


Если у вас хоть раз была надобность спаять между собой алюминиевые провода или с медным проводом, то вы прекрасно знаете, что просто так этого не сделать. Алюминий из-за мгновенного образования стойкой оксидной пленки обычным флюсом припаять практически невозможно, но есть один наипростейший лайфхак как это все таки можно сделать без специального флюса.
Практически все уже знают, что алюминиевая проводка это наследие прошлого века, и ее обязательно нужно менять при ремонте квартиры. Мало кто проводит капремонт и забывает об этом.
Однако случаются ситуации, когда ремонт проводится частично, и возникает крайняя необходимость соединить алюминиевый провод с медным или просто их нарастить, добавив несколько лишних сантиметров жилы.
В процессе ремонта холодильных установок может возникнуть необходимость в соединении двух участков трубы. Для этого нужно использовать материал, имеющий температуру плавления ниже, чем у самих труб. Припой, нагреваясь, растекается по трубам и заполняет собой зазор между ними. После того, как материал затвердевает, образуется очень прочный и надежный шов.
В нашем каталоге представлены разные виды припоя – выбирайте тот, который подойдет для работы с определенным металлом.
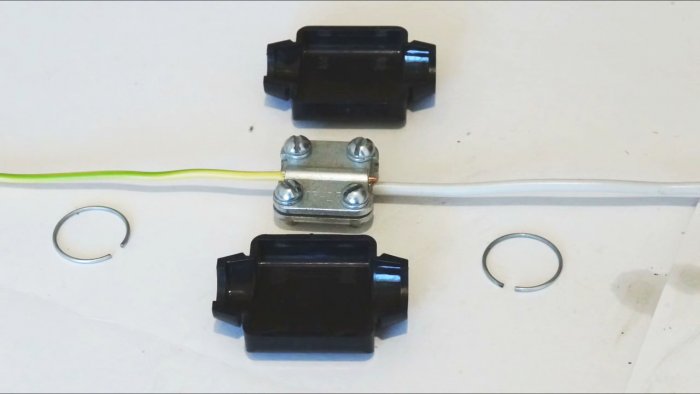
Еще один способ — это применение соединительного сжима типа орех.
Он часто используется для ответвления от питающего кабеля гораздо большего сечения, чем отпайка.
Причем здесь даже не требуется разрезание магистрального провода. Достаточно снять с него верхний слой изоляции. Некоторые нашли ему применение для подключения вводного кабеля к СИПу.
Однако делать этого не стоит. Почему, читайте в статье ниже.
Но опять же, для распаечных коробок орехи не подходят. Более того, и такие зажимы бывает, выгорают. Вот реальный отзыв от пользователя на одном из форумов:
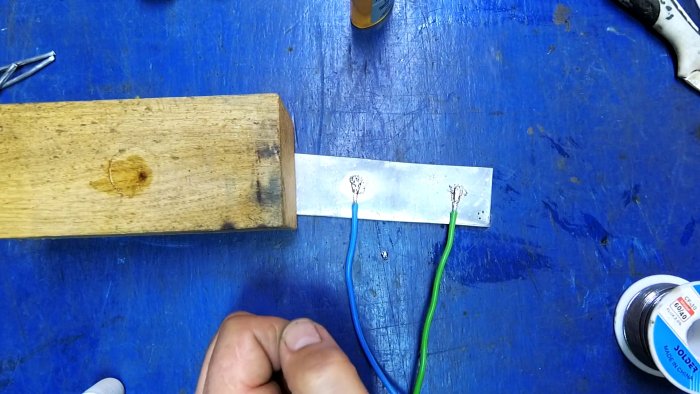
Итак, поговорим о том, как паять алюминий. Те, кто сталкивался с этой задачей, знают, что алюминий плохо поддаётся пайке. Виной тому тонкая оксидная плёнка, быстро образующаяся на поверхности этого металла на открытом воздухе. Поэтому для пайки алюминия применяют специальные флюсы. Процесс пайки алюминия я продемонстрирую на примере облуживания и пайки проволочных скруток.При монтаже электропроводки я всегда отдаю предпочтение паяным соединениям. Считаю, что этот способ обеспечивает лучший электрический контакт по сравнению с обычной скруткой проводов без пайки или обжимом их в гильзе или наконечнике.
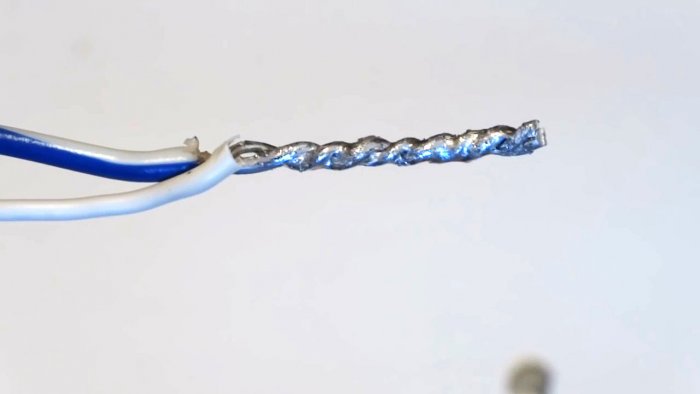
Пайка алюминия осуществляется с помощью оловянно-свинцового припоя. Но процесс осложняется тем, что алюминий трудно залудить. Чаще всего паяются алюминиевые плоские поверхности или алюминиевые провода к алюминию либо алюминий к меди.
Причина плохой пайки алюминия связана с тем, что он сам по себе очень активный металл и на воздухе мгновенно покрывается очень тонким, но прочным слоем оксидной пленки, который защищает этот металл от атмосферных воздействий.

