

- Флюсы и припои
- ORL0
- ROL1 и ORL1
- Что нужно для пайки паяльником
- Канифоль и флюсы
- Пайка медных труб газовой горелкой
- Недопустимые ошибки
- Мифы о медных трубах
- Сфера применения
- Сборка самодельной газовой горелки
- Инструкция пайки медных труб и фитингов
- Измерение медной трубы и резка
- Развёртывание области отреза
- Очистка области пайки
- Применение флюса под припой
- Сборка медного узла
- Нагрев узла медного соединения
- Как применять припой?
- Охлаждение, очистка, тестирование
- Предварительная подготовка
- Очистка поверхности
- Раструбное утолщение
- ROM1
- Некоторые данные по расходным материалам
- Использование флюса для пайки меди
- Припой для пайки меди и из чего он состоит
- Фитинги и их применение при пайке
- Расходные материалы и инструменты
- Флюс и паяльная паста
- Припой и флюс
- Подставка для горячего паяльника
- Оплетка для удаления лишнего припоя
- Технология пайки медных труб
- § 19. Пайка металлов
- Вопросы и задания
- Задание
- Идеи творческих проектов
- Достоинства сварного метода соединения медных труб
- Горелка
- Сопутствующие материалы
- ROM0
Флюсы и припои
Хорошее качество коммутации можно обеспечить как мягкими, так и твердыми припоями для медных труб.
При использовании низкотемпературных материалов прочность соединительных швов несколько снижается, зато используемый при этом температурный режим не нарушает целостности меди. Как правило, на 95% эти припои состоят из олова. Особенно востребованы вещества, содержащие определенную долю серебра.
Высокотемпературную пайку осуществляют с помощью твердого медно-фосфорного припоя (доля фосфора составляет примерно 6%), поступающего в продажу в виде прутков.
Под флюсом понимается специальный состав в виде жидкости или пасты, благодаря которому расплавленный материал затекает внутрь соединения. Это достигается за счет улучшения адгезии припоя к трубе и созданию защиты для соединительного шва от проникновения в него воздушных пузырьков. В данном случае разрешается использование любого флюса для меди. Они обычно изготовляются на основании хлорида цинка или буры.
ORL0
Перестановка букв даёт нам припои с флюсом без канифоли — к таковым на российском рынке относятся «Изагри» ФР 544-2-Т1, а также припои Felder серии ISO-Core ELR.
Скажу честно — ISO-Core ELR однозначно является моим любимым припоем для ручной пайки вот уже много лет, вытеснив в этом качестве Asahi FC5005. Во-первых, в нём физически мало флюса, всего 1 %, соответственно, немного и остатков. Во-вторых, он обеспечивает великолепную паяемость чистых поверхностей. В-третьих, не оставляет чёрных горелых остатков.
ROL1 и ORL1
Встречаются довольно редко — например, теоретически есть «Изагри» ФРК 525-2-Т4 с активированной канифолью с добавлением галогенов, но практически в руках его держать не доводилось.
Впрочем, производители второго эшелона довольно часто указывают в качестве флюса «activated rosin» — что это значит и к какому классу относится, ROL1 или уже ROM, остаётся только гадать (а также не брать эти припои ни для чего, кроме ёлочных гирлянд и одноразовых поделок в радиокружке).
Что нужно для пайки паяльником
Помимо самого паяльника, вам понадобится припой, канифоль или флюс и, желательно, подставка. Вам также может понадобиться небольшой напильник и небольшие плоскогубцы.

Канифоль и флюсы
Для получения хорошего соединения проводов необходимо удалить загрязнения, в том числе оксидный слой. Если одножильные провода еще можно очистить вручную, то провода с жилами невозможно очистить должным образом. Обычно их обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, включая оксидный слой.
И канифоль, и флюсы работают хорошо, но флюсы проще в использовании — вы можете окунуть кисть в раствор и быстро обработать проводники. Нужно поместить проволоку в канифоль, а затем нагреть ее паяльником так, чтобы расплавленное вещество окружило всю поверхность металла. Недостаток использования флюса — если его оставить на проводниках (а это так), он будет постепенно разъедать прилегающее покрытие. Чтобы предотвратить это, обработайте все места пайки — смойте остатки флюса спиртом.

Флюсы для пайки медных проводов могут быть оловянно-свинцовыми припоями 60, оловянно-свинцовыми припоями 50 или свинцовыми припоями 40. Припои на основе цинка больше подходят для алюминия. Наиболее распространенными являются ЗО-12 и Р250А (из олова и цинка), марка А (цинк и олово с медью), СА-15 (цинк и алюминий).

Очень удобно использовать припой с канифолью (PIC 61). В этом случае нет необходимости предварительно обрабатывать каждый проводник отдельно в канифоли. Но лучше иметь мощный паяльник — 80-100 Вт. Он может быстро нагреть место пайки до необходимой температуры.
Для правильной пайки проводов требуется большее количество:
Паяльником удобнее управлять с помощью домашней или заводской подставки — это не имеет значенияФайл. Перед началом работы заточите наконечник паяльника. Она должна быть гладкой и чистой, без углеродистых отложений. Затем его легко припаять.

Наконечник паяльника должен быть заточен таким образом.Плоскогубцы. При пайке трудно удерживать провода пальцами, поскольку медь и алюминий обладают высокой теплопроводностью, что приводит к быстрому нагреву прилегающих участков. Поэтому паять провода паяльником удобнее, если держать их плоскогубцами. Только инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но неплохо было бы надеть на него термоусадочную трубку (там, где держатся пальцы) — сталь тоже быстро нагревается.

Пинцет — для удержания проводов на месте
Вам может понадобиться спирт, чтобы смыть флюс, и изоляционная лента или термоусадочные трубки разного диаметра. Это все материалы и инструменты, без которых пайка проводов невозможна.
Пайка медных труб газовой горелкой
Прежде всего, необходимо нанести флюс на концы соединяемых труб. Используйте кисточку и нанесите каплю флюса на внешнюю сторону трубы, которую вы хотите соединить с другой трубой. Нанесите флюс на всю глубину трубы.

