

Припои разделяются на легкоплавкие и тугоплавкие. К первой категории относятся припои с температурой Плавления до 400 °С, имеющие сравнительно невысокую механическую прочность (сопротивление разрыву до 7 кг/мм2). К тугоплавким относятся припои с температурой плавления свыше 500 °С, создающие высокую механическую прочность соединения (сопротивление разрыву до 50 кг/мм2). Недостатком последних является именно то, что они требуют высокой температуры нагрева, и хотя прочность такой пайки получается весьма высокой, интенсивный нагрев может привести к нежелательным последствиям: можно «отпустить», например, стальную деталь. При радиотехнических монтажных работах применяются главным образом легкоплавкие припои. Наиболее известны из них ИОС-30 и ПОС-60, в состав которых входят в различных пропорциях два металла — олово и свинец. Припой ПОС-30 состоит из одной части олова и двух частей свинца, ПОС-60 — из одной части олова и одной части свинца. Для пайки радиодеталей и проводов может быть использован стойкий к окислению «серебристый сплав», состоящий из одной части чистого олова и семи частей чистого свинца. Существуют также сплавы, в состав которых, кроме олова и свинца, входят висмут и кадмий. Эти сплавы — наиболее легкоплавкие, у некоторых из них температура плавления менее 100°С. Механическая прочность соединения такими сплавами весьма невелика. Раньше их применяли для пайки кристаллов в кристаллических детекторах. В настоящее время легкоплавкие кадмий-висмутовые сплавы находят применение при ремонте печатного монтажа. Используются они также для пайки полупроводниковых триодов, так как по техническим условиям триоды рекомендуется паять припоем с температурой плавления, не превышающей 150 °С. Для пайки полупроводниковых триодов можно применять так называемый сплав Вуда с температурой плавления 75 °С, в состав которого входят: олово — 13%, свинец — 27%, висмут — 50%, кадмий— 10% Сплав Вуда можно приготовить по указанному рецепту самому или купить в аптеке. Пайка ведется слабо нагретым паяльником. В качестве флюса используется канифоль.
При пайке монтажных проводов удобно пользоваться оловянно-свинцовыми припоями, отлитыми в виде тонких прутиков диаметром 2—2,5 мм. Такие прутики можно изготовить самому, выливая расплавленный припой в сосуд, на дне которого заранее проделано отверстие. Сосуд при этом следует держать над листом жести или металлической плитой. После остывания прутики следует разрезать на куски необходимой длины.
Для пайки дюралюминия. Существует множество припоев для пайки дюралюминия. Один из наиболее употребительных представляет собой сплав цинка 15%, алюминия 12%, олова 73%. Места, подлежащие пайке, должны быть зачищены до блеска; пайка производится горячим паяльником путем нанесения сплава на дюралюминий. В качестве флюса используется чистый парафин
Медная амальгама. Амальгама, или металлическая замазка, употребляется вместо пайки для прочного соединения металлов. Металлические части должны быть тщательно зачищены и прогреты до 100 °С. Амальгаму наносят натиранием (карандашом) на соединенные места горячего металла. Приготовить амальгаму можно так: в раствор медного купороса кладут полоски цинка и сосуд хорошо встряхивают. При этом осаждается медь в виде очень тонкого порошка, который промывают и еще влажным смешивают с небольшим количеством азотнокислой закиси ртути, смесь растирают в фарфоровой ступке. Затем смесь обливают горячей водой и прибавляют ртуть Все тщательно перемешивают пестиком. Когда масса станет однородной, сливают воду и из мягкой амальгамы делают карандашики, которые впоследствии применяют для соединения металлов. Затвердевшую амальгаму можно ковать, как металл; если поместить ее в горячую воду, амальгама становится мягкой, тянется, хорошо формуется, а остывая, вновь затвердевает.
Евгений Николаевич Кузьмин. Советы радиолюбителям
- Припои и их разновидности
- Что это такое и для чего они нужны?
- Разновидности и марки припоев, их состав, назначение и применение
- Тугоплавкие припои
- Из меди и цинка (ПМЦ-42, ПМЦ-53 и др
- Из серебра (ПСр-70, ПСр-45, ПСр-25 и др
- Из латуни (ЛОК-59-1-03, ЛОК 62-06-04)
- Легкоплавкие припои из олова и свинца
- Как самостоятельно определить или расшифровать марку припоя?
- Как выбрать нужный припой и флюс?
- Легкоплавкие сплавы
- Виды и составы легкоплавких сплавовПравить
- Области применения легкоплавких сплавовПравить
Припои и их разновидности
Припой
состоит большей частью из олова с
добавлением различных материалов. В
структуру припоя могут входить следующие
компоненты:
Олово (Sn) –
представляет собой мягкий металл с
температурой плавления + 231,9 С градусов.
Олово растворяется в соляной и серной
кислоте. Большая часть органических
кислот на него не действуют. При
воздействии комнатных температур олово
не подвергается окислению, однако при
ее снижении ниже +18 С и особенно ниже
-50 С происходит разрушение кристаллической
решетки металла, в результате чего олово
приобретает серый оттенок.
Свинец (Pb)
– очень популярный металл в изготовлении
припоя за счет легкоплавкости. В чистом
виде металл очень мягкий, легко
обрабатываемый. У свинца окисляется
только верхняя часть, контактируемая
с воздухом. Металл легко растворяется
в щелочи и кислотах, содержащих азот и
органику.
Кадмий (Cd)
– применяется для изготовления
легкоплавких припоев в малых дозах
совместно с оловом, висмутом или свинцом.
В чистом виде – токсичен, температура
его плавления + 321 С. Зачастую кадмий
применяется в антикоррозийных целях.
Висмут (Bi)
– один из самых легкоплавких металлов
при использовании его в составе припоя
с температурой плавления + 271 С. Висмут
хорошо растворим в азотной кислоте, а
так же в подогретом растворе серной
кислоты.
Сурьма (Sb)
– тугоплавкий металл с температурой
плавления + 630,5 С. Не подвержен воздействию
воздуха. Не окисляется. В припое дает
эффект глянца. Металл токсичен.
Цинк (Zn) –
хрупкий металл синевато-серого цвета
с температурой плавления + 419 С. Быстро
окисляется на воздухе. Используется в
припоях аппаратуры, работающей во
влажных условиях, за счет того, что
покрывает под воздействием влаги пленкой
окиси, защищающей места пайки. Цинк
легко растворим в кислотах. Цинк вместе
с медью применяется для твердых припоев,
а так же кислотных флюсов.
Медь (Cu) –
металл с самой высокой температурой
плавления в изготовлении припоя + 1083 С.
Не поддается воздействию воздуха, однако
верхним слоем окисляется при попадании
влаги. Медь применяется в тугоплавких
припоях.