Даже если зачистить поверхность металла обычной наждачкой и попытаться ее залудить, то ничего не получится, потому что за считанные секунды металл покрывается той же самой оксидной пленкой.
Есть серия специальных зажимов, которыми можно стыковать медь с алюминием.
Внутри таких клемм находится противоокислительная паста.
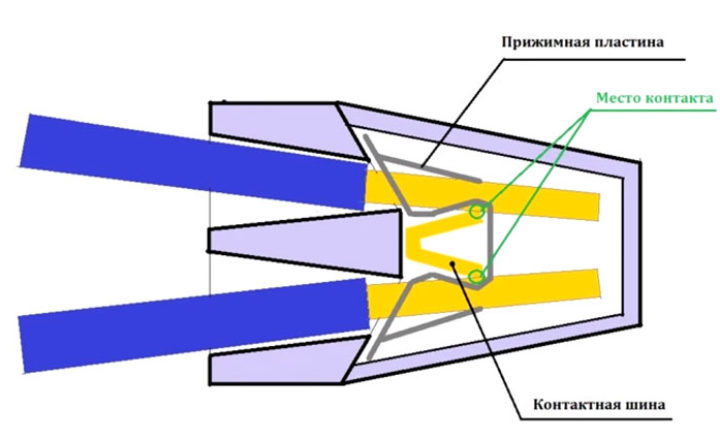
Однако споры о 100% надежности таких зажимов, тем более для розеточных, а не осветительных групп, не утихают до сих пор. При определенной укладке в ограниченном пространстве, контакт может ослабнуть, что неминуемо приведет к выгоранию.
Причем произойти это может даже при нагрузке ниже минимальной на которую рассчитаны Ваго. Почему и когда это происходит?
Дело в том, что когда сжимаются соединяемые проводники, между прижимной пластиной и местом контакта появляется небольшой зазор. Отсюда и все проблемы с нагревом.
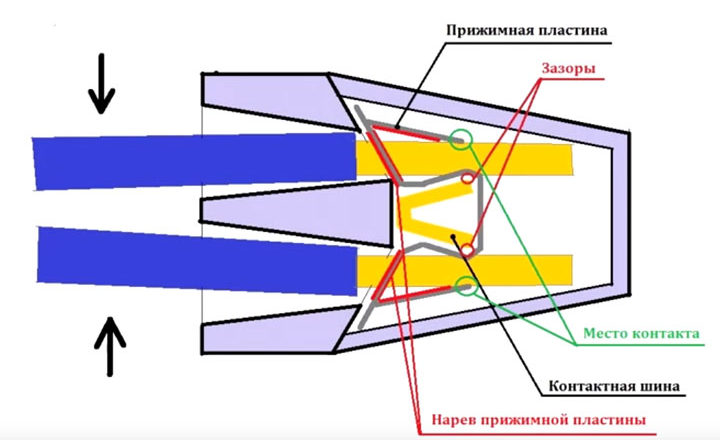
Вот очень наглядное видео, без лишних слов объясняющее данную проблему.
https://youtube.com/watch?v=c0CkhWn5qLU%3Ffeature%3Doembed%26wmode%3Dopaque
- Смотрите видео
- Использование газовой горелки для пайки меди и иных металлов
- Пайка медных проводов
- Различия в работе с мягкими и твёрдыми припоями
- Предварительная подготовка
- Очистка поверхности
- Раструбное утолщение
- Достоинства сварного метода соединения медных труб
- Расходные материалы и инструменты
- Припой и флюс
- Горелка
- Сопутствующие материалы
- Соединение меди с алюминием опрессовкой
- Особенности пайки и выбора припоя
- Сфера применения
- Техника безопасности
- Соединение через болт и стальные шайбы
- Способы паяния деталей из меди
- Особенности высокотемпературных соединений
- Низкотемпературная пайка в деталях
- Необходимые инструменты и материалы
- Понадобится для пайки
- Флюсы и припои
- Некоторые данные по расходным материалам
- Использование флюса для пайки меди
- Припой для пайки меди и из чего он состоит
- Фитинги и их применение при пайке
- Приступаем к пайке
- Пайка медной скрутки
- Скрутка из медного и алюминиевого провода
- Паяем алюминиевые провода в домашних условиях без специального флюса
- Технология пайки медных труб
- Как сделать заказ
- Наши преимущества
- Что понадобится в процессе?
- Изоляция патрубков в обогревательной сети
- Водопроводная система из меди
- Медная труба для кондиционеров
- Подробнее о капиллярной пайке
- Порядок подготовки раструбов
- Применение паяльного аппарата
- Другие необходимые материалы
- Сборка самодельной газовой горелки
- Электрохимическая коррозия
- Работа с медными трубами и различными металлами
- Как всё сделать правильно
- Как спаять медный провод с алюминиевым
- Как спаять медь и нержавеющую сталь
- Заключение
Смотрите видео
Для того чтобы качественно выполнить пайку, требуется разобрать различные варианты её производства, как при помощи паяльника, так и посредством газовой горелки для пайки медных труб и иных элементов. Попутно рассмотрим различные припои, от тугоплавких до мягких.
Горелка для пайки в разобранном состоянии
Использование газовой горелки для пайки меди и иных металлов
Горелка используется при необходимости пайки более габаритных элементов. Это может быть, к примеру, медная посуда, чайник или провода большого сечения. В этом случае в качестве флюса удобнее будет использовать буру. Припой здесь также понадобится высокопрочный, поэтому оптимальным будет применение ПМФ 7 (припой медно-фосфорный). Его температура плавления выше, чем у олова, но горелка легко справится с этой проблемой.
Пайка медных проводов
Попробуем разобраться, как паять медные провода, на основании фото примеров.
Любой флюс, как и припой для пайки медных проводов можно купить в магазинах хозяйственных товаров. Сегодня на прилавках можно найти различные составы и сплавы, предназначенные для подобных целей.
Различия в работе с мягкими и твёрдыми припоями
Для мелких работ по дому лучше всего использовать мягкие проволочные припои. С ними можно работать даже при помощи маломощных паяльников. А вот твёрдые сплавы требуют более «жёсткого» подхода. Для работы с ними используют молоточные паяльники или горелки.
Твёрдые припои могут продаваться вот такими прутками
Есть 2 решения этой проблемы: либо зачищать металл под защитной средой, либо использовать специализированные флюсы. В первом случае покрываем поверхность минеральным маслом и пытаемся ее залудить.

Для этого под поверхностью масла начинаем царапать поверхность металла, счищая оксидную пленку. При этом масло не дает кислороду проникать до металла, и он не окисляется.

Маленькую площадку можно очистить при помощи мощного паяльника, поскольку алюминий очень теплопроводный материал, и как только мы нагреваем поверхность, температура на ней начинает падать.

Поэтому берем оловянно-свинцовый припой и затираем его, но даже под слоем масла это сделать очень трудно, тем не менее такой способ все-таки является рабочим, если долго продолжать тереть. После того, как поверхность «залудилась», масло удаляем, и припаиваем медный провод.
По второму варианту используем специализированный флюс для пайки по алюминию, в котором находятся все элементы, разъедающие оксидную пленку, и реагирующие с самим металлом, что облегчает пайку.

В данном случае это низкотемпературный припой, которым капаем на поверхность, и видим, что происходит шипение, т. е. сам флюс взаимодействует с металлом, и поэтому происходит лужение, и есть возможность припаять провод.

Теперь производим пайку проводов между собой. Отметим, что первый способ под маслом, не подходит для пайки проводов из-за неудобства места и очень трудной организации затирки. А вот флюс для пайки проводов – незаменимая вещь. Если пошло шипение, то лужение состоялось и соединение проводов внахлест произошло.


Далее попробуем соединить провода, когда конец одного провода закручивается в пружину и в него вставляется другой провод. Для их соединения контакт нужно залудить, поэтому покрываем его флюсом и запаиваем.


Проверим качество пайки. При первом и втором способе провода оторвались с трудом. Поэтому оба способа абсолютно работоспособны. Ими можно залудить алюминиевую поверхность, разве что первый способ подходит только для плоских поверхностей, а второй (с флюсом) для пайки проводов.