Затем возьмите и аккуратно вставьте одну трубу в другую, насколько это возможно. После того как трубы соединены, можно зажечь газовую горелку и припаять их. Вы должны действовать быстро, потому что припой легко плавится.
Сначала флюс тщательно разогревается, а затем к нему подносится паяльный стержень. Когда припой начнет плавиться, убедитесь, что он равномерно распределяется по соединению, по возможности слегка поворачивая медные трубки. Необходимо следить за тем, чтобы в соединении не было зазоров и чтобы припой не свисал с соединения в виде застывших капель.

Недопустимые ошибки

Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому не забывайте контролировать края изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно не пропустить даже самый маленький участок поверхности, так как любой дефект может привести к плохому контакту.
Если какой-либо участок поверхности недостаточно нагрет, это приведет к слабому плавлению двух металлов. Перегрев может привести к выгоранию флюса и образованию окалины или оксида на паяном соединении, что влияет на надежность.
Мифы о медных трубах
Из-за незнания меди как материала для отопительного, водопроводного и газового оборудования современные российские потребители относятся к этому материалу с недоверием. Существуют два мифа:
- Медные водопроводные трубы, несмотря на их высокую цену, дороги и непрактичны. Непрактичность объясняется возможным окислением на внешней стороне труб, в то время как на внутренней стороне медные трубы также окисляются, но полностью устойчивы к коррозии. Более высокая стоимость медных труб может быть с лихвой компенсирована простотой монтажа и долговечностью материалов.
- Медные трубы опасны в сочетании с хлорированной водой. Конечно, медь вступает в реакцию с частицами хлора и окисляется, но пленка, образующаяся внутри труб, наоборот, защищает трубы от дополнительных химических воздействий и безопасна для человеческого организма.
Но с годами эти мифы были развеяны. Не случайно этот материал использовался в водопроводных системах тысячи лет назад, а в европейских странах медь до сих пор пользуется большим уважением.

Использование медных труб в домашнем водопроводе абсолютно безопасно.
Благодаря качеству материалов и простоте монтажа медные трубы для систем бытового водоснабжения являются наиболее предпочтительными и наверняка найдут новых поклонников в России.
Сфера применения
Область использования трубной продукции из медесодержащих сплавов весьма широка. А именно:
- жилищно-коммунальное хозяйство и частные собственники;
- строительство;
- энергетика;
- машиностроительная промышленность;
- приборостроение;
- производство бытовой техники.
Из них выполняют системы циркуляции охладителей в холодильном оборудовании и кондиционерах различных типов и мощностей. А также гидравлические масляные устройства. Медные трубки используют для обвязки технологического оборудования, для обустройства сетей водоснабжения и отопления. С их участием сооружают трубопроводы для перекачки топлива. Пригодны для применения внутри помещений и снаружи.
https://youtube.com/watch?v=C8P4GTbjZW4%3Frel%3D0
Сборка самодельной газовой горелки
Правильно собранная самодельная газовая горелка может заменить покупную при небольших объемах работ. Для изготовления инструмента своими руками нужны следующие детали:
- латунная трубка Ø 15 мм;
- деревянные бруски для ручки;
- кусок латуни для форсунки;
- регулировочный вентиль.
Латунную трубку следует вставить в ручку перпендикулярно, если она ровная. Согнутая монтируется в одной оси с рукояткой. Сверло должно иметь диаметр Ø 15 мм. Им просверливается отверстие в деревяшке, трубка вставляется и фиксируется эпоксидной смолой.
Отверстие форсунки должно быть 0,1 мм. Его следует просверлить сверлом 0,2–0,3 мм. Затем деталь зажимается в тиски, и торец клепается легкими ударами, пока отверстие не сузится до нужного размера. На другой стороне нарезается резьба для ввинчивания в трубку.
На трубке, возле ручки устанавливается регулировочный винт. На конце нарезается резьба для присоединения штуцера или шланга газового баллона.
Форсунку можно сделать из обычной иглы для инъекций. Она изготовлена их высоколегированной нержавейки и выдержит высокие температуры. Нужно сделать переходник для крепления иглы к трубке. Скошенный кончик сточить, сделать ровным, чтобы факел пламени горел прямо.
Инструкция пайки медных труб и фитингов
Метод ручной пайки позволяет получить герметичные паяные соединения между трубами и фитингами из меди и медных сплавов как в цеху, так и в полевых условиях.
Для получения высококачественного паяного соединения необходимы навыки и знание инструкций. Поэтому учитывайте инструкции к процессу пайки, особенно при использовании мягкого припоя.
Измерение медной трубы и резка
Длина каждого сегмента медной трубки должна быть точно измерена. Следует отметить, что неточные измерения рискуют поставить под угрозу качество сустава. Если медная трубка слишком короткая, т.е. не доходит до дна раструбного фитинга, то такое соединение характеризуется дефектами.
Напротив, если отрезок медной трубки слишком длинный, существует риск деформации узла, что негативно сказывается на сроке службы паяного соединения. На это, в частности, указывается в инструкции по пайке.

Измерение участков соединения является необходимой процедурой для точного формирования монтажного участка на основе медной трубы и фитингов Медная труба отрезается на измеренную длину. Существуют различные методы резки, но необходимо убедиться, что поверхность среза квадратная. Рекомендуется отрезать медную трубу круглым ножом. В качестве альтернативы можно использовать пилу по металлу:
- видел,
- абразивный круг,
- Пила по металлу, абразивный диск, стационарная настольная пила или портативная ленточная пила.
При резке медных труб необходимо соблюдать осторожность, чтобы избежать возможной деформации стенок.

Часто используемым механическим ручным инструментом является циркулярная пила, которая позволяет легко, быстро и просто сделать чистый разрез по окружности медной трубки
Развёртывание области отреза
Поверните обрезанные концы до полного внутреннего диаметра медной трубки, чтобы удалить все микроскопические заусенцы, образовавшиеся в процессе резки.
Если шероховатая внутренняя кромка не удалена путем рассверливания, существует риск эрозионной коррозии из-за локальной турбулентности и повышенной скорости локального потока в трубе.
Правильно расположенный участок медной трубы обеспечивает гладкую поверхность для перемещения центра по внутренней области. После завершения резки следует также удалить заусенцы с внешней стороны отрезанной медной трубы, чтобы обеспечить правильное сочленение с раструбным фитингом.