Легкоплавкие припои
нашли широкое применение при конструировании
радиоаппаратуры и пайке радиоэлектронных
компонентов, а так же при лужении дорожек
радиомонтажных плат. Температура
плавления легкоплавких припоев не выше
+ 450 С. В основу таких припоев обычно
входит олово, свинец, кадмий, висмут или
цинк. В радиоэлектронике большое
применение получили припои с температурой
плавления до + 145 С градусов. В процессе
лужения обезжиренных и очищенных плат
применяется сплав Розе или сплав Вуда.
Температура плавления этих сплавов 70
– 95 градусов, поэтому они равномерно
залуживают плату, опущенную в кипящую
воду. В отечественной промышленности
список легкоплавких материалов большей
частью составляют припои оловянно-свинцовые
или ПОС. В случае добавления в припой
кадмия или висмута к окончанию добавляются
буквы К или В. Цифра в окончании маркировки
соответствует процентному содержанию
олова в припое по отношению к свинцу
(большей частью) и сурьме (в мелких
количествах). Чем меньше цифра, тем
припой более тугоплавкий но и более
прочный. Буква Ф означает, что в состав
припоя включен флюс. В последнее время
из-за европейских экологических
стандартов в фирменной аппаратуре
применяется в основном бессвинцовый
припой с относительно высокой для
радиокомпонентов температурой плавления
+ 220 градусов. Ниже приведен список
распространенных отечественных припоев:
ПОС-18 –
состоит из олова (17 – 18%), сурьмы (2 –
2,5%) и свинца (79 – 81%). Применяется при
низких требованиях прочности пайки, в
основном для лужения металлов. Температура
плавления +183 +270 градусов (начало плавления
/ растекаемость).
ПОС-30 –
состоит из олова (29 – 30 %), сурьмы (1,5 –
2%), свинца (68 – 70%). Лужения и пайка меди,
стали и их сплавов. Температура плавления
+183 +250 градусов.
ПОС-50 –
олово 49 – 50%, сурьма 0,8%, свинец 49 – 50%.
Применяется для качественного спаивания
различных металлов, в том числе и в
радиоэлектронике. Плавление +183 +230
градуса.
ПОС-90 –
олово 89 – 90%, сурьма 0,15%, свинец 10 – 11%.
Высокопрочный припой с температурой
плавки +18 + 222 градуса, применяемый в
лужении деталей с последующим золочением
и серебрением. Не применяется в установках
с повышенной рабочей температурой.
Припои
ПОС-40 и ПОС-60 в радиоэлектронике наиболее
популярны. Для спаивания латуни или
пластин для экранирования стоит применять
ПОС-30. При поверхностном лужении дорожек
на платах лучше всего использовать
припои с содержанием кадмия или висмута
ПОСК-50 или ПОСВ-33. Припои с флюсами и без
их содержания для монтажа радиодеталей
выпускаются в виде проволоки с толщиной
1 мм для пайки SMD элементов до 3 мм. для
радиокомпонентов в обыкновенном корпусе.
Для пайки металлов из стали или пайки
крупных площадей, припои идут без флюса
в трубках диаметром 5 мм. В импортной
промышленности так же выпускают
свинцово-оловянные шарики диаметром
от 0,2 до 0,8 мм., предназначенные для пайки
BGA чипов.
Тугоплавкие припои
большей частью используются в промышленной
пайке твердых металлов. Их температура
плавления от + 450 до + 800 С. В состав таких
припоев входят медь, серебро, никель
или магний. Отличительной особенностью
этих припоев является их прочность.
Из-за высокой температуры плавления
тугоплавкие припои в бытовых условиях
для радиомонтажных работ не используются.
Большей частью они используются для
спаивания латуни, стали, меди, бронзы,
чугуна и других металлов с высокой
температурой плавления. Припои марки
ПМЦ (припой медно-цинковый) применяется
для спаивания латуни с содержанием меди
(ПМЦ-42), бронзы и меди (ПМЦ-52). Данный
припой выпускается в виде слитков
определенных форм.
ПМЦ-42 –
состоит из меди (40 – 45%), цинка (52 – 57%).
Также в его состав входят сурьма, свинец,
олово и железо. Его температура плавления
+ 830 градусов.
ПМЦ-53 –
медь 49 – 53%, цинк 44 – 49%. Температура
плавления +870 градусов.
В производстве
припоев особое место занимают, пожалуй,
самые дорогие тугоплавкие припои, основу
которых составляет медь с добавлением
серебра. Маркируются они как ПСР. Припои
с серебром обладают высокой прочностью.
Место пайки гибко и легко обрабатываемо.
Температура таких припоев от +720 до +830
градусов. Высокотемпературные припои
ПСР-10 и 12 используют для спаивания
сплавов латуни и меди, ПСР-25 и 45 необходимы
для работы с медью, бронзой и латунью.
ПСР-70 – припой с максимальным содержанием
серебра применяют в пайке высокочастотных
элементов: волноводов, защитных контуров
и т.д.
Существуют
припои, применяемые для пайки алюминия
на основе олова, цинка и кадмия. Главная
проблема пайки алюминия заключается в
его быстром окислении на воздухе, поэтому
алюминий паяют в масле с использованием
ультразвуковых паяльников.
От правильно
выбранного флюса довольно сильно зависит
качество пайки, ровность шва и его
аккуратность. Флюс при нагреве должен
образовывать тонкую растекающуюся
пленку на поверхности припоя, которая
усиливает сцепление припоя с металлом.
Чем меньше температура плавления флюса,
тем качество пайки лучше. Так же
температура его плавления должна быть
ниже температурных режимов плавки
припоя. Промышленность сегодня изготовляет
флюсы двух типов.
— Химически
активные флюсы, в состав которых входит,
как правило, кислотосодержащие реагенты
(ортофосфорная и соляная кислоты,
хлористый цинк, хлористый аммоний).
Данные флюсы прекрасно справляются с
жирными налетами и окислами, однако,
недостаточная промывка места пайки со
временем приводит к «выеданию» металла
и его коррозии, где остался кислотосодержащий
флюс. На практике кислотосодержащие
флюсы стараются в быту использовать
как можно реже, особенно в радиоэлектронике,
поскольку они ведут к разрушению
текстолита, к тому же, при попадании на
кожу человека такие флюсы вызывают
ожоги, а их пары при вдыхании человеком
особо токсичны. К наиболее популярным
активным флюсам относится паяльная
кислота, ортофосфорная кислота, хлористый
цинк, бура, нашатырь, представляющий
собой хлористый аммоний.
— Химически
пассивные флюсы помогают удалить жировые
отложения, а так же в меньшей степени
удаляют окислы. Примером может быть
канифоль, стеарин, воск. Сами по себе
это органические вещества, не вызывающие
коррозии, которые служат не только
важной сост авляющей при пайке
радиокомпонентов, но и выполняют защитную
функцию от окисления. Новомодной
тенденцией стало использование флюсов
ЛТИ, для пайки легкоплавкими припоями.
