

- Пироэлектрический инфракрасный датчик
- Генератор сигналов
- Генератор сигналов прямоугольной волны
- Светильник стробоскоп
- Разноцветный модуль светильника CD4060 Dream
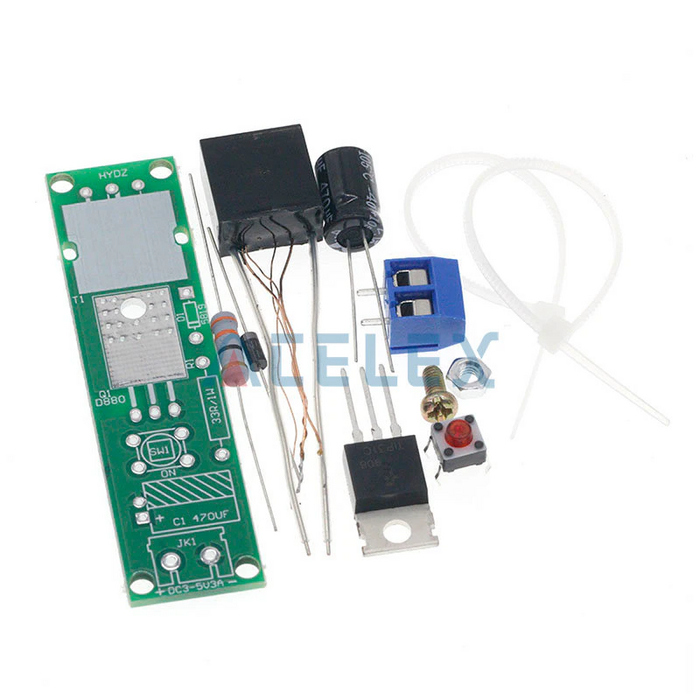
- Высоковольтный генератор дугового зажигания
- ИК датчик
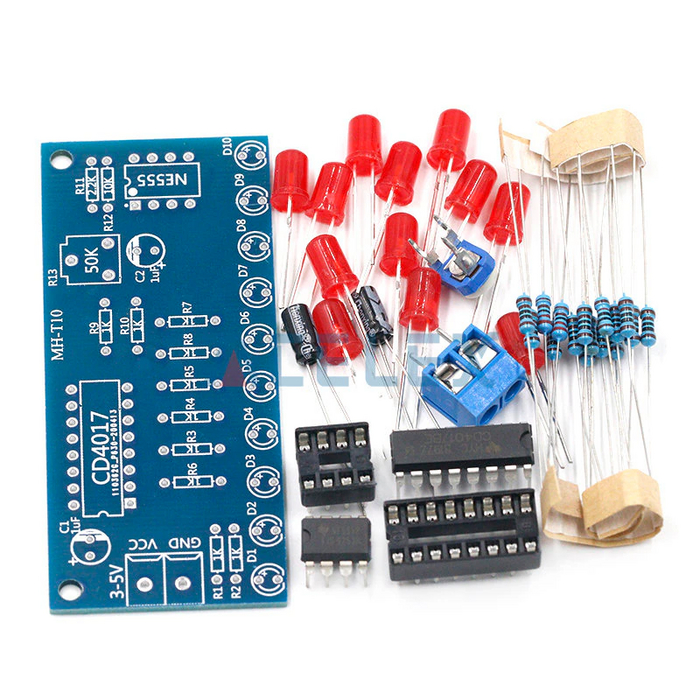
- Тренировочная плата CD4017
- Плата для обучения пайке 0805, 0603
- Часы на AT89C2051
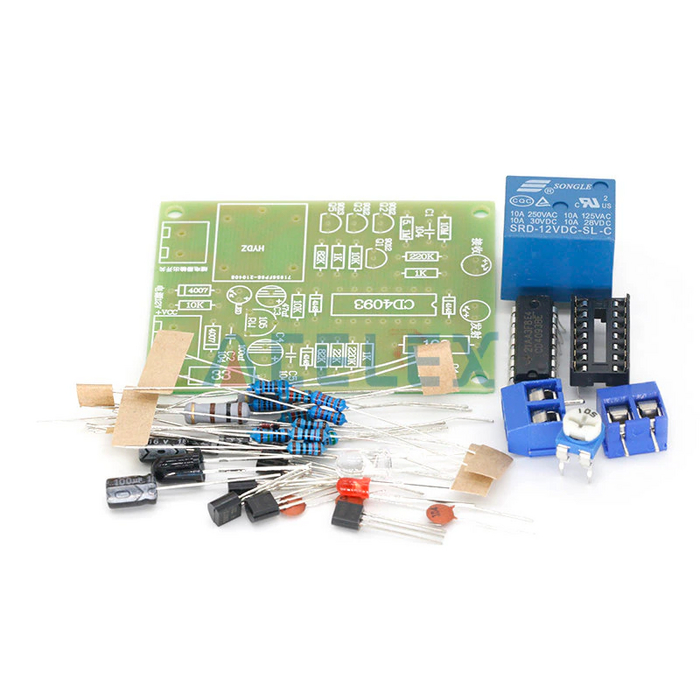
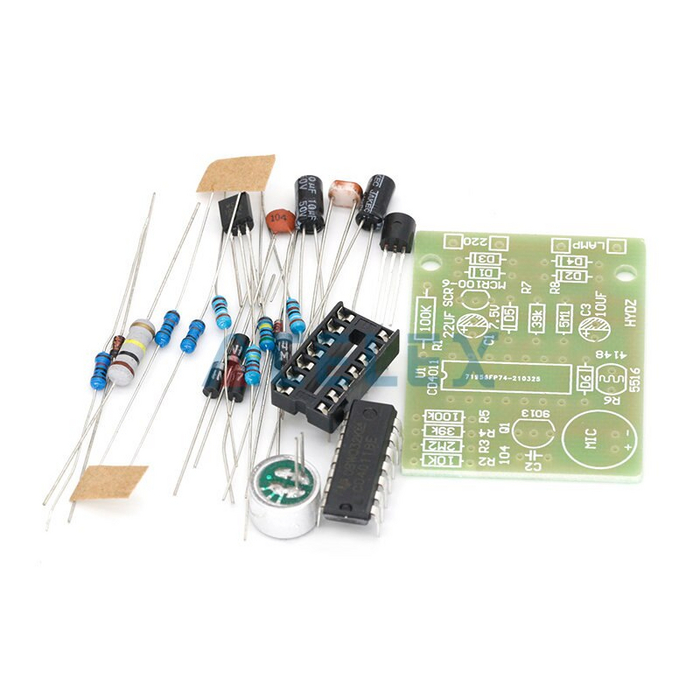
- Набор световой сигнализации
- Модуль PCB 76 МГц-108 МГц
- Набор для сборки колокольчиков
- Набор для сборки светильника в виде сердца
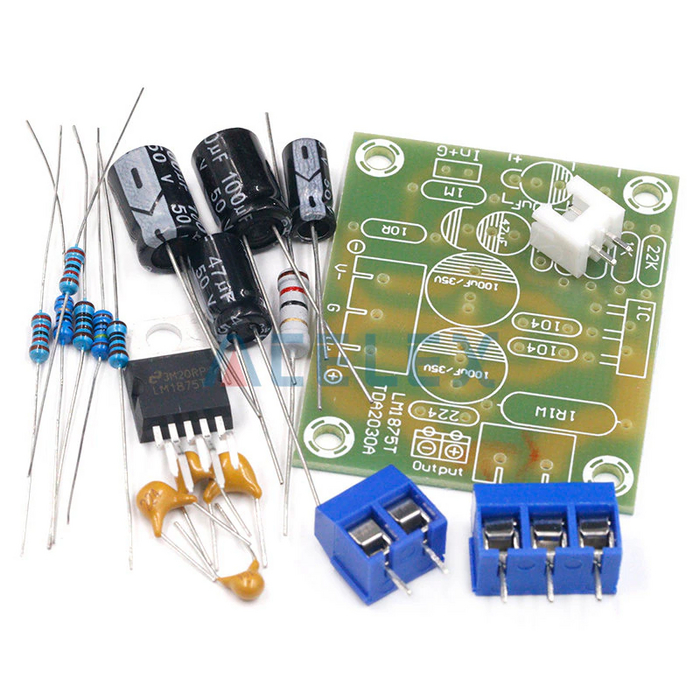
- Усилитель для динамиков
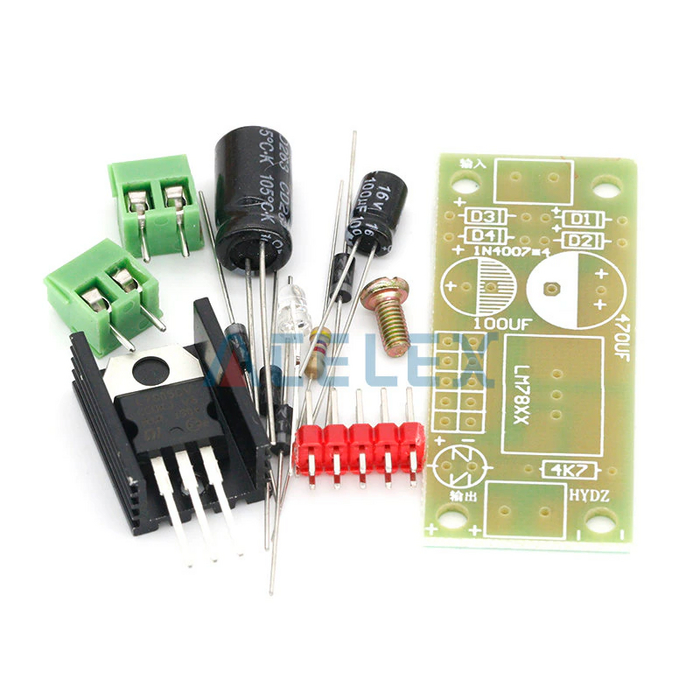
- Стабилизатор напряжения
- Дуговая зажигалка
- Энергосберегающий модуль для светильников
- Песочные часы
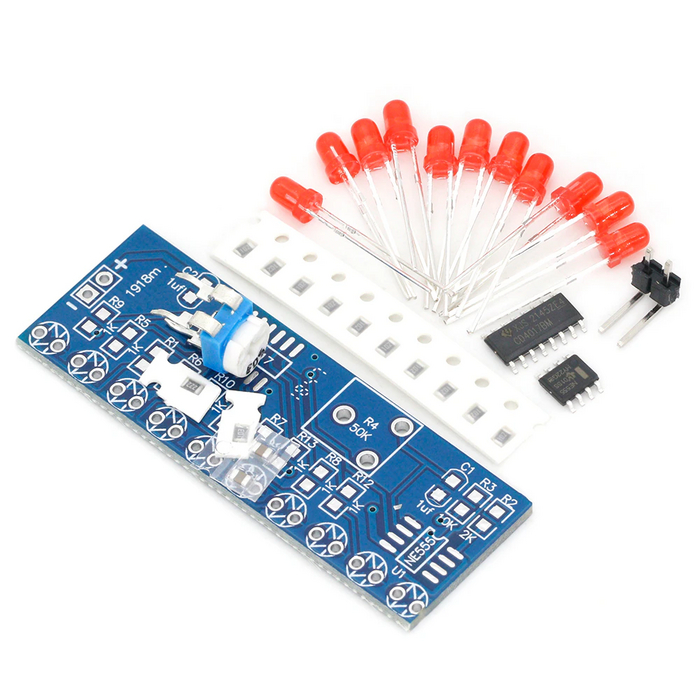
- Бегущие огни
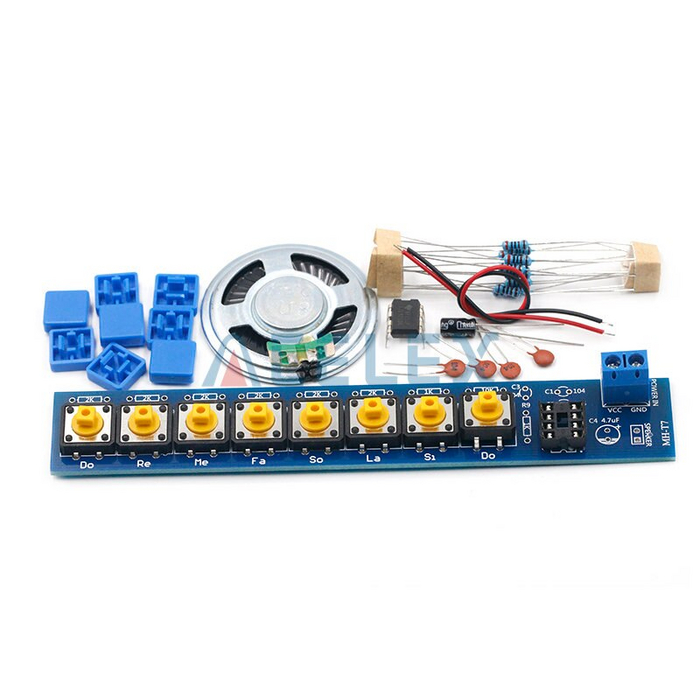
- Электронное пианино
- Монтаж электронных модулей
- Линия поверхностного монтажа печатных плат
- Автомат установки компонентов Samsung SM482