Предварительная подготовка
Перед пайкой медных труб необходимо их подготовить.
Очистка поверхности
Качество связки припоя зависит от степени очищения спаиваемых поверхностей. Любые остатки каких-либо других веществ, грязи мешают проникать припою, уменьшают его текучесть. Все это приводит к тому, что вещество не распределяется равномерно, поверхность не полностью обработана припоем. Часто из-за этого не удается достичь качественной работы, и соединение выходит из строя.
Выделяют два способа очистки металла: химический и механический. Внешнюю часть трубы и внутреннюю часть фитинга очищают от оксидной пленки, грязи и примесей с помощью металлической щетки. Кроме этого, возможны варианты использования стальной шлифовальной шерсти или шкурки. После этого припой хорошо распределяется по поверхности.
Удобными в использовании являются очищающие салфетки на нейлоновой основе.
Значительный плюс, который отличает их от металлической щетки или шкурки, это то, что после очищения поверхности салфеткой не остается остатков очистки. После салфеток на нейлоновой основе на трубе не наблюдается крошек абразива или остатков стали.
Химический способ предполагает использование кислоты, которая реагирует с оксидами. Можно использовать флюс, который обезжиривает поверхность и активно борется с оксидами.
Использование флюса и сборка частей
На очищенную поверхность нужно нанести флюс. Он наносится на участок трубы, который будет соединяться фитингом или раструбом, хорошо распределите флюс на поверхности, чрезмерное количество флюса может негативно сказаться на соединении. Но также не стоит применять флюс с внутренней стороны фитинга. Регулируйте расход пасты.
После нанесения флюса нужно правильно соединить детали, чтобы избежать прилипания к поверхности посторонних частиц. Если пайка будет проводиться позднее, будет намного лучше, чтоб детали уже были собраны. Надо провернуть трубу до упора, тем самым проверив ее соединение и распределение флюса. После уберите остатки флюса заранее подготовленной для работы тканью. Соединение можно нагревать.
Для низкотемпературной пайки используют флюсы, в списке состава которых занимают не последнее место хлориды алюминия. Флюсы – опасные вещества, поэтому необходимо следить за тем, чтобы излишек не оставался на внешней части трубы. Такая невнимательность может привести к коррозии металла и протечке. После пайки вновь осмотрите поверхность, на ней будет немного флюса из-за теплового эффекта. Появившийся на трубе флюс нужно снова убрать.
При высокотемпературной пайке вместо флюса используют буру. Ее мешают с водой до густой консистенции каши. Можно использовать специальные пасты для высокотемпературной пайки. Если вы выбрали медно-фосфорный припой, то флюс к нему не нужно приобретать, он уже присутствует в составе. Лучше использовать комплект одного производителя, при этом согласовать это с видом пайки.

Раструбное утолщение
Для соединений в быту используют либо фитинги для пайки медных труб, либо раструбные утолщения.
Лучше выбрать вариант с раструбным утолщением, так нужно будет наложить лишь один шов на стыке труб.
- С торца детали обрабатываются вальцовочным труборезом. Срез должен быть ровным и строго перпендикулярным.
- С концов труб избавляются от фаски, пользуясь фаскоснимателем. Внутри и снаружи поверхности зачищаются.
- Один отрезок трубы зажимают в тисках, внутрь вставляют труборасширитель. Затем нужно осторожно расширить внутренний диаметр трубы, чтобы в нее поместился внешний диаметр второй трубы.
Перед ремонтными работами не забудьте убрать с конструкций пластиковые фрагменты, иначе они расплавятся и будут непригодны к использованию.
Достоинства сварного метода соединения медных труб
Медные сварные соединения имеют множество положительных отзывов относительно своей надежности, что делает их еще популярнее.
Среди наиболее значительных положительных качеств медной пайки можно выделить следующее:
- Сварные медные изделия получаются очень прочными и долговечными.
- Медь относится к наиболее простым в обработке и доступным материалам.
- Сварочный контакт имеет очень значительный простор при выборе наиболее подходящих условий – т.н. «регулировка режима сварки».
- Обустраивая соединение методом пайки, нет необходимости в наличии стандартных переходников и фитингов. Таким образом достигается заметная экономия финансов при организации системы отопления.
Несмотря на высокую стоимость, медные изделия продолжают использоваться.