С их помощью можно осуществлять пайку
оцинкованных контактов, свинец, очищенное
железо, нержавеющую сталь и т.д. В их
состав входит спирт, канифоль, малая
доза кислоты, триэтаноламин. Для подобной
пайки применяют ЛТИ флюс совместно с
паяльной пастой. Единственный их минус
заключается том, что под действием
температуры в месте спайки остаются
темные пятна. Пары флюса вредны для
человека. Исключение только составляет
флюс ЛТИ-120, который не содержит
нежелательных компонентов: солянокислотного
анилина и метафенилениамина.
Наименования
флюсов и их применение
Канифоль
сосновая – самый простой, дешевый и
доступный вид флюса с низким током
утечки. Относится к классу химически
пассивных флюсов. На рынке она доступна
в свободной продаже из-за популярности.
Применяется практически широком спектре
радиомотажных работ. Умеренно растворяется
в спирте с добавлением глицерина,
благодаря чему стали популярны среди
радиолюбителей спирто-канифольные
флюсы.
Ортофосфорная
и паяльная кислота – опасные химически
активные флюсы. Применяется при паке
сильно окисленных металлов, низколегированных
сталей, никеля, а так же их сплавов. После
пайки обязательным условием является
очистка места спаивания 5% раствором
соды, чтобы погасить кислотную активность
и выедание металла. Паяльная кислота
особо эффективна при температуре 270 –
330 градусов.
Паяльная
кислота ПЭТ – оптимальная температура
процесса пайки с ее применением 150 –
320 градусов. Применяется при спаивании
углеродистых сталей, латуни, меди,
никеля.
Паяльный
жир – существует в двух видах: активный
и нейтральный. Применяется для окисленных
деталей, состоящих из черного или
цветного металла. Активный паяльный
жир в радиоконструировании не применяется.
Нейтральный паяльный жир не содержит
активных компонентов, поэтомуможет
использоваться для пайки радиодеталей.
БУРА –
необходима при высокотемпературной
пайке высокоулеродитсых металлов:
чугуна, меди, стали и т.д.
ТАГС – флюс
на глицериновой основе для радиомонтажа.
Из-за остаточного сопротивления нуждается
в отмывке спиртом.
Флюсы ЗИЛ
– хорошо подходят спаивания стали,
латуни, меди легкоплавкими припоями на
основе висмута.
Ф-38Н ПЭТ –
сильно химически активный флюс.
Применяется для пайки быстро окисляемых
на воздухе металлов при температуре
выше 300 градусов. Им паяют нихром,
манганин, бронзу. Обязательное применение
при его использовании средств
индивидуальной защиты. Промывка щелочью
так же обязательна
Активные
флюсы ФИМ — пайка окисленного серебра,
платины. Требует отмывки водном раствором
с содержанием соды. В составе флюса
фосфорная кислота.
ФКДТ и ФКТ
ПЭТ – популярный неактивный флюс
широкого применения для лужения проводов
и медных контактов в РЭА.
ФТС –
бесканифольный пассивный флюс без дыма.
Предназначен для пайки радиодеталей.
Паяльная
паста «Тиноль» — специальный химический
флюс для пайки SMD радиодеталей термофеном
паяльной станции.
Флюс-гель
ТТ – флюс с индикатором химической
активности красноватого оттенка для
широкого спектра пайки. При воздействии
температурой обесцвечивается, указывая
на отсутствие активных компонентов. Не
требует отмывки.
СТ-61 –
паяльная паста пассивная. А – температура
плавления +200 градусов, В – для компьютерных
и мобильных радио запчастей, С – канифоль.
IF 8001 Interflux
– один из лучших флюсов для бессвинцовой
пайки SMD компонентов, в том числе и работы
с BGA чипами. Довольно дорогой. Не требует
смывания.
IF 8300 BGA
Interflux (30cc) – для пайки корпусов BGA.
Представляет собой гель. Без вредного
галогена.
IF 9007 Interflux
BGA – паяльная безотмывочная паста для
пайки свинцовым припоем. После работы
оставляет едва заметный слой флюса с
высоким удельным сопротивлением.
FMKANC32-005 –
крем слабоактивированный безотмывочный.
Показывает хорошие результаты при пайке
BGA чипов и работе с инфракрасными
паяльными станциями.
Нередко в
маркировке импортных флюсов можно
встретить маркировочные символы.
Рассмотрим ниже их обозначение.
«R» — канифоль,
которая идет либо в чистом виде, либо в
виде раствора (спирто-канифоль). Химически
пассивный флюс, поэтому перед применением
требует ручной зачистки поверхности
спаиваемых компонентов от окислов.
После окончания работ требует отмывки
спиртом или ацетоном.
«RMA» — флюс
на основе канифоли с небольшим добавлением
активаторов (органических кислот и их
соединениями). При термической обработке
кислотосодержащие активаторы испаряются.
Для их применения необходима вытяжка.
Оптимальная пайка достигается с
использованием горячего воздуха.
«RA» —
активированная канифоль. По заверению
производителей из-за низкой активности
кислот не оказывает коррозийных процессов
на место пайки, поэтому не требует
отмывки. Мы бы все таки рекомендовали
после работы с ним использовать слабый
раствор щелочи или спирт для отмывки,
если речь не идет о BGA пайке!
«SRA» —
кислотные флюсы активного действия для
пайки нержавеющей стали, никеля. В
электронике практически не используются
из-за разрушающего действия кислот.
После пайки таким флюсом изделие
нуждается в тщательной отмывке спиртом
или ацетоном.
Так же
нередко к импортным флюсам к названию
добавляют надпись «no clean», которая
означает, что данный флюс не требует
смывки. Такие флюсы нередко применяют
при пайке радиокомпонентов, где очистка
после пайки деталей затруднена физически.
Например, при пайке BGA микросхем.
Пая́льник —
ручной инструмент, применяемый
при луженииипайкедля
нагрева деталей,флюса,
расплавленияприпояи
внесения его в место контакта спаиваемых
деталей. Рабочая часть паяльника, обычно
называемая жалом, нагревается пламенем
(например, отпаяльной
лампы) илиэлектрическим
током.
Мощность электрического паяльника для
монтажа электронных и радиотехнических
устройств обычно составляет 30 — 40 Вт.
Однако при монтаже полупроводниковой
аппаратуры такой паяльник может оказаться
чрезмерно мощным, вызовет недопустимый
перегрев транзисторов, поэтому
целесообразно обзавестись также
маломощным паяльником мощностью примерно
15 Вт. Полезно также иметь в комплекте
низковольтный маломощный паяльник,
питаемый от сети через понижающий
разделительный трансформатор с
заземленной вторичной обмоткой.