- Автомат установки компонентов Samsung SM482
- Автоматическая система отмывки печатных плат NC25eco
- Автоматическая система очистки трафаретов, отмывки плат и печатных узлов PBT Super Swash III
- Высокопроизводительный автомат дозирования Asymtek Axiom X-1010
- Система Автоматической Оптической инспекции Viscom S3088 flex
- Система вакуумной парофазной пайки Asscon VP6000
- Пайка в парофазной среде
- Преимущества пайки:
- Класс изделий
- Система конвекционной пайки REHM VXS air 2450
- Система контроля рентгеновским излучением Micromex DXR
- Трафаретный принтер DEK HORIZON 03iX
- Сборка и монтаж блоков
- Сборка и монтаж блоков
- Квалификация специалистов цеха и его оснащение позволяет выполнять все технологические операции по сборке изделий
- Отмывка
- Запрессовка
- Формовка
- Маска
- Финишные покрытия
- Механическая обработка
- Специальные конструкции
- Контроль качества
Пироэлектрический инфракрасный датчик
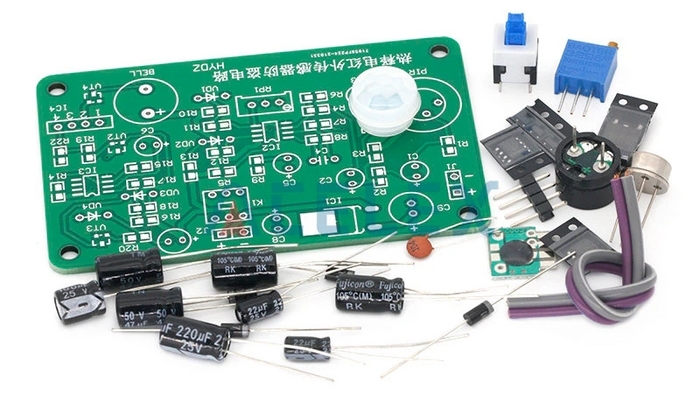
Набор для сборки и самостоятельной пайки модуля ИК датчика HC-SR501 для сигнализации. Ссылка на источник.
