

- Время на прочтение
- Замена ПЗУ
- Замена на микросхему 39-й серии
- Замена ОЗУ
- Замена ПЛИС
- Разработка печатной платы
- Прошивка и тестирование
- Программирование ПЗУ и тестирование устройства
- Выбор варианта
- Тестирование устройства
- Устройство для тестирования
- Схема устройства
- Программа для тестирования
- Подготовка дампа для записи в ПЗУ
- Процесс прошивки
- Таблица последовательностей для инициации прошивки
- Монтаж и пайка
- Возможно, захочется почитать и это
- Почему стоит выбрать Exapro?
- Основные преимущества миксеров/гомогенизаторов
- Машинные параметры смесителей/гомогенизаторов
- Область использования
- Основные производители миксеров и гомогенизаторов
Время на прочтение
В первой части была описана идея видеокарты VGA для простого микроконтроллера (или ардуины), с помощью которой можно выводить информацию на стандартный монитор с интерфейсом VGA даже с самых слабых и медленных ядер.
Карта, сердцем которой является высокоскоростная ПЛИС, берет на себя все скоростные и критичные к таймингам операции. Идея была обкатана на макете и показала свою жизнеспособность. Однако для ее реализации в железе, а тем более в серии, необходимо пересмотреть несколько моментов.
Замена ПЗУ
В качестве ПЗУ была применена микросхема flash-ПЗУ со старой материнской платы компьютера. Она не очень удобна по нескольким причинам.
- Память серии 49 имеет не очень удобный параллельный интерфейс, в котором адрес записывается в два этапа, что усложняет логику работы и существенно увеличивает время доступа к памяти.
- Эта память выпускается в корпусе PLCC, который сам по себе дорог и, кроме того, трудоемок для ручного монтажа.
- Эта память достаточно специфичная и устаревшая.
Замена на микросхему 39-й серии
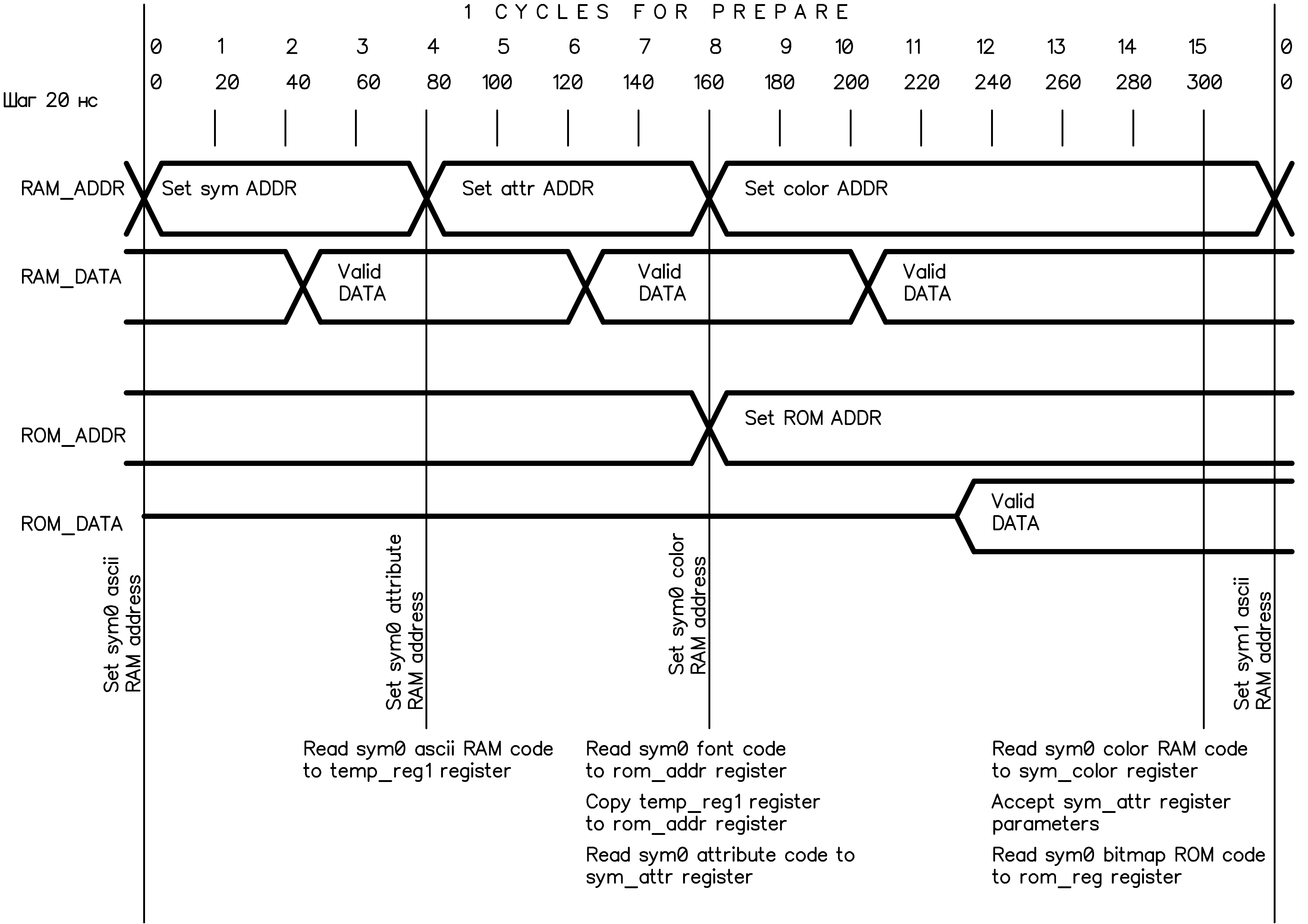
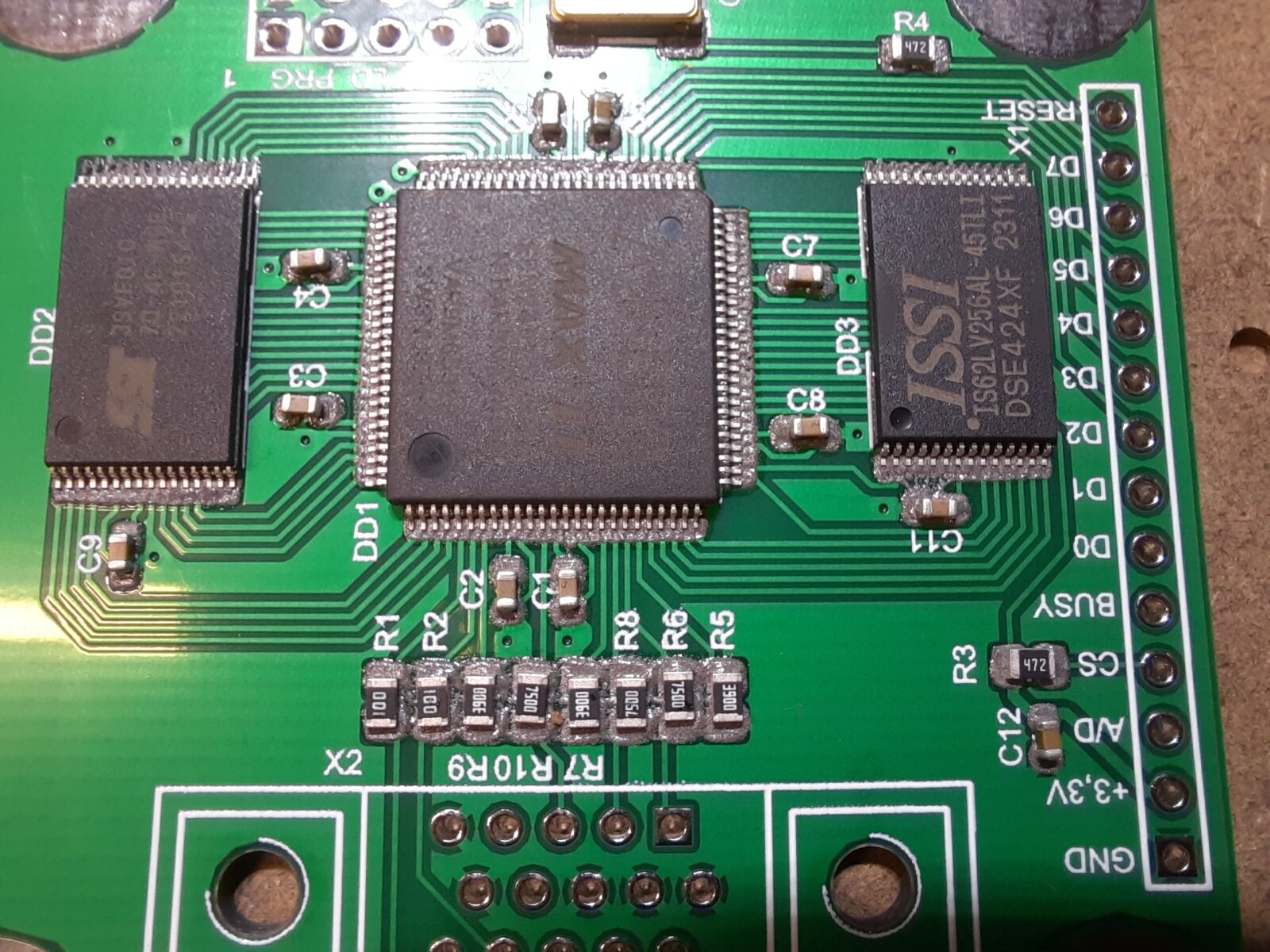
Было принято решение заменить ее на микросхему 39-й серии в корпусе TSOP. Эти микросхемы имеют тайминги 55 (SST39LF) и 70 (SST39VF) нс (против 270 нс у микросхемы 49-й серии).
Для новой микросхемы циклограмма обмена данными получилась следующая:
Замена ОЗУ
ОЗУ также нуждается в замене. Прежде всего, необходимо выбрать устройство, точно работающее от 3,3 В. Также, для удешевления нужно выбрать корпус типа TSOP.