Такой паяльник не только уменьшает
опасность перегрева полупроводникового
прибора или .печатной платы, но и безопасен
в смысле попадания на корпус его
напряжения сети. Если же окажется
необходимым при .монтаже припаять,
допустим, провод к металлическому
шасси или к другой массивной металлической
поверхности, то для ее прогрева мощности
в 30 — -40 Вт может оказаться недостаточно.
В этих случаях приходится использовать
более мощные паяльники (до 60 Вт и более).
Таким образом, в наборе полезно иметь
несколько паяльников разной мощности,
однако на первый случай можно
ограничиться одним — мощностью 30 — 40
Вт.
Паяльники
с периодическим нагревом
Молотковые и торцевые паяльники
представляют собой массивный рабочий
наконечник, закрепленный на относительно
длинной металлической рукоятке, длина
которой обеспечивает безопасность в
обращении с инструментом. Для выполнения
нестандартных работ паяльники подобного
типа снабжаются фасонными наконечниками.
Нагрев этих паяльников осуществляется
внешними источниками тепла. Это наиболее
старый вид паяльников (известны с
античности).
Дуговой
паяльник — нагрев паяльника
осуществляется электрической
дугой, периодически возбуждаемой
между угольнымэлектродом,
помещенным внутри паяльника и наконечником.
Дуговой паяльник массой 1 кг нагревается
до температуры 500 °C при напряжении
24 В в течение 3 мин, потребляемая мощность
1,5—2,0 кВт.
Паяльники
с постоянным нагревом
Электропаяльники имеют
встроенный электронагревательный
элемент, работающий от электросети, от
понижающего трансформатора либо от
аккумуляторов.
Газовые —
паяльники со встроенной газовой горелкой
(горючий газ подаётся из встроенного
баллончика со сжиженным газом, или,
реже, газ подаётся по шлангу от внешнего
источника).
Паяльники, работающие
на жидком топливе — схожи с газовыми,
но нагрев осуществляется пламенем
сгорающего жидкого топлива.
Термовоздушные —
в них нагрев деталей, расплавление
припоя происходит путем обдува их струёй
горячего воздуха. В этом он напоминает
промышленный фен,
но, в отличие от него, используется
тонкая струя воздуха.
Электропаяльники
малой мощности (5—40 Вт) обычно используются
для пайки электронных
компонентовпри помощи
легкоплавкихоловянно-свинцовыхприпоев;
это основной инструмент электромонтажника
и электромеханика.
Мощные
электропаяльники (100 и более Вт)
используются для пайки и лужения
массивных деталей.
Термостабилизация
жала позволяет использовать паяльники
большой (50—100 Вти
более) мощности и при пайке электронных
компонентов без риска их перегрева —
это полезно при работе с многослойными
печатными платами, а также при демонтаже
многовыводных ИС.
Паяльники
для монтажа и ремонта электронных
устройств часто изготовляются на низкие
рабочие напряжения, от 12 до 36 В.
Питают такой паяльник через понижающий
трансформатор. Пониженное напряжение
значительно снижает вероятность
повреждения полупроводниковых электронных
компонентов ёмкостными наводками,
амплитуда которых на жале обычного
паяльника на 220 В достигает десятков, а
то и 100—150 вольт, даже при отличной
изоляции нагревателя.
Для
максимальной защиты от статического
электричества и электромагнитных
наводок жало паяльника заземляют,
уравнивая потенциалы жала, рабочей
поверхности, монтируемой конструкции
и оператора (для заземления тела человека
используется заземляющий браслет).
Следует
предостеречь против распространенной
ошибки — питания паяльника при работе
с электронными устройствами от
тиристорного регулятора напряжения —
(диммера). Выходное напряжение такого
регулятора имеет несинусоидальную
форму с крутыми фронтами в моменты
открытия тиристора, и следовательно,
имеет большой уровень высокочастотных
гармоник. Это ведёт к появлению импульсов
напряжения большой амплитуды на жале
(ёмкостная наводка через ёмкость
нагреватель — жало), способных вывести
из строя многие полупроводниковые
приборы и микросхемы, особенно это
относится к приборам с изолированным
затвором.
Также
возрастает вероятность пробоя изоляции
между нагревательным элементом паяльника
и жалом, особенно если она слюдяная.
Металл или сплав,
при помощи которого ведется пайка,
называется припоем. По температуре
плавления припоев процессы пайки
подразделяются на два основных вида:
пайка легкоплавкими (мягкими) припоями
и пайка тугоплавкими (твердыми) припоями.
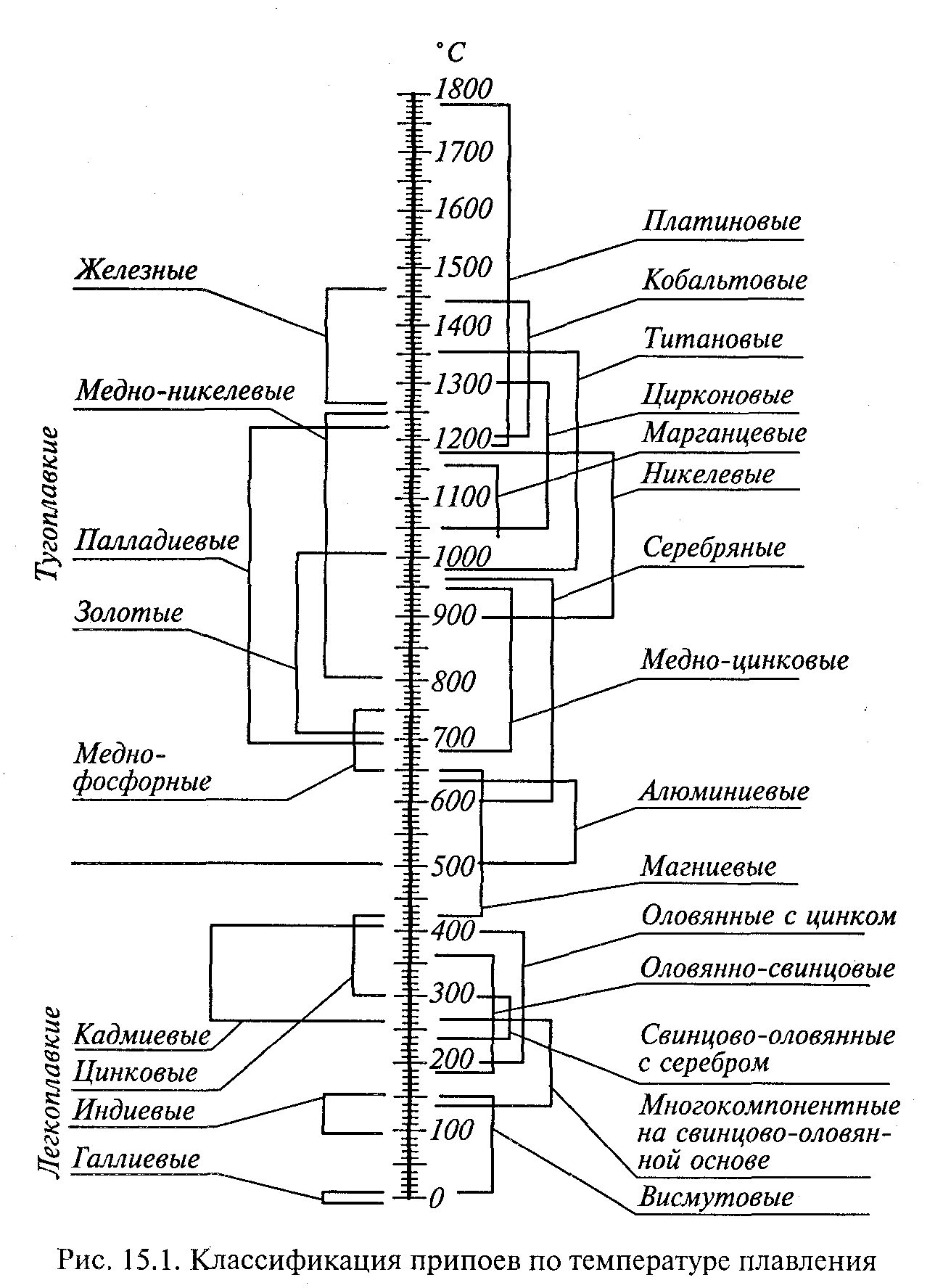
К
легкоплавким относятся припои, температура
плавления которых ниже 450 °С, а к
тугоплавким — припои, температура
плавления которых выше 450 °С (рис. 15.1). К
припоям предъявляются следующие основные
технологические требования: высокая
жидкотекучесть и хорошая смачиваемость
соединяемых поверхностей; Устойчивость
к коррозии; достаточная прочность и
пластичность; температура плавления
ниже, чем у соединяемых металлов.