Это объясняется следующими характеристиками материала:
- Безопасностью для человека и окружающей среды. Металл обладает антисептическими свойствами, что позволяет использовать его при создании систем водоснабжения.
- Нечувствительностью к ультрафиолетовому излучению, агрессивным веществам.
- Устойчивостью к перепадам давления и температур.
- Пластичностью, обеспечивающей простоту установки.
- Неограниченным сроком службы изделий.
Расходные материалы и инструменты
Кроме труб и фитингов, понадобятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки перед началом работ.
Ершик для зачистки фитингов изнутри
Припой и флюс
Пайка медных труб любого типа происходит при помощи флюса и припоя. Припой — это сплав обычно на основе олова с определенной температурой плавления, но обязательно ниже чем у меди. Он подается в зону пайки, разогревается до жидкого состояния и затекает в соединение. После остывания обеспечивает герметичное и прочное соединение.
Для любительской пайки медных труб своими руками подойдут припои а основе олова с добавлением серебра, висмута, сурьмы, меди. Лучшими считаются составы с добавлением серебра, но они наиболее дорогие, оптимальные — с медной добавкой. Есть еще с добавкой свинца, но они не должны использоваться при разводке водопровода. Все эти виды припоя обеспечивают хорошее качество шва и легкую пайку.Флюс и припой — необходимые расходные материалы
Мягкий припой продается в небольших катушках-бобинах, жесткий — в пачках, нарезанный на куски.
Перед началом пайки место соединения обрабатывают флюсом. Флюс — это жидкое или пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать тут нечего: подойдет любой флюс для меди. Еще — для нанесения флюса понадобится маленькая кисточка. Лучше — с натуральной щетиной.
Горелка
Для работы с мягким припоем можно купить небольшую ручную горелку с одноразовым газовым баллоном. Эти баллоны крепятся к рукоятке, имеют объем от 200 мл. Несмотря на миниатюрность, температура пламени — от 1100°C и выше, чего более чем достаточно для расплавления мягкого припоя.
На что стоит обратить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать. На ручке ручной газовой горелки расположен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа.
Ручная горелка для пайки медных труб
На некоторых моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высокую температуру в зоне пайки. Благодаря чему горелка с отражателем позволяет работать в самых неудобных местах.
При работе в бытовыми и полупрофессиональными моделями надо быть аккуратными — не перегревать агрегат, чтобы не расплавился пластик. Потому выполнять за один раз много паек не стоит — лучше дать оборудованию остыть и подготовить в это время следующее соединение.
Сопутствующие материалы
Для нарезания медных труб необходим труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровного среза при помощи ножовки можно использовать обычное плотницкое стусло.
При подготовке труб их надо зачищать. Для этого есть специальные металлические щетки и ершики (для зачистки внутренней поверхности), но можно обойтись наждачной бумагой со средним и мелким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше заходит в фитинг — его раструб лишь на доли миллиметра больше, чем наружный диаметр. Так что малейшие отклонения приводят к трудностям. Но, в принципе, можно все устранить наждачной бумагой. Потребуется только больше времени.
Еще желательно иметь защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, необходимые для пайки медных труб.
Соединение меди с алюминием опрессовкой
Рассмотрим наиболее распространенный случай, который встречается в панельных домах. Допустим, вам нужно запитать одну или несколько дополнительных розеток от уже существующего алюминиевого вывода в сквозной нише.
Для наращивания берете ГИБКИЙ медный провод сечением 2,5мм2. Это уменьшит механическое воздействие на алюминиевою жилу, когда вы будете укладывать провода в подрозетник.
Зачищаете концы медного провода. Далее, для такого соединения их нужно обязательно пропаять. Это исключит непосредственный контакт в гильзе меди и алюминия.
Для пайки удобно использовать самодельный тигель, представляющий из себя слегка доработанный паяльник в форме топорика.
При этом перед пайкой флюсом снимите с жилы оксидный слой.
Сам процесс лужения заключается в окунании провода в специальное отверстие в паяльнике, заполненное оловом.
После остывания жилы остатки флюса удаляются растворителем.
Далее переходите к алюминиевым проводам, торчащим из стены. Аккуратно зачищаете их концы и также удаляете слой окиси.
Для этого можно воспользоваться оксидной токопроводящей пастой. Такая же паста используется при монтаже модульных штыревых систем заземления.
Она рассчитана на работу в любых условиях и исключает дальнейшее появление окиси на поверхности провода. Имейте в виду, что оксидная пленка может в последствии иметь сопротивление в несколько раз большее, чем сам алюминий.
И не удалив ее, вся ваша дальнейшая работа пойдет насмарку. Более того, температура плавления такой пленки достигает 2000 градусов (против примерно 600С у Al).
После всех подготовительных работ, вставляете в гильзу ГМЛ провода с двух сторон. Все что осталось, это опрессовать данное соединение.
У некоторых возникнет логичный вопрос, а не продавится ли при опрессовке слой припоя на жиле? Тогда получается что все манипуляции по лужению будут напрасны.
Главное здесь правильно подобрать по сечению гильзу и матрицы инструмента для обжатия.
В этом случае мягкий припой как бы загерметизирует контактное пятно медноалюминиевого соединения. А без отсутствия доступа кислорода к этой точке, эрозии контакта наблюдаться не будет.
Будьте внимательны, при работе с алюминиевыми проводниками нужно действовать крайне осторожно, так как это очень ломкий материал. Одно неосторожное движение и облом жилы вам обеспечен.
После опрессовки необходимо заизолировать данное соединение клеевой термоусадкой.
Именно клеевой тип обеспечит 100% герметичность и предотвратит поступление кислорода к контактным местам. Чтобы не рисковать и не прожечь изоляцию, нагревать термоусадку лучше строительным феном, а не зажигалкой или портативной горелкой.
Полученный пучок проводов укладывать в подрозетник нужно с большой осторожностью, так как алюминий не любит резких перегибов.
Так как наращенные медные жили гибкие, то на концы этих проводников одеваете изолированные наконечники НШВИ.
Только после этого их можно смело заводить в клеммные колодки розеток и затягивать винты.
Безусловно, это не единственный способ наращивания алюминиевых проводов, но он является одним из самых простых (в отличии от сварки или пайки) и надежных (в отличии от скрутки).
Если же у вас есть малейшая возможность сменить целиком алюминиевую проводку, делайте это обязательно, не экономьте на своей безопасности.
https://youtube.com/watch?v=cC2GkuZtVVw%3Ffeature%3Doembed%26wmode%3Dopaque
Особенности пайки и выбора припоя
Одним из самых важных моментов при ремонте или монтаже холодильной системы является пайка труб для соединения нескольких элементов системы между собой и обеспечения замкнутого контура. Важно подобрать пайку высокого качества, которая обеспечит надежное скрепление элементов между собой.
Для того, чтобы сделать правильный выбор, следует учитывать тип свариваемого материала, размеры деталей и тип нагрузки. Если вы не знаете, какой припой выбрать, обратитесь к нашим консультантам за помощью.
Сфера применения
Область использования трубной продукции из медесодержащих сплавов весьма широка. А именно:
- жилищно-коммунальное хозяйство и частные собственники;
- строительство;
- энергетика;
- машиностроительная промышленность;
- приборостроение;
- производство бытовой техники.
Из них выполняют системы циркуляции охладителей в холодильном оборудовании и кондиционерах различных типов и мощностей. А также гидравлические масляные устройства. Медные трубки используют для обвязки технологического оборудования, для обустройства сетей водоснабжения и отопления. С их участием сооружают трубопроводы для перекачки топлива. Пригодны для применения внутри помещений и снаружи.
https://youtube.com/watch?v=C8P4GTbjZW4%3Frel%3D0
Техника безопасности

