

- Разные паяльные флюсы и моток припоя
- Примеры флюсов:
- Планета Электрика
- История и структура
- Обучение и консультации
- Официальный сайт
- Поставщики и бренды
- Доставка
- Описание продукта
- Официальный дилер Telwin
- Цена
- Сварочный полуавтомат Telwin TECHNOMIG 210 DUAL SYNERGIC
- Синергетический режим
- Особенности
- Почему Telwin TECHNOMIG 210 DUAL SYNERGIC лучше купить в Тиберис
- Типы сварочных газов
- Инертные газы
- Реактивные газы
- Газы, используемые при сварке
- Другие газы
- Сварочные процессы
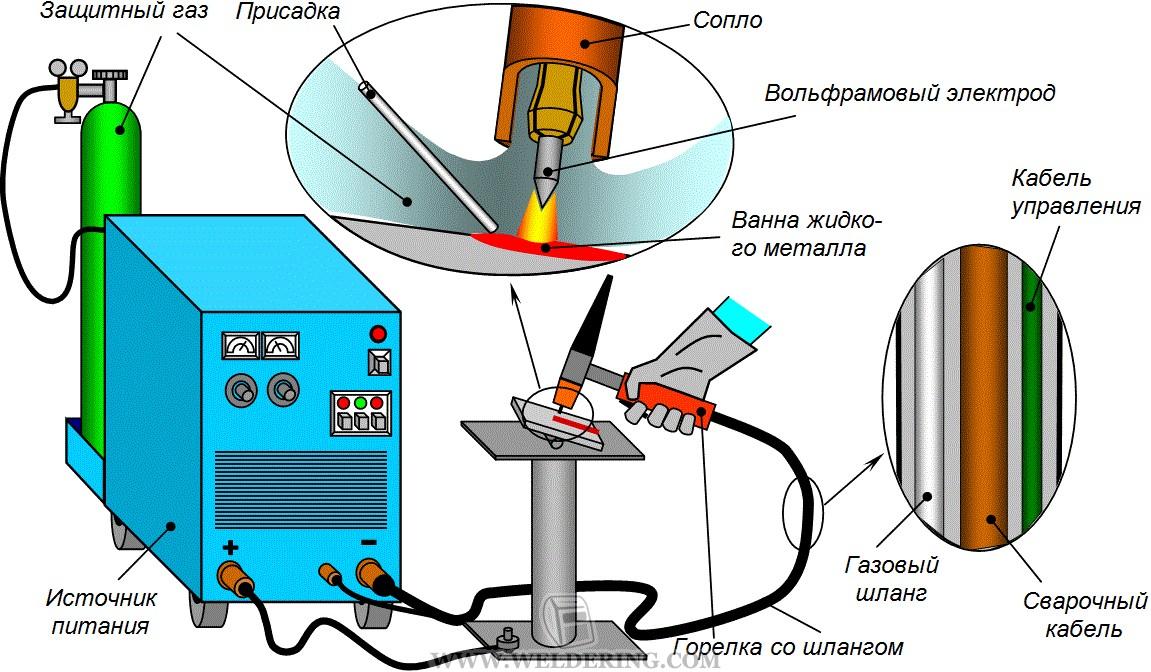
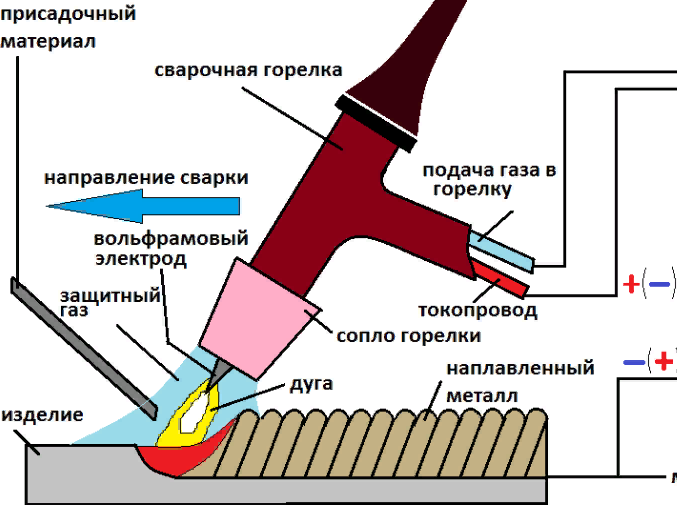
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
- Дуговая сварка металлическим газом (GMAW)
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
- Дуговая сварка порошковой проволокой (FCAW)
- Где применяется полуавтоматическая сварка
- Технология полуавтоматической сварки
- Сварка полуавтоматом в защитной газовой среде
- Применение полуавтоматической сварки без газа
- Применение полуавтоматической сварки для цветных металлов
- Полуавтоматическая сварка при работе с нержавеющей сталью
- Эффективное применение полуавтоматической сварки
- Флюсы для пайки припоями типа ПОС
- Флюсы для алюминиевых сплавов
- Флюсы для пайки нержавеющих сталей
- Виды сварочных газов
- Технология сварки с использованием газов
Разные паяльные флюсы и моток припоя
В зависимости от технологии, флюс может использоваться в виде жидкости, пасты или порошка. Существуют также паяльные пасты, содержащие частицы припоя вместе с флюсом; иногда трубка из припоя содержит внутри флюс-заполнитель. Остатки разных флюсов могут быть как диэлектриками, так и проводить электричество.
