

Обязательным элементом процесса пайки BGA является флюс. Он необходим для улучшения протекания припоя и защиты контактных площадок от окисления. Применение флюса помогает создать надежный контакт между микросхемой и платой.
- Средства охлаждения
- Заключение
- Оглавление
- Термовоздушная паяльная станция
- Паяльник для пайки
- Микроскоп для пайки плат
- Как правильно паять
- Что такое пайка
- Что можно сделать с помощью паяльника
- Как устроен паяльник и как его выбрать
- Электрический паяльник
- Основные компоненты
- Виды паяльников
- Мощность и характеристики
- Материалы для пайки
- Типы флюсов
- Подготовка к пайке
- Еще одна разновидность флюса
- Дэвид Корнелиус
- Техника безопасности
- Как подготовиться к пайке
- Шаг за шагом
- Упражнения для начинающих
- Какие бывают ошибки
- Резюме
- Припои, флюсы и дополнительные аксессуары для работы
- Инструменты для пайки – чем паять?
- Припои – одна цель, но разные качества
- Флюсы – зачем нужны и разновидности
- Индукционная пайка. Как выбрать величину зазора
- Индукционная пайка. Как избежать возникновения брака
- Материалы для пайки печатных плат
- Состав металлов
- Материал сердечника припоя
- Процессы пайки печатных плат
Средства охлаждения
После завершения пайки BGA микросхемы необходимо обязательно охладить. Это предотвращает возможные деформации микросхемы из-за быстрого остывания припоя. Для быстрого и равномерного охлаждения используется специальное устройство или воздушный фен.
Заключение
Пайка BGA микросхем требует профессионального подхода и соблюдения всех технологических моментов. Владение навыками выполнения таких операций является важным для специалистов в области микроэлектроники. Безусловно, обучение и практика позволяют достичь высокого уровня мастерства в данной сфере.
Оглавление
- Термовоздушная паяльная станция
- Паяльник для пайки
- Микроскоп для пайки плат
- Как правильно паять
- Что такое пайка
- Что можно сделать с помощью паяльника
- Как устроен паяльник и как его выбрать
Термовоздушная паяльная станция
Назначение станции Quick 861DE ESD Lead – пайка (демонтаж и монтаж) BGA микросхем и SMD компонентов. Преимущества этой станции:
- Подходит для работы с BGA микросхемами и SMD компонентами
- Простая в использовании
- Имеет возможность регулировки температуры

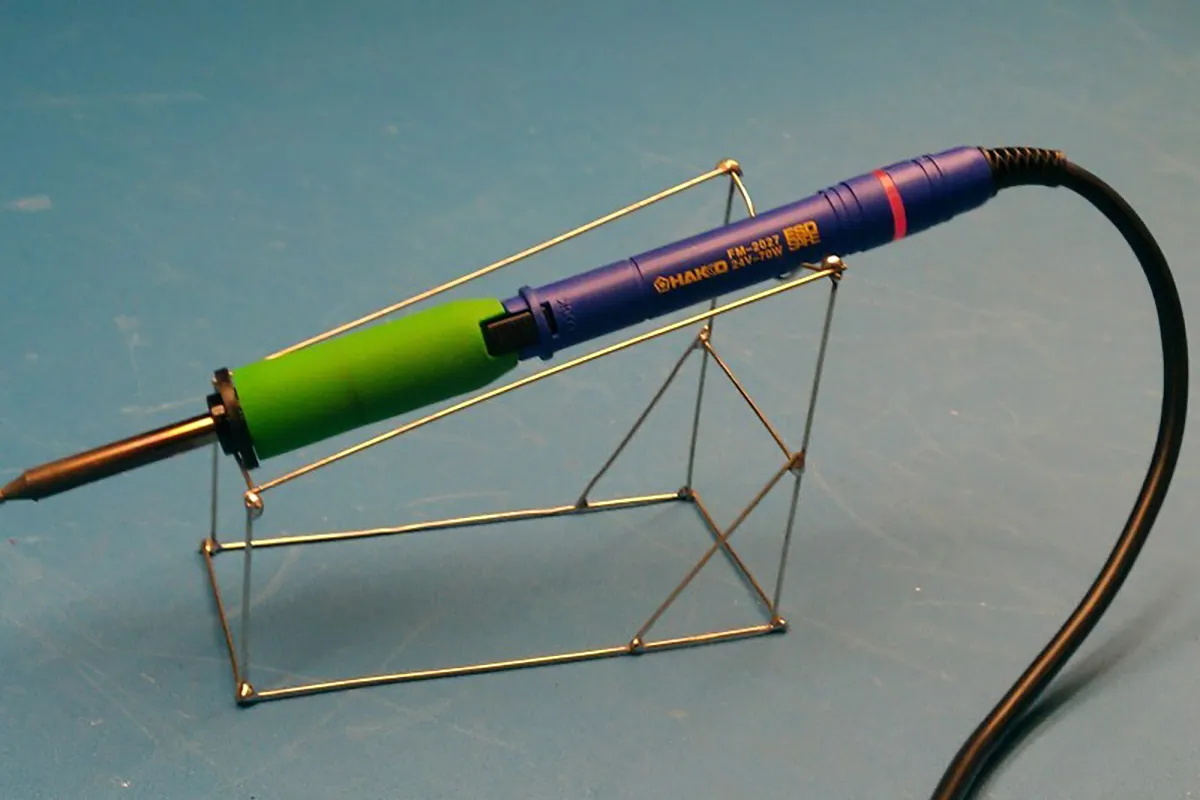
Паяльник для пайки
PS-900 METCAL – индукционная паяльная система. Мощностью 60 Вт, вполне достаточно для работы с многослойными платами современной электроники. Опыт работы инженеров по ремонту телефонов именно с этим паяльником – 4 года. Особенности PS-900:
- Индукционная паяльная система
- Мощность 60 Вт
- Удобный и прост в использовании

Микроскоп для пайки плат
Для пайки плат iPhone в основном применяются шарики припоя диаметром 0,2 мм. Обычно поставляются в стеклянной таре, по 10000 шаров в каждой банке. Состав шариков из припоя:
- Олово (Sn) — 63%
- Свинец (Pb) — 37%

Как правильно паять
Для выполнения паяльных работ необходимо убедиться, что пайка BGA выполнена качественно. Контроль осуществляется несколькими способами. Например, при диагностике цепи заряда iPad Air, подключением платы к ЛБП, при исправном TRISTAR потребление тока должно быть не более 0,07 Ампер.

Что такое пайка
Паяние или пайка — способ соединения элементов с помощью жидкого сплава разных металлов. Когда расплавленный металл остывает, соединение становится крепким и передает ток.
Что можно сделать с помощью паяльника
Паяльник можно использовать для:
- Плавления металла
- Соединения или разъединения деталей
Как устроен паяльник и как его выбрать
Паяльник состоит из нагревательного элемента и паяльной жалы. При выборе паяльника следует обратить внимание на мощность, удобство использования и наличие дополнительных функций.

Электрический паяльник
Электрический паяльник состоит из деревянной или пластмассовой рукоятки, провода питания, корпуса и наконечника. Главная деталь в нем — наконечник, который чаще называют жалом. Жало бывает из меди или другого металла с никелевым покрытием. Новичкам лучше выбирать паяльник с медным жалом, так как у меди самый большой коэффициент передачи тепла и к медному наконечнику будет лучше прилипать припой.
Основные компоненты
У самых простых паяльников внутри корпуса находится спираль из нихромовой проволоки — элемент, который разогревает жало до 250 °С и выше. Есть и более продвинутые модели — керамические и импульсные паяльники, но для бытовых нужд достаточно инструмента со спиралью внутри.
Виды паяльников
- Простые паяльники с нихромовой проволокой
- Керамические паяльники
- Импульсные паяльники
Мощность и характеристики
Одна из главных характеристик паяльника — его мощность. Новичкам лучше выбирать модели в диапазоне 25–40 Вт: паяльник мощнее будет слишком громоздким и может постоянно перегревать радиодетали, что приведет к их поломке. Удобно работать паяльником, у которого есть возможность регулировать длину жала, вытягивая его из корпуса.
Для разных видов работ используют паяльники разной мощности.
Материалы для пайки
Паяние похоже на склейку деталей, только вместо клея здесь припой — чаще всего проволока из сплава олова и свинца, которая плавится при низкой для металла температуре (200–400 °С). Вместе с припоем используют флюс — раствор или вещество, которое растворяет оксидный слой на паяльных поверхностях.
Типы флюсов
- Активные
- Нейтральные
Активные содержат кислоты и растворяют сам металл, а не только окислы, поэтому его обязательно нужно смывать после паяния спиртом или специальным растворителем. Нейтральный флюс не содержит кислот и менее эффективен для тяжелых загрязнений.