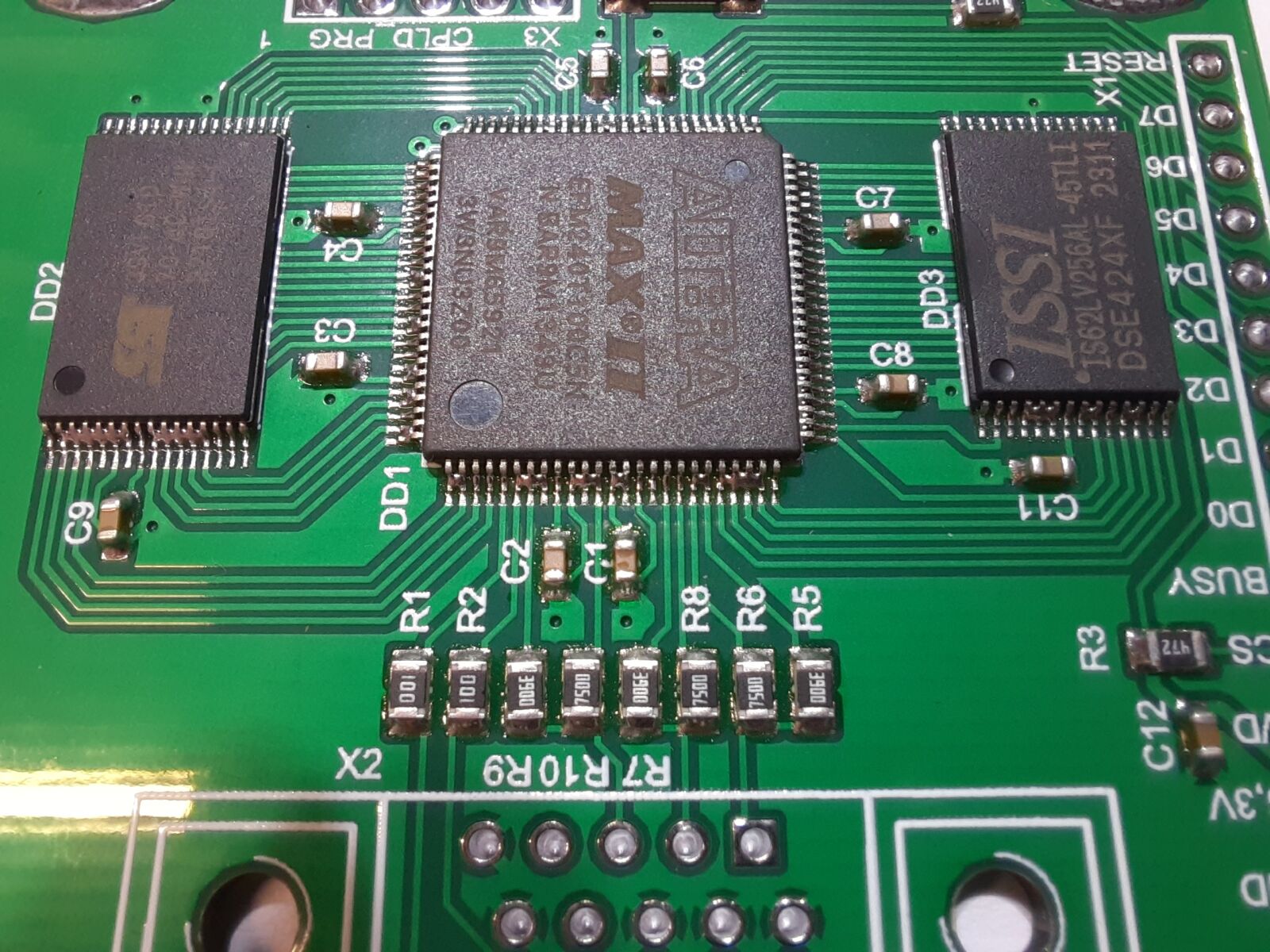
В итоге, из доступных на рынке была заказана микросхема IS62LV256AL-45TLI.
Замена ПЛИС
Оригинальная ПЛИС EPM240 стоит достаточно дорого. Поэтому было решено заказать микросхемы на Алиэкспресс по цене примерно 1,5 $ за шт.
Эти микросхемы, видимо, из забракованных партий. В рамках мелкой серии вполне оправдывает свою цену.
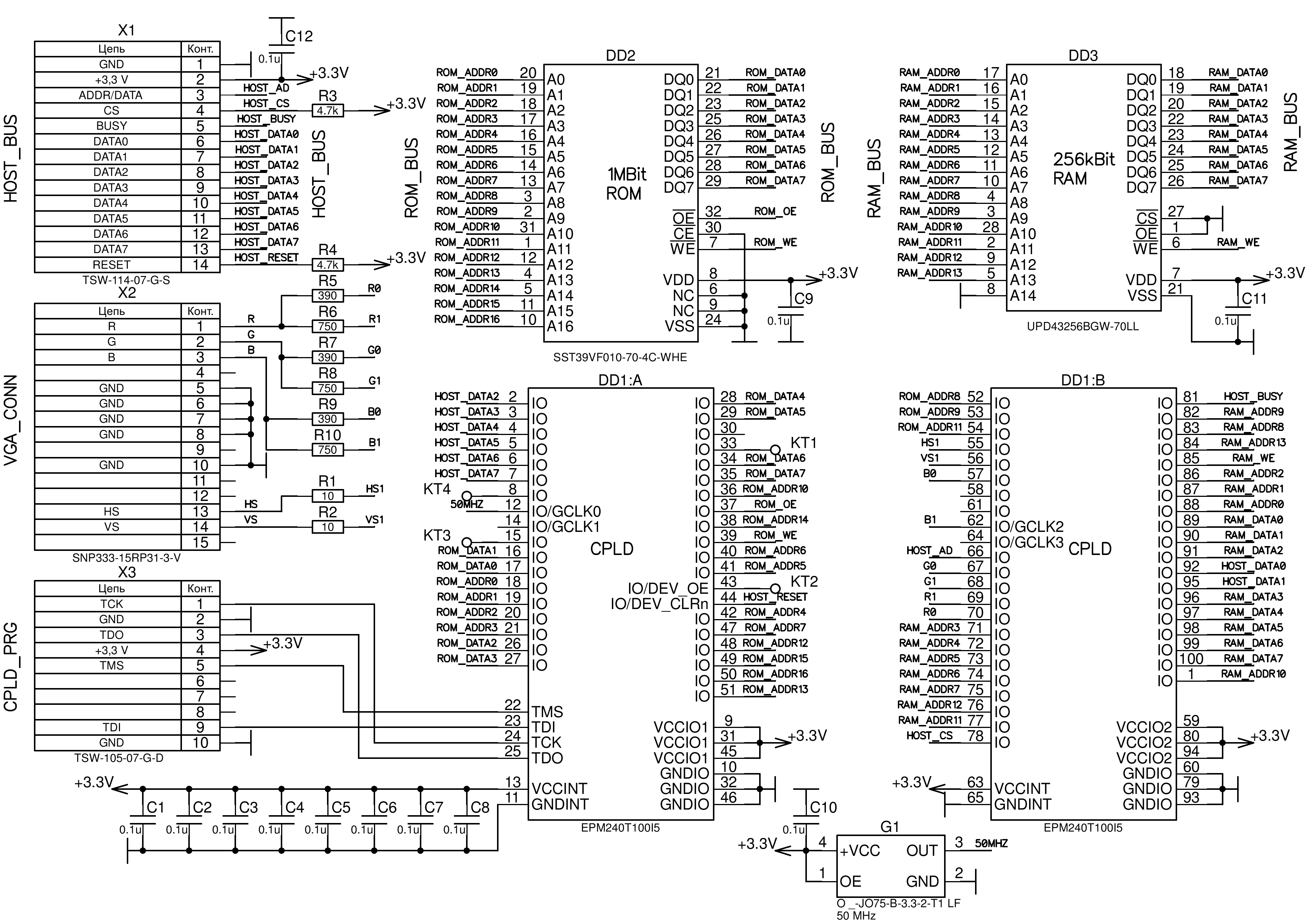
Схема и плата:
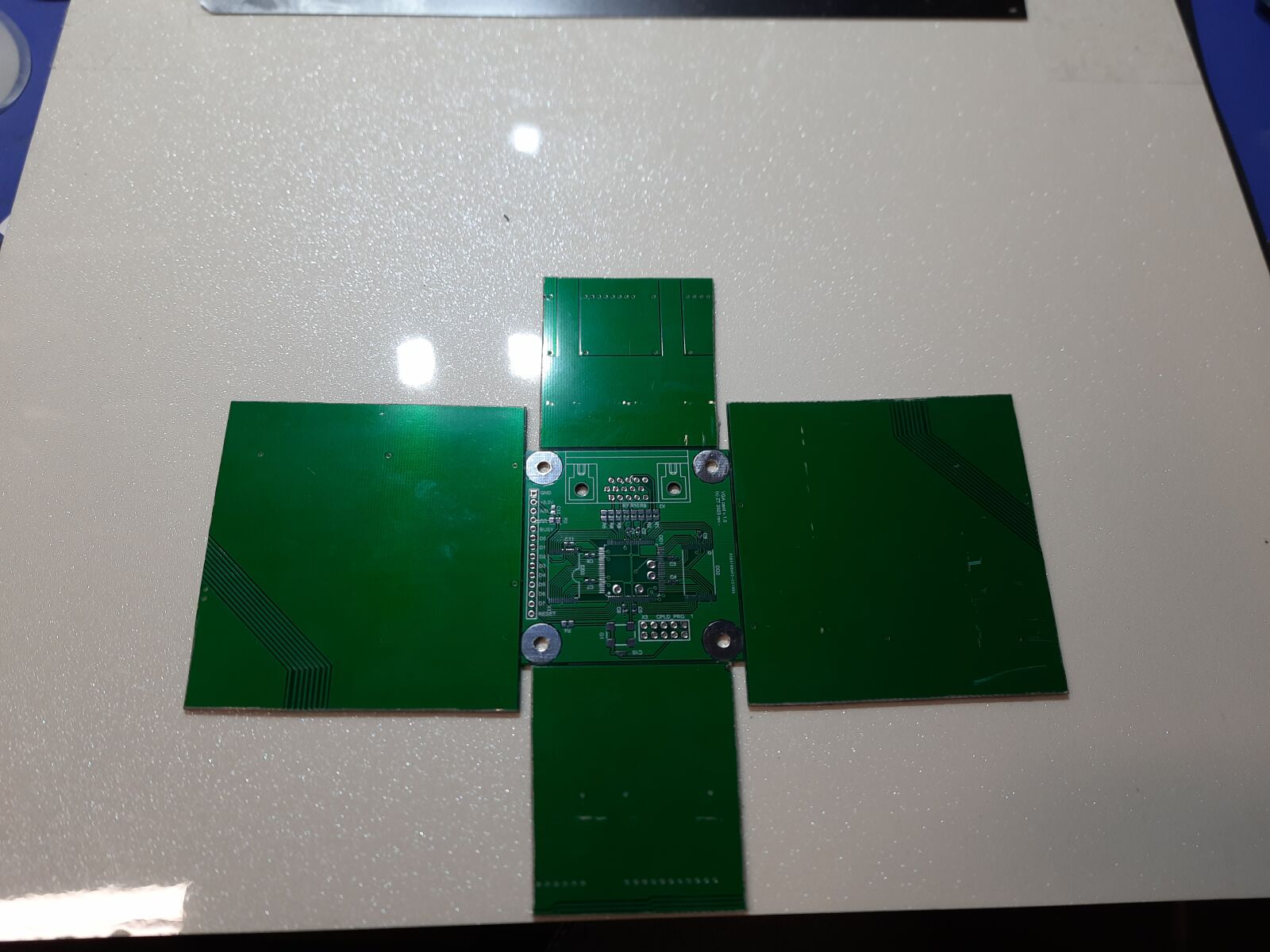
Разработка печатной платы
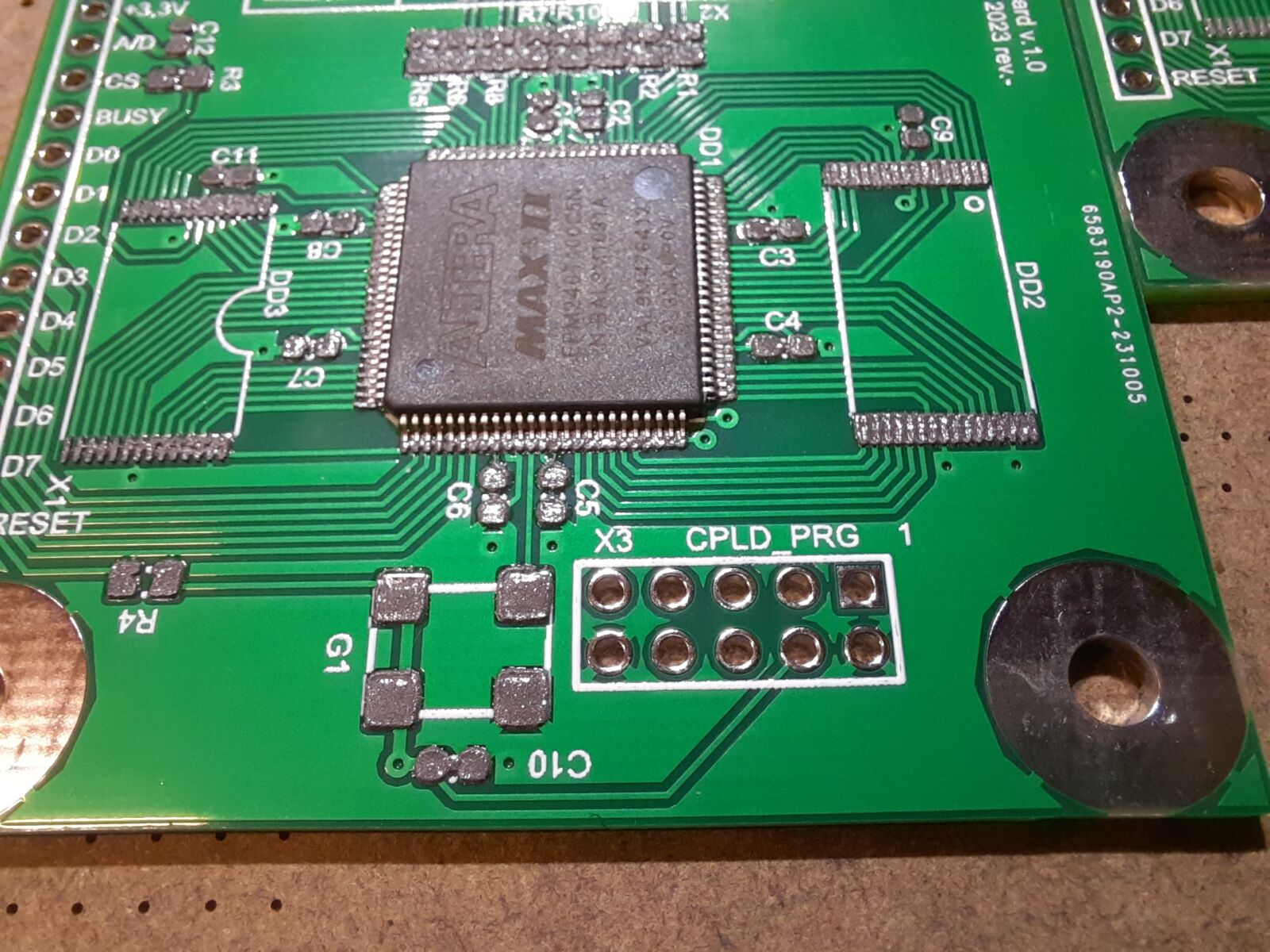
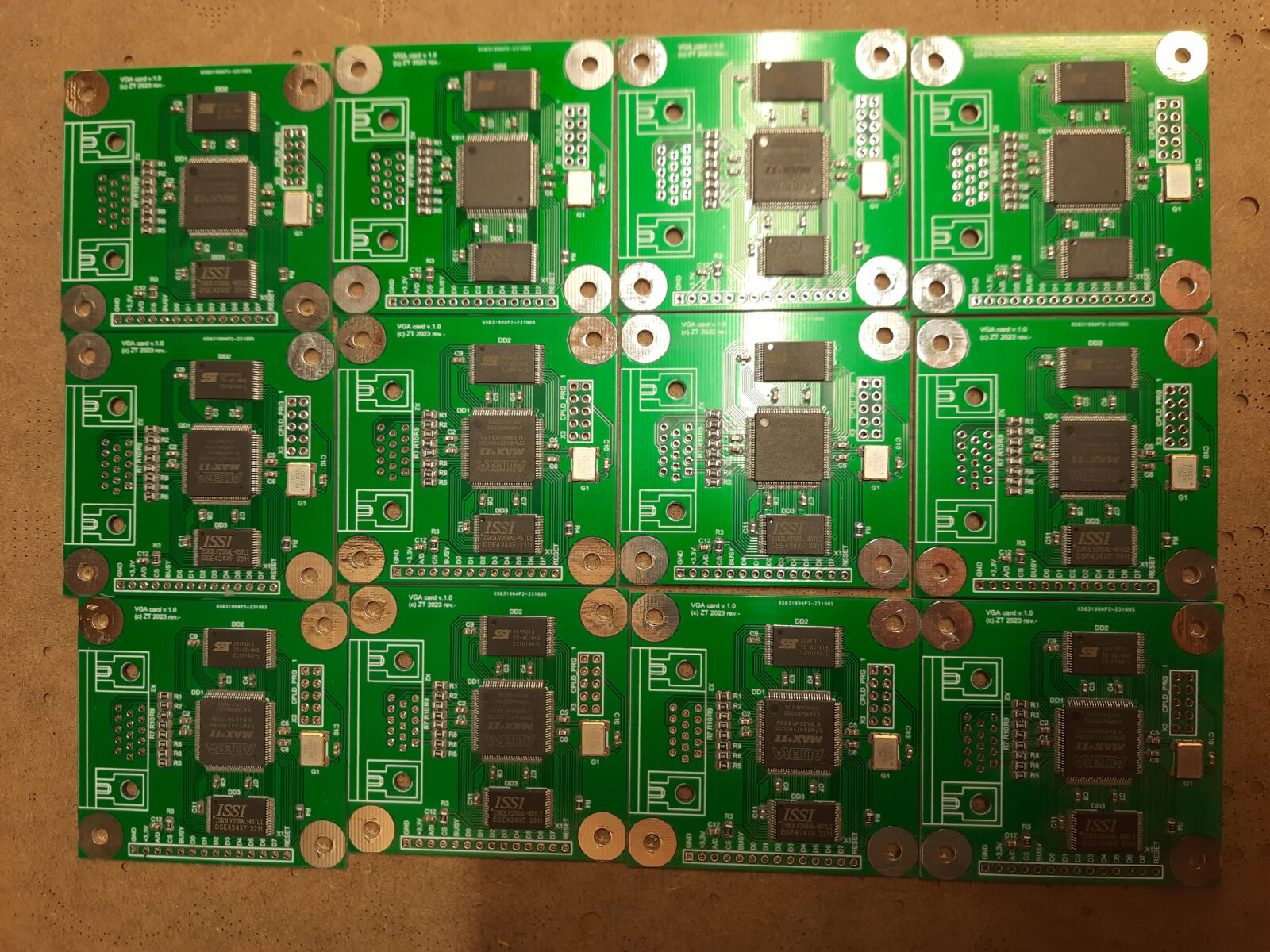
После окончательного выбора основных компонентов была уточнена схема (приведена выше) и разработана печатная плата (на КДПВ). К ней тоже были некоторые требования.
Поскольку приобрести все компоненты в одном месте не представляется возможным и они будут прибывать в разное время и из разных мест, монтаж платы придется делать вручную и самостоятельно. Для этого плата, прежде всего, была разведена так, чтобы все компоненты располагались только на одной ее стороне, а также было минимизировано число выводных компонентов, из которых остались только внешние разъемы.
Также были выбраны компоненты бОльшего типоразмера для удобства их установки вручную. Особенно это касается резисторов, которые необходимо ставить только на предназначенные для них места, постоянно контролируя их номинал, обозначенный на корпусе. Кварцевый генератор тоже был выбран максимального габарита – 7050, хотя у продавца были доступны для заказа и более мелкие аналоги. А вот блокировочные конденсаторы я оставил типоразмера 0603, они все одинаковые и перепутать их невозможно.
Печатные платы были заказаны в фирме JLCPCB в количестве 50 шт и со скидкой на первый заказ стоили весьма недорого. Конечно, свою роль сыграл и достаточно большой заказ – сразу 50 шт, в результате чего общая себестоимость размазалась по большому числу плат. Это, своего рода, тоже риск. Обычно на первых платах встречаются ошибки и неточности и выкинуть 50 негодных плат стоит дороже чем выкинуть, к примеру, 5 плат.