В случае электросварки флюс обычно наносится на поверхность сварочного электрода в качестве покрытия. Иногда добавляется в зону сварки в виде порошка.
Примеры флюсов:
- Паяльная кислота
- Жидкая канифоль
Планета Электрика
Планета Электрика — это крупнейшая российская торговая сеть, специализирующаяся на продаже электротехнического оборудования.
История и структура
Более чем за 30 лет выработали продуктивную систему функционирования, которая отличается высокой эффективностью и надежностью. В главном распределительном центре находится более 45 тысяч наименований электротехнических товаров, и за рабочие сутки терминалы обрабатывают более ста тонн продукции. Это возможно благодаря действию системы управления складом (WMS), что позволяет оптимизировать работу компании.
Обучение и консультации
Планета Электрика также заботится о своих сотрудниках, проводя регулярные обучающие тренинги, семинары и сессии. Благодаря этому наши специалисты могут легко оказать клиентам информативные консультации о продукции, подобрать оптимальный товар на основе потребностей покупателя и улучшить качество обслуживания.
Официальный сайт
Официальный сайт торговой сети постоянно совершенствуется, улучшая свой функционал и качество. Сегодня в каталоге товаров широчайший ассортимент из 600 000 позиций, удобная система аналогов и индивидуальная работа с каждым клиентом. Оформление заказов происходит в минимальные сроки с удобным для Вас местом выдачи.
Поставщики и бренды
Всегда ответственно подходим к выбору поставщиков, сотрудничая только с проверенными и надежными компаниями, что позволяет нам предоставлять высококачественную продукцию. Мы работаем с такими известными брендами, как Schneider Electric, Legrand, EKF, DKC, VARTON и многими другими. Благодаря этому мы можем гарантировать нашим клиентам высокий уровень качества и надежности нашей продукции.
Доставка
Понимаем, что для наших клиентов важна не только качественная продукция, но и быстрая и удобная доставка. Мы предлагаем несколько вариантов доставки: самовывоз из наших магазинов, доставка по городу и регионам России. Стараемся сделать процесс доставки максимально удобным.
Планета Электрика — ваш надежный партнер в мире электротехники.
Описание продукта
Мы ценим ваше доверие и всегда стремимся предоставить лучший сервис и качественную продукцию. Готовы ответить на любые вопросы, связанные с нашей продукцией и услугами, и помочь в выборе наиболее подходящего товара. С нами покупки электротехнического оборудования становятся легкими и приятными.
Официальный дилер Telwin
Мы являемся официальным дилером бренда Telwin.

Цена
Розничная цена с НДС: 136 300 руб. Нашли цену ниже? Предложим еще дешевле!
Сварочный полуавтомат Telwin TECHNOMIG 210 DUAL SYNERGIC
Сварочный полуавтомат Telwin TECHNOMIG 210 DUAL SYNERGIC предназначен для сварки MIG/MAG сплошной или порошковой проволокой, TIG сварки на постоянном токе и MMA сварки покрытым металлическим электродом.
Синергетический режим
После настройки параметров, сварочный аппарат автоматически устанавливает оптимальные рабочие условия на основе различных синергетических кривых. Пользователю достаточно указать толщину материала для начала сварки (технология OneTouch).
Особенности
- Поджиг дуги касанием
- OneTouch технология
- ММА сварка
- Сварка сплошной и порошковой проволокой
- TIG сварка на постоянном токе
Почему Telwin TECHNOMIG 210 DUAL SYNERGIC лучше купить в Тиберис
- Широкий выбор продукции
- Качественный сервис
- Гарантия на товар
Типы сварочных газов
Сварочные газы играют важную роль в процессе сварки. Они делятся на две категории: инертные и химически активные.
Инертные газы
Инертные газы не изменяются при контакте с другими веществами и позволяют проводить сварку без примесей, ослабляющих сварной шов.