Чтобы правильно и безопасно паять медные трубы, необходимо соблюдать ряд правил техники безопасности:
- Медь активно проводит тепло. Поэтому все детали, если их необходимо придерживать, берутся в руку только в рукавице или с помощью специальных клещей.
- Флюс — химически активный состав. Нельзя допускать попадание данной смеси на кожу и слизистые оболочки. Если это произошло, потребуется быстро промыть участок кожи водой.
- Одежда подбирается из материалов, плохо воспринимающих горение. Рукава — не болтаются.
- Место выполнения пайки медной трубы должно хорошо проветриваться, чтобы пары флюса не стали причиной ожога дыхательных путей или отравления.
- Готовые стыки протираются или промываются, ветошь с остатками флюса утилизируется.
- Газовые горелки контролируются на герметичность и хранятся в безопасных местах между применением.
- При работе другим оборудованием, потребуется подождать остывания. При охлаждении после работы медного паяльника до 20 градусов его можно убрать.
- Припой для пайки меди в расплавленном состоянии может стать причиной ожогов — нельзя допускать каплепадения.
Соединение через болт и стальные шайбы
Здесь для соединения используется стальная шайба и болт. Это один из наиболее проверенных и простых методов. Правда получается очень габаритная конструкция.
Для монтажа, закручиваете кончики проводов колечками. Далее подбираете шайбы.
Они должны быть такого диаметра, чтобы все ушко провода спряталось за ними и не могло контактировать с другим проводником.
Самое главное, как расположить колечко. Его нужно одевать так, чтобы во время закручивания гайки, ушко не разворачивалось, а наоборот стягивалось во внутрь.
Стальные шайбы между проводниками из разных материалов препятствуют процессам окисления. При этом не забывайте про установку гравера или пружинной шайбы.
Без нее контакт со временем ослабнет.
Особо нужно отметить, что не рекомендуется использовать оцинкованные болты или шайбы.
Дело в том, что безопасно соединять между собой можно металлы, у которых электрохимический потенциал соединения не превышает 0,6мВ.
Вот таблица таких потенциалов.
Как видите у меди и цинка здесь целых 0,85мВ! Такое подключение даже хуже чем прямой контакт алюминиевых и медных жил (0,65мВ). А значит, соединение будет не надежным.
Однако, несмотря на простоту резьбовой сборки, в итоге получается большая, неудобная конструкция, формой похожая на улей.
И запихнуть все это дело в не глубокий подрозетник, не всегда есть возможность. Более того, даже в такой простой конструкции многие умудряются напортачить.
Последствия себя не заставят ждать через очень короткое время.
Способы паяния деталей из меди
При соединении изделий из меди и сплавов на ее основе используется 2 технологии:
- капиллярная пайка при низкой температуре;
- процесс заполнения шва тугоплавким припоем (при повышенной температуре нагрева деталей).
Особенности высокотемпературных соединений
Технология предусматривает применение припоев, переходящих в жидкую фазу при температуре до 450-500°С. Соединительный материал состоит из меди и серебра с добавкой легирующих металлов (например, для повышения эластичности или снижения усадки при охлаждении). Технология позволяет создать прочный шов, устойчивый к воздействию механических нагрузок или локальных перегревов магистрального трубопровода.
Пайка медных труб твердым припоем на основе серебра приводит к отжигу основания, что негативно влияет на прочностные характеристики конструкции. Для снижения негативного воздействия используется охлаждение линии стыка естественным путем. При установке вентиляторов или подаче на шов воды прочность трубы падает. Технология соединения применяется для соединения газопроводов и водопроводных каналов диаметром от 12 до 160 мм. Методика рекомендуется при подаче через трубы жидкостей, нагретых до 110-120°С (магистрали отопления).
Низкотемпературная пайка в деталях
Низкотемпературная пайка водопровода из медных трубок производится при температурах ниже 450°С. Для соединения используются радиотехнические припои, построенные на основе свинца и олова (с дополнительными присадками). Применение легкоплавкого сплава приводит к увеличению ширины шва, полученный стык не рассчитан на приложение нагрузок. Соединение относится к категории мягких, но понижение температуры нагрева способствует исключению вероятности отжига медных деталей в процессе соединения.
Технология используется при соединении магистралей диаметром от 6 до 108 мм, запрещается паять легкоплавкими припоями магистрали для подвода газа. При обустройстве медных каналов для отопления следует учитывать, что припои допускают прокачку теплоносителя температурой не выше 130°С.
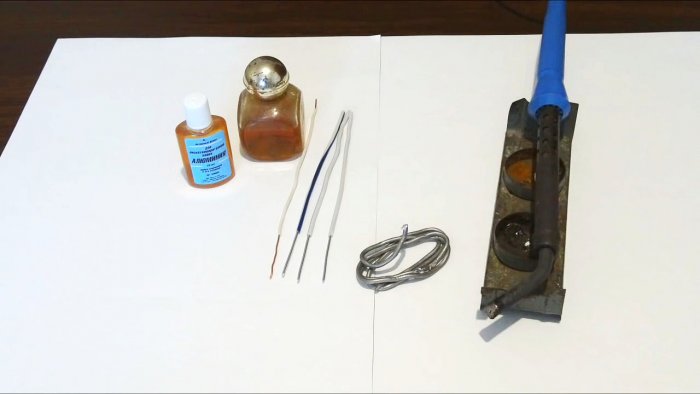
Необходимые инструменты и материалы
- обычный паяльник мощностью 40 Ватт;
- нож для снятия изоляции и зачистки проводов;
- флюс для пайки алюминия (Ф-61А, Ф-59А, Ф-64 и др);
- раствор канифоли в ацетоне или спирте;
- свинцово – оловянный припой;
- обрезки алюминиевых и медных проводов сечением 2,5 – 4 кв. мм.
Понадобится для пайки
Для пайки понадобится всего навсего три вещи:
- Наждачная бумага.
- Припой с жилой канифоля внутри (или обычный припой с отдельной канифолью) — http://alii.pub/5l1kkw
- Любое минеральное машинное масло (синтетическое тоже сгодится).
Флюсы и припои
Хорошее качество коммутации можно обеспечить как мягкими, так и твердыми припоями для медных труб.
При использовании низкотемпературных материалов прочность соединительных швов несколько снижается, зато используемый при этом температурный режим не нарушает целостности меди. Как правило, на 95% эти припои состоят из олова. Особенно востребованы вещества, содержащие определенную долю серебра.
Высокотемпературную пайку осуществляют с помощью твердого медно-фосфорного припоя (доля фосфора составляет примерно 6%), поступающего в продажу в виде прутков.
Под флюсом понимается специальный состав в виде жидкости или пасты, благодаря которому расплавленный материал затекает внутрь соединения. Это достигается за счет улучшения адгезии припоя к трубе и созданию защиты для соединительного шва от проникновения в него воздушных пузырьков. В данном случае разрешается использование любого флюса для меди. Они обычно изготовляются на основании хлорида цинка или буры.
Некоторые данные по расходным материалам
В качестве расходных материалов в подобной работе используются:
- флюс;
- припой;
- соединительные фитинги.
Стоит разобраться с этими материалами более подробно.

Использование флюса для пайки меди
Флюсом называют различные вещества или их соединения, способные удалить с металлической поверхности различные загрязнения, жиры и оксидную плёнку. В качестве флюса чаще всего используют канифоль или паяльную кислоту, которую можно изготовить в домашних условиях. Для этого необходима обычная серная кислота и цинк. Цинковые таблетки постепенно добавляются в соляную кислоту, с которой вступают в реакцию. О том, что кислота готова к работе, можно узнать по прекращению реакции, называемой травлением.
Различные варианты флюсов – аммиак слишком едкий и лучше от него отказаться
Иногда может возникнуть ситуация, когда под рукой отсутствует какой-либо флюс. Если поблизости есть сосновые доски или ещё лучше деревья, вполне может выручить обычная смола, которая также способна снять окисел и иные загрязнения.
Наиболее оптимальный флюс – это канифоль
Припой для пайки меди и из чего он состоит
Припой – состав с невысокой температурой плавления, способный максимально уплотнить соединение. Обычно это сплав олова и свинца. Причём чем меньше в составе свинца, тем легче будет проходить процесс пайки. В настоящее время довольно популярны стали припои в форме проволоки, внутри которой уже имеется флюс. При работе с ними не требуется предварительная обработка элементов кислотой или канифолью.
Этот припой сразу изготавливается с флюсом, дополнительной обработки поверхности не требует
Фитинги и их применение при пайке
При необходимости пайки медных труб систем водоснабжения или отопления применяются фитинги. Это вспомогательные элементы, обеспечивающие простоту соединения, ответвления или поворота магистральных труб. Более полно пайка медных труб будет рассмотрена ниже.
Фитингов для пайки существует огромное множество
Приступаем к пайке
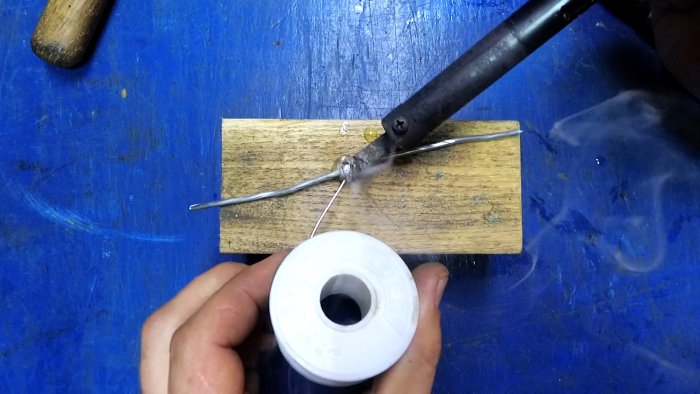
Начнём работу с пайки скрученных алюминиевых проводов. Перед тем, как скрутить провода, нужно убедиться в том, что поверхность алюминиевых жил чистая. В противном случае нужно зачистить провод ножом. Поверхность провода должна быть светло – серебристой, а не тёмно – серой.
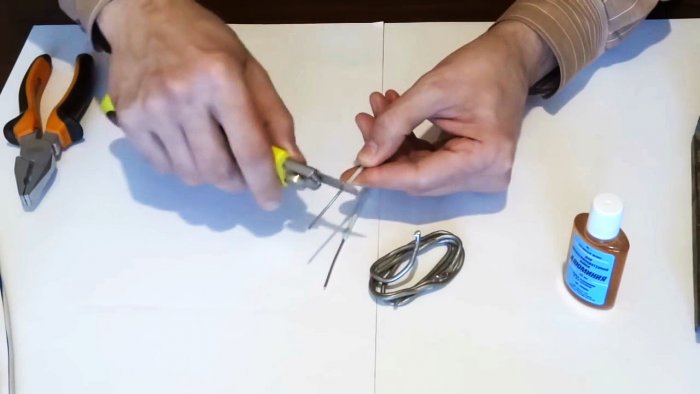
Делаем скрутку плоскогубцами.
Для пайки алюминия применяем специальный флюс. Он может иметь конкретную марку Ф-61А, Ф-59А, Ф-64 и др, или же просто называться «флюс для пайки алюминия». Флакончик объёмом 25 мл стоит приблизительно 45 рублей и его хватит надолго.