Вместе с платами был заказан и трафарет для нанесения паяльной пасты.
Прошивка и тестирование
Пока все это изготавливалось и ехало, было время задуматься о том, как это все прошивать и проверять. Прошивка ПЛИС трудностей не представляла, для нее был предусмотрен целый разъем и отдельный USB-программатор.
А вот с прошивкой ПЗУ знакогенератора дело обстоит сложнее. На макетной плате для того, чтобы сменить прошивку ПЗУ, его необходимо сначала аккуратно вытащить из панельки макета, вставить в панельку программатора, стереть, прошить, вытащить и вернуть в панельку макета. Операции весьма трудоемкие.
Дело осложняет еще тот факт, что программатор весьма древний, глючный и требует для работы LPT-порта и древнего ноутбука с операционной системой XP. Также, для программирования 3,3-вольтовых flash микросхем нужен специальный переходник, который оказался у меня чисто по случайности с незапамятных времен.
Найти такой сейчас, если бы он вдруг сломался или бы его не было – проблема нерешаемая.
Программирование ПЗУ и тестирование устройства
В связи со всем этим, а также потому как уже была выбрана микросхема корпусе TSOP, которая намертво запаивается на плату, было решено программировать ПЗУ знакогенератора средствами самой ПЛИС через пользовательский параллельный интерфейс.
Тут возможны два варианта:
- Программировать ПЗУ, зашивая в ПЛИС специальную прошивку только для программирования ПЗУ
- Встроить возможность программирования ПЗУ в рабочую прошивку ПЛИС
Выбор варианта
Второй вариант сложнее и требует дополнительных ресурсов ПЛИС, которые будут использоваться, по сути, только один раз в жизни устройства. К первому варианту пришлось бы прибегнуть, если бы доступных ячеек ПЛИС не хватило бы для реализации второго варианта. Но, к счастью, ячеек почти впритык, но хватило.