Реактивные газы
Реактивные газы вызывают изменение состояния материала в процессе сварки, улучшая способ соединения материала.
Вот некоторые типы сварочных газов:
- Аргон
- Гелий
- Кислород
- Углекислый газ
- Ацетилен
- Пропан
Защитный газ играет важную роль в сварочном процессе, предотвращая образование пузырьков воздуха в сварочной ванне и защищая ее от загрязнителей.
Для более подробной информации о продукции и услугах обращайтесь к нашим менеджерам. Спасибо за доверие!
Большинство защитных газов инертны, что делает их идеальными для защиты сварочного процесса. Они остаются стабильными во время процесса сварки и способствуют сварке несколькими способами, включая повышение текучести, лучшее проплавление, более гладкую поверхность валика и желаемые механические свойства готового сварного шва.
### Основные типы сварочных газов, используемых для защиты
#### Аргон (Ar)
Используется в основном при сварке нержавеющей стали и алюминия, аргон также работает на углеродистой стали со стабильностью дуги и непрерывным переносом металла от электрода сварочной ванны.
Аргон является лучшим выбором для сварки TIG и отличным защитным газом для сварки MIG. Купить баллоны для аргоновой сварки можно здесь.
#### Гелий (He)
Более дорогой, чем другие газы, гелий обеспечивает глубокое проникновение и увеличивает тепловложение. Несмотря на то, что при использовании одного гелия может быть трудно добиться стабильного зажигания дуги, он хорошо работает в смеси с аргоном, противодействуя его непостоянным стартовым свойствам.
#### Углекислый газ (CO2)
Наиболее распространенный защитный газ для сварки MIG, CO2 стоит меньше, чем аргон, но не обеспечивает такого же высокого качества сварных швов. Однако при смешивании с аргоном меньше разбрызгивания и лучше выглядят сварные швы.
#### Кислород (O2)
Кислород обычно смешивают с другими защитными газами, поскольку он изменяет текучесть расплавленного металла. Это также может ускорить процесс сварки и свести к минимуму разбрызгивание.
Газы, используемые при сварке
Азот (N)
Другой недорогой защитный газ, азот увеличивает проплавление сварного шва и стабильность дуги при смешивании с другими газами. Эти смеси также могут улучшать химические свойства сплавов, содержащих азот.
Водород (H)
При добавлении к аргону, водород обеспечивает более глубокое проплавление и более высокую скорость сварки. Смесь водорода, аргона и углекислого газа может улучшить проплавление сварного шва. Однако при неправильном использовании водород может вызвать пористость.
Другие газы
Следующие три реактивных газа используются при кислородно-топливной сварке и являются легковоспламеняющимися.
Ацетилен
Относительно дешевый и легко воспламеняющийся ацетилен соединяется с кислородом в качестве источника топлива при определенных видах сварки. Создавая горячее пламя, он может резать или сваривать большинство металлов.
Пропан
Не подходит для газовой сварки, пропан используется в основном для пайки после завершения процесса сварки. Пропан — легковоспламеняющийся и горючий газ, используемый во многих областях в качестве источника топлива.
Пропилен
Хотя пропилен не является чистым газом (он смешан с кислородом), он горит при значительно более высокой температуре, чем пропан и кислород, что делает его пригодным для неструктурной сварки, плавления, пайки и нагрева.
Сварочные процессы
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
GTAW, также известна как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой точный и универсальный метод сварки. Он обычно используется для сварки тонких металлических листов, нержавеющей стали и алюминия. В этом процессе для получения сварного шва используется неплавящийся вольфрамовый электрод, защищенный инертным газом, обычно аргоном. Точный контроль процесса сварки обеспечивает высокое качество и надежность сварных швов. Сварные швы могут выполняться в любом положении, включая горизонтальное и вертикальное. При этом процессе образуется минимальное количество брызг и дыма, что делает его более безопасным для сварщика.
Дуговая сварка металлическим газом (GMAW)
GMAW, также известная как сварка в среде инертного газа (MIG), представляет собой процесс полуавтоматической сварки, в котором для создания сварного шва используется электрод с подачей проволоки. Электрод защищен инертным газом, например аргоном, для предотвращения окисления. GMAW — это быстрый и эффективный метод сварки, что делает его идеальным для крупносерийного производства. Процесс относительно прост и может быть легко автоматизирован. Сварные швы, произведенные GMAW, прочные и однородные.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
SMAW — это метод ручной сварки, при котором для создания сварного шва используется электрод с покрытием. Электрод покрыт флюсом, который обеспечивает защиту от атмосферы и создает присадочный металл для сварного шва. Этот процесс обычно является предпочтительным вариантом для сварки в полевых условиях или когда проекты требуют сварки на месте. SMAW — это универсальный метод сварки, который можно использовать для широкого спектра материалов и в различных положениях. Этот процесс относительно прост и не требует источника питания, что делает его идеальным для удаленных или полевых работ. Процесс относительно медленный, что делает его менее эффективным для крупномасштабного производства. Сварщику приходится часто менять электрод, что может замедлить процесс сварки.