Генератор сигналов

Комплект деталей для сборки функционального синусоидального/прямоугольного генератора сигналов XR2206. Ссылка
Генератор сигналов прямоугольной волны
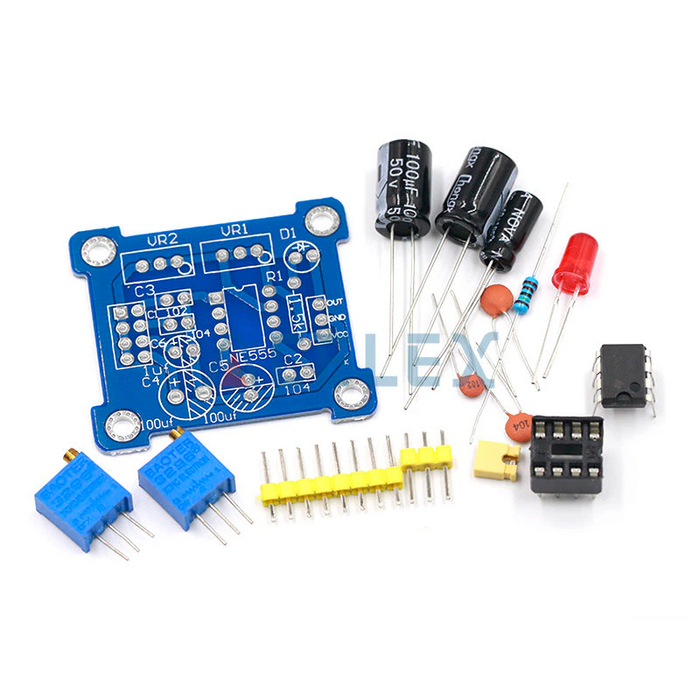
Генератор регулируемый прямоугольных импульсов на NE555. Ссылка
Светильник стробоскоп
- Набор для сборки мигающего светильника с синими и красными огоньками. Ссылка

- Электронный набор сделай сам, антистресс-спиннер электронный. Ссылка
- Светодиодный светильник тактовых сигналов на NE555 + CD4017. Ссылка
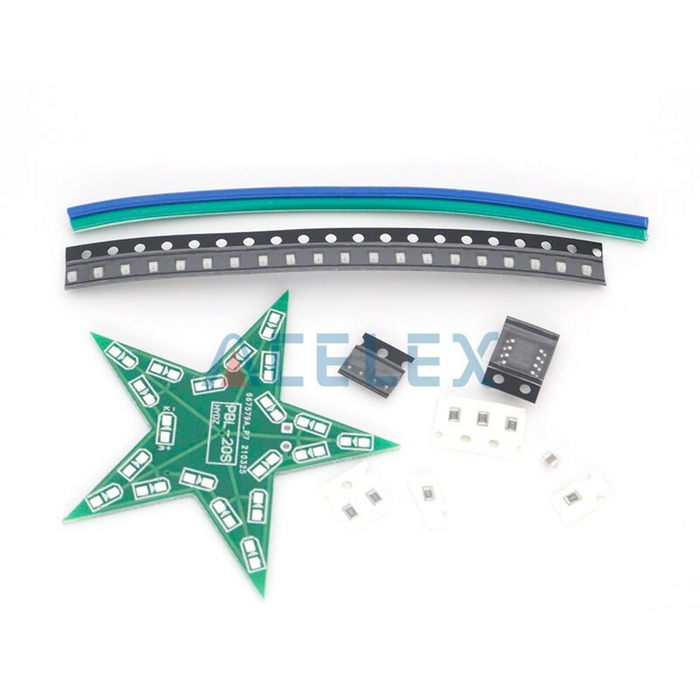
- DIY Kit набор для сборки пятиконечная звезда. Ссылка на источник
Разноцветный модуль светильника CD4060 Dream

Отличный набор для тренировки пайки и сборки плат. Ссылка
Высоковольтный генератор дугового зажигания
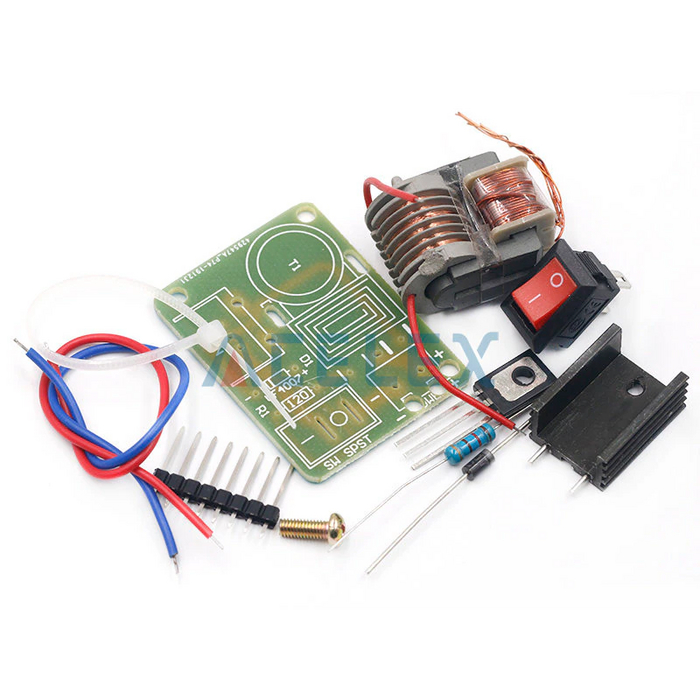
Комплект собери сам — высоковольтный генератор 18650. Ссылка
ИК датчик
Модуль датчика инфракрасного бесконтактного переключателя. Ссылка
Тренировочная плата CD4017
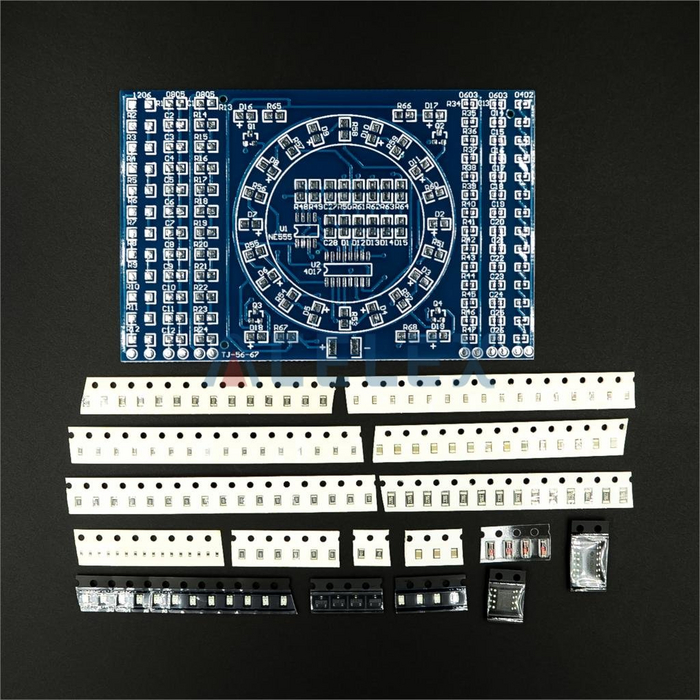
Набор для тренировки и обучению паяльным работам с мелкими деталями. Плата для пайки светодиодов и резисторов. Ссылка
Плата для обучения пайке 0805, 0603
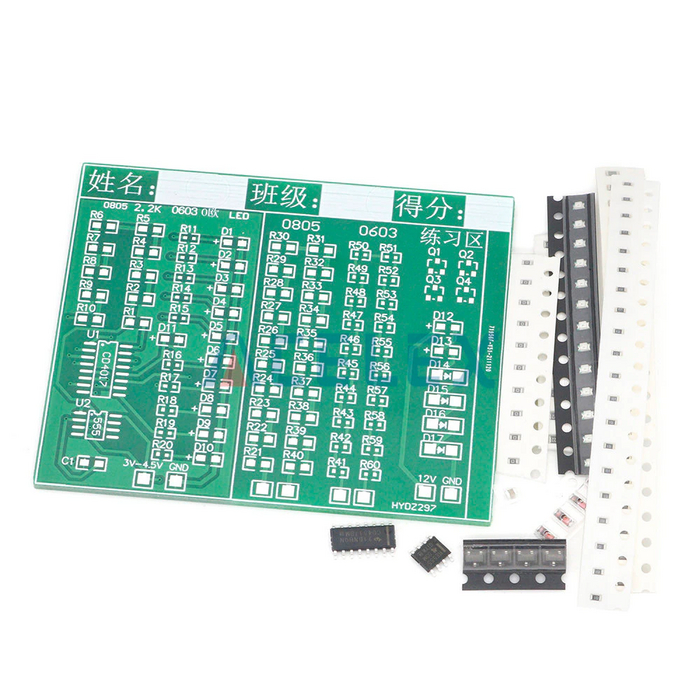
Еще одна модель платы для начинающих радиолюбителей и ремонтеров. Ссылка
Часы на AT89C2051
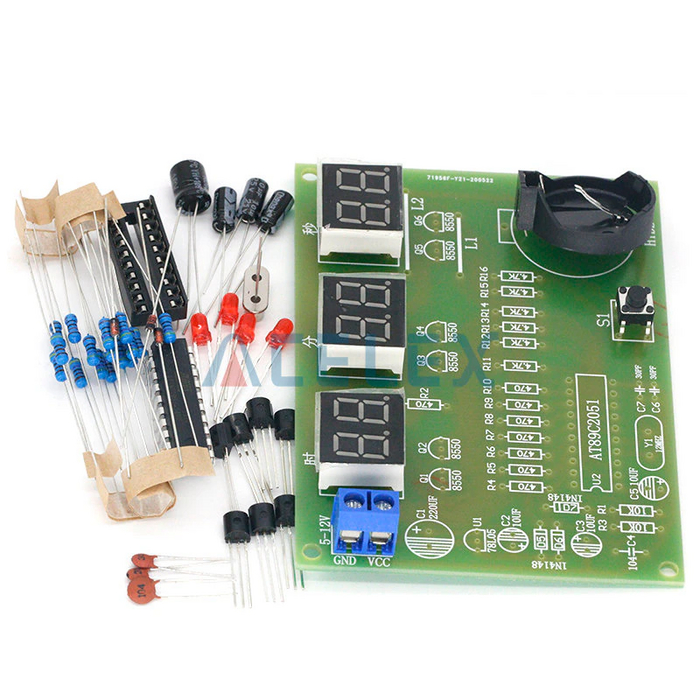
Комплект для сборки электронных часов на микроконтроллере AT89C2051. Ссылка
Набор световой сигнализации
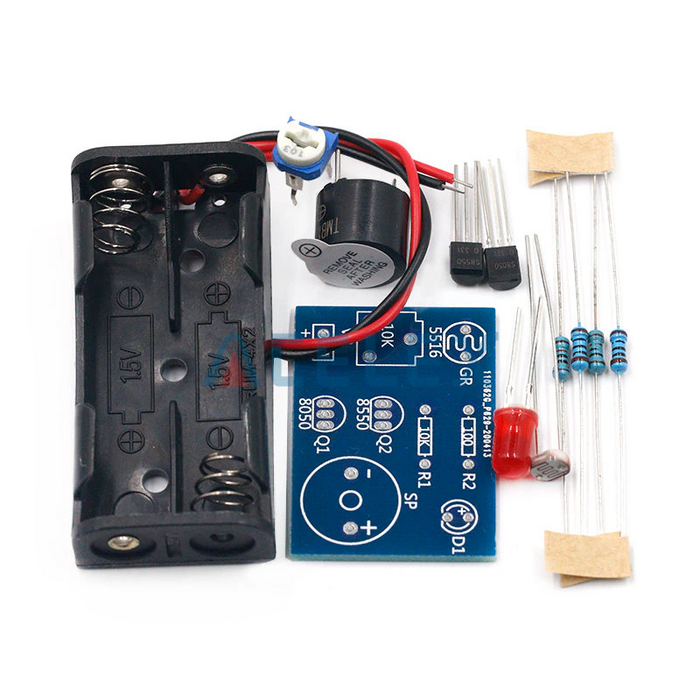
Эта схема используется для мониторинга окружающего освещения. Когда свет будет ярким (или он появится), то плата подаст звуковой и визуальный сигнал тревоги. Ссылка
Модуль PCB 76 МГц-108 МГц
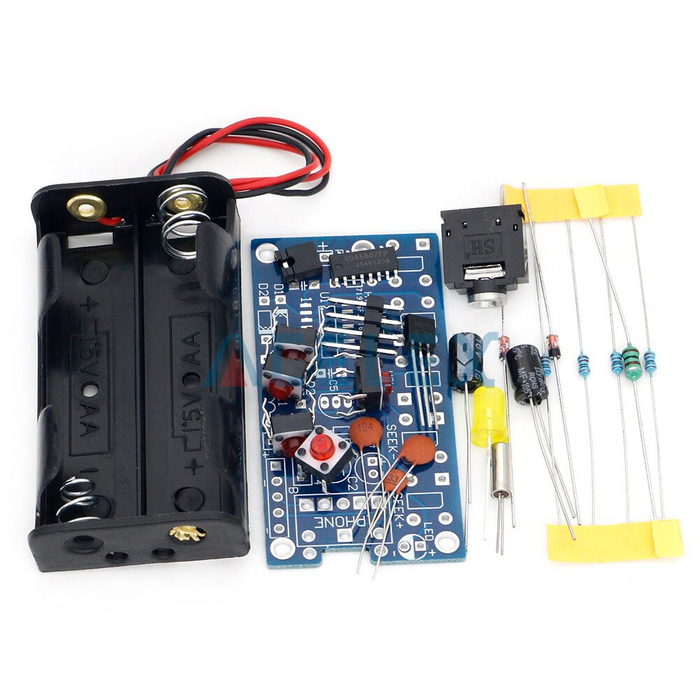
Набор сделай сам — стерео FM радиоприемник. Ссылка

Набор для сборки колокольчиков
Набор включает в себя детали для сборки колокольчиков, которые мигают по очереди, создавая эффект качения. В наборе содержится 95 светодиодов. Ссылка

Набор для сборки светильника в виде сердца
Данный набор предназначен для создания светильника в форме сердца с плавно переливающимися светом. Ссылка
Усилитель для динамиков
Плата усилителя мощности для динамиков на LM1875T. Ссылка на источник
Стабилизатор напряжения
Модуль стабилизатора LM7805 на 5в, 6в, 9в, 12в. Ссылка
Дуговая зажигалка
Набор для самостоятельной сборки высоковольтного генератора. Ссылка
Энергосберегающий модуль для светильников