Снятие заусенцев с внутренней поверхности вдоль торцевого среза медной трубы — другими словами, снятие заусенцев с внутренней стенки вдоль линии среза и выравнивание краев по периметру Инструменты, используемые для снятия заусенцев с концов труб, включают:
- полукруглые или круглые напильники,
- перочинный нож,
- Другие подходящие инструменты для снятия заусенцев.
Необходимо соблюдать осторожность при работе с мягкой (отожженной) медной трубкой, так как существует риск деформации конца медной трубки под действием прилагаемого усилия.
Если мягкая медная трубка непреднамеренно деформирована, округлость можно восстановить с помощью калибровочного инструмента — калибровочной пробки и гильзы.
Очистка области пайки
Удаление окислов и поверхностных загрязнений на концах (местах среза) медных труб и фитингов имеет решающее значение для правильного распределения припоя в зоне соединения.
Неправильная очистка приводит к снижению капиллярного эффекта и, в конечном итоге, к снижению прочности паяного соединения.
Поэтому требуется легкая шлифовка (удаление заусенцев) торцевой зоны медной трубки, обычно с использованием стандартной наждачной бумаги, нейлоновых абразивных дисков, металлических щеток.
Согласно инструкции по пайке, шлифовка производится на участке глубиной чуть больше глубины гнезда монтажной арматуры.

Размер зазора является критическим параметром, определяющим эффективность его заполнения и, следовательно, прочность соединения.
Медь — относительно мягкий металл. Очевидно, что если с конца трубы или фитинга удалено чрезмерное количество материала, то слишком свободная подгонка деталей может привести к некачественному соединению.
Допускается химическая очистка соединительных поверхностей, если после такой операции концы медных труб и фитинги будут тщательно промыты. Производители химикатов обычно предоставляют соответствующие инструкции.

Очистка внутренней поверхности фитинга, соединительного элемента, образующего рабочий узел системного сегмента Не прикасайтесь к уже очищенным медным поверхностям голыми руками или в масляных перчатках. Жировые отложения на коже рук, а также любые смазочные масла, попадающие на матовые поверхности соединяемых деталей, негативно влияют на процесс пайки.
Применение флюса под припой
Процесс создания паяных соединений обязательно включает в себя использование флюса. При добавлении флюса соединяемые поверхности растворяются, а остатки оксидов удаляются.

Флюс нельзя наносить пальцами. Химикаты, содержащиеся во флюсе, чрезвычайно вредны для глаз, тела и открытых ран.
Кроме того, избыток флюса, т.е. остатков этого вещества после пайки, часто способствует коррозии, что приводит к перфорации стенки медной трубки, фитинга или обеих частей соединения.
Сборка медного узла
Вставьте конец медной трубки внутрь раструбного фитинга. Убедитесь, что конец медной трубки упирается в основание раструбного фитинга.
Поверните медную трубку на четверть-половину оборота, чтобы убедиться, что внутренний сегмент равномерно покрыт флюсом.
Удалите излишки флюса с внешней поверхности медной трубки и фитинга с помощью технической салфетки. Закрепите сборку медной трубки и фитинга, обеспечив равномерное капиллярное пространство по периметру соединения.

Соберите соединение, используя трубу и компоненты фитинга как единое целое. Немного поверните медную трубку в раструбе фитинга, удаляя излишки флюса тряпкой. Равномерное капиллярное пространство обеспечит хороший капиллярный поток расплавленного припоя. Обратите внимание, что чрезмерный зазор в соединении приведет к растрескиванию припоя под воздействием напряжения или вибрации. Соединенное соединение практически готово к пайке. Рекомендуется выполнять пайку без промедления.
Нагрев узла медного соединения
При работе с открытым пламенем, высокими температурами и горючими газами следуйте инструкциям ANSI / AWS Z49.1 или аналогичным. Нагрейте собранный узел пламенем газовой горелки перпендикулярно медной трубке.
Медная труба проводит начальное тепло к раструбному фитингу, тепло равномерно распределяется по всей поверхности соединительного узла. Степень предварительного нагрева зависит от размера собираемого узла.
Предварительный нагрев узла осуществляется путем равномерного прохождения пламени горелки по периметру медной трубки, чтобы получить нужную температуру для всей площади соединения.

Процедура предварительного нагрева соединяемых деталей имеет свои особенности. В частности, нагрев осуществляется снизу вверх, концентрируясь на нижней области При выполнении горизонтальных соединений следует избегать прямого нагрева верхней части узла. Эта техника поможет избежать подгорания флюса.
Естественная тенденция к повышению температуры обеспечит достаточный предварительный нагрев в верхней части сборки. Затем пламя горелки переносится на фитинг чаши. Попеременно прикладывайте пламя нагревателя к раструбному фитингу и к медной трубе на расстоянии, равном глубине раструбного фитинга.
Снова, предварительно нагрев периметр сборки, как описано выше, используя горелку у основания раструбного фитинга, периодически контактируйте паяльным стержнем с корпусом медной трубки. Продолжайте нагрев, пока припой не начнет плавиться.
Не перегревайте соединение и направляйте пламя на внутреннюю поверхность чашки фитинга. При перегреве флюс выгорает, производительность пайки резко снижается, и припой плохо поступает в зазор соединения.
Когда припой начинает плавиться при нанесении на медную трубку, тепло горелки передается на основание монтажной «чашки». Этот маневр усиливает капиллярное действие, притягивая расплавленный припой к источнику тепла.

Возможность пайки трубы и фитинга с помощью инструмента с электрическим нагревом. Так называемая электромуфтовая пайка характеризуется отсутствием открытого пламени Тепло для пайки медного соединения обычно обеспечивается воздушной горелкой. Такие инструменты заправляются ацетиленом или сжиженным нефтяным газом (LP, LPG — Liquefied Petroleum Gas, MAP).
Также можно использовать инструменты для электромуфтовой пайки. Пайка сопротивлением работает на медных трубах на основе электродов и используется, когда пайка пламенем невозможна.
Как применять припой?
Пайка соединений в горизонтальном положении предполагает первоначальное размещение припоя в точке, слегка смещенной от центра нижнего сегмента соединения.
Как только припой начнет плавиться в контакте с нагретыми поверхностями медной трубки и соединителя, направьте стержень припоя непосредственно в зазор соединения.