С помощью кисточки наносим флюс тонким слоем на скрутку со всех сторон.
Разогретое до рабочей температуры жало паяльника смачиваем припоем, слегка дотронувшись до него. Поглаживая скрутку рабочей поверхностью жала, наносим на неё припой.
Припой и алюминий похожи цветом, но это не мешает наблюдать, как припой растекается по поверхности проводов, заполняя щели между ними. Перебарщивать с количеством припоя не стоит, достаточно тонкого слоя на поверхности алюминия, застывших капель следует избегать.
Пайка медной скрутки

Медные скрутки я паяю таким же способом, только флюсом в этом случае служит раствор канифоли в ацетоне. Готовлю я его следующим образом. Во флакончик заливаю около 30 мл ацетона и постепенно засыпаю в него канифоль, предварительно измельчённую в порошок. Перемешиванием добиваюсь полного растворения канифоли. В результате раствор должен приобрести цвет некрепкого чая. Наношу флюс также кисточкой, расход канифоли при этом мизерный, а благодаря текучести ацетона раствор проникает в самые мелкие щели. Если использовать нерастворённую канифоль, получается не так аккуратно, её излишки потом приходится удалять.

Скрутка из медного и алюминиевого провода
При монтаже электропроводки выполнять непосредственное соединение проводов с токоведущими жилами из меди и алюминия запрещено. В результате электрохимических процессов на границе соприкосновения этих металлов образуется окисная плёнка, которая увеличивает переходное сопротивление. Присутствие влаги активизирует протекание реакции. В результате переход начинает нагреваться, что ещё более ускоряет процесс коррозии. Медь с алюминием соединяют через третий металл. Обычно применяют болтовое соединение с установкой между проводами стальной шайбы, либо специальные зажимы, исключающие непосредственный контакт проводов.

При необходимости произвести соединение проводов с медной и алюминиевой жилой, я поступаю следующим образом.

Медные и алюминиевые провода, которые требуется соединить, я предварительно облуживаю, то есть, покрываю тонким слоем припоя.

При этом для каждого металла использую свой флюс, а припой применяю один и тот же. После этого я скручиваю провода и пропаиваю скрутку снаружи. В результате медный и алюминиевый провод соединяются через слой разделяющего их припоя. Олово и свинец, входящие в состав припоя химически нейтральны к меди и алюминию, что исключает протекание электрохимической коррозии. Наружный слой припоя, нанесённый на скрутку, герметизирует контакт и защищает его от внешних воздействий.

Иногда можно услышать мнение, что пайка скруток несёт в себе потенциальную опасность. Считается, что при перегреве скрутки припой плавится и, капая, повреждает изоляцию других проводов. Давайте разберёмся с этим.
Сама по себе скрутка, тем более пропаянная, обеспечивает площадь электрического контакта, в разы превышающую сечение основного провода. А это значит, что при перегрузке электропроводки, нагревание скрутки будет наименьшим. В этом случае будет происходить перегрев провода по всей его длине, что может привести к оплавлению изоляции гораздо раньше, чем к расплавлению припоя. Причиной возникновения подобной ситуации является не наличие скрутки, и не её пайка, а отсутствие автоматического выключателя или неправильный его выбор. Что же касается «разрушительного» действия расплавленного припоя, то в процессе пайки вы можете убедиться, что случайно упавшие с жала паяльника его капли не прожигают даже газету на столе.
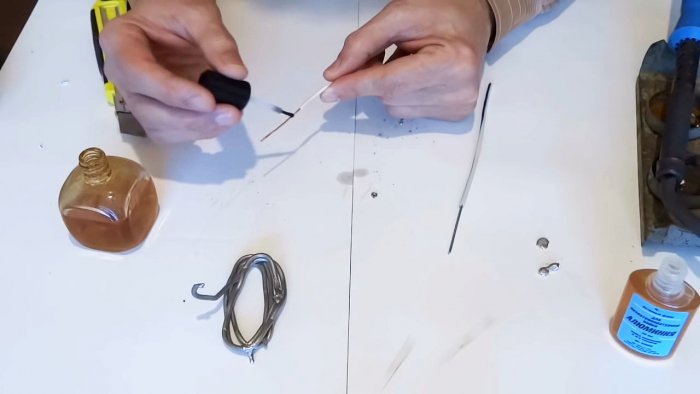
Паяем алюминиевые провода в домашних условиях без специального флюса
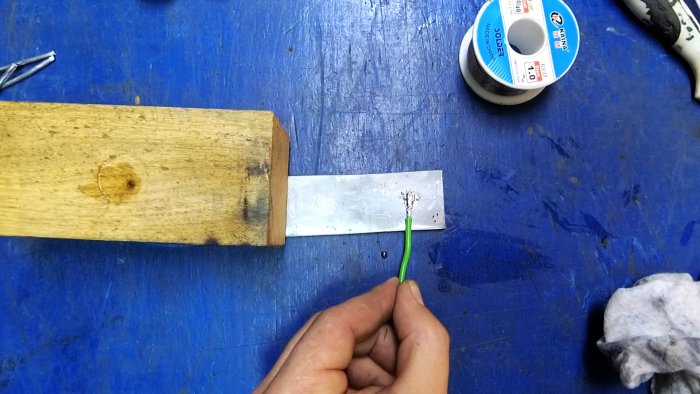
Зачищаем алюминиевые правда в месте пайки при помощи наждачной бумаги. В данном случае заодно снимаем лаковую изоляцию.

Наждачка сделает микроцарапины на месте пайки, что будет способствовать ее надежности.Макаем кончик проволоки в масло.