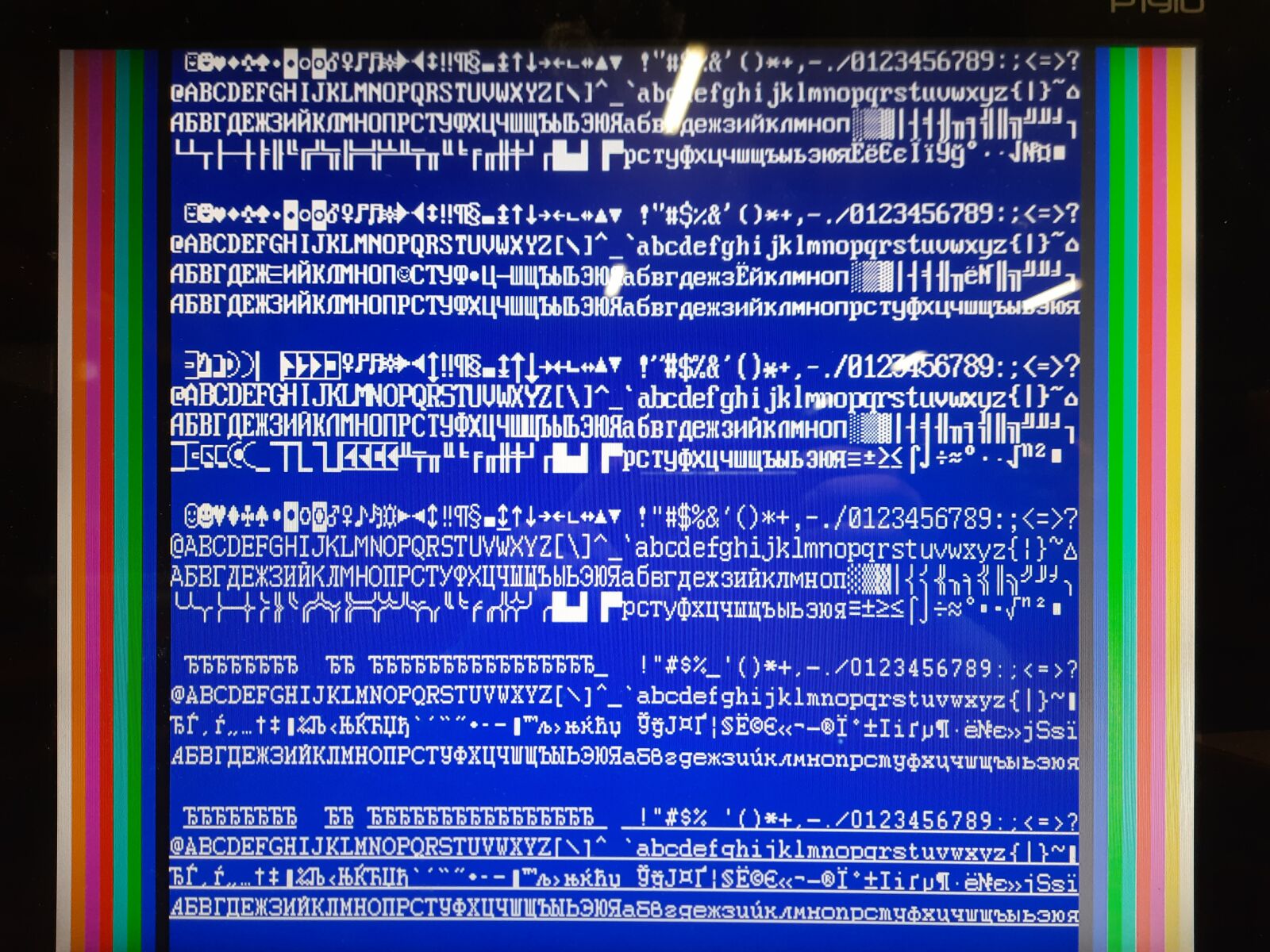
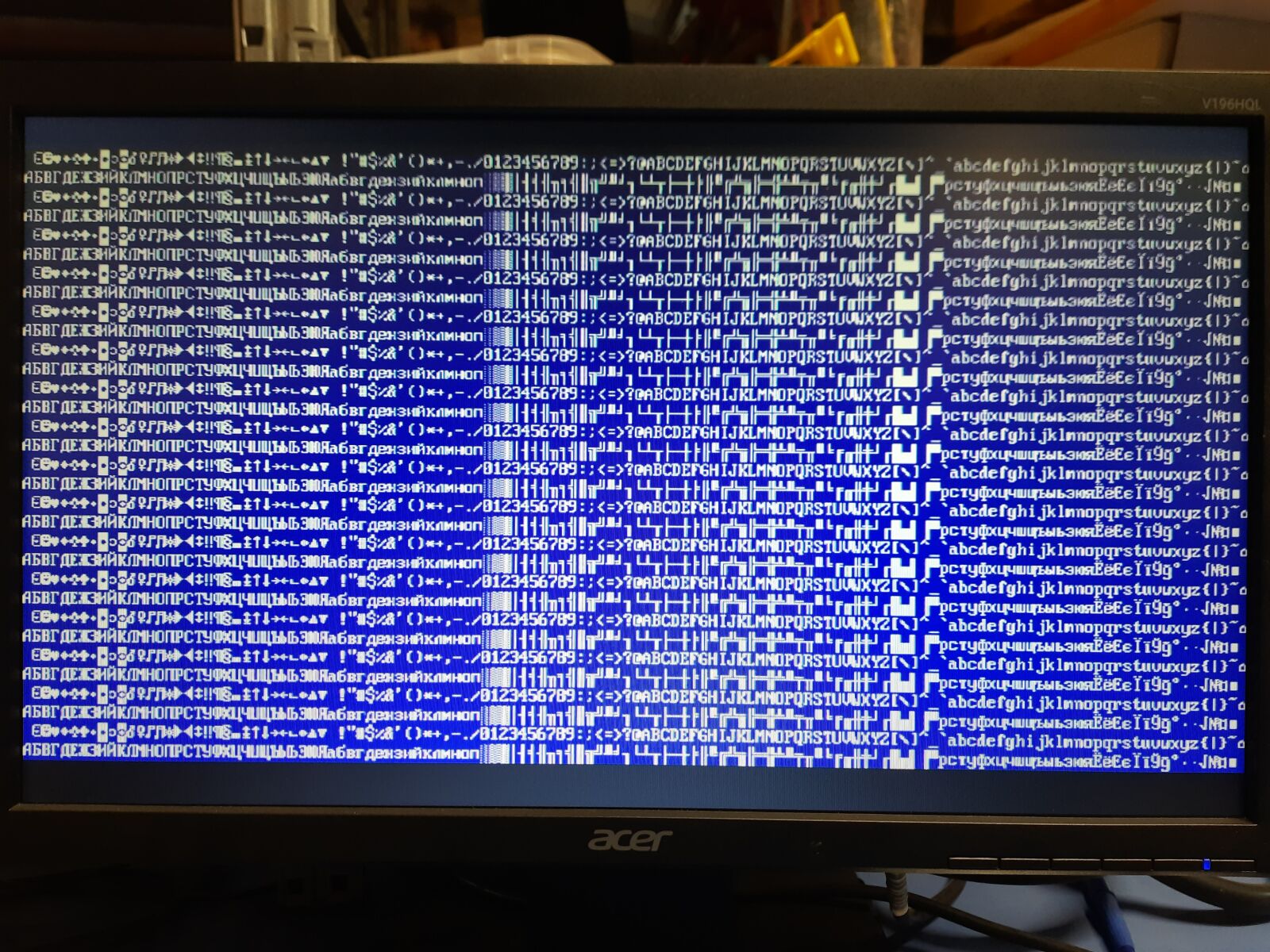
Тестирование устройства
Через тот же интерфейс необходимо проводить и тестирование собранного устройства, выводя на экран какую-нибудь тестовую картинку. Мне показалось простым и удобным использовать для этого уже упоминавшийся старый ноутбук с LPT портом.
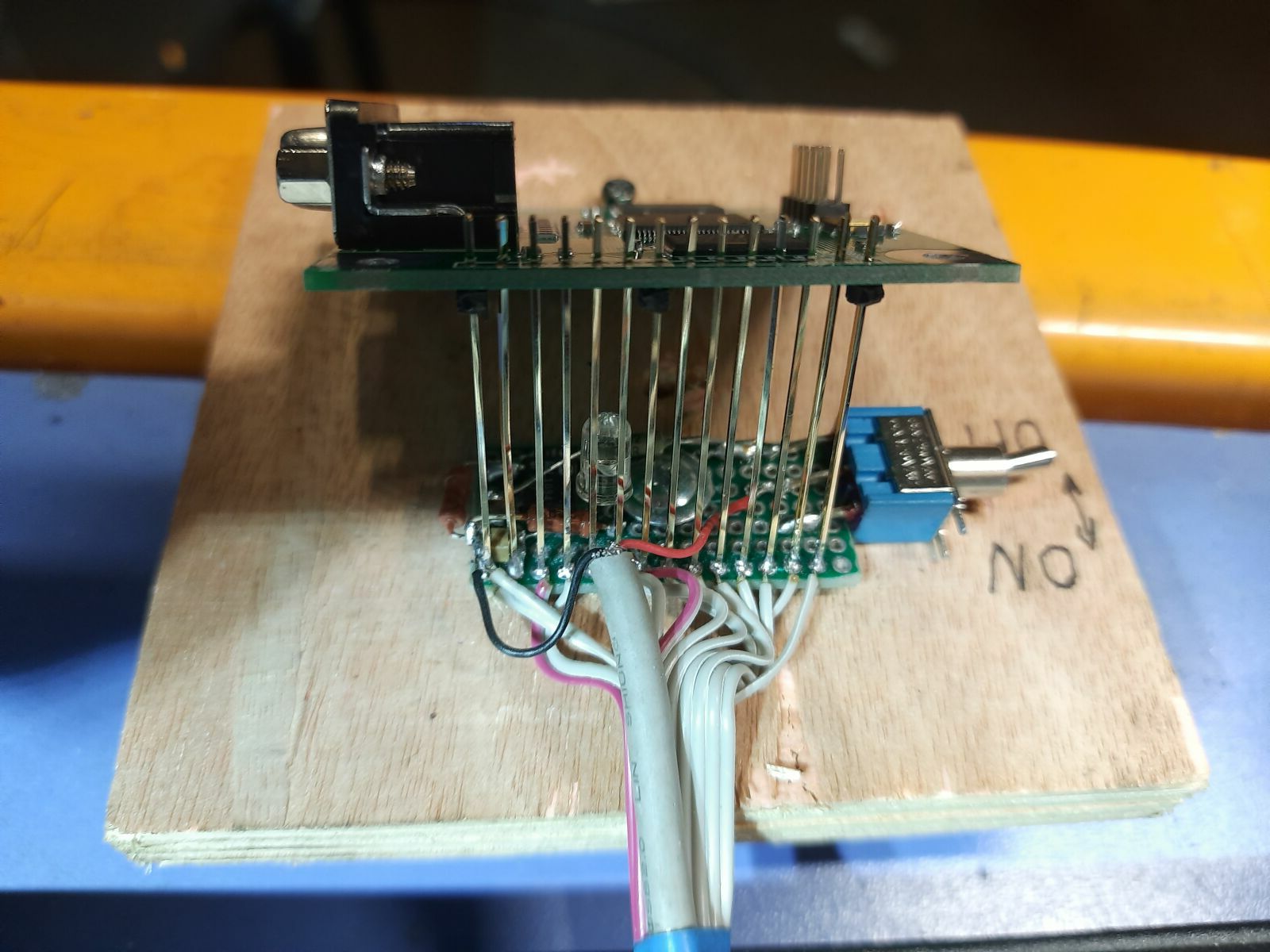
Устройство для тестирования
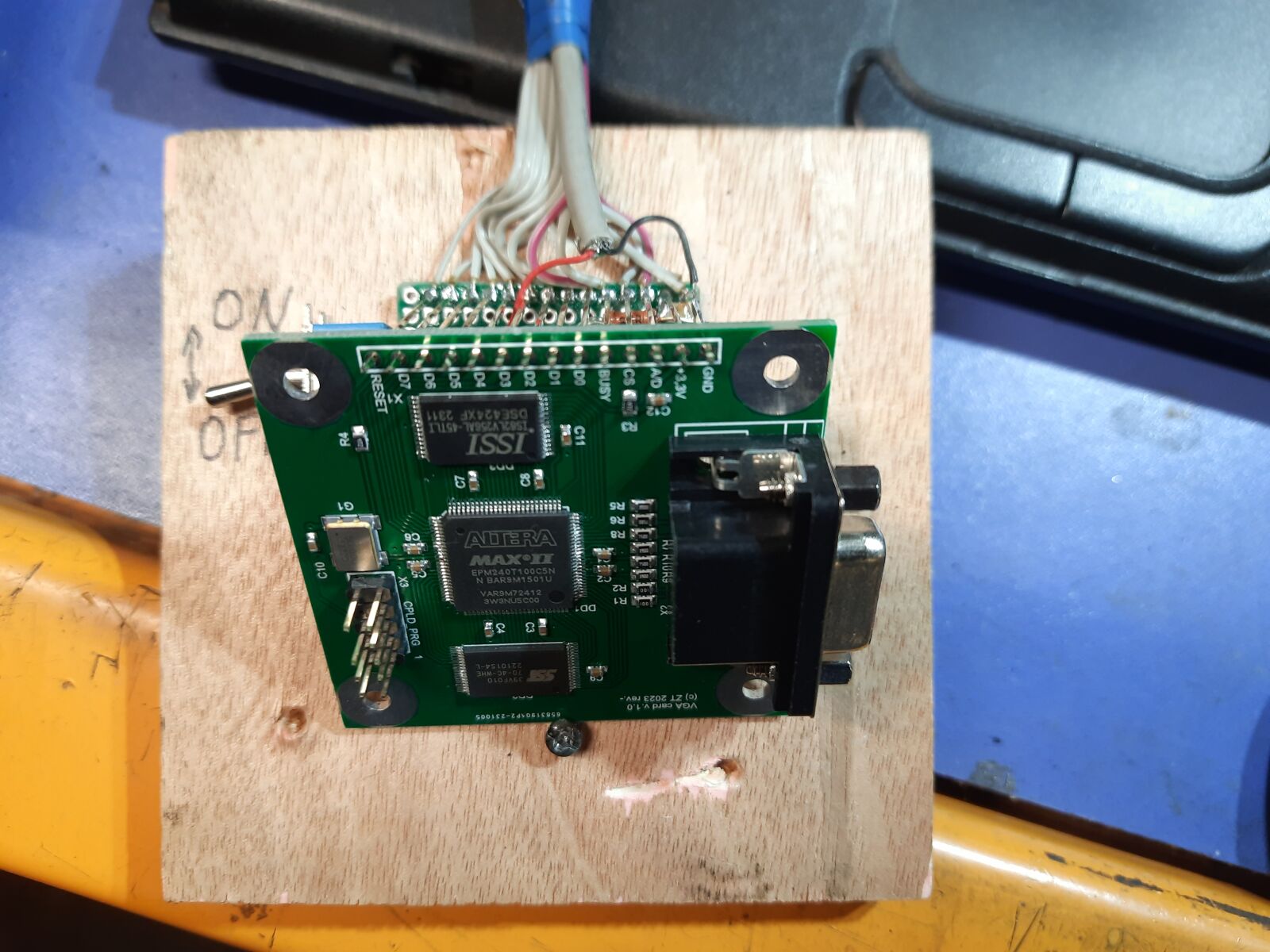
Устройство собрано на макетной плате навесным монтажом. Плата закреплена на основании из куска фанеры. Часть деталей (резисторы) смонтированы в корпусе разъема DB25.