Периодически, во время предварительного нагрева, проверяйте достижение предела рабочей температуры — начала плавления стержня припоя — и начинайте пайку при достижении температуры пайки Держите пламя газовой горелки у основания фитинга и немного впереди точки нанесения припоя. Используя эту технику пайки, проведите пайку от нижней части фитинга до верхней части одной из двух сторон сборки.
Затем вернитесь в исходную точку и продолжите пайку на другой стороне узла, используя аналогичную технику пайки. В процессе пайки медной трубки и фитинга за точкой нанесения припоя могут образовываться мелкие шарики припоя.
Эти образования указывают на то, что сегмент спайки заполнен — своего рода сигнал для перехода на следующий уровень. Соединения в вертикальном положении медной трубы выполняются в аналогичной последовательности переходов, начиная с любой удобной точки.
Паяные соединения зависят от капиллярного действия, втягивающего расплавленный припой в узкий зазор между фитингом и медной трубкой.
Расплавленный металлический припой втягивается в шов под действием капиллярного эффекта, независимо от того, как течет припой — вверх, вниз или горизонтально.
Капиллярное действие наиболее эффективно, когда расстояние между соединяемыми поверхностями составляет 0,1 — 0,15 мм.
Некоторая неплотность прилегания компонентов друг к другу допустима, но слишком плотное прилегание может вызвать трудности при пайке, особенно при использовании больших фитингов.
Рекомендуется следовать инструкциям производителя по подключению медной трубки к контактному кольцу крана. При подаче тепла установите кран в частично открытое положение и сначала нагрейте область медной трубки.
Охлаждение, очистка, тестирование
После процесса пайки готовое соединение охлаждается естественным образом. Принудительное охлаждение водой не допускается, так как это может вызвать негативное напряжение на паяном соединении.
После того как соединение остынет, удалите остатки флюса влажной тканью. Если возможно, рекомендуется промыть готовую систему, чтобы избежать чрезмерного расхода и удалить мусор.
Проверьте готовый узел на целостность соединения. Тщательно следуйте инструкциям по проведению процедуры испытания в соответствии с действующими стандартами и правилами.
Предварительная подготовка
Перед пайкой медных труб необходимо их подготовить.
Очистка поверхности
Качество связки припоя зависит от степени очищения спаиваемых поверхностей. Любые остатки каких-либо других веществ, грязи мешают проникать припою, уменьшают его текучесть. Все это приводит к тому, что вещество не распределяется равномерно, поверхность не полностью обработана припоем. Часто из-за этого не удается достичь качественной работы, и соединение выходит из строя.
Выделяют два способа очистки металла: химический и механический. Внешнюю часть трубы и внутреннюю часть фитинга очищают от оксидной пленки, грязи и примесей с помощью металлической щетки. Кроме этого, возможны варианты использования стальной шлифовальной шерсти или шкурки. После этого припой хорошо распределяется по поверхности.
Удобными в использовании являются очищающие салфетки на нейлоновой основе.
Значительный плюс, который отличает их от металлической щетки или шкурки, это то, что после очищения поверхности салфеткой не остается остатков очистки. После салфеток на нейлоновой основе на трубе не наблюдается крошек абразива или остатков стали.
Химический способ предполагает использование кислоты, которая реагирует с оксидами. Можно использовать флюс, который обезжиривает поверхность и активно борется с оксидами.
Использование флюса и сборка частей
На очищенную поверхность нужно нанести флюс. Он наносится на участок трубы, который будет соединяться фитингом или раструбом, хорошо распределите флюс на поверхности, чрезмерное количество флюса может негативно сказаться на соединении. Но также не стоит применять флюс с внутренней стороны фитинга. Регулируйте расход пасты.
После нанесения флюса нужно правильно соединить детали, чтобы избежать прилипания к поверхности посторонних частиц. Если пайка будет проводиться позднее, будет намного лучше, чтоб детали уже были собраны. Надо провернуть трубу до упора, тем самым проверив ее соединение и распределение флюса. После уберите остатки флюса заранее подготовленной для работы тканью. Соединение можно нагревать.
Для низкотемпературной пайки используют флюсы, в списке состава которых занимают не последнее место хлориды алюминия. Флюсы – опасные вещества, поэтому необходимо следить за тем, чтобы излишек не оставался на внешней части трубы. Такая невнимательность может привести к коррозии металла и протечке. После пайки вновь осмотрите поверхность, на ней будет немного флюса из-за теплового эффекта. Появившийся на трубе флюс нужно снова убрать.
При высокотемпературной пайке вместо флюса используют буру. Ее мешают с водой до густой консистенции каши. Можно использовать специальные пасты для высокотемпературной пайки. Если вы выбрали медно-фосфорный припой, то флюс к нему не нужно приобретать, он уже присутствует в составе. Лучше использовать комплект одного производителя, при этом согласовать это с видом пайки.

Раструбное утолщение
Для соединений в быту используют либо фитинги для пайки медных труб, либо раструбные утолщения.
Лучше выбрать вариант с раструбным утолщением, так нужно будет наложить лишь один шов на стыке труб.
- С торца детали обрабатываются вальцовочным труборезом. Срез должен быть ровным и строго перпендикулярным.
- С концов труб избавляются от фаски, пользуясь фаскоснимателем. Внутри и снаружи поверхности зачищаются.
- Один отрезок трубы зажимают в тисках, внутрь вставляют труборасширитель. Затем нужно осторожно расширить внутренний диаметр трубы, чтобы в нее поместился внешний диаметр второй трубы.
Перед ремонтными работами не забудьте убрать с конструкций пластиковые фрагменты, иначе они расплавятся и будут непригодны к использованию.
ROM1
Хороший вариант для проводов, разъёмов, контактов и прочих крупных элементов, которые некритичны к отмывке слабокоррозионного флюса, абсолютно некритичны к сопротивлению этого флюса, но зато часто бывают в той или иной степени окисленными и сопротивляющимися пайки.
Паять же платы флюсами группы **M1 в принципе можно, но не нужно — такая степень окисления, чтобы не справился **L0, на живых печатных платах встречается редко.
К этой группе из встречающегося в продаже относятся, например, Felder ISO-Core RA — характерные зелёные катушечки, в отличие от синих ELR.
Некоторые данные по расходным материалам
В качестве расходных материалов в подобной работе используются:
- флюс;
- припой;
- соединительные фитинги.
Стоит разобраться с этими материалами более подробно.