Дуговая сварка порошковой проволокой (FCAW)
FCAW – это метод сварки, в котором используется электрод с непрерывной подачей проволоки, заполненный флюсом.
Где применяется полуавтоматическая сварка
Вопросы, рассмотренные в материале:
Те, кто только начинает разбираться в способах металлообработки, собирается купить свой первый сварочный аппарат, часто спрашивают, где применяется полуавтоматическая сварка.
В общих чертах ответ на него звучит так: «Практически везде!».
Это универсальное оборудование, которое используется для соединения заготовок, изделий разной конфигурации из черных и цветных металлов, не требующее для работы на базовом уровне высокой квалификации.
Конечно, есть задачи, для которых полуавтомат не подходит. Больше о том, где и как применяется полуавтоматическая сварка, вы узнаете из нашего материала.
Технология полуавтоматической сварки
В среде профессионалов и сварщиков-любителей полуавтоматическая сварка является наиболее распространенным способом неразъемного соединения различных металлов. Часто полуавтомат можно увидеть как на станции технического обслуживания, в цехе машиностроительного предприятия, так и в гараже специалиста, занимающегося частным бизнесом по ремонту техники или оборудования. Процесс сварки полуавтоматом является более сложным, чем сваривание деталей при помощи обычного инвертора. Но если сравнивать с настройкой трансформатора, то он намного понятнее и проще в обслуживании.
Все, что нужно для сварки полуавтоматом, – это электродная проволока, баллон с газом и, соответственно, определенный опыт. Этого вполне достаточно, чтобы выполнять долговечные и качественные швы.
Полуавтомат представляет собой инверторный сварочный аппарат, используемый для MIG/MAG- и TIG сварки. Кроме этого он может оснащаться встроенным режимом сварки ММА. Его отличие от простого инвертора состоит в разнице функциональных возможностей. Инвертор применяется только с электродом и предназначается для ручной дуговой сварки. А для установки полуавтомата необходимы электроды, проволока и газ. Поэтому их возможности значительно больше, полуавтоматическую сварку можно применять при работах в среде защитного газа. Такая технология позволяет выполнять более надежные и качественные швы.
Рекомендуем статьи по металлообработке
Одним из важных направлений в совершенствовании электросварки является автоматизация сварочных процессов.
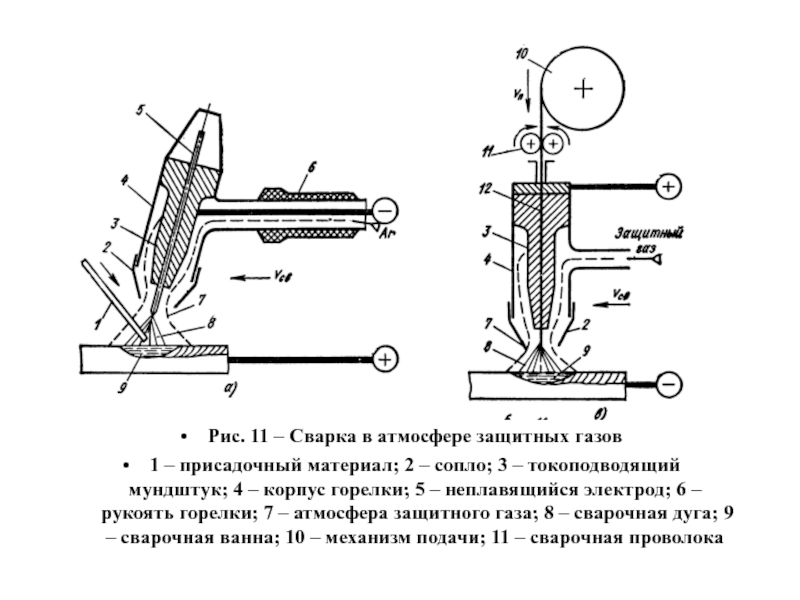
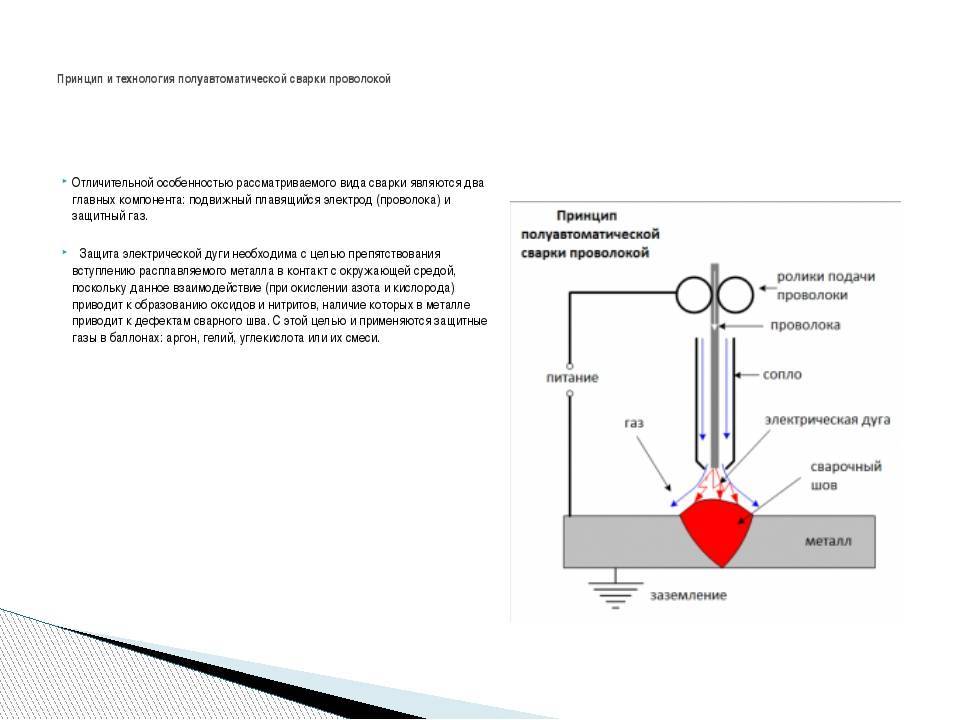
Принцип полуавтоматической сварки заключается в том, что подача проволоки к дуге автоматизирована, а передвижение дуги по шву производится вручную. Устройство работает в полуавтоматическом режиме, поэтому и появились выражения «полуавтоматическая сварка», «сварка полуавтоматом» и т. д.