Набор для сборки платы с микросхемой CD4011, отвечающей за энергосбережение и включение ламп или светильников в зависимости от освещения или голоса. Ссылка
Песочные часы
Отличный набор для изучения пайки. Цифровые песочные часы. Ссылка
Бегущие огни
DIY KIT набор бегущих красных огней на NE555+CD4017. Ссылка
Электронное пианино
Набор для сборки электронного пианино, требующий навыков работы с паяльником и понимания принципов работы электроники и электронных компонентов. После сборки будет иметь возможность воспроизводить ноты и мелодии. Ссылка на источник
Монтаж электронных модулей
Линия поверхностного монтажа печатных плат
Линия поверхностного монтажа представляет собой высокопроизводительный участок сборки печатных плат в серийном и крупносерийном производстве. Высокая производительность 30000 компонентов в час, точность установки в 25 мкм (микрон) и возможность установки компонентов от 0,4 мм до 75 мм полностью соответствует всем современным требованиям электронного производства.
Для мелкосерийной сборки опытных образцов АО Заслон оснащен дополнительным участком с высокотехнологичным оборудованием, включая автоматический дозатор, автомат поверхностного монтажа и парофазную печь. Оборудование позволяет осуществлять сборку любого уровня сложности, включая сборку плат, не спроектированных для серийного производства.
Автомат установки компонентов Samsung SM482
- Производительность: До 30 000 комп./час
- Точность установки микросхем: ±30 мкм при 3∑
- Устанавливаемые компоненты: От 0,4х0,2мм (01005) до 42 мм (ИМС, BGA) до 75 мм (коннекторы)
- Высота устанавливаемых компонентов: До 15 мм
- Максимальный размер платы: 740х460мм
- Максимальное количество питателей компонентов: 120 позиций под питатели 8 мм
Автомат установки компонентов Samsung SM482
Автомат установки компонентов Samsung SM482 предназначен для поверхностного монтажа компонентов по технологии SMT (Surface Mount Technology). Поверхностный монтаж является наиболее распространённым на сегодняшний день методом конструирования и сборки электронных узлов на печатных платах.
Samsung SM482 может выполнять высокоскоростную установку компонентов. Высокая точность автомата и наличие центрирующих камер позволяет распознавать и устанавливать компоненты с шагом даже до 0,3 мм. Камеры для центрирования находятся на установочном модуле таким образом, что распознавание компонентов происходит на ходу In-Flight.
Автоматическая система отмывки печатных плат NC25eco
- Максимальные размеры очищаемой детали: 750×830×75 мм