Использование флюса для пайки меди
Флюсом называют различные вещества или их соединения, способные удалить с металлической поверхности различные загрязнения, жиры и оксидную плёнку. В качестве флюса чаще всего используют канифоль или паяльную кислоту, которую можно изготовить в домашних условиях. Для этого необходима обычная серная кислота и цинк. Цинковые таблетки постепенно добавляются в соляную кислоту, с которой вступают в реакцию. О том, что кислота готова к работе, можно узнать по прекращению реакции, называемой травлением.
Различные варианты флюсов – аммиак слишком едкий и лучше от него отказаться
Иногда может возникнуть ситуация, когда под рукой отсутствует какой-либо флюс. Если поблизости есть сосновые доски или ещё лучше деревья, вполне может выручить обычная смола, которая также способна снять окисел и иные загрязнения.
Наиболее оптимальный флюс – это канифоль
Припой для пайки меди и из чего он состоит
Припой – состав с невысокой температурой плавления, способный максимально уплотнить соединение. Обычно это сплав олова и свинца. Причём чем меньше в составе свинца, тем легче будет проходить процесс пайки. В настоящее время довольно популярны стали припои в форме проволоки, внутри которой уже имеется флюс. При работе с ними не требуется предварительная обработка элементов кислотой или канифолью.
Этот припой сразу изготавливается с флюсом, дополнительной обработки поверхности не требует
Фитинги и их применение при пайке
При необходимости пайки медных труб систем водоснабжения или отопления применяются фитинги. Это вспомогательные элементы, обеспечивающие простоту соединения, ответвления или поворота магистральных труб. Более полно пайка медных труб будет рассмотрена ниже.
Фитингов для пайки существует огромное множество
Расходные материалы и инструменты
Вам также понадобится резак, припой и флюс для пайки. Также трубогиб и некоторые удобные безделушки для обработки перед началом работы.

Эти расходные материалы используются для соединения водопроводных труб. Диаметр соединяемых труб может достигать 10 см. Мягкая пайка меди используется в тех случаях, когда соединяемые компоненты не нагреваются более чем на 130 градусов Цельсия. Расходные материалы для мягкой пайки включают:
- сплавы свинца и олова;
- соединения с низким процентным содержанием олова;
- Специальные составы.
По мнению клиентов, наиболее популярным является сплав олова с медью. Он идеально подходит для соединения медных изделий. Он также очень экономичен.
Пайка меди твердыми составами возможна, если необходимо сделать прочный шов, способный противостоять воздействию окружающей среды. К ним относятся:
- медно-цинковый сплав;
- однородная медь;
- соединение меди и фосфора.
Существует два типа твердых композиций: огнеупорные и легкоплавкие. Для получения твердого сварного шва рекомендуется использовать многокомпонентный состав.
Флюс и паяльная паста
Флюс для пайки медных труб имеет первостепенное значение для формирования высококачественного соединения. Он может быть низкотемпературным с активностью до 450 ℃ и высокотемпературным с активностью выше 450 ℃.
Использование флюса необходимо, когда:
- Качественная очистка оксидных поверхностей стыкуемых труб;
- Защита места соединения от воздействия кислорода, содержащегося в воздухе;
- Повышение адгезии припоя к поверхности металла;
- Улучшение текучести припоя.
На сегодняшний день доступны следующие потоки:
- Бегите;
- кислота;
- некислотный;
- антикоррозийный.
Паяльная паста — это густая паста, состоящая из флюса, мелких частиц припоя и специальных добавок. Этот состав часто используется на промышленных предприятиях для пайки радиочастотных компонентов на печатных платах. Пастообразную форму очень легко наносить на мелкие детали.
Припой и флюс
Пайка медных труб любого типа осуществляется с помощью флюса и припоя. Припой обычно представляет собой сплав на основе олова с определенной температурой плавления, но обязательно более низкой, чем у меди. Он подается в зону пайки, нагревается до жидкого состояния и подается в шов. После охлаждения он обеспечивает плотное и прочное соединение.
Паяльные сплавы на основе олова с серебром, висмутом, сурьмой, медью подходят для пайки медных труб своими руками. Самыми лучшими считаются составы с серебром, но они самые дорогие, лучшими являются составы с добавлением меди. Существуют также те, которые содержат свинец, но их нельзя использовать в сантехнике. Все эти типы припоев обеспечивают хорошее качество сварного шва и легкую пайку.

Флюс и припой являются необходимыми расходными материалами
Припой поставляется в рулонах для мягкой пайки, паяльный флюс — в пачках и нарезанный на отрезки.
Перед пайкой паяное соединение обрабатывается флюсом. Флюс — это жидкое или пастообразное вещество, которое обеспечивает подачу расплавленного припоя в соединение. Здесь не из чего выбирать: подойдет любой флюс для меди. Вам также понадобится небольшая кисточка для нанесения флюса. Предпочтительно — с натуральной щетиной.

Медь и медные сплавы можно соединять с помощью низкотемпературной или высокотемпературной пайки. Существует ряд мягких и твердых материалов, способных обеспечить превосходное скрепление металлических деталей.
Использование паяльных сплавов с низкой температурой плавления позволяет соединять детали в условиях, которые мало влияют на прочность меди, но соединение имеет худшие механические свойства. Высокотемпературная пайка повышает прочность соединения, но требует определенной сноровки, чтобы не сжечь медь.
Существует большое количество бессвинцовых припоев, которые могут обеспечить достаточно высокое качество соединения. В основном это сплавы олова (95-97%) с медью, сурьмой, висмутом, серебром и селеном. Серебросодержащие припои обладают наилучшими свойствами. Также широко используются трехкомпонентные типы, изготовленные из олова, меди и серебра. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературная пайка осуществляется с использованием медно-фосфорных припойных сплавов. Такие композиции не требуют флюса при соединении двух медных компонентов. Одинаковый коэффициент теплового расширения меди оказывает очень благоприятное влияние на качество соединения.
Твердый припой выпускается в виде профилированных прутков, а мягкий припой — в виде проволоки диаметром 2-3 мм.