Испытуемая или программируемая плата подключается с помощью длинных и гибких контактов. Контакты, изгибаясь, создают небольшой натяг в отверстии платы, чем и обеспечивают хороший контакт.
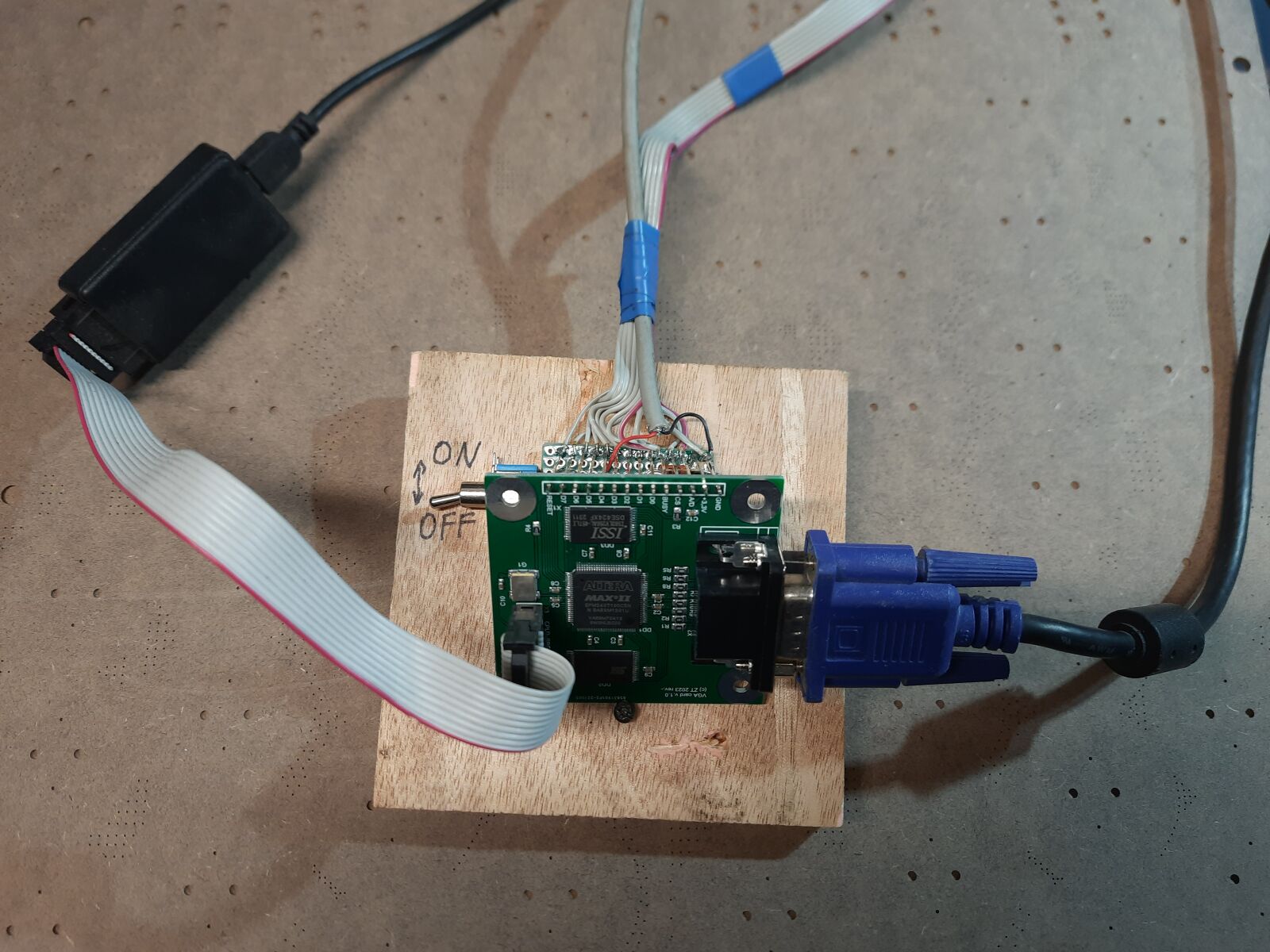
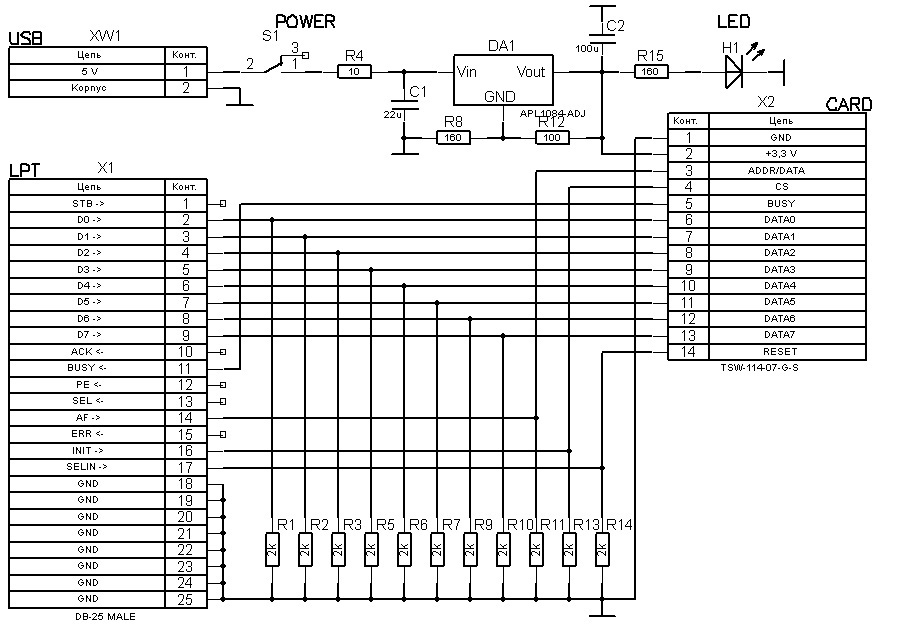
Схема устройства
Резисторы 2 кОм совместно с резисторами подтяжки интерфейса LPT (около 1 кОм) образуют делитель напряжения, преобразуя логические уровни 5 В в логические уровни 3,3 В. Питание платы обеспечивается простейшим линейным стабилизатором, напряжение берется с разъема USB того же ноутбука.
Для защиты по току служит резистор R4 10 Ом. При КЗ или иных проблемах на плате напряжение на нем просто просядет, не допуская перегрузки порта USB.
Просадка напряжения менее 2 В контролируется светодиодом – он просто не засветится при включении питания.