Принцип действия сварки полуавтоматом является достаточно простым. С катушки, установленной в подающем механизме, в процессе сварки подается проволока в сварочную зону, так что необходимость постоянно менять электроды отпадает сама по себе, так же как и при ручном способе дуговой сварки. Электродная проволока и защитный газ подаются одновременно. Свариваемый металл и электрод находятся под напряжением, благодаря этому в газовом облаке возникает разряд, приводящий к возбуждению дуги. С ее помощью и происходит плавление металла и формирование шва.
Сварка полуавтоматом в защитной газовой среде
Есть несколько технологий полуавтоматической сварки, но метод с применением газа – один из самых популярных.

Могут применяться различные газовые смеси, но самыми распространенными являются гелий, углекислота и аргон. Два первых вида газа характеризуются экономичностью и небольшими ценами. Благодаря этому они приобрели большую популярность в различных производственных областях.
Важно! Основным предназначением газовой смеси является защита зоны сварки от окисления, которое происходит в момент взаимодействия с кислородом. Именно этот факт в большей степени и влияет на прочность и качество шва.
В случае использования углекислоты перед сваркой необходимо предварительно зачистить поверхности от краски, различных загрязнений и ржавчины. Это можно сделать с помощью щетки по металлу и наждачной бумаги.
Существуют следующие виды швов, которые применяются при полуавтоматической сварке в среде защитных газов:
Для сварки полуавтоматом с использованием углекислого газа нередко применяют режим переменного тока. Для этого перед началом процесса предварительно выполняют перенастройку полуавтомата с учетом свойств металла, предназначенного для сваривания.
Применение полуавтоматической сварки без газа
В наши дни наиболее популярной и перспективной становится сварка без применения газа.
Такая технология с применением полуавтоматической сварки осуществляется при помощи флюса, или сварочной порошковой проволоки, как ее еще называют профессионалы.
Флюсовая проволока представляет собой стальную трубку с находящимся внутри специальным порошком – сварочным флюсом, похожим по свойствам на обычное электродное покрытие. Флюс, представляющий собой зернистое сыпучее вещество, значительно улучшает процесс сварки и качество сварного шва.
При воздействии на флюсовую проволоку высокой температуры происходит сгорание флюса, благодаря чему в месте сварки возникает защитное газовое облако.При обычной электродной сварке происходит очень похожий процесс.
