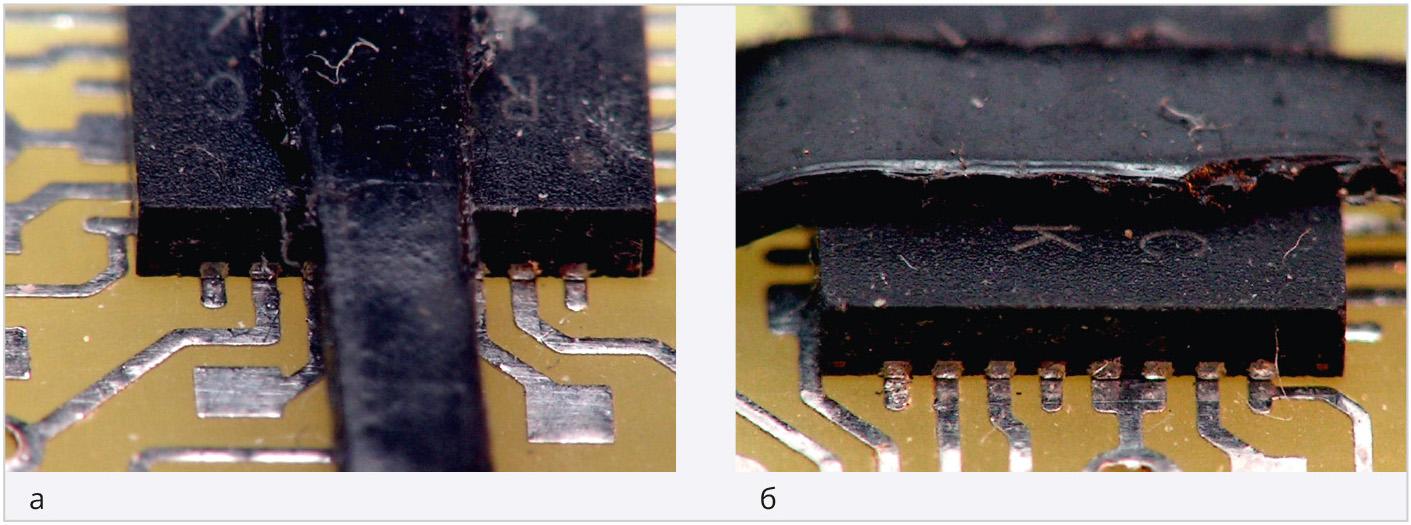
После этого с помощью зубочистки, обмакнутой во флюс, взяв её за самый конец, чтобы не сдвинуть микросхему, аккуратно проводят по местам пайки. Далее микросхему «наживляют» по углам, касаясь микропаяльником исключительно только дорожек и не прикасаясь к самой микросхеме, чтобы её не сдвинуть (рис. 48).
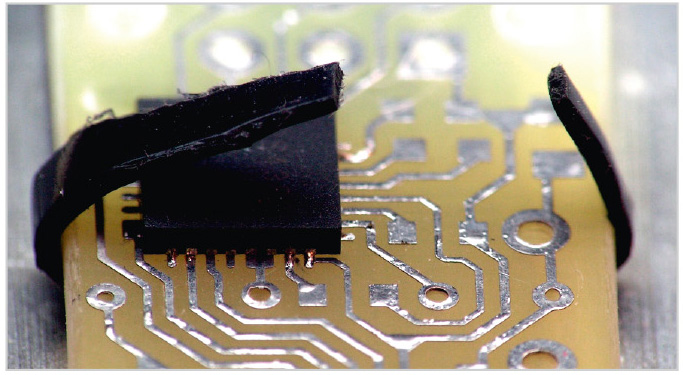
После того как микросхема «наживлена», кембрик раскусывают кусачками (рис. 49) и удаляют. Далее зубочисткой покрывают флюсом все контактные площадки микросхемы и примыкающие к ней дорожки со всех 4 сторон. После этого окончательно пропаивают все контактные площадки микросхемы (рис. 50, рис. 51). Эти процедуры проводят также с использованием лупы ×10.
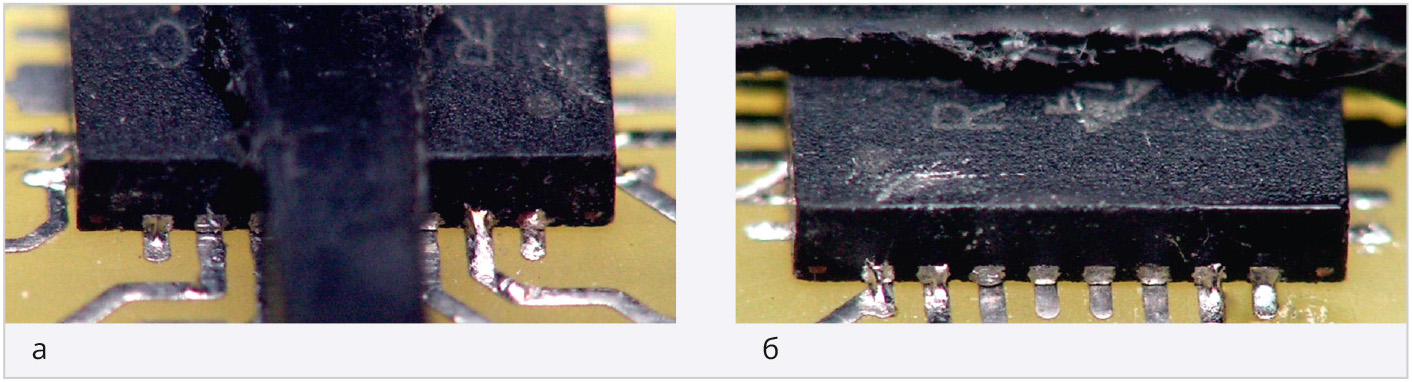
Для микросхем с двусторонним расположением выводов (рис. 52) также нужно использовать кембрик для их позиционирования, поэтому на плате их должно быть несколько (рис. 44) – вот и ответ на вышеприведённый вопрос.