Легкоплавкие
припои представляют собой сплавы цветных
металлов. Наибольшее применение получили
оловянно-свинцовые припои ПОС-18, ПОС-30,
ПОС-40, ПОС-50 и ПОС-61. Цифры показывают
процентное содержание олова в припое.
Эти припои имеют хорошую смачиваемость
поверхности большинства металлов и
высокую пластичность. Их низкая
температура плавления (менее 450 °С)
позволяет проводить пайку простейшими
средствами (паяльниками). С увеличением
содержания олова в припое повышается
механическая прочность и коррозийная
стойкость соединения, но также
увеличивается и стоимость припоя. Свинец
повышает пластичность припоя. Эти припои
применяют для восстановления деталей,
работающих при высоких температурах и
небольших нагрузках, т. е. для радиаторов,
коллекторов генераторов, топливных
баков, электропроводов и др.
Легкоплавкие
припои оловянно-цинковые типа П-200,
П-250А используют для пайки алюминия, его
сплавов и меди. Тугоплавкие припой
представляют собой чистые цветные
металлы и их сплавы.
Для пайки черных
металлов применяют медные припои марок
Ml и М2. Они весьма жидкотекучи, хорошо
смачивают поверхности и дают прочные
и пластичные соединения. Недостаток —
высокая температура плавления (1083°С).
Медно-цинковые
припои марок ПМЦ-36, ПМЦ-48, ПМЦ-54, Л-62 и
Л-68 (цифры указывают процентное содержание
меди в припое) применяют для пайки меди,
бронзы, латуни и черных металлов. С
увеличением содержания цинка в этих
припоях уменьшается прочность и возникает
хрупкость, но цинк снижает температуру
плавления припоя. Поэтому пайку латуни
проводят припоем ПМЦ-36, а сталь и чугун
лучше паять припоем Л-62.
Припоем
называется металл или сплав, выполняющий
роль связки при соединении твердых
металлических тел методом паяния. В
настоящее время число активно применяемых
припоев очень велико. Раньше припои
делили на 2 класса:
Мягкие
(на оловянной и свинцовой основах)
Твердые
(преимущественно на медной и серебряной
основах)
С
появлением большого количества новых
припоев (например на цинковой или
алюминиевой основах) принятая ранее
классификация потеряла смысл.
Наиболее
рационально делить все припои на классы
по температуре плавления:
Легкоплавкие
(с температурой плавления ниже 400-500С, к
ним относятся: на оловянной, свинцовой,
кадмиевой, висмутовой и цинковой
основах).
Тугоплавкие
(с температурой плавления выше 400-500С, к
ним относятся: на медной, серебряной,
золотой, алюминиевой, магниевой и
никелевой основах).
Требования
предъявляемые к припоям:
температура
плавления припоя должна быть меньше
температуры плавления паяемых металлов;
расплавленный
припой должен хорошо смачивать паяемый
металл и легко растекаться по его
поверхности;
в
расплавленном состоянии припой должен
обладать высокой жидкотекучестью,
необходимой для хорошего заполнения
шва;
прочность
и пластичность припоя должны быть
достаточно высокими;
в
паре с паяемыми металлами припой должен
быть коррозионно-устойчивым;
коэффициент
термического расширения припоя не
должен резко отличаться от коэффициента
расширения металла основы;
припои,
применяемые для паяния токопроводящих
изделий, должны иметь высокую
электропроводность;
металлы,
входящие в состав припоя, не должны быть
дефицитными и чрезмерно дорогими.
По
прошествии определенного времени на
практике были выделены следующие группы
сплавов, применяемых в качестве припоев:
свинцово-оловянные
сплавы, как в чистом виде, так и с присадкой
сурьмы, кадмия, серебра и др.;
сплавы
на цинковой основе с алюминием, оловом
и медью;
сплавы
на медной основе с цинком, оловом,
никелем, марганцем, фосфором и серебром;
сплавы
на серебряной основе с медью, цинком,
оловом, кадмием, марганцем, фосфором и
никелем;
сплавы
на алюминиевой основе с кремнием и
медью.
Одним
из основных элементов электромонтажных
и радиомонтажных работ является пайка.
Качество монтажа во многом определяется
правильным выбором необходимых припоев
и флюсов, применяемых при пайке проводов,
сопротивлений, конденсаторов и т. п.
Для
облегчения этого выбора ниже приводятся
краткие сведения о твердых и легких
припоях и флюсах, пользовании ими и их
изготовлении.
Пайка
представляет собой соединение твердых
металлов при помощи расплавленного
припоя, имеющего температуру плавления
меньшую, чем температура плавления
основного металла.
Припой
должен хорошо растворять основной
металл, легко растекаться по его
поверхности, хорошо смачивать всю
поверхность пайки, что обеспечивается
лишь при полной чистоте смачиваемой
поверхности основного металла.