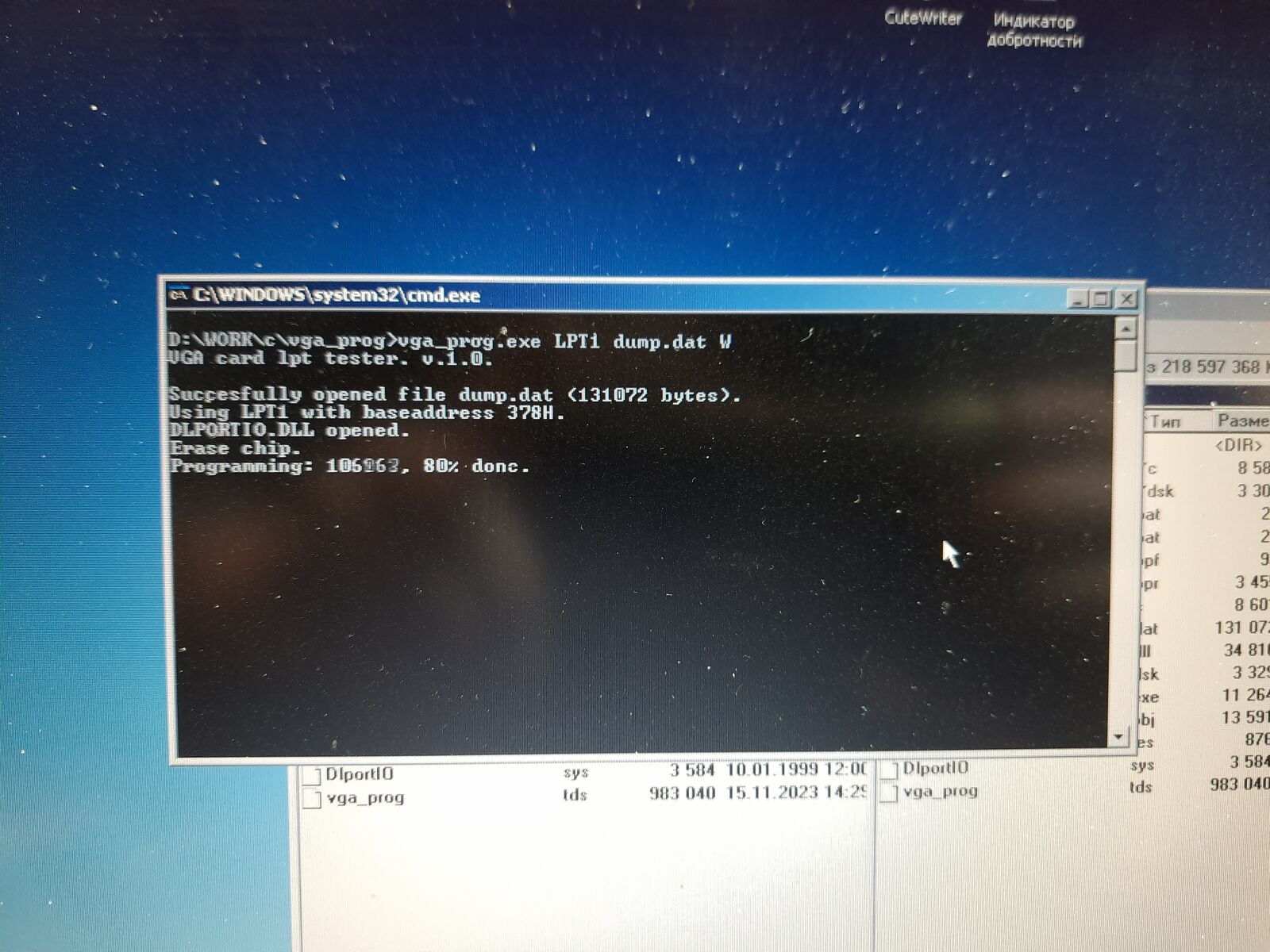
Программа для тестирования
Консольная программа для прошивки и проверки написана на Си. Для аппаратного доступа к порту LPT используются широко известные драйвера DLPORTIO. Следует отметить, что эти драйвера нормально работают только под ХР, с использованием их под Виндовс 7 и выше возникли проблемы. И хотя в интернетах описаны способы решения этой проблемы, мне этого сделать не удалось.
Подготовка дампа для записи в ПЗУ
Для формирования дампа для записи в ПЗУ знакогенератора необходимы файлы шрифтов. Для этого без всяких доработок подходят файлы *.FNT из системы MSDOS или программ тех времен. Эти файлы непосредственно содержат битовые маски символов таблицы ASCII. Для шрифта размером 8×16, например, каждый символ описывается 16-ю последовательно расположенными байтами.
_ _ _ _ _ _ _ 00H байт 0
_ _ _ _ _ _ _ _ 00H байт 1
_ _ _ 0 _ _ _ _ 10H байт 2
_ _ 0 0 0 _ _ _ 38H байт 3
_ 0 0 _ _ 0 0 _ 6CH байт 4
0 0 _ _ _ 0 0 _ C6H байт 5
0 0 _ _ _ 0 0 _ C6H байт 6
0 0 0 0 0 0 0 _ FEH байт 7
0 0 _ _ _ 0 0 _ C6H байт 8
0 0 _ _ _ 0 0 _ C6H байт 9
0 0 _ _ _ 0 0 _ C6H байт 10
0 0 _ _ _ 0 0 _ C6H байт 11
_ _ _ _ _ _ _ 00H байт 12
_ _ _ _ _ _ _ 00H байт 13
_ _ _ _ _ _ _ 00H байт 14
_ _ _ _ _ _ _ 00H байт 15
Современные файлы *.FNT (формат впервые введен в системе Виндовс) имеют другой формат, хотя и имеют то же расширение. Для преобразования этих файлов в нужный формат, вычленения из них битовых масок написана консольная программа fnt2bin.exe. На вход программе необходимо давать файл шрифта *.FNT высотой 16 пикс. Преобразовать шрифт в этот формат можно с помощью любого бесплатного конвертера шрифтов. На выходе программы fnt2bin.exe будет файл размером ровно 4096 байт, содержащий битовые маски символов преобразованного шрифта.
Таким образом был подготовлен дамп прошивки ПЗУ знакогенератора, содержащий 32 различных шрифта.
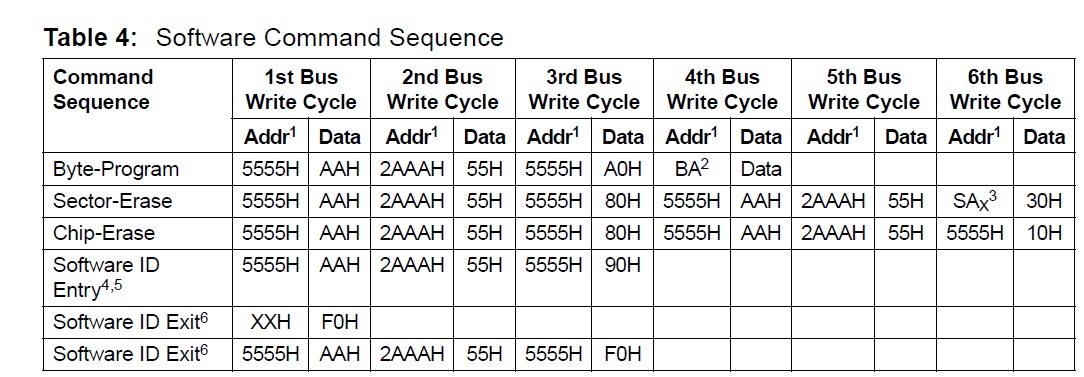
Процесс прошивки
Для прошивки этого дампа в ПЗУ средствами самой ПЛИС был использован один из свободных битов регистра управления. Логика была выбрана такой, чтобы этот бит можно было активировать только при активном сигнале RESET. При выходе из режима сброса, этот бит автоматически сбрасывается и ПЛИС переходит в нормальный режим работы.
После установки этого бита меняется вся логика установки адреса и сам этот регистр адреса подключается к шине адреса ПЗУ (а не ОЗУ). 17-разрядный адрес записывается тремя кусками по 6, 6 и 5 бит. Старшие два бита байта адреса определяют кусок записываемого адреса. 00 – биты с 0 по 5, 01 – биты с 6 по 11, 10 – биты с 12 по 16.
Затем необходимо переключиться в режим передачи данных и передать байт данных, который по фронту сигнала HOST_CS запишется в микросхему ПЗУ. Таким образом, одна элементарная посылка адреса и данных в микросхему ПЗУ состоит из 4 шагов.
Таблица последовательностей для инициации прошивки
| Шаг | Действие |
|---|---|
| 1 | Установка адреса |
| 2 | Переключение режима передачи данных |
| 3 | Передача байта данных |
| 4 | Переход в нормальный режим работы |
Это происходит весьма медленно, но при прошивке ПЗУ торопиться не имеет смысла, поскольку сама по себе запись ПЗУ- медленная. К тому же записывать ПЗУ придется в среднем только 1 раз для каждого устройства.
Монтаж и пайка
Пока писалось ПО приехали заказанные платы, детали и микросхемы. Для нанесения паяльной пасты было сделано следующее приспособление:
На прочном основании из куска ДСП из обрезков печатных плат были сделаны упоры для фиксации платы в строго определенном положении. Упоры приклеены на тонкий двухсторонний скотч. Толщину скотча компенсирует листок бумаги, подкладываемый под обрабатываемую печатную плату. Таким образом обрабатываемая плата становится вровень с платами – упорами. На них сверху кладется трафарет, через который наносится паяльная паста.
Паяльной пасте следует придать консистенцию густой сметаны, чтобы она легко мазалась, но, в то же время не растекалась дальше отверстия в трафарете. Следует избегать образования на площадках слишком толстого слоя припоя. Если на пассивных компонентах это не имеет значения, то на контактах микросхем с малым шагом это приводит к образованию спаев соседних выводов как на фото ниже.
Лишний припой с этих спаев придется вручную убирать с помощью медной плетенки – лишняя операция.
Затем на паяльную пасту вручную расставляются компоненты. Позиционировать их с очень высокой точностью не обязательно, потом они все равно «притянутся» к своим местам силами поверхностного натяжения при оплавлении. Хотя компоненты и прилипают к плате с помощью паяльной пасты, все равно следует соблюдать аккуратность, чтобы случайно не смахнуть уже установленные компоненты с их мест.
Оплавление припоя осуществляется в самодельном приспособлении. Оно состоит из алюминиевого подогревного столика на основе терморезистора мощностью 300 Вт, купленного на Алиэкспресс и ИК-лампы из гриля от неисправной микроволновой печи мощностью 600 Вт.
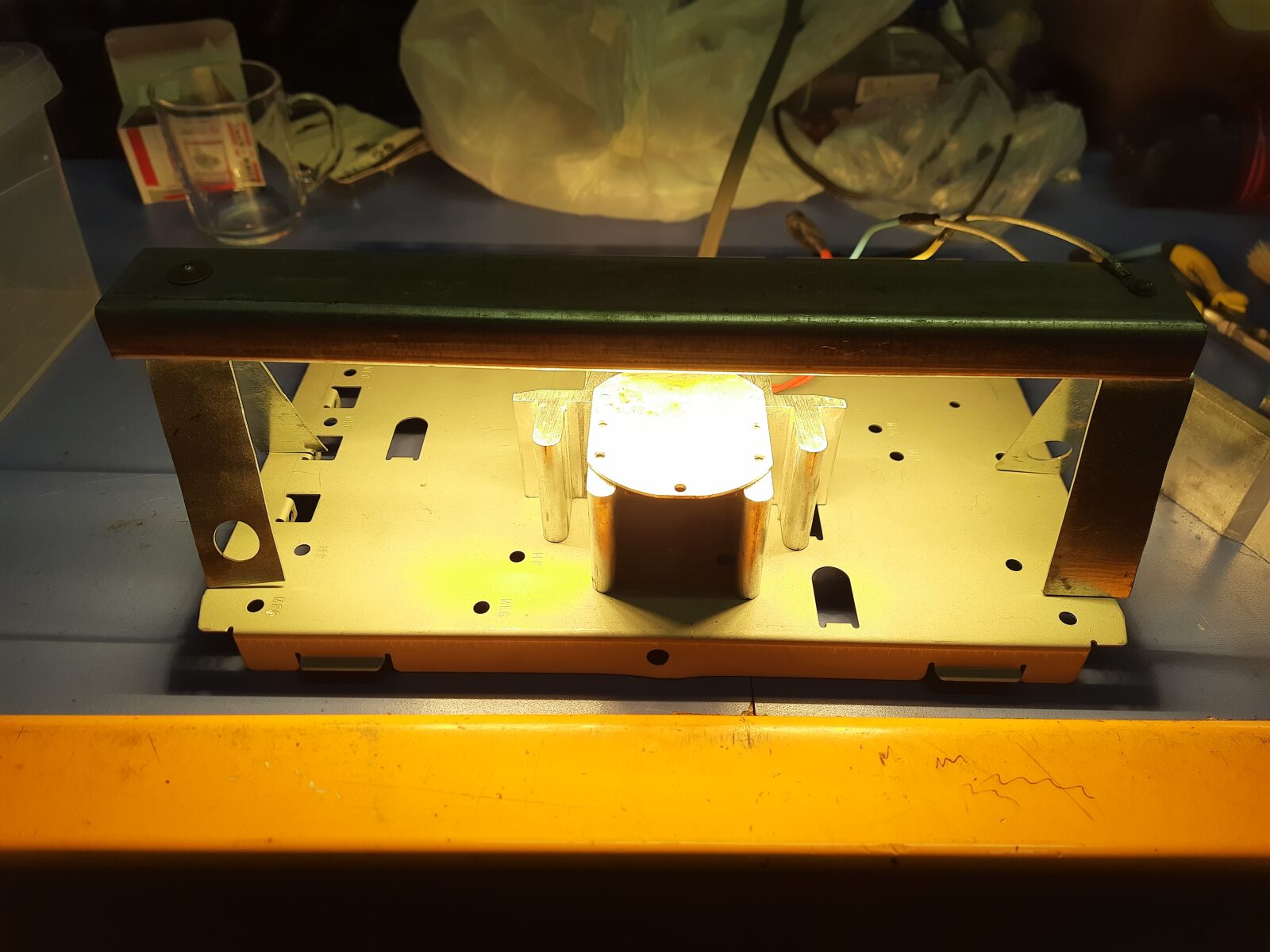
Лампа защищена от механических повреждений металлическим кожухом. Оплавление происходит очень быстро, буквально в течение нескольких секунд. Во время оплавления нужно следить за компонентами и пинцетом «помогать» им занимать свои места, если они по какой то причине не притягиваются к своим площадкам. Качество пайки, на мой непрофессиональный взгляд, достаточно приличное, неотличимое от устройств промышленного изготовления (если не брать во внимание встречающиеся замыкания выводов и непропаи).