При отсутствии специальных инструментов для качественной резки и расширения соединения используются технологические медные адаптеры (коннекторы), которые имеют четко определенный диаметр раструба.
При всем разнообразии типов этих деталей чаще всего используются три основные формы: угольники — помогают изменить направление трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы, а муфты — используются для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие профессионалы стараются обойтись без них, обрабатывая место соединения специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещается на краях деталей. Пайка труб с готовыми фитингами очень проста — достаточно соединить поверхности и нагреть их до температуры плавления припоя.
Для работы с мягким припоем можно приобрести небольшой ручной резак и одноразовый газовый баллон. Эти банки крепятся к ручке и имеют емкость 200 мл или более. Несмотря на малые размеры, температура пламени может достигать 1100°C и более, что более чем достаточно для расплавления мягкого припоя.
Стоит обратить внимание на пьезорозжиг. Эта функция не является лишней — она облегчит вашу работу. На ручке ручной газовой горелки находится клапан. Он регулирует длину пламени (интенсивность подачи газа). Он также служит для перекрытия газа в случае, если необходимо погасить горелку. Безопасность обеспечивается обратным клапаном, который перекрывает подачу газа в случае отсутствия пламени.

Ручная горелка для пайки медных трубок
На некоторых моделях установлен дефлектор пламени. Это предотвращает распространение пламени, создавая более высокую температуру в зоне пайки. Благодаря этому дефлекторный резак подходит для самых проблемных участков.
При работе с бытовыми и полупрофессиональными моделями необходимо следить за тем, чтобы не перегреть прибор, чтобы пластик не расплавился. Поэтому не следует выполнять сразу много паяльных работ — лучше дать оборудованию остыть и за это время подготовить другой шов.
Для резки медных труб вам понадобится труборез или ручная пила с мелкими зубьями. Срез должен быть идеально вертикальным, что обеспечивает труборез. Для обеспечения ровного среза ручной пилой можно использовать обычную столярную пилу.
При подготовке труб их необходимо очистить от заусенцев. Существуют специальные металлические щетки и трубные щетки (для очистки внутренней части), но можно обойтись наждачной бумагой средней или мелкой зернистости.
Для снятия заусенцев существуют станки для снятия фасок. Труба лучше вставляется в фитинг, так как раструб всего на долю миллиметра больше наружного диаметра. Поэтому малейшее отклонение приводит к трудностям. Но в принципе, все можно удалить наждачной бумагой. Необходимо только больше времени.
Также рекомендуется использовать защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими мерами предосторожности, а между тем ожоги очень неприятны. Вот все материалы и инструменты, необходимые для пайки медных труб.
Подставка для горячего паяльника
Во время работы паяльник не всегда находится под рукой. Его можно отложить, например, для скручивания проводов в распределительной коробке. Паяльник горячий и его нельзя держать над легковоспламеняющимися или горючими материалами. Поэтому для безопасной работы необходима термостойкая подставка.
Иногда он поставляется в комплекте с паяльником. Хотя его отсутствие в коробке не критично. Большинство радиолюбителей и электриков изготавливают подставку вручную. Баночка с канифолью, припой и несколько небольших паяльных инструментов могут удобно и подручно разместиться в домашнем варианте.
Оплетка для удаления лишнего припоя
Оплетка не является необходимым атрибутом для успешной пайки. Он используется для быстрого и легкого удаления излишков припоя.
Оплетка выполнена в виде ленты из тонко оплетенной медной проволоки. Ширина косы составляет от 2 до 10 миллиметров. Оплетка накладывается на место спайки. Затем оплетка прижимается горячим наконечником паяльника. Избыток припоя начинает плавиться и впитывается в волокна оплетки за счет капиллярного эффекта. Принцип действия такой же, как если бы вы положили губку для мытья посуды в миску с водой. Она будет втягивать излишнюю влагу.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
- Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
§ 19. Пайка металлов
Как вы считаете, в чём преимущество соединения металлических деталей пайкой перед склеиванием?
Процесс получения неразъёмного соединения материалов с помощью расплавленного припоя называется пайкой (паянием). При паянии происходит расплавление и взаимное проникновение основного материала и припоя, заполняющего зазор между соединяемыми частями изделия.
Паять можно многие конструкционные материалы — сталь, чугун, стекло, керамику, графит и другие, используя различные виды припоев и способы пайки.
Пайку выполняют ручным или электрическим паяльником, инфракрасными лучами, лазером, электрической дугой. Паяние широко используется в машиностроении и приборостроении, в радиоэлектронной и пищевой промышленности, в быту и на уроках технологии в школе.
Инструменты и оборудование для пайки. Основным инструментом, использующимся для пайки, является паяльник. В зависимости от способа нагрева паяльники различают: ручные, электрические — с постоянным нагревом (рис. 5.56) и беспроводные (рис. 5.57).
Ручные паяльники нагревают паяльной лампой, в кузнечных горнах, газовыми горелками или на газовых плитах (рис. 5.55). Их изготавливают из красной меди, так как этот металл обладает способностью легко принимать и отдавать тепло. Масса паяльников колеблется от 200 до 500 г.