Лудим хорошо разогретым паяльником. Только не перегретым, а разогретым, иначе масло быстро испарится, а оно выступает в роли флюса и не дает кислороду попасть в центр пайки.

Секрет заключается в том, что во время лужения необходимо жалом паяльника скоблить провод. Это удалит оксидную пленку и припой прилипнет к алюминию.

Далее лудим второй провод и спаиваем их вместе.

Все очень просто.

Вы можете испытать пайку на разрыв и убедиться в ее надежности.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
- Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Как сделать заказ
Процесс оформления заказа в компании «Промхолод-Торг» схож с покупкой в любом интернет-магазине. Все, что вам нужно сделать – добавить товар в корзину и приступить к оформлению доставки. Учитывайте, что минимальная сумма заказа – 1000 рублей.
Доставка осуществляется точно в срок, укажите адрес и желаемое время доставки при оформлении заказа.
Наши преимущества
Компания «Промхолод-Торг» предлагает клиентам припой высокого качества. В каталоге представлены разные варианты товара, что дает вам возможность подобрать тот, который подойдет к конкретной модели оборудования и типу труб.
Наши главные преимущества:
- индивидуальный подход к клиенту. Вы можете написать нам и получить нужную информацию о товаре, а также получить помощь в подборе подходящих запчастей;
- широкий ассортимент и регулярное пополнение каталога. Вы всегда найдете то, что вам нужно;
- дополнительные услуги мастеров компании. Если вам нужна установка запчастей или проведение пуско-наладочных работ, вы можете обратиться к нашим специалистам.
Наш главный приоритет – высокое качество оборудования и оказание поддержки покупателю на всех этапах – от выбора товара до его установки. Чтобы сделать заказ, поместите нужные товары в корзину и переходите к оформлению доставки.
Что понадобится в процессе?
Для выполнения качественных соединений понадобятся специальные материалы и инструменты. Прежде всего, для обработки предварительно очищенной поверхности деталей понадобится флюс. Он удаляет с основания оксиды, улучшает растекаемость расплавленного припоя и снижает поверхностное натяжение.
Кроме этого понадобится еще и припой для работы с медью. Для высокотемпературной сварки выбирается материал, в состав которого не входит свинец. На упаковке должна быть надпись «lead free» или «без свинца».
Для низкотемпературной пайки подбирается легкоплавкий припой, в котором может присутствовать олово, медь, висмут, серебро. Припой низкотемпературного типа выпускается в виде 3-мм проволоки.Флюс подбирается исходя из типа пайки. В продаже можно найти широкий ассортимент таких составов в удобной упаковке со специальной кисточкой
Для работы понадобятся инструменты. Прежде всего, труборез. С его помощью можно будет нарезать детали нужного размера. Важно выбирать инструмент высокого качества, чтобы мягкий материал, которым является медь, не заминался.
Потребуется и фаскосниматель, чтобы снять заусенцы. Иначе будет невозможно вставить одну деталь в другую. Для зачистки внутренней поверхности труб так же используется щетка или ершик.Еще один необходимый инструмент – труборасширитель. С его помощью можно будет увеличить диаметр одной из соединяемых деталей, что необходимо будет сделать, поскольку трубы имеют одинаковое сечение
Для нагрева медных элементов используют разные инструменты. Чаще всего для низкотемпературной пайки выбирают газовую горелку, имеющую узконаправленное пламя.
Газовое оборудование в этом случае работает от баллона со смесью пропана и бутана или с чистым бутаном. Одной такой заправки хватает на 3-4 сотни стыков.
Прибор работает эффективно, при нагреве горелкой труба разогревается за несколько секунд. Высокотемпературная пайка осуществляется при использовании газовых смесей пропан-кислород либо ацетилен-воздух.
Кроме того, пайка может осуществляться с помощью специального электрического паяльника, предназначенного для работы с деталями из меди. Устройство способно работать и с твердым, и с мягким припоем. Паяльник подключается к сети и используется там, где работать с открытым огнем невозможно. Устройство оснащается прижимными клещами и съемными электродами.
Помимо этих инструментов для монтажа трубопровода понадобится маркер или карандаш, рулетка, молоток и строительный уровень.
Качественное соединение деталей из меди выполняется только при наличии опыта. Новички нередко допускают следующие ошибки:
- Соединяются элементы с поверхностными дефектами, нередко возникающими при раскрое. Пайку нельзя выполнять поверх изъянов, так как не удастся получить прочный шов.
- Полностью не удаляются все загрязнения с места, где выполняется стык. Подготовка соединяемого участка включает очистку и избавление от жира.
- Детали недостаточно нагреваются, поэтому припой плохо соединяется с трубопроводами элементами. Целостность созданного шва легко нарушается даже при незначительном воздействии.
- Создается соединение недостаточной ширины. Его величина должна быть 7-50 мм, если стыкуются трубы, у которых диаметр составляет 6-108 мм.
- Поверхности элементов не полностью покрываются флюсом. Это не позволяет удалить с деталей все окислы. Поэтому создается не качественный шов.
- Сегменты перегреваются при соединении. Происходит выгорание флюса и образование окалины.
- Шов проверяется раньше времени. Операцию необходимо выполнять только после его остывания, иначе произойдет деформация соединения, что отрицательно скажется на прочности стыка.
Мастера хорошо знают все возможные ошибки. Многие из специалистов даже столкнулись с ними на практике в начале своей карьеры. Чтобы уменьшить вероятность ошибочных действий, рекомендуется первую пайку медных труб выполнять под наблюдением профессионала.
Как правильно паять медные трубы большого диаметра знают не все. В целом весь процесс работы не отличается от работы с другими объемами.
Как спаять медную трубу (для начинающих).
Только при высокотемпературной пайке таких изделий припой подводят к двум расположенным противоположно точкам на трубе. Как с этим, так и с другим видом пайки может справиться каждый.
Изоляция патрубков в обогревательной сети
Изоляцию труб в обогревательной сети проводят с целью снизить тепло потери. Не изолированные медные патрубки в пять раз повышают потери тепла, так, как данный металл отличается высокой тепло проводимостью.