Для
удаления окислов и загрязнений с
поверхности спаиваемого металла, защиты
его от окисления и лучшего смачивания
припоем служат химические вещества,
называемые флюсами.
Температура
плавления флюсов ниже, чем температура
плавления припоя. Различают две группы
флюсов: 1) химически активные, растворяющие
пленки окиси, а часто и сам металл
(соляная кислота, бура, хлористый аммоний,
хлористый цинк) и 2) химически пассивные,
защищающие лишь спаиваемые поверхности
от окисления (канифоль, воск, стеарин и
т. п.). .
В
зависимости от химического состава и
температуры плавления припоев различают
пайку твердыми и мягкими припоями. К
твердым относятся припои с температурой
плавления выше 400°С, к легким — припои
с температурой плавления до 400°С.
Основные
материалы, применяемые для пайки.
Олово
— мягкий, ковкий металл серебристо-белого
цвета. Удельный вес при температуре
20°С — 7,31. Температура плавления 231,9°С.
Хорошо растворяется в концентрированной
соляной или серной кислоте. Сероводород
на него почти не влияет. Ценным свойством
олова является его устойчивость во
многих органических кислотах. При
комнатной температуре мало поддается
окислению, но при воздействии температуры
ниже 18°С способен переходить в серую
модификацию (“оловянная чума”). В местах
появления частиц серого олова происходит
разрушение металла. Переход белого
олова в серое резко ускоряется при
понижении температуры до —50°С. Для
пайки может применяться как в чистом
виде, так и в виде сплавов с другими
металлами.
Свинец
— синевато-серый металл, мягкий, легко
поддается обработке, режется ножом.
Удельный вес при температуре 20°С 11,34.
Температура плавления 327qC. На воздухе
окисляется только с поверхности. В
щелочах, а
также
в азотной и органических кислотах
растворяется легко. Стоек против
воздействий серной кислоты и сернокислых
соединений. Применяется для изготовления
припоев.
Кадмий
— серебристо-белый металл, мягкий,
пластичный, механически непрочный.
Удельный вес 8,6. Температура плавления
321°С. Применяется как для антикоррозийных
покрытий, так и в сплавах со свинцом,
оловом, висмутом для легкоплавких
припоев.
Сурьма
— хрупкий серебристо-белый металл.
Удельный вес 6,68. Температура плавления
630,5°С. На воздухе не окисляется. Применяется
в сплавах со свинцом, оловом, висмутом,
кадмием для легкоплавких припоев.
Висмут
— хрупкий серебристо-серый металл.
Удельный вес 9,82. Температура плавления
271°С. Растворяется в азотной и горячей
серной кислотах. Применяется в сплавах
с оловом, свинцом, кадмием для получения
легкоплавких припоев.
Цинк
— синевато-серый металл. В холодном
состоянии хрупок. Удельный вес 7,1.
Температура плавления 419°С. В сухом
воздухе окисляется, во влажном воздухе
покрывается пленкой окиси, которая
предохраняет его от разрушения. В
соединении с медью дает ряд прочных
сплавов.. Легко растворяется в слабых
кислотах. Применяется для изготовления
твердых припоев и кислотных флюсов.
Медь
— красноватый металл, тягучий и мягкий.
Удельный вес 8,6 — 8,9. Температура плавления
1083 С. Растворяется в серной и азотной
кислотах и в аммиаке. В сухом воздухе
почти не поддается окислению, в сыром
воздухе покрывается окисью зеленого
цвета. Применяется для изготовления
тугоплавких припоев и сплавов.
Канифоль
—продукт переработки смолы хвойных
деревьев Более светлые сорта канифоли
(более тщательно очищенные) считаются
лучшими. Температура размягчения
канифоли от 55 до 83°С. Применяется как
флюс для пайки мягкими припоями.
Пайка
мягкими припоями получила широкое
распространение, особенно при производстве
монтажных работ. Наиболее часто
применяемые мягкие припои содержат
значительное количество олова. В табл.
1 приведены составы некоторых
свинцово-оловянных припоев.
При
выборе типа припоя необходимо учитывать
его особенности и применять в зависимости
от назначения спаиваемых деталей. При
пайке деталей, не допускающих перегрева,
используются припои, имеющие низкую
температуру плавления.
Наибольшее
применение находит припой марки ПОС-40.
Он применяется при пайке соединительных
проводов, сопротивлений, конденсаторов.
Припой ПОС-30 используют для пайки
экранирующих покрытий, латунных пластинок
и других деталей. Наряду с применением
стандартных марок находит применение
и припой ПОС-60 (60% олова и 40% свинца).
Мягкие
припои изготовляются в виде прутков,
болванок, проволоки (диаметром до 3 мм)
и трубок, наполненных флюсом. Технология
указанных припоев без специальных
примесей несложна и вполне осуществима
в условиях мастерской: свинец расплавляют
в графитовом или металлическом тигле
и в него небольшими частями добавляют
олово, содержание которого определяют
в зависимости от марки припоя. Жидкий
сплав перемешивают, снимают нагар с
поверхности и расплавленный припой
выливают в деревянные или стальные
формочки. Добавление висмута, кадмия и
других присадок не обязательно.
Для
пайки различных деталей, не допускающих
значительного перегрева, применяются
особо легкоплавкие припои, которые
получают добавлением в свинцово-оловянные
припои висмута и кадмия или одного из
этих металлов.
При
использовании висмутовых и кадмиевых
припоев следует учитывать, что они
обладают большой хрупкостью и создают
менее прочный спай, чем свинцово-оловянные.
Твердые
припои создают высокую прочность шва.
В электро- и радиомонтажных работах они
используются значительно реже, чем
мягкие припои.
В
зависимости от содержания цинка
изменяется цвет припоя. Эти припои
применяются для пайки бронзы, латуни,
стали и других металлов, имеющих высокую
температуру плавления. Припой ПМЦ-42
применяется при пайке латуни с содержанием
60—68% меди. Припой ПМЦ-52 применяется при
пайке меди и бронзы. Медно-цинковые
припои изготовляются путем сплавления
меди и цинка в электропечах, в графитовом
тигле. По мере расплавления меди в тигель
добавляют цинк, после расплавления
цинка добавляется около 0,05% фосфорной
меди. Расплавленный припой разливается
в формочки. Температура плавления припоя
должна быть меньше температуры плавления
припаиваемого металла. Кроме указанных
медно-цинковых припоев, находят применение
и серебряные припои.
Серебряные
припои обладают большой прочностью,
спаянные ими швы хорошо изгибаются и
легко обрабатываются. Припои ПСР-10 и
ПСР-12 применяются для пайки латуни,
содержащей не менее 58% меди, припои
ПСР-25 и ПСР-45 — для пайки меди, бронзы и
латуни, припой ПСР-70 с наиболее высоким
содержанием серебра — для пайки
волноводов, объемных контуров и т. п.