- Типовое время цикла:
- Температура моющего раствора: 60 °С
- Температура горячего воздуха: 110°С
Автоматическая система предназначена для качественной струйной отмывки печатных узлов, трафаретов и ракелей от остатков флюсов после пайки и других типов загрязнений, возникающих при производстве и монтаже печатных плат.
Автоматическая система очистки трафаретов, отмывки плат и печатных узлов PBT Super Swash III
- Используемая отмывочная жидкость: Vigon
Автоматическая система струйной отмывки предназначена для качественной отмывки печатных узлов, трафаретов, ракелей от остатков флюсов после пайки и других типов загрязнений, возникающих при производстве и монтаже печатных плат.
Высокопроизводительный автомат дозирования Asymtek Axiom X-1010
- Максимальный размер платы: 458х458 мм
- Максимальная производительность: 16 000 точек нанесения/час
- Минимальный размер платы: 25х25 мм
- Повторяемость нанесения: 25 мкм
Автомат Axiom X-1010 предназначен для нанесения паяльной пасты на печатную плату в условиях мелкосерийного многономенклатурного производства. Автомат способен решать широкий спектр задач по нанесению пасты, делая процесс дозирования особенно гибким.
Система Автоматической Оптической инспекции Viscom S3088 flex
- Максимальный размер платы: 650×508 мм
- Скорость инспекции до: 20-40 см²
- Макс. высота эл. модуля сверху: 80 мм
- Разрешение камер: 8 Mp
- Количество камер: 12 шт
Система АОИ S3088 flex предназначена для надежного, эффективного обнаружения дефектов и быстрой отладки технологического процесса. АОИ снабжена набором цифровых видеокамер и блоком обработки информации, отвечающим за распознавание дефектов. Режим трехмерной съемки инспектируемого изделия дает возможность более качественного и детального анализа.
Система вакуумной парофазной пайки Asscon VP6000
- Максимальный размер платы: 600 х 400 мм
- Мин. размер платы: 80 х 60 мм
- Время готовности к работе после включения: 30 мин
- Макс. вакуум: 40 Мбар
Пайка в парофазной среде
Пайка в парофазной среде позволяет улучшить качество пайки, а присутствие в печи вакуумной камеры позволяет уменьшить количество пустот в паяном соединении на 95%.
Преимущества пайки:
- Возможность пайки изделий любой сложности
- Пайка на алюминиевом основании
- Независимость процесса нагрева от формы, цвета и массы изделия
- Пайка без доступа кислорода и без использования инертного газа
Класс изделий
Позволяет производить изделия даже 3-го класса по международным стандартам IPC.