Подготовка к пайке
По составу все флюсы делятся на активные и нейтральные. Классический пример флюса — это канифоль. После пайки с канифолью место пайки нужно тщательно отмывать специальным очистителем или спиртом.
Перед работой жало необходимо чистить влажной губкой или ножом, но многие предпочитают гель-флюсы, так как они легче смываются.




Еще одна разновидность флюса
Еще одна разновидность флюса — паяльная (ортофосфорная) кислота. Она сильнодействующая и предназначена для тяжелых загрязнений и коррозии, поэтому ее редко используют в домашних условиях. Маленькой капли достаточно для соединения пайкой массивных деталей. Будьте аккуратны во время работы с кислотой: при попадании на руки ничего не будет, но для глаз она опасна.
Дэвид Корнелиус
Для тех, кто только учится паять с нуля, я рекомендовал бы выбрать припой с канифолью в составе, а в качестве флюса — чистую канифоль. Она недорогая и удобная, а когда наберетесь опыта, то сможете перейти на гелевый флюс и паяльную кислоту. Со временем у каждого радиолюбителя появляются свои любимые материалы и стиль пайки. Например, мне нравится работать припоем 60/40 1 мм с флюсом в составе (60/40 — пропорции олова к свинцу, а 1 мм — диаметр проволоки). И еще я до сих пор работаю с канифолью, хоть паяю много лет.
Техника безопасности
Прежде чем включать паяльник, ознакомьтесь с основными правилами безопасности.
Как подготовиться к пайке
Перед тем как приступить к пайке, нужно залудить жало. Лужение — это процесс, при котором поверхность жала покрывают тонким слоем припоя, чтобы оно не окислялось, лучше удерживало припой и в целом паять было приятнее.
Лудить паяльник нужно, даже если он новый. Если паяльником уже работали, его нужно сначала очистить. Можно использовать для этого металлическую губку, если жало никелированное, или напильник, если жало медное. Но не наоборот.
Шаг за шагом
В качестве примера возьмем оборванный провод, который нужно снова сделать целым:
Упражнения для начинающих
В любом деле главное — практика. Есть несколько упражнений, которые помогут почувствовать, как работает паяльник, и набить руку.
Нарежьте много тоненьких проволочек диаметром около 0,4 мм и спаяйте их в сетку. На места пересечения проводов наносите равномерную каплю припоя. Когда закончите, попробуйте разорвать сетку. Если рвутся сами провода, а не места соединения, то пайка отличная. Если нет — тренируйтесь дальше.
После сетки можете попробовать распаивать и запаивать назад разные платы от радиотехники. Главное, чтобы там были детали разной формы, размера и с разным количеством ножек. Так вы точно научитесь паять что угодно.
Качество паяния оценивают по целостности и яркому блеску верхнего слоя, прочности на разрыв, а также отсутствию излишков припоя в местах соединения деталей.
Какие бывают ошибки
Начинающие радиолюбители допускают одни и те же ошибки:
Резюме
Не допускайте популярных ошибок новичков в паянии, следите за чистотой инструмента и соблюдайте правила безопасности. А чтобы с каждым разом паять все лучше и лучше, выполняйте упражнения, о которых мы рассказали.
А вы будете учиться паять?
Все статьи под рукой
Припои, флюсы и дополнительные аксессуары для работы
Пайка это соединение проводов и металлических предметов с помощью текучего легкоплавкого металла, который прилипает к обеим соединяемым деталям, обеспечивая их соединение. Как выполнять пайку, какие бывают припои и зачем нужны флюсы – читайте в статье ниже!
Инструменты для пайки – чем паять?
Самый распространённый инструмент для пайки – паяльник. Он может быть электрическим (чаще всего), либо газовым. Электрические паяльники бывают разной мощности: для пайки мелких деталей и тонких проводов подойдёт паяльник мощностью 10-25 Вт, для чего-то более массивного – мощностью 40 Вт и выше. Современные паяльники имеют керамические сменные жала, классические «советские» — медные. Керамические жала не требуют обслуживания, а медные нужно периодически зачищать и облуживать.
Для пайки массивных деталей или, например, медных труб, понадобится газовая горелка – она способна разогреть даже массивную деталь до температуры, нужной, чтобы припой растёкся и «прилип» к поверхности детали. Нужно помнить, что для пайки труб, которые используются для водопровода, можно использовать только бессвинцовые припои. Кстати, о припоях – давайте рассмотрим, какие существуют сплавы для пайки и чем они отличаются.