Первый
из них применяется для пайки меди, стали,
никеля, второй, обладающий высокой
проводимостью,— для пайки проводов;
третий может применяться для пайки
меди, но не пригоден для черных металлов;
четвертый припой обладает особой
легкоплавкостью, является универсальным
для пайки меди, ее сплавов, никеля, стали.
В
ряде случаев в качестве припоя используется
технически чистая медь с температурой
плавления 1083°С.
Припои
для пайки алюминия.
Пайка
алюминия вызывает большие затруднения
вследствие его способности легко
окисляться на воздухе. В последнее время
находит применение пайка алюминия с
помощью ультразвуковых паяльников.
При
пайке алюминия в качестве флюсов
применяют органические вещества:
канифоль, стеарин и т. п.
Последний
припой (твердый) применяется со сложным
флюсом, в состав которого входит:
хлористый литий (25—30%), фтористый калий
(8—12%), хлористый цинк (8—15%), хлористый
калий (59—43%). Температура плавления
флюса около 450°С.
Пайка – способ получения неразъемных герметичных соединений, широко применяемый в различных сферах промышленности и в быту. Он незаменим при монтаже радиодеталей и починке электроники, бытовой техники, различного оборудования. Припой – один из необходимых атрибутов пайки. Обсудим, что это такое, какие его разновидности существуют, и от чего зависит выбор марки материала.

- Припой и флюс: что это такое и для чего они нужны?
- Разновидности и марки припоев, их состав, назначение и применение Тугоплавкие припои Легкоплавкие припои из олова и свинца: ПОС-61 и другие
- Тугоплавкие припои
- Легкоплавкие припои из олова и свинца: ПОС-61 и другие
- Как самостоятельно определить или расшифровать марку припоя?
- Как выбрать нужный припой и флюс?
Что это такое и для чего они нужны?
Припой – легкосплавный или твердосплавный металл или сплав на основе олова, меди, свинца, цинка, никеля, кадмия, сурьмы и других составляющих, благодаря которым состав приобретает те или иные свойства. В процессе нагревания он переходит в жидкую форму. Припоем смазывают поверхности элементов, затем их соединяют между собой.
Он смешивается с основным материалом и после остывания твердеет, образуя прочное соединение. Температура плавления у припоя ниже, чем у материала соединяемых деталей, поэтому при его нагревании они не плавятся. Сплавы для пайки выпускают в виде проволоки, порошков, трубок, прутков, лент.

Важное условие получения прочного шва – качественная обработка соединяемых поверхностей. На них не должно быть жиров и оксидов металлов. Флюс – смесь жирных и органических кислот, масел и парафинов, которая удаляет загрязнения и обеспечивает надежную адгезию припоя к материалам детали. Он также препятствует образованию окислов непосредственно во время пайки, способствует равномерному распределению припоя, уменьшая поверхностное натяжение при его нанесении. Также флюс защищает соединяемые поверхности от воздействия окружающей среды.
Припои и флюсы различаются по назначению, химическому составу, рабочей температуре и другим свойствам, поэтому подбираются в каждом конкретном случае отдельно. Существуют также специальные паяльные пасты – смеси, сочетающие припой и флюс, а также пластификаторы и связующие вещества (органические смолы, разбавители).
Разновидности и марки припоев, их состав, назначение и применение
Существует множество разновидностей припоя, имеющих различный состав, характеристики и назначение. В соответствии с основной классификацией они подразделяются на тугоплавкие или твердые, и легкоплавкие или мягкие. Основное их различие заключается в температуре плавления, чем и обусловлена разница в сферах применения.
Тугоплавкие припои
Тугоплавкие припои, которые плавятся при 450–500°С, позволяют получать очень твердое соединение. Они представляют собой сплавы на основе меди, цинка, серебра, латуни, золота, алюминия, магния и никеля. Твердые припои используются, когда производится пайка материалов с высокой температурой плавления.
Из меди и цинка (ПМЦ-42, ПМЦ-53 и др
Такой припой используется для соединения медьсодержащих сплавов методом высокотемпературной пайки. Он высокопластичен и прочен, устойчив к коррозии, обладает высокой тепло- и электропроводностью. Температура плавления прямо пропорциональна содержанию в нем цинка. Самые распространенные типы такого припоя: ПМЦ-36, ПМЦ-42, ПМЦ-48, ПМЦ-54. Их сравнительные характеристики даны в таблице:

Из серебра (ПСр-70, ПСр-45, ПСр-25 и др
Серебряные припои, отличающиеся высокой температурой плавления и хорошей смачиваемостью, применяются для пайки стали, меди, серебра и других тугоплавких металлов. Они обозначаются аббревиатурой ПСр и цифрой, соответствующей содержанию драгметалла в составе (1–72%).
Чем больше число в маркировке, тем более прочным получится соединение. От него зависит и цена: высококонцентрированный припой обойдется недешево. В качестве дополнительных составляющих применяют никель, медь, цинк, свинец, олово. Для большинства таких сплавов характерна высокая прочность, вязкость и текучесть, стойкость к коррозии и окислению.
Припои с небольшим содержанием серебра (ПСр-1–25) применяются для лужения и пайки различных металлических деталей. ПСр30–45 позволяет получить более прочное соединение элементов из меди и ее сплавов, никеля, ковара, бронзы. Высококонцентрированные ПСр-70 и ПСр-72 имеют повышенную проводимость, прочность на разрыв и изгиб. Они подходят для пайки лезвий ленточных пил.
Из латуни (ЛОК-59-1-03, ЛОК 62-06-04)

Латунный припой позволяет получить высокопрочное, не боящееся перепадов температур, влажности и органических кислот соединение, однако работа с ним требует профессионализма и применения специальных инструментов, поэтому в домашних условиях им не пользуются. Он широко применяется при пайке латуни, нержавейки, стали, меди, никеля и других твердоплавких металлов на различных производствах. Для него характерна высокая температура плавления (900°C) и текучесть.
Наиболее востребованы латунные припои ЛОК 59-1-03 и ЛОК 62-06-04. Первый содержит 58–60% меди, около 1% олова и 0,2–0,4% кремния, остальное – цинк. Он применяется для газовой сварки латуни, пайки твердосплавных пластин, паяного режущего инструмента, наплавки углеродистых сталей. Разновидность ЛОК 62-06-04 (цифры также соответствуют проценту содержания меди, олова и кремния) широко используется в различных отраслях промышленности. Она незаменима при проведении сварочных работ, производстве трансформаторов, для изготовления латунной сетки.
Легкоплавкие припои из олова и свинца
По сравнению с тугоплавкими припоями механическая прочность легкоплавких невысока. Несмотря на это, они часто используются при электро- и радиомонтажных работах. Они плавятся уже при температуре в 183–280°С. Мягкие припои производятся на основе олова и свинца в различных пропорциях с добавлением кадмия, висмута, сурьмы, цинка, таллия и других металлов.