Большое преимущество такого метода заключается в том, что не надо переносить с собой с места на место газовые баллоны, при этом всегда есть большое многообразие материалов с разными химическими составами, с помощью которых можно обеспечить необходимые свойства дуги и изменить параметры шва.
Во время сварки полуавтоматом, так же как и при применении обычного электродного способа, происходит попадание шлака от сгоревшего флюса в сварочную зону.
Поэтому для герметизации сварочной поверхности необходимо поверх выполненного шва сделать несколько дополнительных.
Флюсовая проволока не обладает достаточной жесткостью, поэтому ее подачу к зоне нанесения шва необходимо производить с небольшими усилиями, чтобы не допустить изгиба шланга полуавтоматической сварки.
Необходимо учитывать, что порошковая проволока не может полностью заменить защитный газ. Качество произведенных швов будет хуже, так как свойства порошковой проволоки и газа различны. Такая проволока удобна для применения сварки в труднодоступных местах, к примеру, при работе на высоте. При возможности транспортировки сварочного баллона лучше использовать сварку с применением газа.
Применение полуавтоматической сварки для цветных металлов
Без точного исполнения требований технических условий и правильного подбора материалов и оборудования произвести качественную сварку цветных металлов или их сплавов довольно сложно.
1. Медь и ее сплавы.
При применении полуавтоматической сварки меди и ее сплавов (бронзы и латуни) на процесс оказывают сильное влияние завышенные показатели таких параметров, как:
Эти качества могут ухудшить прочность шва и прилегающей к нему области, а также привести к повышенной текучести металла и появлению трещин от его перегревания. Поэтому при полуавтоматической сварке меди и ее сплавов лучше всего применять сварочную проволоку с высоким содержанием вольфрама. Это значительно понизит испарение олова и обеспечит сохранность химического состава и физических свойств металла.
2. Алюминиевые и магниевые сплавы.
На поверхности изделий из таких сплавов присутствует слой тугоплавких окислов, препятствующих расплавленному составу в сварочной ванне смешиваться с основной структурой металла.
Часть такого трудноудаляемого слоя, представляющего собой шлаковые включения, может проникнуть в область шва, тем самым снизив его качественные характеристики.
Применение тока обратной полярности позволяет осуществить катодную зачистку деталей в зоне электрической дуги. Но такой прием удаляет слой окислов небольшой толщины. Именно поэтому необходимо перед сваркой пленку окислов с поверхности детали удалить при помощи зачистки или кислотного воздействия. Аналогичную операцию следует произвести и с поверхностью сварочной проволоки.
Для сплавов АКВ, АК6, АВ рекомендуется применять сварочную проволоку, включающую в состав около 5 % кремния, так как они предрасположены к возникновению горячих трещин в процессе сварки.
Сварку проводят с применением чистого аргона или при его сочетании с гелием.
Полуавтоматическая сварка при работе с нержавеющей сталью
Такую сварку производят в защитной среде аргона из-за высокой химической активности нержавеющих сталей при высоких температурах и в расплавленном состоянии.

Пониженная теплопроводность и электропроводность, а также повышенная литейная усадка нержавеющих сталей приводят к необходимости применения особых режимов сварки.
Сварку нержавейки производят проволокой полного сечения из высоколегированной стали, которая должна быть по составу аналогична материалу заготовки. При производстве ответственных деталей применяют проволоку из вольфрама.
Порошковую проволоку тоже можно применять при сварке нержавейки, но в этом случае без подачи защитного газа из баллона.
Функцию защитной атмосферы обеспечит углекислый газ либо аргон.
В некоторых случаях для снижения стоимости работ пользуются ацетиленом, но он является взрывоопасным, с ним работать могут только опытные сварщики.
Применение при полуавтоматической сварке порошковой проволоки позволяет производить процесс без газа, но при использовании такого метода требуется исполнитель высокой квалификации, кроме того, данный способ не рекомендуют использовать для сварки ответственных деталей.
При применении полуавтоматической сварки для нержавеющих сталей необходимо соблюдать следующие условия:
Подготовка поверхности металла:
Чтобы исключить перегревание места соединения, выбирают параметры рабочего тока на 15–20 % ниже тех значений, которые используются при сварке простых конструкционных сталей. Это связано с низкой теплопроводностью нержавеющих сталей.
Помимо этого, необходимо обеспечивать минимальные сварочные зазоры, достаточные для компенсации литейной усадки.