Припои – одна цель, но разные качества
Самый распространённый припой для пайки проводов и других целей – марки ПОС-61. Он содержит 61% олова (отсюда название) и 39 процентов свинца, его температура плавления равна 183 градуса, но пайку рекомендуют проводить при 240 градусах, для оптимальных условий смачивания и образования паяного шва. Более редкие виды припоев:
Для бытовых целей будет достаточно иметь припой ПОС-61 (ПОС-60) – его будет достаточно для 99% случаев.
Флюсы – зачем нужны и разновидности
Флюс это специальный материал, который смачивает поверхность пайки и удаляет с неё окислы. Без флюса пайка будет затруднительной, так что примите как данность – флюс нужно применять всегда. Самый частый флюс для пайки меди и медных сплавов — сосновая канифоль, как в твёрдом виде, так и в виде спиртового раствора, либо пасты (паяльный жир). Для пайки стальных оцинкованных деталей понадобится паяльная кислота – но применять её для электроники нельзя – кислота будет разъедать место пайки и портить электронные компоненты. Кроме канифоли и кислоты встречаются более специфические флюсы – например флюс Ф-61А для алюминия и другие, но они применяются редко.
Спасибо, что дочитали – в следующих статьях мы рассмотрим, как правильно производить пайку, так что оставайтесь с нами!
Возврат к списку
Индукционная пайка это современный способ соединения двух частей одного изделия в единую деталь. Части, которые необходимо соединить между собой, следует заранее подготовить: очистить, подогнать по размерам и, по возможности, скрепить между собой точечной сваркой, штифтами или кернением. Места соединения частей изделия следует заранее обработать флюсом. Важно отметить, что индукционная пайка, производимая в вакуумной среде, не требует дополнительной обработки специальными составами. Рядом со швом следует установить навеску припоя.Важно отметить, что слишком маленький или слишком большой зазор между деталями, могут привести к появлению брака. Бракованное изделие будет иметь пониженную прочность в местах соединения.
Индукционная пайка. Как выбрать величину зазора
Чтобы определить, каким должен быть фактический зазор изделия, важно не забывать о том, что металл расширяется под воздействием тепловой обработки.У изделий, индукционная пайка которых будет осуществляться на воздухе с обработкой флюсом, величина зазора должна быть несколько больше, чем при осуществлении пайки в вакуумной среде. Увеличение зазора требуется из-за того, что расплав флюса препятствует полному проникновению припоя между зазорами.Состояние паяемой поверхности – ее чистота — во многом определяет, насколько хорошо зазор будет заполнен припоем. По шероховатой поверхности припой будет растекаться лучше, чем по гладкой и отполированной. Наличие неровности на паяемых частях изделия положительно сказывается на прочности шва и растекаемости припоя.
Индукционная пайка. Как избежать возникновения брака
Если у нагреваемых деталей в зоне нагрева имеются пазы или отверстия, то именно в этих местах будет сконцентрирован ток, что может привести к перегреву этой зоны, а перегрев может стать причиной возникновения трещин или оплавлений. Чтобы избежать этого, можно воспользоваться медными заглушками, а совсем маленькие отверстия замазать густой пастой, которую следует готовить из графитового или медного порошков, смоченных жидким стеклом.При проведении низкотемпературной пайки, предъявляются особо высокие требования к чистоте поверхности паяемого изделия. В этом случае, сначала производят механическую очистку с применением специальных щеток, затем обезжиривают поверхность тампоном, смоченным в бензиновом растворителе.Чтобы избежать смещения мелких элементов изделия, в таком процессе, как индукционная пайка, эти элементы важно зафиксировать штифтами, клиньями или кернием, изготавливать которые следует из низкоуглеродистой стали.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
Когда я начинал работать в лаборатории, мне приходилось время от времени припаивать провода к металлизированным контактам. Тогда мы работали с полупроводниками, но те же материалы можно использовать и при пайке печатных плат, вопрос лишь в выборе правильного состава, подходящего для технологического процесса изготовления плат.
Производство печатных плат включает в себя несколько этапов — от изготовления пустой платы до сборки и упаковки. В процессе сборки для монтажа компонентов используются припои различных типов. Припои различаются по механическим характеристикам, требованиям к безопасности и утилизации, и это следует учитывать при планировании сборки. Переход к электронной технике без содержания свинца вытесняет свинцовые припои на задний план.
Я сейчас не буду углубляться в дискуссию о сравнении материалов на основе свинца и не содержащих свинец, поскольку массу информации по этому поводу можно найти в Интернете. Пока остановимся на различных видах пайки печатных плат, в частности, на различных материалах и процессах.