Рис. 5.55. Ручной молоткообразный паяльник

Рис. 5.56. Электропаяльники: а — паяльник ручной; б — паяльник-пистолет

Рис. 5.57. Беспроводной электропаяльник
Электрические паяльники включают в электрическую сеть, поэтому они имеют постоянный нагрев и предназначены для длительной работы. Они могут быть рассчитаны на разное напряжение: 220, 40, 36 и 12 В.
Беспроводные электропаяльники предназначены для работы в тех местах, где нет возможности подключиться к электрической сети. Аккумуляторный электропаяльник работают от трёх батареек типа «АА» мощностью 6 Вт. Его нагревательный элемент сделан из композиционного материала и может нагреваться до температуры 450 °C.
К вспомогательным инструментам и оборудованию для пайки относятся: тиски, подставки (кирпичи, кафельные плитки), вентиляционное оборудование, брезентовые рукавицы, плоскогубцы, круглогубцы, кусачки, слесарная линейка, пинцет, ручные тиски, напильники, металлические щётки, защитные очки.
Материалы для пайки. Припои — это металлы или сплавы, с помощью которых выполняют пайку. Различные припои обладают разной температурой плавления. По температуре плавления различают: мягкие припои, температура плавления которых не превышает 500 °C, твёрдые припои, температура плавления которых выше 500 °C.
Мягкие припои представляют собой сплав олова с цинком, их применяют во всех отраслях промышленности и в быту. Такие припои используют в тех случаях, когда нельзя нагреть металл до высоких температур или при невысоких требованиях к прочности соединения.
Твёрдые припои — это тугоплавкие сплавы на основе меди, серебра, цинка, никеля. Их используют для получения соединений высокой прочности.
Флюсы — это вещества, которые в процессе пайки предохраняют металл от окисления и создают условия для лучшего соединения деталей и удаления окислов. Если пайка производится мягкими припоями, то в качестве флюсов используют канифоль, водный раствор нашатыря.
В электронной и радиопромышленности в качестве флюса используют канифоль, так как она хорошо очищает от окислов латунь, медь и свинец. Кроме того, канифоль не вызывает коррозии паяного шва. Нашатырь используют в виде порошка или кусков. При пайке рекомендуется пользоваться не чистым нашатырём, а его водным раствором. Следует иметь в виду, что при нагревании нашатырь разлагается с выделением вредного для здоровья газа.
Организация рабочего места при пайке. Рабочее место при пайке должно быть оборудовано вытяжной вентиляцией. Для работы электрическим паяльником в школьных мастерских рабочее место оборудуется специальными розетками с напряжением 36 или 12 В, столешница покрывается изоляционным материалом — резиной или пластмассой.
Последовательность подготовки электрического паяльника и заготовки к работе (рис. 5.58—5.61)
Для выполнения качественной пайки необходимо:
— до блеска зачистить напильником рабочую часть паяльника (рис. 5.58);
— подключить паяльник к электросети и положить его на подставку (рис. 5.59);
— когда рабочая часть паяльника нагреется, на несколько секунд погрузить её во флюс (канифоль) (рис. 5.60);
— набрав несколько капель припоя (рис. 5.61), вести по канифоли до тех пор, пока рабочая часть наконечника не покроется тонким слоем припоя, т. е. облудится;
— очистить поверхность заготовки от грязи и следов коррозии до равномерного металлического блеска с помощью напильника или шлифовальной шкурки, промыть заготовку чистой водой и высушить.

Рис. 5.58. Подготовка рабочей части паяльника

Рис. 5.59. Включение электрического паяльника в сеть

Рис. 5.60. Нанесение флюса

Рис. 5.61. Подготовка рабочей части (наконечника) паяльника
Технология пайки. Перед началом пайки необходимо установить соединяемые детали в удобное для пайки положение и зафиксировать с помощью зажимных приспособлений и инструментов — слесарных или ручных тисков, струбцины, пинцета, плоскогубцев.
Место пайки равномерно нагревают электрическим паяльником до рабочей температуры (припой должен расплавляться быстро и легко). Важно правильно выбрать степень нагрева поверхности детали и паяльника. Сильно нагретый паяльник плохо удерживает припой. Если при пайке соединяемые поверхности были нагреты слабо, соединение будет ненадёжным.
При достижении рабочей температуры сначала плавится флюс, а затем припой. Когда весь флюс расплавится, предварительно нагретый припой наносят на зазор (место пайки). При соприкосновении припоя с нагретой заготовкой он плавится и проникает в зазор между соединяемыми деталями.
Зажимы, удерживающие детали, ослабляют только после того, как остынет припой. Изделие охлаждают на воздухе или погружая его в воду. По окончании пайки остатки флюса необходимо смыть чистой водой, чтобы они не вызывали коррозию металла.
Ошибки при пайке
1. Заготовки в местах соединения пайкой плохо очищены и не обезжирены. Такие соединения будут непрочными. Места соединений нужно очистить и обезжирить ещё раз.
2. Паяльник плохо подготовлен к работе. Необходимо повторить зачистку рабочего стержня напильником и облудить жало паяльника.
3. Паяльник перегрет, вследствие чего на нём образовалась окалина, к которой олово не пристаёт. Паяльник необходимо заново обработать напильником и облудить жало.
Правила безопасной работы с электропаяльником
1. Работать следует исправными и хорошо подготовленными инструментами.
2. Перед началом работы необходимо убедиться в соответствии напряжения в сети рабочему напряжению электрического паяльника и в целостности изоляции проводов.
3. Необходимо следить, чтобы паяльник по окончании работы был отключён от сети и находился на специальной подставке.
4. Пайку нужно выполнять на рабочем месте, оборудованном вытяжной вентиляцией.
5. Следует осторожно обращаться с нагретыми паяльником и деталями.
Практическая работа № 23
«Учебная пайка медных одножильных проводов»
Цель работы: освоить технику пайки одножильных медных проводов.
Оборудование и материалы: слесарный верстак, заготовки проводов, слесарные тиски, разметочные инструменты, напильники, пинцет, монтажный нож, электрические паяльники на 12 или 36 В, керамическая плитка, припой, канифоль.
Порядок выполнения работы
Подготовьте электрический паяльник к работе, используя рисунки 5.58—5.61.
Выполните пайку одножильных медных проводов.
1. Зачистите концы сращиваемых проводов на длину 15 мм (рис. 5.62).