Эффективное применение полуавтоматической сварки
Необходимо следить, чтобы подача сварочной проволоки в зону дуги происходила именно с той скоростью, которая требуется для данного процесса. Это обеспечит стабильность сварки. При любом прерывании подачи проволоки произойдет обрывание дуги, что приведет к снижению качества шва и другим, еще более негативным последствиям, таким как прожог шва, оплавление наконечника электрода и другие дефекты и отказы работы оборудования.
Для гарантии качественной подачи перед работой необходимо проверить состояние ведущих роликов: на подающем должна присутствовать V-образная канавка, ширина которой обязана совпадать с диаметром проволоки. Необходимо убедиться в отсутствии износа и визуально проверить состояние ее поверхностей.
Часто при плохой подаче сварщики производят зажим ведущих роликов, но это приводит только к еще большему ухудшению подачи, а, возможно, и к деформации проволоки и к порче направляющего канала горелки.
В процессе сварки проволока проходит через горелку по направляющему каналу, который со временем загрязняется и изнашивается. По этой причине сопротивление подачи электрода возрастает, что может привести к полной остановке движения сварочной проволоки.
Чтобы этого избежать, необходимо следить за такими изменениями, а при смене направляющего канала следует быть особо внимательным, так как при несоответствии внешнего и внутренних диаметров или длины может появиться серьезное нарушение подачи.
Иначе говоря, если не учитывать такие моменты, то весь смысл замены приведет к «нулевым» результатам и хорошего качества сварки не добиться.
Чтобы преждевременный износ направляющего канала и загрязнение проволоки происходили намного реже, следует выбирать модели полуавтоматических установок с закрытым механизмом подачи. При таком подходе проволока будет намного лучше защищена от попадания влаги, пыли, окислений и т. д.
Необходимо упомянуть и про контактный наконечник горелки, предназначенный для подачи сварочного тока к электроду. Для выполнения сварки высокого качества необходимо использовать проволоку без всяких дефектов, а также следить за ее надежным контактом с наконечником и его степенью износа, при необходимости своевременно производить замену.
Подобные, на первый взгляд, мелочи, могут очень сильно отразиться на качестве сварного соединения, применяемого при автоматической сварке. Поддержание оборудования в хорошем состоянии станет залогом получения качественных деталей, а при плохом уходе будут постоянно возникать какие-нибудь неисправности и бракованные изделия.
Флюсы для пайки припоями типа ПОС
Основные требования к таким флюсам — низкий ток утечки и низкая коррозионная активность.
Простейшие флюсы такого типа создают на основе канифоли — например, растворы канифоли в спирте — этаноле либо других спиртах или спирто-бензиновой смеси, они подходят только для меди. Также часто применяются кислотные флюсы — разнообразные кислоты и их соли, но в связи с большой кислотностью, необходимо промывать место пайки. Даже такой флюс, как глицерин, после пайки необходимо смыть с печатной платы, так как он достаточно гигроскопичный (влагоемкий), чтобы под действием собранной им влаги место пайки быстро окислилось. Исключением является канифоль и её спиртовые растворы из-за того, что она покрывая поверхность также срабатывает как своеобразное нейтральное защитное покрытие.
Флюсы для алюминиевых сплавов
Хотя алюминиевые сплавы можно паять свинцово-оловянными припоями, лучшие результаты достигаются с многокомпонентными припоями, содержащими цинк, кадмий, висмут и другие металлы.
Применяется «бинарный» флюс: концентрированная ортофосфорная кислота (часто называемая просто фосфорной) — до побеления, затем 20%-я эвтектика (50 мол.%, а.и. 8:11,5) NaOH—KOH в глицерине.
Флюсы для пайки нержавеющих сталей
Полуавтоматические сварочные аппараты работают преимущественно с проволокой, которая не имеет защитной среды, в отличие от электрода. Но сварочная ванна в таком случае остается подверженной негативному влиянию кислорода из атмосферы. Из-за этого качество получаемого шва резко падает и соединение становится крайне ненадежным. Чтобы изолировать ванну от всего, что может ей навредить, следует использовать газ для сварки полуавтоматом. Он оказывается намного эффективнее, чем обмазка электрода, хотя и обладает более высокой стоимостью. Себестоимость процесса сварки оказывается более высокой, но газ позволяет работать практически со всеми металлами и заготовками любой толщины.
Углекислота для сварки полуавтоматом
Защитный газ для сварки полуавтоматом применяется во многих областях. Без него не проводится ни один сварочный процесс полуавтоматом, помимо тех, когда используется самозащитная проволока.