Материалы для пайки печатных плат
На рынке предлагается множество различных видов припоя, поэтому начинающему конструктору выбор лучшего типа припоя может показаться сложной задачей. Припои используются для создания электрических соединений между металлическими контактами за счет формирования расплавленным припоем (представляющим собой мягкий сплав) эвтектики, которая спаивается при остывании. Состав металлов, используемых для пайки печатной платы, определяет ее механическую прочность после затвердевания, температуру плавления и выделение паров во время пайки. Материалы для пайки печатных плат различают по материалу сердечника, металлическим компонентам и типам паяльного флюса.
Состав металлов
Припои на основе свинца относятся к мягким припоям, и именно они дали импульс развитию электронной промышленности. Температура их плавления составляет около 180-190 °C, а срок хранения — около 2 лет. Наиболее широко применяются следующие сплавы на основе свинца:
Существуют также припои с соотношениями Sn/Pb 50/50, 30/70 и 10/90. В качестве основного металла главным образом используется олово, поскольку оно снижает температуру плавления сплава, а свинец препятствует образованию оловянных усиков. Чем выше содержание олова, тем выше прочность паяного соединения на скол и растяжение. Компонент серебра в сплаве 62/36/2 Sn/Pb/Ag обеспечивает более низкое сопротивление контакта и устойчивость к коррозии. Обратите внимание, что существуют и другие типы припоя (индий, цинковый сплав и т. д.). Однако для печатных плат они не используются, поскольку они несовместимы с процессом производства плат.
Припой 60/40 Sn-Pb для ручной пайки по-прежнему продается в таких катушках.
Припои, не содержащие свинца, приобретают все большую популярность с тех пор, как в ЕС была принята директива об ограничении использования опасных веществ (RoHS), которая ограничивает применение свинца в электронике. Одна из проблем при использовании таких припоев заключается в том, что они в большей степени подвержены образованию оловянных усиков. Чтобы не допустить образования оловянных усиков, а также обеспечить защиту от влажности и коррозии, часто используются конформные покрытия.
Припой с флюсовым сердечником продается в виде единой катушки и содержит в сердечнике восстановитель. Этот восстановитель (о котором я расскажу ниже) удаляет с металлических контактов любые оксидные пленки, чтобы обеспечить высокую проводимость электрического контакта. Если вы паяете вручную, то следует обратить внимание на материал, содержащийся в сердечнике.
Материал сердечника припоя
В катушках припоя или паяльных пастах содержится один из перечисленных ниже типов материалов для нанесения флюса на металлические контакты при пайке:
Процессы пайки печатных плат
Сегодня при производстве печатных плат наиболее часто используется бессвинцовый (Sn-Cu) канифольный припой. Если только ваш специалист по сборке не работает с единичным образцом или вы не собираете свою собственную плату, пайка плат не будет производиться вручную. Вместо этого будет применяться автоматизированный процесс:
Автоматическая селективная пайка компонентов сквозного монтажа печатной платы.
Сначала флюс/паста наносится на металлические контакты на плате, чтобы снизить степень окисления и распределить поток расплавленного припоя, что позволяет повысить прочность готового паяного соединения на печатной плате. Большинство конструкторов, вероятно, полагают, что для деталей с бессвинцовыми выводами следует использовать бессвинцовую паяльную пасту, однако строгих правил на этот счет нет. По мнению группы экспертов по пайке, эти материалы нередко смешивают, но при этом следует учитывать, что механические свойства конечного сплава могут оказаться где-то между свойствами сплавов на основе свинца и без него.
Если вам необходимо подготовить производственную документацию для вашей платы, включая все необходимые этапы сборки, в соответствии с нормативными требованиями, воспользуйтесь полным набором функций проектирования и производства печатных плат в Altium Designer®. Сформировав файлы Gerber и другие файлы для изготовления, можно быстро создать сборочные чертежи и добавить аннотации для уточнения требований к сборке. С легкостью можно указать различные типы материалов для пайки печатных плат, которые могут потребоваться при создании следующей сборки.
Когда проектирование будет завершено, а данные готовы для передачи на производство, платформа Altium 365™ поможет наладить совместную работу и доступ к проектам. Мы лишь поверхностно рассмотрели некоторые возможности Altium Designer на Altium 365. Вы можете зайти на страницу продукта, чтобы посмотреть более подробное описание функций, или посетить один из Вебинаров по запросу.