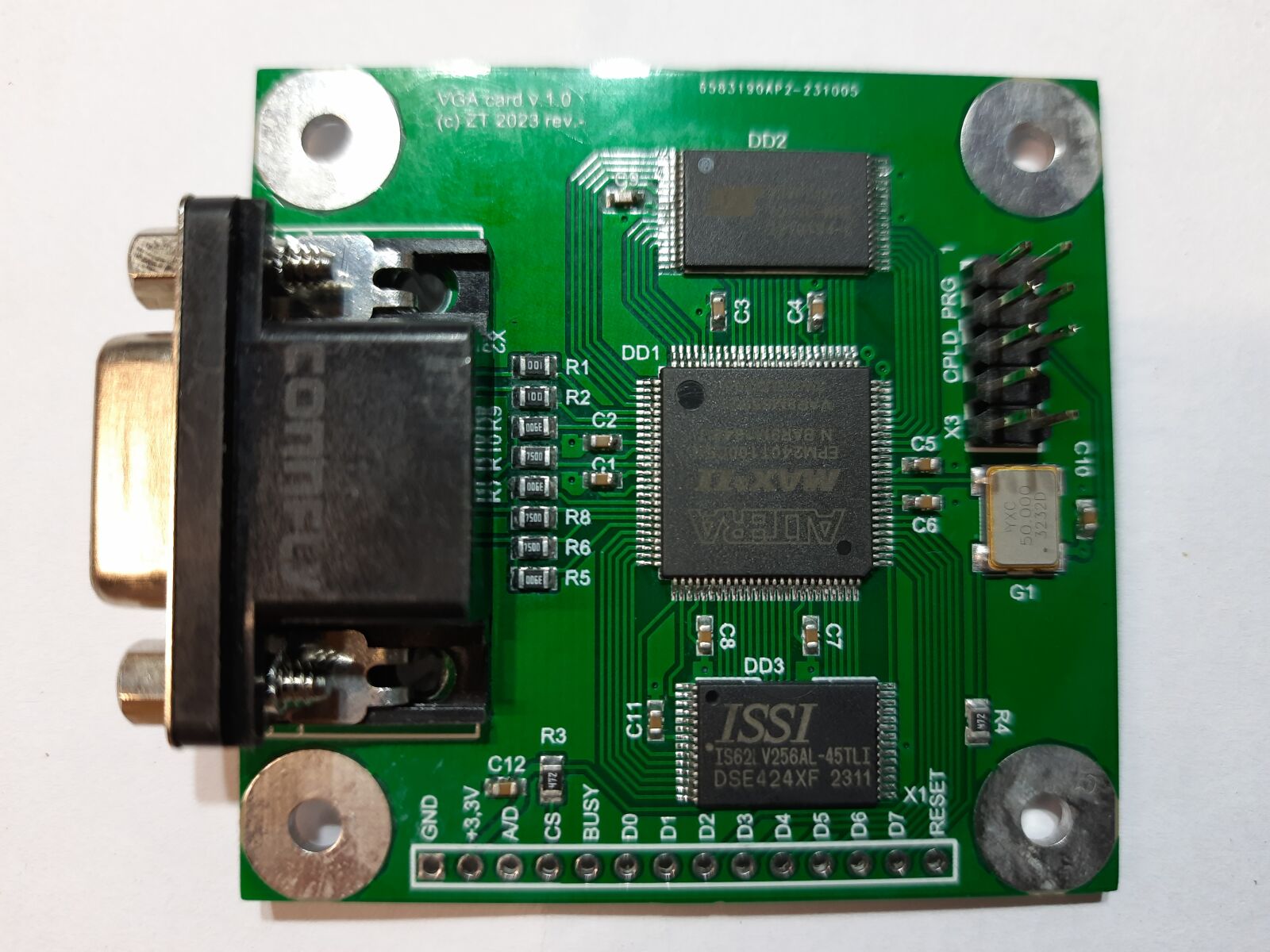
После пайки элементов поверхностного монтажа необходимо установить выводные элементы – два разъема. Их придется установить вручную. После пайки осуществляется визуальный контроль и отмывка остатков флюса. После чего плата устанавливается в приспособление для программирования и тестирования.
Сразу после удаления замыканий выводов и отмывки плат заработали только 7 из 20 плат. Остальные потребовали еще более внимательного поиска замыканий и непропаев. В конце концов 19 плат запустились, а одну плату пришлось размонтировать и смонтировать с нуля заново, после чего запустилась и она.
Все-таки, стоит признать, ручной монтаж компонентов с шагом выводов 0,5 весьма трудоемок и лучше поручить это дело автомату. В крайнем случае, одну-две платы можно смонтировать вручную, но на большей серии начинают проявляться ошибки.

Кстати, было бы весьма заманчиво попробовать использовать всю доступную оперативную память, например в режиме 128 символов и 32 строки. Такой режим лучше бы смотрелся на широкоформатных мониторах. Для проверки была написана пробная прошивка для ПЛИС, реализующая нестандартный режим 1024х576. Тайминги по строке были взяты от режима 1024х768, 43 Гц, а тайминги по кадру – от режима 768х576, 60 Гц. При пиксельной частоте 50 МГц частота строк получилась равной 39,55696 кГц, частота кадров – 66,25957 Гц. Оба этих числа находятся в допустимом диапазоне, например для монитора Acer V196HQL. И монитор без проблем отобразил картинку.
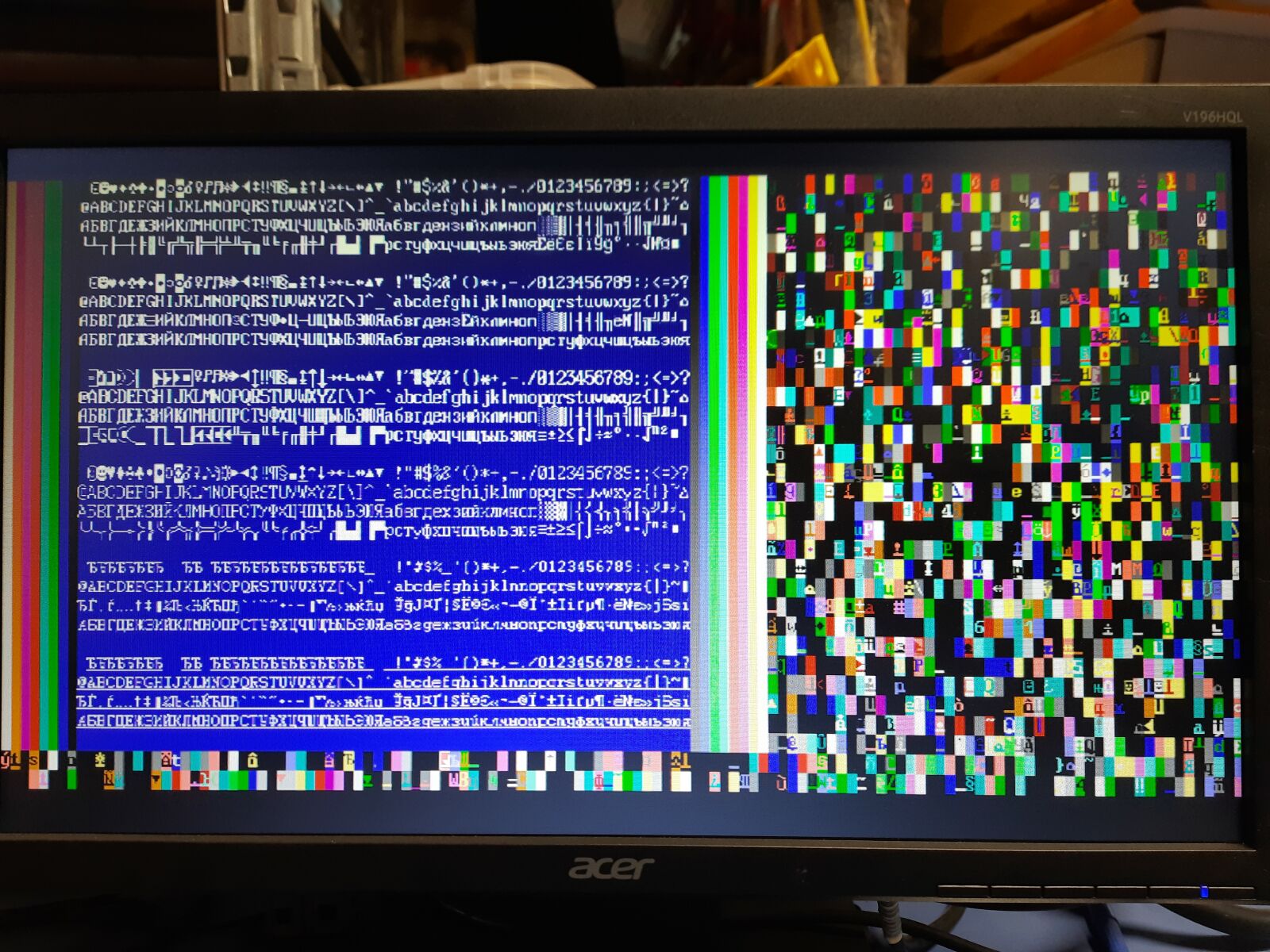
Единственное, 32 строки символов предполагают использование только 512 пикселей по вертикали из 576. Соответственно, 2 строки над и 2 строки под изображением остались пустыми, да и сами символы получаются мелкие и не очень четкие из-за несовпадения разрешения с нативным для монитора.
Поскольку режим этот нестандартный, надеяться что это 100% сработает со всеми мониторами не стоит. Но с большой степенью вероятности можно предположить что проблем не будет. Ведь скалеру ЖК монитора относительно без разницы какого разрешения картинка приходит на вход, главное чтобы сигналы были в допустимых пределах.
ПО доступно на гитхабе.
Вопросы и предложения прошу писать в комментариях.