Чаще всего его используют профессионалы, так как применение полуавтомата относится больше к высококвалифицированной работе. Газ используется в мастерских по ремонту техники, автомобилей. Часто это применяется при сборке металлоконструкций из цветных металлов. Практически на всех производственных предприятий, где есть необходимость работы с металлом, имеются полуавтоматы, работающие с помощью газовой защитной среды. Здесь нет определенной привязки к модели самого аппарата.
Виды сварочных газов
Выбирая, какой газ нужен для сварки полуавтоматом, нужно знать его свойства. Это же касается и сварочной смеси для полуавтоматов.
Вне зависимости от того, какой газ нужен для сварочного полуавтомата, все разновидности обеспечивают ряд преимуществ для работы:
Критерии выбора конкретного газа для сварки зависят от того, какую температуру пламени он сможет обеспечить. Помимо этого, нужно учитывать теплотворную способность, которая отвечает за количество теплоты, образуемой газом. Существуют специальные таблицы с техническими характеристиками каждого вещества.
Для длительного хранения лучше выбирать готовые газы, а не добывать их при помощи генератора.»
Технология сварки с использованием газов
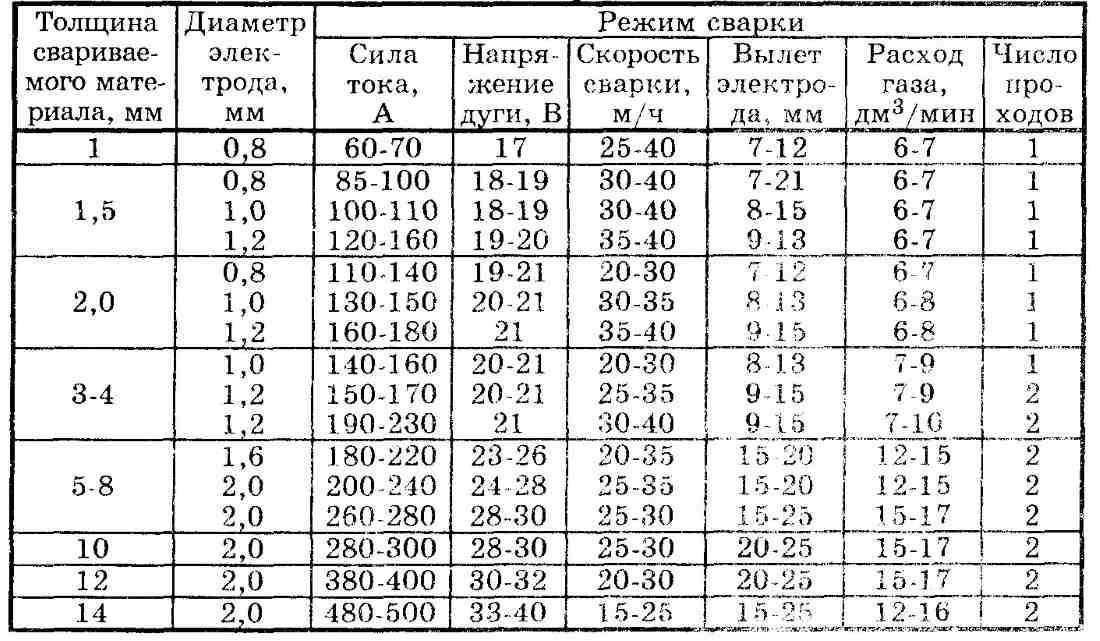
Вне зависимости от того, используется углекислота или сварочная смесь, технология из применения практически одинакова. По этой причине и режимы сварки также будут совпадать. Ниже представлена таблица режимов сварки в углекислоте:
Диаметр проволоки, ммТолщина детали, ммСварочный ток, АНапряжение, ВСкорость сварки, м/чВылет электрода, ммРасход газа, л/мин
Главной особенностью здесь является обеспечение техники безопасности для работы. Тут нужно проверять работоспособность всех компонентов. Клапан подачи газа для сварочного полуавтомата, а также другие детали, должны быть исправными. Газ используется для предварительного прогревания места будущей сварки, если того требует технология. Так как он не используется как основная температурная сила для расплавления основного металла и расходного материала, то температура горения здесь не слишком высокая. Во время работы он должен полностью покрывать сварочную ванну. После окончания сварки может потребоваться прогревание с постепенным остыванием.
Полуавтомат для сварки в углекислом газе используется очень часто в промышленности и частной сфере.
Для каждой области применения могут оказаться более уместными те или иные газы. Они необходимы для качественной работы и всегда должны присутствовать в арсенале любого специалиста. Помимо их свойств, мастер должен знать, как правильно хранить баллоны и как применять тот или иной газ. Несчастных случаев при использовании газов намного больше, чем при электросварке.
Поделиться в соцсетях