Puc. 5.62. Зачистка проводов
2. Нагретым паяльником прогрейте зачищенный участок провода, после чего погрузите его в канифоль.
3. C помощью припоя паяльником выполните лужение подготовленного участка провода. Лужение выполняйте равномерными движениями. Припой должен минимально покрыть провод. При появлении излишка припоя удалите его паяльником. Таким же образом подготовьте второй провод.
4. Подготовленные провода соедините между собой и выполните пайку (рис. 5.63). При выполнении пайки один провод удерживайте плоскогубцами. Второй провод закрепите (прижмите) неподвижно. Пайку выполняйте на кафельной плитке.

Puc. 5.63. Образец пайки двух проводов
5. Деталь охладите погружением в воду или подождите, пока она не остынет. По окончании пайки остатки флюса необходимо смыть водой, так как они могут вызвать коррозию металла.
6. Вместе с учителем проверьте качество пайки. Приведите в порядок рабочее место.
Основные понятия и термины
пайка, припой, флюсы, канифоль, ручной паяльник, электрический паяльник, беспроводной паяльник, техника пайки.
Вопросы и задания
1. Назовите конструкционные материалы, которые можно паять.
2. Перечислите основные операции по подготовке деталей и инструментов к пайке.
Задание
Найдите в Интернете различные фигурки, изготовленные из медной проволоки, детали которых соединены пайкой. Выберите 2—3 самые интересные фигурки. Обсудите с учителем возможность изготовления их на уроках технологии.
Идеи творческих проектов
Идея 1. Шаблоны из тонколистового металла для выжигания.
Идея 2. Комплект инструментов для работы и ухода за комнатными растениями.
Идея 3. Фиксаторы для столярных молотков (см. рис. 5.41).
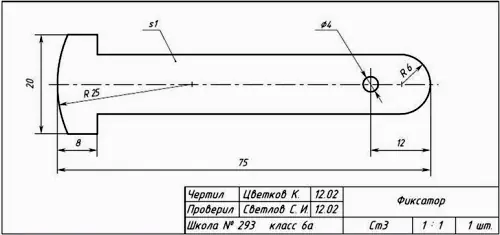
Рис. 5.41. Чертёж фиксатора
Достоинства сварного метода соединения медных труб
Медные сварные соединения имеют множество положительных отзывов относительно своей надежности, что делает их еще популярнее.
Среди наиболее значительных положительных качеств медной пайки можно выделить следующее:
- Сварные медные изделия получаются очень прочными и долговечными.
- Медь относится к наиболее простым в обработке и доступным материалам.
- Сварочный контакт имеет очень значительный простор при выборе наиболее подходящих условий – т.н. «регулировка режима сварки».
- Обустраивая соединение методом пайки, нет необходимости в наличии стандартных переходников и фитингов. Таким образом достигается заметная экономия финансов при организации системы отопления.
Несмотря на высокую стоимость, медные изделия продолжают использоваться.

Это объясняется следующими характеристиками материала:
- Безопасностью для человека и окружающей среды. Металл обладает антисептическими свойствами, что позволяет использовать его при создании систем водоснабжения.
- Нечувствительностью к ультрафиолетовому излучению, агрессивным веществам.
- Устойчивостью к перепадам давления и температур.
- Пластичностью, обеспечивающей простоту установки.
- Неограниченным сроком службы изделий.
Кроме труб и фитингов, понадобятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки перед началом работ.
Ершик для зачистки фитингов изнутри
Пайка медных труб любого типа происходит при помощи флюса и припоя. Припой — это сплав обычно на основе олова с определенной температурой плавления, но обязательно ниже чем у меди. Он подается в зону пайки, разогревается до жидкого состояния и затекает в соединение. После остывания обеспечивает герметичное и прочное соединение.
Для любительской пайки медных труб своими руками подойдут припои а основе олова с добавлением серебра, висмута, сурьмы, меди. Лучшими считаются составы с добавлением серебра, но они наиболее дорогие, оптимальные — с медной добавкой. Есть еще с добавкой свинца, но они не должны использоваться при разводке водопровода. Все эти виды припоя обеспечивают хорошее качество шва и легкую пайку.Флюс и припой — необходимые расходные материалы
Мягкий припой продается в небольших катушках-бобинах, жесткий — в пачках, нарезанный на куски.
Перед началом пайки место соединения обрабатывают флюсом. Флюс — это жидкое или пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать тут нечего: подойдет любой флюс для меди. Еще — для нанесения флюса понадобится маленькая кисточка. Лучше — с натуральной щетиной.
Горелка
Для работы с мягким припоем можно купить небольшую ручную горелку с одноразовым газовым баллоном. Эти баллоны крепятся к рукоятке, имеют объем от 200 мл. Несмотря на миниатюрность, температура пламени — от 1100°C и выше, чего более чем достаточно для расплавления мягкого припоя.
На что стоит обратить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать. На ручке ручной газовой горелки расположен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа.
На некоторых моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высокую температуру в зоне пайки. Благодаря чему горелка с отражателем позволяет работать в самых неудобных местах.
При работе в бытовыми и полупрофессиональными моделями надо быть аккуратными — не перегревать агрегат, чтобы не расплавился пластик. Потому выполнять за один раз много паек не стоит — лучше дать оборудованию остыть и подготовить в это время следующее соединение.
Сопутствующие материалы
Для нарезания медных труб необходим труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровного среза при помощи ножовки можно использовать обычное плотницкое стусло.
При подготовке труб их надо зачищать. Для этого есть специальные металлические щетки и ершики (для зачистки внутренней поверхности), но можно обойтись наждачной бумагой со средним и мелким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше заходит в фитинг — его раструб лишь на доли миллиметра больше, чем наружный диаметр. Так что малейшие отклонения приводят к трудностям. Но, в принципе, можно все устранить наждачной бумагой. Потребуется только больше времени.
Еще желательно иметь защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, необходимые для пайки медных труб.
ROM0
Встречаются нечасто, хотя весьма интересны для пайки выводных компонентов, разъёмов и т.п. деталей на платах в не очень хорошем состоянии — так как, с одной стороны, имеют активность выше припоев категории L, а с другой, не требуют отмывки и не содержат галогенов.
Тем не менее, при некотором желании найти можно, например, «Изагри» выпускает модель ФРК 525-2-Т2, а Asahi — припой с флюсом HF-532.