Возможно, захочется почитать и это
Павел Козлов 2017-12-09 09:00:00
В быстро меняющемся мире фармацевтики и химии ключевым фактором является достижение оптимальной эффективности производства. В основе этих отраслей лежит одно ключевое оборудование — смесители и гомогенизаторы. Являясь основным инструментом для смешивания жидкостей или полутвердых веществ, эти машины незаменимы для создания однородных высококачественных продуктов. Тем не менее, приобретение нового оборудования может оказаться дорогостоящим для бизнеса, что часто заставляет профессионалов искать экономически эффективные альтернативы. Именно здесь Exapro вступает в дело, предлагая надежное бывшее в употреблении промышленное оборудование, включая смесители/гомогенизаторы для жидких сливок.
Смеситель/гомогенизатор: основа отрасли
Смесители/гомогенизаторы упрощают производственный процесс, объединяя ингредиенты в единую унифицированную смесь, обеспечивая однородный продукт. Будь то смешивание активных фармацевтических ингредиентов (АФИ) с жидкой кремовой основой или создание эмульсий в химическом секторе, эти машины обеспечивают непревзойденные результаты. Их универсальность, точность и способность работать с различной вязкостью и плотностью делают их незаменимыми активами.
Почему стоит выбрать Exapro?
Мы в Exapro прекрасно понимаем проблемы приобретения высококачественного и экономичного промышленного оборудования. Наша платформа предлагает широкий ассортимент бывших в употреблении смесителей/гомогенизаторов, которые идеально подходят для фармацевтической и химической промышленности. Каждая предлагаемая нами машина тщательно проверяется на качество, обеспечивая надежную работу для ваших производственных нужд.
Покупка подержанного оборудования из надежных источников, таких как Exapro, гарантирует, что вы получите отличное соотношение цены и качества. Вы можете найти оборудование с небольшим износом и долгим сроком службы, обеспечивающее отличную отдачу от ваших инвестиций. Наш ассортимент бывших в употреблении смесителей/гомогенизаторов с ценами от 15 000 до 48 000 евро предлагает экономичное решение для профессионалов фармацевтической и химической промышленности. Независимо от того, ищете ли вы базовую модель или машину высокого класса с расширенными функциями, Exapro предлагает качество и доступность в одном месте. Изучите наш ассортимент сегодня и найдите то, что идеально подходит для ваших операций.
Основные преимущества миксеров/гомогенизаторов
Смесители и гомогенизаторы, особенно предназначенные для жидких сливок, обладают многочисленными преимуществами в фармацевтической и химической промышленности. Эти преимущества подчеркивают их важность и эффективность в производственном процессе:
Постоянное качество. Одним из основных преимуществ использования миксеров и гомогенизаторов является однородность, которую они придают продуктам. Эти машины могут эффективно смешивать все ингредиенты в однородную смесь, обеспечивая неизменно высокое качество каждой единицы продукции.
Эффективное производство. Смесители и гомогенизаторы ускоряют смешивание и сокращают время производства. Это приводит к повышению производительности и производительности, предлагая немедленное повышение операционной эффективности.
Универсальность. Эти машины могут работать с широким спектром материалов, включая различные типы жидкостей, кремов и даже полутвердых материалов. Это делает их легко адаптируемыми и пригодными для использования в различных рецептурах продуктов.
Уменьшение размера частиц: Гомогенизаторы, в частности, отлично подходят для уменьшения размера частиц в смеси. Это имеет решающее значение в фармацевтике и косметике, где меньший размер частиц может привести к лучшей стабильности продукта и скорости абсорбции.
Стабильность эмульсии. Смесители и гомогенизаторы играют ключевую роль в создании стабильных эмульсий, представляющих собой смеси двух несмешивающихся жидкостей. Это особенно важно при производстве многочисленных фармацевтических и косметических кремов, эффективность и срок годности которых зависят от стабильных эмульсий.
Улучшенные свойства продукта: процесс смешивания и гомогенизации может улучшить несколько свойств продукта, таких как текстура, вкус (в пищевой промышленности), однородность цвета и срок годности, что приводит к превосходному конечному результату. продукт.
Энергоэффективность. Современные смесители и гомогенизаторы спроектированы так, чтобы быть энергоэффективными, что снижает общие эксплуатационные расходы в долгосрочной перспективе.
Масштабируемость. Эти машины бывают разных размеров, обеспечивая масштабируемость для различных объемов производства, от мелкосерийных до высокопроизводительных производственных линий.
Поняв эти преимущества, вы сможете использовать возможности миксеров и гомогенизаторов для оптимизации производственного процесса и повышения качества своей продукции.
Машинные параметры смесителей/гомогенизаторов
Понимание основных параметров смесителей/гомогенизаторов, используемых для жидких сливок, имеет решающее значение для их эффективной работы и обеспечения оптимальной производительности. Вот некоторые ключевые параметры, которые следует учитывать:
Вместимость: это объем материала, который смеситель/гомогенизатор может обрабатывать одновременно. Часто она указывается в литрах или кубических метрах, и правильный выбор объема зависит от ваших производственных потребностей.
Скорость. Скорость миксера или гомогенизатора влияет на скорость обработки материалов. Некоторые машины предлагают регулируемую скорость для разных типов продуктов и желаемой консистенции.
Давление. Давление, особенно важное для гомогенизаторов, означает силу, прикладываемую к материалу для разрушения частиц и получения однородной смеси. Часто измеряется в барах или фунтах на квадратный дюйм.
Мощность двигателя. Мощность двигателя, обычно измеряемая в лошадиных силах или киловаттах, влияет на способность машины обрабатывать твердые материалы и быстро достигать желаемых результатов.
Материал конструкции: материалы, используемые для изготовления машины, должны быть устойчивы к коррозии и загрязнению, особенно для фармацевтических и пищевых продуктов. Нержавеющая сталь обычно используется из-за ее свойств прочности и сопротивления.
Контроль температуры. Некоторые смесители/гомогенизаторы предлагают функции контроля температуры, что очень важно при работе с чувствительными к температуре материалами.
Конструкция мешалки. Конструкция мешалки (часть миксера, которая физически перемешивает материал) может повлиять на эффективность миксера и качество смеси. Лопастные, пропеллерные, турбинные и дисковые мешалки — это некоторые типы конструкций мешалок.
Диапазон вязкости: это диапазон толщины материала, с которым может работать машина. Крайне важно учитывать, будете ли вы работать с материалами различной вязкости.
Уровень шума. В некоторых случаях вы также можете учитывать уровень шума оборудования, особенно для обеспечения безопасности и комфорта на рабочем месте.
Требования к обслуживанию: некоторые машины легче чистить и обслуживать, чем другие. Это может повлиять на общие эксплуатационные расходы и эффективность вашего производственного процесса.
Эти параметры имеют жизненно важное значение при выборе смесителя/гомогенизатора, поскольку они напрямую влияют на его производительность, эффективность и пригодность для конкретных применений. Перед покупкой или эксплуатацией такого оборудования обязательно тщательно изучите эти аспекты.
Область использования
Смесители и гомогенизаторы, особенно предназначенные для обработки жидких продуктов и сливок, находят широкое применение в различных отраслях промышленности. Вот некоторые из основных областей, в которых эти машины обычно используются:
Фармацевтическая промышленность. Миксеры и гомогенизаторы используются для смешивания активных фармацевтических ингредиентов (АФИ) с кремами, гелями и жидкими основами. Они обеспечивают равномерную дисперсию API, что имеет решающее значение для эффективности и безопасности. Кроме того, они используются в производстве эмульсий, суспензий и других фармацевтических препаратов.
Косметическая промышленность. В косметической промышленности эти машины используются для производства лосьонов, кремов, мазей и гелей. Они обеспечивают равномерное распределение всех ингредиентов, включая активные компоненты, в продукте.
Пищевая промышленность и производство напитков. Гомогенизаторы широко используются в пищевой промышленности и производстве напитков для обработки молочных продуктов (молоко, сливки, йогурт, мороженое), производства приправ и т. д. Они помогают получить более гладкую текстуру, улучшенный вкус и более длительный срок хранения за счет создания стабильных эмульсий и уменьшения размера частиц.
Химическая промышленность. В химической промышленности миксеры и гомогенизаторы используются для смешивания различных химических веществ для создания ряда продуктов. Они могут работать с материалами с различной вязкостью и свойствами, что делает их невероятно универсальными.
Лакокрасочная промышленность. Эти машины часто используются в лакокрасочной промышленности для смешивания и разложения пигментов на смолы, что обеспечивает получение однородной и гладкой краски.
Биотехнология. В биотехнологии гомогенизаторы используются для разрушения клеток с целью извлечения внутриклеточных компонентов. Они также используются для создания эмульсий и дисперсий в производстве продуктов.
Производство чернил. Смесители и гомогенизаторы используются в производстве чернил для достижения требуемой вязкости и обеспечения однородного смешивания пигментов и смол.
Производство мыла и моющих средств. Эти машины играют решающую роль в смешивании и гомогенизации различных компонентов для производства однородного и высококачественного мыла и моющих средств.
Понимая конкретные потребности вашей отрасли и области применения, вы можете выбрать смеситель или гомогенизатор, которые обеспечат наиболее эффективные результаты.
Основные производители миксеров и гомогенизаторов
В мире существует множество известных производителей, выпускающих высококачественные смесители и гомогенизаторы, особенно для производства жидких сливок. Вот некоторые из них:
Группа GEA. Немецкая компания GEA Group является мировым лидером в области технологических процессов, особенно для пищевой промышленности. Они предлагают широкий ассортимент смесителей и гомогенизаторов, включая гомогенизаторы высокого давления.
IKA Works. Компания IKA, специализирующаяся на лабораторных, аналитических и технологических технологиях, предлагает разнообразное оборудование для смешивания и гомогенизации как для лабораторий, так и для крупносерийного производства.
SPX FLOW. Американская компания SPX FLOW известна своим ассортиментом технологического оборудования, включая высокопроизводительные гомогенизаторы, для пищевой, фармацевтической и фармацевтической промышленности.
Silverson Machines. Британская компания Silverson известна своими мешалками с большими сдвиговыми усилиями, в том числе гомогенизаторами. Их продукция хорошо зарекомендовала себя в фармацевтической, косметической и пищевой промышленности.
Группа NETZSCH: NETZSCH предлагает широкий спектр оборудования для смешивания и диспергирования для различных отраслей промышленности, включая фармацевтическую, косметическую и химическую.
Смесители Ross: Charles Ross & Компания Son предлагает разнообразное промышленное смесительное оборудование, в том числе гомогенизаторы, подходящие для широкого спектра применений.
Krones AG: Krones, немецкий производитель оборудования для упаковки и розлива, также предлагает технологии смешивания и смешивания, подходящие для производства напитков и жидких пищевых продуктов.
Tetra Pak. Компания Tetra Pak, известная своими решениями для пищевой промышленности и упаковки, также предлагает ряд высококачественных гомогенизаторов.
FrymaKoruma (ProXES Group): FrymaKoruma предлагает ряд технологических процессов, включая смесители и гомогенизаторы, с акцентом на фармацевтическую, косметическую, пищевую и химическую промышленность.
Производя продукцию, отвечающую широкому кругу потребностей промышленной перерабатывающей промышленности, эти фирмы известны во всем мире своим качеством и технологической изобретательностью. Прежде чем выбрать лучшего производителя, обычно рекомендуется провести обширное исследование и принять во внимание ваши уникальные потребности.