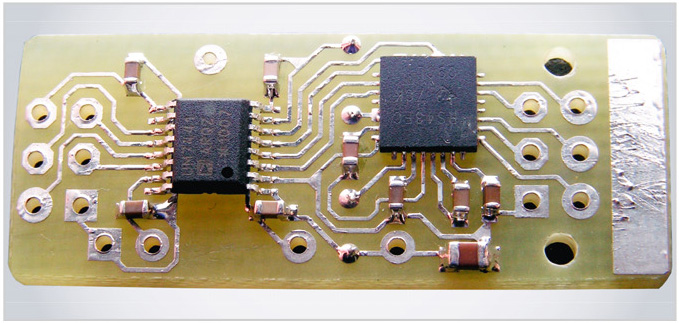
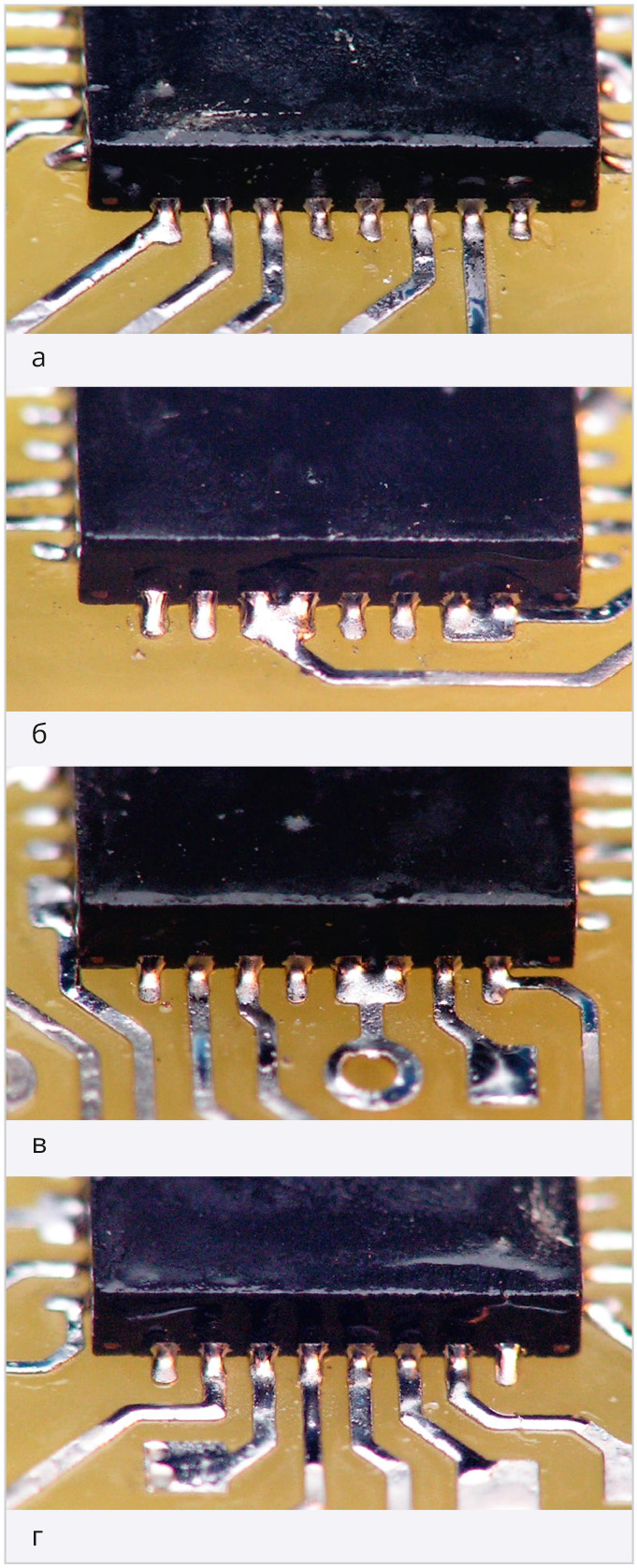
Примеры распайки микросхем в QFN-корпусах (рис. 53) красноречиво свидетельствуют о том, что вышеприведенная процедура распайки достаточно проста, а микросхемы идеально припаяны к плате. И ничего сверхсложного в этом нет.