При таких условиях радиаторов требуется меньше. Но, если они идут в закрытой прокладке, то им требуется тщательная изоляция. Иначе теплоноситель будет передавать свое тепло стенам.
При вопросе, как заизолировать медные трубы отопления, скрытые в монолит (пол, стенки), все можно решить следующим образом. Их от механических повреждений, вызванных скачками температуры носителя тепла, отлично защитит гофра.
Водопроводная система из меди
Узнать, как паять медные трубы для водопровода, пытаются многие. В силу интенсивного использования водопроводная трубомагистраль быстро изнашивается, чего нельзя сказать о трубомагистрали из меди. Такой водопровод будет служить вечно.
Для соединения водопроводной системы из медного трубопроката применяют капиллярный метод спайки (низкотемпературную и высокотемпературную).Ошибки при пайке с данными стройматериалами для водопроводной трубомагистрали приводят к их коррозии. Она появляется в тех местах, где разрушается пленка-защита, которую образует хлорное окисление.
Виною этого становится хлор, который содержит вода. Чтобы не возникло такой коррозии необходимо:
- не допускать, чтобы припой попадал при пайке в середину стыка;
- приобретать изделия у проверенного изготовителя;
- использовать фильтры для воды.
Медная труба для кондиционеров
Данный вид трубопрокатного сортамента используют при установке сети кондиционирования воздуха, состоящей из внутреннего и наружного блока.
Халдаген при этом транспортирует два патрубка из меди разного диаметра. Заготовка меньшего диаметра транспортирует жидкий фреон, а другая – газообразный фреон.
Этот металл в данной ситуации выбрали не просто так, она отличается высокой устойчивостью при контакте с фреоном.
Такие патрубки от кондиционеров отлично поддаются пайке. Для припоя рекомендуют фосфорно-медный и серебряный вид. А сами агрегаты демонстрируют высокую устойчивость относительно растяжения.
Если коротко описать, как паять медные трубы для кондиционеров, то это будет выглядеть так:
- Вначале избавляются от оксидной пленки. Делают это шлифовочной шкуркой.
- После этого на очищенные участки наносится флюс.
- Фитинг состыкуется с трубой. При этом нельзя забывать о полумиллиметровом зазоре.
- Место стыка прогревается при температуре почти в триста градусов. Нагрев осуществляют газовой горелкой. Делают это равномерно, плавно перемещая пламя вдоль конструкции.
- После тога как окончили паять, обязательно необходимо промыть систему, иначе остатки флюса спровоцируют коррозию металла, а это повлечет за собою поломку кондиционера.
Подробнее о капиллярной пайке
Чаще всего в бытовых условиях медные трубопроводы организовываются с помощью капиллярной пайки. Сутью этого метода выступает так называемый капиллярный эффект, предусматривающий возможность поднятия жидкости (жидкого припоя) при помощи адгезии. Главным условием является то, чтобы смоченные стенки были разделены небольшим расстоянием.

Организация стыковочного узла для медных труб в бытовых условиях осуществляется с помощью специальных фитингов для пайки или раструбных утолщений. Раструбный способ считается более надежным, так как речь в таком случае идет о создании всего одного стыка. Исходя из этого, если есть возможность, вместо фитингов рекомендуется использовать раструбные соединения.
Порядок подготовки раструбов
Обрезка труб по размеру осуществляется вальцовочным труборезом. Важно добиться строгой перпендикулярности торцевых срезов по отношению к центральной оси.
Далее снимают фаску с обоих концов. Для этого потребуется наличие особенного приспособления – фаскоснимателя. Дальнейшая зачистка внутренних и наружных поверхностей соединяемых труб реализуется медной щеткой.
Вставив один из отрезков трубы в тиски, производят его развальцовку, чтобы добиться свободного погружения в него второго отрезка. Для этой цели используется специальный труборасширитель соответствующего диаметра.
Результатом развальцовки является обустройство раструба на одном из концов медной трубы. Тестирование уровня его готовности по ходу процедуры проводится периодическим погружением другого, гладкого конца.
Применение паяльного аппарата
Кроме уже упомянутого трубореза, фаскомнимателя и расширителя труб, для проведения пайки медных труб потребуются и некоторые другие инструменты. Речь, прежде всего, идет о паяльнике. Благодаря этому аппарату на соединяемом участке создается высокотемпературная зона для разогрева труб и припоя.
Как правило, функция паяльника выполняется специальной газовой горелкой.
Для процедуры, где используется мягкий припой, вполне сгодится компактное ручное приспособление, работающее на пропане. Как правило, такие аппараты комплектуются газовыми баллонами одноразового типа, прикрепленными на рукоятку. Несмотря на небольшие габариты, горелки данного типа способны обеспечивать нагревание до +1100 градусов: для работы с мягким припоем этого вполне достаточно. При покупке рекомендуется выбирать модели с пьезорозжигом, что заметно упрощает проведение пайки.
Держатели газовых горелок ручного типа оснащаются регулировочным вентилем, позволяющим корректировать длину пламени. Этот же вентиль позволяет прекращать подачу газа по окончанию работы. Назначением обратного клапана является перекрывание подачи топлива, если пламя затухнет.
Другие необходимые материалы
Припой реализуется прутками или проволокой с более низкой температурой плавления по сравнению с медью. Это дает возможность соединять медные трубы методом плавления.
Для пайки потребуется щетка со стальным ворсом. С ее помощью трубы и фитинги зачищают для последующего соединения. Щетку можно заменить мелкозернистой наждачной бумагой.
Не обойтись без флюса для пайки и кисти (чтобы наносить флюс). Еще потребуется огнеупорная прокладка, молоток, тиски, рулетка.
Сборка самодельной газовой горелки
Правильно собранная самодельная газовая горелка может заменить покупную при небольших объемах работ. Для изготовления инструмента своими руками нужны следующие детали:
- латунная трубка Ø 15 мм;
- деревянные бруски для ручки;
- кусок латуни для форсунки;
- регулировочный вентиль.
Латунную трубку следует вставить в ручку перпендикулярно, если она ровная. Согнутая монтируется в одной оси с рукояткой. Сверло должно иметь диаметр Ø 15 мм. Им просверливается отверстие в деревяшке, трубка вставляется и фиксируется эпоксидной смолой.
Отверстие форсунки должно быть 0,1 мм. Его следует просверлить сверлом 0,2–0,3 мм. Затем деталь зажимается в тиски, и торец клепается легкими ударами, пока отверстие не сузится до нужного размера. На другой стороне нарезается резьба для ввинчивания в трубку.
На трубке, возле ручки устанавливается регулировочный винт. На конце нарезается резьба для присоединения штуцера или шланга газового баллона.
Форсунку можно сделать из обычной иглы для инъекций. Она изготовлена их высоколегированной нержавейки и выдержит высокие температуры. Нужно сделать переходник для крепления иглы к трубке. Скошенный кончик сточить, сделать ровным, чтобы факел пламени горел прямо.
Электрохимическая коррозия
При этом алюминий и медь не совместимы гальванически. Если вы их соедините напрямую, это будет что-то вроде мини батарейки.
При прохождении тока через такое соединение, даже при минимальной влажности, происходит электролизная химическая реакция. Проблемы обязательно рано или поздно себя проявят.
Окисление, ослабление контакта, его дальнейший нагрев с оплавлением изоляции. Переход в короткое замыкание, либо отгорание жилы.
К чему может в итоге привести такой контакт, смотрите на фото.
Как же сделать такое соединение грамотно и надежно, чтобы избежать проблем в будущем.
Вот несколько распространенных способов, которые применяют электрики. Правда не все они удобны для работы в монтажных коробках.

Рассмотрим подробнее каждый из них и выберем наиболее надежный, не требующий последующего обслуживания и ревизий.
Работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
Аккуратная и качественная пайка – залог долговечности соединения
Как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
Иногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
Спаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
Иногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
Сложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Заключение
Выполняя пайку, соблюдайте элементарные правила техники безопасности. Работа с электрическим паяльником сопряжена со следующими опасностями:
- поражение электрическим током в случае его неисправности (пробоя фазы на корпус и жало паяльника);
- возможность получения ожога (температура плавления свинцово – оловянных припоев составляет около 200°С).