Система конвекционной пайки REHM VXS air 2450
- Макс. ширина платы: 400 мм
- Мин. ширина платы: 50 мм
- Кол-во зон предварительного нагрева: 5
- Кол-во пиковых зон: 2
- Количество зон охлаждения: 3
Система конвекционной пайки REHM VXS air 2450 предназначена для пайки изделий средней и крупной партии. Эта система обеспечивает более высокую производительность и снижает количество брака, связанного с поверхностным натяжением.
Система контроля рентгеновским излучением Micromex DXR
- Различимость деталей, мкм: ≤ 0,5
- Физическое разрешение детектора, Пикс: 1024×1024
- Максимальные размеры (диаметр х высота), мм: 680×635 (2D) и 60×60 (томография)
- Максимальный вес образца, кг: 10 (2D) и 2 (томография)
Система контроля рентгеновским излучением Micromex DXR предназначена для проведения контроля с высоким разрешением деталей в реальном времени и автоматизированной инспекции.
Трафаретный принтер DEK HORIZON 03iX
- Время печати: 12 с
- Максимальный размер печатной платы (Д х Ш): 620×508 мм
- Минимальный размер печатной платы (Д х Ш): 50×41 мм
- Толщина печатной платы: 0,2 – 6 мм
- Скорость движения ракеля: 0 – 20 кг
Трафаретный принтер DEK HORIZON 03iX основан на технологии быстрой и качественной сборки плат. Точное оптическое совмещение трафарета с платой обеспечивает высокую точность повторяемости. Это также позволяет производить платы даже с BGA в серийном и крупносерийном производстве без потери качества.
Сборка и монтаж блоков
В сборочно-монтажном цехе производится сборка радиоэлектронных устройств любой сложности, включающая как монтаж печатных плат, так и сборку узлов и блоков. Также проводится модернизация и ремонт ранее выпущенных изделий.
Сборка и монтаж блоков
В сборочно-монтажном цехе производится сборка радиоэлектронных устройств любой сложности — от монтажа печатных плат до сборки узлов и блоков, а также модернизация ранее выпущенных изделий и их ремонт. Цех укомплектован квалифицированными кадрами, обеспечивающими выпуск высококачественной продукции, соответствующей требованиям ГОСТ Р ИСО 9001-2015. Подготовка и сопровождение производства на всех этапах производится инженерами-технологами высокой квалификации. Цех оснащён современными рабочими местами монтажников и сборщиков, паяльным оборудованием фирм ERSA, Термо Про, инструментом и средствами визуального контроля качества Mantis для обеспечения выпуска изделий.
Квалификация специалистов цеха и его оснащение позволяет выполнять все технологические операции по сборке изделий
Установка на печатные платы поверхностно монтируемых элементов, а также элементов, имеющих планарные и штырьковые выводы. Изготовление и монтаж кабельных изделий (перемычки, шины, коаксиальные кабели, кабельные сборки с разъемами под пайку, обжим разных видов кабельных наконечников), а также проводной монтаж узлов и блоков, в том числе и по принципиальным схемам.
Отмывка
Отмывка продукции от продуктов пайки в спирто-нефрасовой смеси и деионизированной воде с применением методов ручной и ультразвуковой очистки.
Выполнение слесарно-сборочных работ любой сложности, а также упаковка готовых изделий.
Запрессовка
Запрессовка разъемов любой сложности в печатные платы с использованием современного оборудования и оснастки.
Формовка
Цех оснащен оборудованием и оснасткой для формовки выводов ИЭТ.
Есть вопросы? Мы поможем!
расскажем, как быстро с максимальной выгодой купить, продать или арендовать необходимое технологическое оборудование
Оставьте свои контакты, мы свяжемся с вами и проконсультируем по всем вопросам
Комплектация принимается в заводской упаковке — лентах, пеналах и поддонах, влагочувствительные компоненты (в том числе корпуса BGA/QFP/QFN/LGA) во влагонепроницаемой (вакуумной) упаковке с индикатором влажности. Каждая упаковка должна иметь четко читаемую маркировку, соответствующую передаточным документам и документации к заказу. Комплектация для поверхностного монтажа (SMD) россыпью не принимается!
Маска
Цвет Фольга, мкм Базовый Продвинутый Dk
Масочный мостик между контактными площадками (зеленая) 1835 0,150 0,100 3,5
70105 0,175 0,150 3,5
Припуск паяльной маски (зеленая) (expansion, Solder Mask Swell) 1835 0,050 0,025 3,5
70105 0,075 0,050 3,5
. Характеристики пройденных испытаний маски серии H-9100/H-8100 представлены по ссылке.
Тип Базовый Цвет
Agfa DiPaMat Legend ink Wh 04 IPC SM840 Белый
Финишные покрытия
Тип Базовый Толщина покрытия, мкм Толщина подслоя Ni, мкм
ПОС 63 методом HASL ГОСТ-23752 не нормируется —
Механическая обработка
Механическая обработка Минимальная толщина ПП, мм Точность позиционирования, +/- мм
Фрезерование (Диаметр фрезы, используемой по умолчанию составляет 2 мм, пазы шириной менее 2 мм обрабатываются фрезой 1 мм.) 0,20 0,20
Скрайбирование 0,80 0,25
Специальные конструкции
Специальные возможности Ограничения
Фрезерование на глубину в т.ч. обеспечение доступа к внутренним слоям ПП точность +/- 0,1 мм
Зенкование отверстий угол 90, 120, 140
Металлизированные полуотверстия Минимальный диаметр 0,6 мм; Поясок монтажной контактной площадки (Annular ring PAD) 150-200 мкм; Минимальный зазор между площадками в зависимости от выбранной сложности (стандарт или продвинутый) 150-125 мкм для 18 мкм базовой фольги.
Металлизация торца печатной платы Для обеспечения торцевой металлизации в составе групповой заготовки необходимо учитывать наличие технологических перемычек, ведущих к отсутствию металлизации торца в местах их размещения (каждые 50,0 мм будут размещены перемычки); минимальная длина/перемычка металлизации 2,0 мм.
Слотовое сверление (Drill Slot) возможно выполнение пазов минимальной шириной до 0.5 мм — металлизированные, до 0.6мм — неметаллизированные; длина паза от 2,4d до 10d.
Тентирование переходных отверстий пленочной маской min диаметр отверстия 0,1 мм; max диаметр отверстия 1,2 мм. В проекте отверстия должны быть покрыты маской.
Заполнение переходных отверстий эпоксидным компаундом с последующей металлизацией min диаметр отверстия 0,1 мм; max диаметр отверстия 1,0 мм; min толщина платы 0,5 мм (для иммерсионных покрытий) и 0,8 (для покрытия HAL).
Контроль качества
Параметр Требование
Минимальная площадь комплекта 0.3 дм²
Расположение перемычек (mill tabs) между платами не менее одной перемычки шириной 1.5 мм на каждой из сторон для сохранения жесткости комплекта
Электротестирование комплект плат с электротестированием должен иметь прямоугольную форму без выступов и углублений
Механическая обработка комплекты плат изготавливаются в составе групповой заготовки вне зависимости от площади комплекта; линия скрайбирования может проходить только через весь комплект
Толщина материала, фольги, цвет маски/ маркировки, тип финишного покрытия должны быть одинаковые для всех плат в комплекте
Отношение площади трассировки к площади отдельных плат в комплекте не должно отличаться более, чем в 2 раза
Зазор между платами в комплекте не менее 2.0 мм
Состав одного комплекта не более 5 плат
Максимальный размер комплекта 160.0 мм х 190.0 мм
Серийная и малосерийная установка печатных плат подразумевает применение автоматизированного оборудования. Это дает возможность осуществления групповой пайки элементов, что, в свою очередь, является гарантией устойчивой повторяемости процесса, проверки температуры и качества соединений.