Припои оловянно-свинцовые (наиболее распространенные) имеют марку ПОС, если в составе присутствует также сурьма (она повышает прочность) – ПОССу. Бывают также оловянно-свинцово-кадмиевые (ПОСК), оловянно-цинковые (ОЦ) и бессвинцовые припои. Самые распространенные марки:
- ПОС-10. Используется для пайки и лужения контактных поверхностей электроники (починка электроприборов, реле).
- ПОС-40. Отличается широкой областью применения. Применяется для операций, не требующих высокой точности. Используется при работе с оцинкованным металлом, электроаппаратурой и радиоэлектроникой, детали которой нельзя подвергать высокотемпературному воздействию. С помощью ПОС-40 устраняют дефекты в трубах и радиаторах, им паяют медные провода.
- ПОС-61. Еще один популярный вид припоя, который широко используется как в промышленности, так и в быту. ПОС-61 незаменим при ремонте радиокомпонентов, пайке печатных плат и других деталей, чувствительных к перегреву, починке радиаторов. Оптимален для пайки проводов.
- ПОС-90. Отличается самой высокой температурой плавления (220–265°С). Применяется при ремонте медтехники и пищевой посуды, пайке обмоток.
Как самостоятельно определить или расшифровать марку припоя?
В большинстве случаев расшифровать марку припоя несложно. Буква П обозначает слово «припой», другие – входящие в него компоненты (Ср –серебро, К – кадмий, М – медь, А — алюминий, Кр – кремний и т. д.). Если в материале присутствуют драгоценные и редкие металлы, маркировка начинается с них, даже если их доля составляет всего 1%. Далее следует цифра, соответствующая процентному содержанию компонента. Например, ПМЦ-36 содержит 36% меди, ПОС-61 – 61% олова.

В обозначении многокомпонентных сплавов при маркировке часто используется следующая схема: сначала идут буквы, обозначающие компоненты, затем – цифры, соответствующие их процентному содержанию (расшифровка марки МНМц 68-4-2: 63–68% меди, 4–5% никеля и 1,5–2,5% марганца). Бессвинцовые сплавы, набирающие популярность благодаря отсутствию токсичного элемента, маркируются по наименованию компонентов на латыни с указанием их содержания после соответствующих букв: Sn95,5Ag3,8Cu0,7 (трехкомпонентный олово-серебряно-медный сплав).
Определить примерный состав можно и по внешнему виду. Материалы с высоким содержанием цинка, олова или серебра окрашены в светло-серебристый цвет, свинца – в тусклый серый. Латунный, золотой и фосфорный припои желтые, медный имеет красный подтон. Если он обладает металлическим блеском, в нем много олова. Тугоплавкие припои на вид матовые.
Как выбрать нужный припой и флюс?
При выборе сплава для пайки руководствуются его температурой плавления, видом соединяемых материалов, размером деталей, требуемыми характеристиками (прочностью, коррозионной стойкостью и т. д.), методом соединения и его сложностью. При пайке алюминия используют сплавы на основе серебра, олова, цинка, меди и кремния (ЦОП-40, ПОС, 34А, АВИА-1, АВИА-2, ВПТ-4, 34-А, П250А, П300Б и т. д.).
Если нужно соединить стальные детали, подойдет латунный (Л-62, Л-68), оловянно-свинцовый (ПОС-41) или чисто медный припой. Для работы с нержавейкой рекомендуется использовать сплавы на основе олова и цинка с добавлением свинца и кадмия, например, марок П-81 и HTS528.
Для пайки медных деталей берут как мягкие, так и твердые припои. Для починки радиодеталей больше подойдут первые, для пайки жил, фитинга на трубах могут применяться как легкосплавные (1S и Rosol 3), так и твердосплавные (Rolot 2). Серебряные сплавы отличаются высоким качеством и используются для получения соединений при работе с медью, латунью или серебром. Они применяются тогда, когда через шов должно проходить электричество.
Не менее важен и правильный выбор флюса. Самый доступный вариант – канифоль. Она лучше всего подходит для пайки в быту. Ее используют при ремонте радиодеталей, плат, соединении небольших медных, латунных, железных, никелевых деталей. Для пайки этих и более крупных элементов подойдет также глицерин-гидразиновый флюс, канифоль-гель «Актив» и ЛТИ-120. Последний активно используется при пайке проводов.
При работе с алюминием крайне важна качественная обработка поверхности флюсом – на ней быстро образуется оксидная пленка, которая препятствует адгезии. Для этого металла используют самые активные вещества – паяльную и ортофосфорную кислоту, Ф-64. Они же, вызывая сильную химическую реакцию, являются и самыми токсичными.
Легкоплавкие сплавы
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 13 мая 2022 года; проверки требуют 4 правки.

Сплав Вуда, залитый в полиэтиленовые ёмкости.

Сплав Вуда после затвердевания.
Сплавы щелочных металлов также способны к образованию легкоплавких эвтектик и могут быть отнесены к группе легкоплавких сплавов. Так сплавы системы натрий-калий-цезий имеют рекордно низкую температуру плавления: Советский сплав плавится при −78 °C. Однако, применение этих сплавов затруднено из-за их высокой химической активности.
Виды и составы легкоплавких сплавовПравить
Легкоплавкие сплавы применяемые в современной мировой промышленности:
Примечание: Несколько различных Tпл для одного и того же сплава — результат разночтений источников данных.
- Т — теплоноситель
- П — припой
- М — модельный литейный сплав
- Ж — для датчиков пожарной сигнализации
- Л — лабораторный для абсолютирования растворителей
- И — рабочее тело ионных ракетных двигателей
Области применения легкоплавких сплавовПравить
Во всех областях применения легкоплавких сплавов главным востребованным свойством является заданная низкая температура плавления. Это свойство, в частности, используется для пайки микросхем, которые могут выйти из строя из-за перегрева при пайке обычными припоями. Кроме того, эти сплавы должны иметь определённую плотность, прочность на разрыв, химическая инертность, вакуумоплотность, теплопроводность. В настоящий момент основными областями применения легкоплавких сплавов являются:
- Производство и применение жидкометаллических теплоносителей в энергетике и машиностроении.
- Литейное дело (производство выплавляемых моделей).
- Системы раннего оповещения возгораний (датчики температуры, клапаны пожаротушения и др.).
- Термометрия (рабочее тело для термометров различных типов).
- Вакуумная техника (уплотнения, паяные швы и др.).
- Микроэлектроника (припои, покрытия, датчики температуры, предохранители и др.).
- Медицина (фиксация костей, протезирование и др.).
- Использование в качестве расплавляемой металлической смазки.