Основные этапы монтажа плат
Стандартная типовая автоматизированная установка печатных плат (ПП) поверхностным способом, как правило, осуществляется в несколько стадий: 1. Нанесение на печатную плату специальной (паяльной) пасты. 2. Проверка качества ее нанесения на контактные площадки. 3. Монтаж электронных элементов. 4. Групповая пайка по конкретной технологии. 5. Проверка качества соединений.
Паста, используемая для пайки, характеризуется наличием гелеподобной консистенции, в которой, кроме припоя, содержатся флюс, всевозможные присадки, а также активаторы. Паста обеспечивает: 1. Очистку контактных площадок и элементов от оксидной пленки, которая выступает преградой паяному соединению. 2. Удержание на печатной плате поверхностно устанавливаемых компонентов до момента начала пайки. 3. Припой компонентов. В случае автоматизированной сборки платы пасту наносят трафаретной печатью на специальном принтере. При этом отверстия трафарета должны совпадать с размещением, а также формой контактных площадок на печатной плате. Одним из лучших способов нанесения пасты, с точки зрения технологии, выступает каплеструйная печать. При этом происходит так называемый "выстрел" каплей материала из картриджа, позиционирование эжектора которого осуществляется по схематично определенному участку печатной платы. Типичным методом является постепенное нанесение пасты, когда пускают в ход пульсационно-нагнетательный насос-дозатор, а также винтовой или поршневой насос. Все без исключения печатные платы подлежат обязательной проверке нанесения пасты. Степень точности нанесения и объема пасты, дефекты пайки определяются с помощью автоматизированных линий, укомплектованных модулем 3D оптической инспекции.
Монтаж элементов платы
Автоматизированный комплекс переносит электронные компоненты из ленточного либо другого носителя, центрирует и устанавливает элементы на плате с помощью лазера или специальной видеосистемы.
Основные отличия между автоматами заключаются в конструкции, возможностях, а также в назначении. Автоматизированная линия оснащается модулями под разные задачи: — для монтажа простых компонентов на высоких скоростях; — для пайки элементов крупных форматов; — для установки компонентов сложной конфигурации; — и прочими.
Как происходит пайка?
Процесс автоматизированного создания печатных плат не обходится без пайки сконструированных ПП в конвейерных печах. К числу самых популярных технологий групповой пайки относят следующие способы:
— конвекционный, когда паяльная паста нагревается горячим воздухом. Происходит проход платы через различные зоны с разной температурой, что выступает гарантией плавного, равномерно управляемого, прогрева и охлаждения без конфликта температур;
— пайка сфокусированным потоком инфракрасных лучей. При этом способе пайке можно прогревать зоны платы в разном режиме, что применяется для монтажа компонентов, если контактные площадки скрыты под корпусом.
— конденсационная пайка. Для указанного способа пайки на плату наносится паяльная паста, затем размещаются электронные компоненты. Далее плата с компонентами прогреваются паром жидкости, находящейся в химически инертном состоянии. Выбор жидкости зависит от вида пасты, значения температуры нагрева. Подобная технология используется для пайки в бескислородной среде для автоматизированного монтажа плат любого уровня сложности.
Обязательным условием автоматизированного производства является проверка готовых печатных плат. Автоматическая оптическая инспекция выявляет возможные дефекты пайки, смещение или отсутствие электронных компонентов, непропай, перемычки припоя между выводами компонентов и прочие недостатки.
Для проверки компонентов со скрытыми выводами, платы с элементами BGA, CSP, QFN проверяются с помощью рентгеноскопического оборудования.
Все опытные образцы первых итераций своих проектов я паяю вручную, но в данной статье я опишу процесс пайки, пожалуй, одной из самых сложных разработанных мною плат. Сам процессорный модуль: CPU Rockchip RK3588, 2xLPDDR4 и несколько контроллеров питания PMIC. Стек платы вполне обычный – это 8 слоев с медью 18 мкм (плата 1,5 мм). Но есть нюанс или даже несколько. Во-первых, при проектировании модуля мне не удалось перейти на компоненты 0402, вместо 0201 (как рекомендует референс-дизайн), как я успешно делал это ранее на других CPU. Почему – немного позже. Во-вторых, проводники толщиной 0,076 мм и зазор 0,078 мм. В-третьих, дикое количество высокоскоростных интерфейсов (кому интересно может глянуть спецификацию на процессор). И тут я не утрирую, из корпуса BGA1088 на внешние разъемы я вытащил почти три сотни проводников, не считая внутренней трассировки (память, питание и т.д.).
Ниже картинка для понимания плотности трассировки (212 полигонов я скрыл).
Рис.1. Плотность трассировки на модуле
Еще немного отвлекусь и объясню, почему все-таки не удалось под процессор поставить все компоненты 0402. На картинке ниже показано как расположены компоненты на BOTTOM платы (бордовые пары квадратиков – это контактные площадки (далее КП) компонентов). 0402 (желтый кружок) и 0201 (зеленый кружок). Расстояние между центрами КП корпуса 0201 чуть больше 0,5 мм. Я специально не стал скрывать переходные отверстия, а их под процессором около 800 шт. При изготовлении данной печатной платы была забивка переходных отверстий смолой, то есть, теоретически, я мог располагать компоненты прямо на переходных, но даже так мне не хватало места для необходимого количества 0402, так как все это объединяется в полигоны, которые начинают перекрывать друг друга.
Рис.2. Контактные площадки компонентов 0402 и 0201
Теперь плавно переходим к сути статьи. Первый вопрос, который возникнет у читателя: «Для чего?». Когда есть специальные производства, заточенные для сборки мелких серий и опытных образцов. 125к рублей нам озвучили за пайку двух модулей (Внимание! Ручной пайки!). Также есть некоторые нюансы передачи компонентов на производство. Например, не любое производство соглашается брать «огрызки» лент с компонентами, а предпочитает катушки. Оно и понятно, ведь нужно заправить это все в станок. Также сроки. Временные окна на пайку двух плат будут затратными для производства. На одном производстве нам вовсе отказали, сославшись на загруженность.
Безусловно, вторую итерацию будем паять уже только на заводе, но не эту. Мне необходима именно поэтапная сборка, так как возможны «косяки». Процессор и память я буду ставить в последнюю очередь – они самые дорогие из компонентов.
Самое сложное – это запаять BOTTOM. Тут самая высокая плотность компонентов и их довольно много (только конденсаторов 100 нФ 125 шт в корпусе 0201, 57 шт 1мкФ 0201 и т.д.). Габариты платы 70*70мм, а вот так выглядит обратная сторона под процессором.
Рис.3. КП на BOTTOM модуля
Я не люблю, когда на платах нет шелкографии, поэтому всегда сохраняю все подписи компонентов. Если места не хватает, то делаю выделенные «островки», чтобы хоть как-то можно было найти компонент без САПРа.
Самые большие компоненты – это конденсаторы 0805. Остальное 0603, 0402 и, конечно, 0201. Трафарет не заказывался, так что мазать наносить паяльную пасту буду вручную (ну почти). Тут важен баланс. Много пасты – не видно КП, мало пасты – непропай, густая паста – тоже не видно КП, жидкая – едут компоненты (особенно при последующем нагреве). Поэтому я смешиваю паяльную пасту с флюсом. Пропорцию не скажу. Не из вредности, а так как делаю «на глаз», ориентируясь на необходимую из практики густоту. Также паяльные пасты изначально разные.
Обычно я использую только специальный шприц и пинцет. Пока больше ничего не нужно.
Рис.4. Нанесенная паяльная паста на плату
Уж намазал так намазал, как говорится. Как ни старайся, но КП все равно скроются и рассмотреть их будет очень сложно, но меня это не пугает смайл. Если фото увеличить, то станет только хуже, к сожалению.
Рис.5. Нанесенная паяльная паста на плату, если присматриваться
Обычно я начинаю с расстановки компонентов средней величины. Если поставить сразу 0805, то потом будет очень сложно установить 0201. Руки могут дрожать с шагом не больше 0,5 мм, а иначе крах. А сразу расставить 0201 сложно, так как нет ориентиров (не забываем, что нанесена паста). Буду ставить 0402, далее 0603 и 0805, а 0201 оставлю «на сладкое». Резисторы ставить сложнее конденсаторов, так как их нужно еще перевернуть, а по «закону бутерброда» они все высыпаются из ленты не той стороной, а 0201 еще и липнут к пинцету сами по себе.
Тут я наставил уже все, кроме 0201 и вспомнил что не делал фото. И чем дальше, тем становится все сложнее не сдвинуть соседний компонент, устанавливая новый.
Теперь, чтобы понимать, о чем идет речь, продемонстрирую отличие размеров 0201 от 0402.
Рис.8. Габариты резисторов 0201 и 0402
Да – это не просто дырочки в ленте – это резисторы 0201. Чувствуешь себя неловко, когда кто-то подходит к столу, а ты тыкаешь «пустым» пинцетом в плату.
Рис.9. Что вижу я, когда паяю плату
Ладно. Найдем все конденсаторы в Altium 0201 100 нФ на BOTTOM. Картина удручающая. Уже в этот момент хочется все бросить и пойти плакать домой.
Рис.11. Конденсаторы 100нФ 0201
Ниже на фото я уже поставил конденсаторы и резисторы 0201, но еще не все. Думаю, я могу постить одни и те же фото, все равно разницы не видно.
Рис.12. Расставлены почти все номиналы
Как говорил мой преподаватель в универе «Тут все равно как делать, главное ничего не перепутать». Также и тут – главное не ошибиться в номинале. Пока писал статью паста начала подсыхать, но зато перестало рябить в глазах. Нужно ускоряться. Если компоненты перестанут прилипать к пасте их сдует феном даже при малом потоке воздуха.
Ну как-то так. Увеличил фото как смог.
Рис.13. Расставлены все компоненты на BOTTOM
Разъемы модуля буду устанавливать уже после запаивания всех компонентов на BOTTOM. Шаг выводов у них всего 0,4мм. Чтобы все выводы не слиплись вместе необходимо «разнести» излишки припоя равномерно по выводам (я это делаю соседними компонентами 0805 во время запаивания).
Вот сижу я, расставляю компоненты и думаю, что слипнутся у меня все они в один большой комок, когда я их начну греть. Будет весело. У меня есть ИК станция нижнего подогрева, но я ее использовать не буду, так как когда флюс разогреется, а паяльная паста еще нет – все поплывет.
Паять буду на видавшей виды подставке. Прогревать начну места под DDR и когда немного испарится флюс и компоненты прилипнут, перейду на пассив под процессором. Температура ~420 град (не забываем, что не все фены греют одинаково) и почти минимальный поток воздуха.
Рис.14. Закрепленная для пайки плата
Если Вы вдруг подумали, что самое сложное – это расставить компоненты, то нет. Самое сложное – это все пропаять. Пинцет между компонентами уже не вставить, то есть чтобы схватить и поправить компонент (а поправлять придется каждый) необходимо крутить плату. Компоненты встают вертикально, склеиваются, едут и т.д.
Когда все пропаял и уверен, что компоненты не отвалятся от платы в ультразвуковой ванне, необходимо нажать волшебную кнопку «3» в Altuim и убедиться, все ли компоненты на месте и правильно расположены. Чтобы не было как с яблоком и половинкой червяка – заглянул в УЗ ванну после отмывки, а там компоненты лежат.
Рис.15. Плата в 3D для сравнивания
Далее отмываем и смотрим результат.
Рис.16. Спаянная и отмытая плата
Выглядит весьма неплохо. Я еще немного подровняю компоненты, если что-то замечу и можно приступать к другой стороне.
Так как я одновременно паял и писал статью (пока свежо в памяти, так сказать) одна сторона у меня заняла около 4 часов. На стороне TOP компонентов 0201 нет и там дело пойдет быстрее. Думаю, одну такую плату спаять за день вполне реально.
UPD1. Так выглядит пайка разъемов с ИК подогревом. Сверху грею феном не более 320 град., снизу 380 град. Тоже нюансы: дать больше снизу — начнет выгибаться разъем, сверху — начнет плавиться.
UPD2. Вторая сторона вообще за 1,5 часа вместе с мойкой.
UPD3. Вот и все готово, друзья. Остался запуск и проверка.
На этом, пожалуй, закончу. Думаю – это все, что я хотел написать в этой статье.
Спасибо за внимание! Больших Вам компонентов!
Баннер для сборки печатных платУслуги по сборке печатных плат
Сборка печатной платы включает в себя процесс монтажа электронных компонентов на голую плату с помощью технологий сборки и пайки, в результате чего получается полностью функциональная плата PCBA. Точная сборка печатной платы имеет решающее значение для достижения желаемой функциональности и включает в себя множество аспектов, в том числе точное размещение компонентов и аккуратную пайку. Даже незначительная ошибка, например, неправильно установленный резистор или небольшой разрез в трассе, может привести к сбоям в сборке. Чтобы обеспечить успех Вашего проекта, важно сотрудничать с надежным Поставщик услуг по сборке печатных плат например, FS Technology.
Являясь ведущей компанией по производству PCBA, расположенной в Шэньчжэне, Китай, мы специализируемся на предоставлении высокопрофессиональных и комплексных услуг по сборке электронных устройств для индустрии производства электроники. Наш опыт и стремление к точности позволяют нам гарантировать точность и надежность Вашего проекта. Мы приглашаем Вас обратиться к нам за помощью, и наша команда будет рада предоставить Вам конкурентоспособное предложение по сборке печатных плат быстро и без колебаний.



