

- Что может понадобиться для пайки
- Что нужно для пайки паяльником
- Что такое пайка
- Что нужно для надежного контакта
- Ликбез для начинающих
- Что потребуется
- «третья рука»
- В каких случаях паять феном не получится
- В чём суть пайки
- Возможные проблемы при пайке
- Вспомогательные приспособления для пайки
- Выбор жала и уход за ним
- Выбор паяльника по мощности
- Жидкое жало и его плюсы
- Индукционный паяльник
- Как правильно паять феном
- Канифоль и флюсы
- Лужение эмалированной проволоки
- Можно ли паять медный провод с алюминиевым
- Немного о правильном паянии. в 100500й раз о том, как, чем и на чём паять
- Оплетка для удаления припоя
- Особенности залуживания проводов
- Пайка массивных деталей
- Пайка проводов
- Пайка светодиодной ленты
- Подготовка деталей к пайке
- Пошаговый процесс
- Процесс пайки электропаяльником
- Ручной инструмент
- Химия для пайки
Что может понадобиться для пайки
Для пайки необходим источник тепла: открытое пламя, электрическая спираль или луч лазера. Последний способ подходит даже если нужно спаять чистейшим металлическим материалом. В домашних условиях используют электрический прибор, который предназначен для:
- различных электросхем и в том случае, когда нужно спаять радиодеталь;
- ремонта электрического оборудования;
- лужения припоем изделий из металла.
Итак, что же нужно для пайки паяльником? Об этом подробнее дальше.

Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.

Что такое пайка
Пайка — это способ соединения металлических деталей с помощью более легкоплавкого металла. Сам по себе процесс представляет собой проникновение одного вещества в другое при высокой температуре (180-250 градусов).
Важно! Главным является качественное прогревание деталей, подлежащих пайке, с последующим закреплением их припоем.
Что нужно для надежного контакта
Основные критерии:
- Правильно выбрать флюс. Например, для пайки проводов подойдет жидкий флюс. Он лучше всего смачивает провода и позволяет качественнее залудить такие контакты. Низкокачественный флюс быстро вскипает и растекается по плате.
- Использовать качественный припой. Именно припой определяет дальнейшую надежность и прочность соединения. Так же качество припоя может повлиять на работу схемы в целом, из-за шлаков и низкокачественных сплавов могут образоваться помехи в работе электроники и со временем могут появиться трещины.
- Пользоваться проверенным инструментом и оборудованием. Паяльники плохого качества могут нестабильно держать температуру, перегреваться.
- Соблюдать температурный режим. Не перегревать детали и держаться в температурном режиме плавления припоя. Слишком низкая температура и припой будет плохо плавиться, а если слишком высокая – материал будет испаряться, хуже лудить контакты.
- Долгие часы практики, проб и ошибок. Без практики не будет и своего метода пайки.
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат.
Ликбез для начинающих
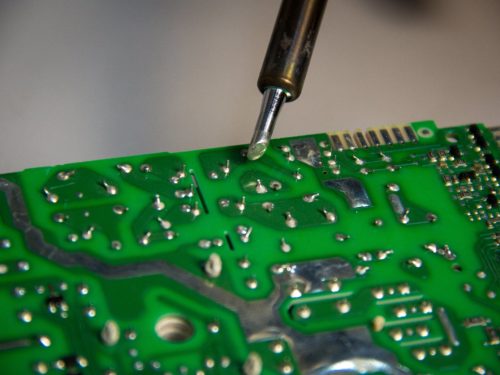
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.



Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Такой метод пайки очень опасен и не эффективен.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
- Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Что потребуется
Для снятия изоляции с проводов понадобится стриппер.
С помощью него можно быстро удалить изоляцию. Бокорезы, кусачки, нож, зубы или паяльник не смогут так же легко справиться с этой задачей.Для пайки проводов подойдет жидкая канифоль, или ФКЭТ.
С помощью него можно быстро удалить изоляцию. Бокорезы, кусачки, нож, зубы или паяльник не смогут так же легко справиться с этой задачей.Для пайки проводов подойдет жидкая канифоль, или ФКЭТ.
Жидкая канифоль лучше всего обволакивает жилки проводов. Она дешевая, практичная и удобная.
«третья рука»
Для работы очень удобно использовать «третью руку». Прибор получил такое наименование за счёт надёжной фиксации объектов пайки в абсолютно любом положении, к примеру, это может быть чайник, светодиодный материал или труба.

В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади.
Это все равно что вскипятить стакан воды с помощью одной спички. Повышать температуру тоже не вариант, это уничтожит как саму деталь, так и плату.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Возможные проблемы при пайке
В ходе эксплуатации паяльника, могут возникнуть проблемы, которые мастеру потребуется устранить. Однако, большую часть недочетов можно определить «на глаз», к примеру:
- холодная пайка — припой имеет тусклый цвет, прочность контакта низкая, в результате чего со временем он разрушается;
- перегрев компонентов — припой не покрывает поверхность;
- перемещение компонентов, подлежащих соединению, до полного затвердевания припоя.
Важно! Устранить все вышеперечисленные проблемы возможно путем повторной пайки.

Вспомогательные приспособления для пайки
Чтобы использование паяльника было комфортным и главное безопасным для работника, могут потребоваться дополнительные инструменты. Чтобы определить, что нужно для пайки паяльником, следует разобраться в каком конкретном случае и какие приспособления используются.

Выбор жала и уход за ним
Жала для паяльников различают по форме и материалу. С формой всё просто: самым примитивным и в то же время универсальным является шиловидное жало. Возможны вариации в форме лопаточки, конуса с затуплённым концом, со скосом и прочие. Главная задача при выборе формы — добиться максимальной площади соприкосновения с конкретным типом спаиваемых деталей, чтобы нагрев был мощным и при этом непродолжительным.
 Медные жала для паяльника
Медные жала для паяльника
По материалу почти все жала медные, однако бывают с покрытием и без него. Покрывают медные жала хромом и никелем для увеличения жаростойкости и устранения окисления поверхности меди. Жала с покрытием очень долговечные, но несколько хуже смачиваются припоем и требуют бережного отношения. Для их чистки используют латунную стружку и вискозные губки.
 Жала с никелевым покрытием
Жала с никелевым покрытием
Жала без покрытия можно по праву отнести к расходникам для пайки. Такое жало при работе периодически покрывается слоем окислов и припой перестаёт к нему прилипать. Рабочую кромку нужно заново зачистить и залудить, поэтому при интенсивном использовании жало стачивается достаточно быстро. Для замедления обгорания жала его рекомендуется предварительно отковать, а затем обточить для придания нужной формы.
Выбор паяльника по мощности
Для работы используют приборы различной мощности. Чтобы выбрать конкретную модель, чаще всего учитывают то, что:
- для работы с электроникой используют маломощные паяльники;
- если необходимо спаивать толстый слой меди, применяют 100-ваттный инструмент;
- для массивных деталей используют модели с мощностью 200 Вт.
Важно! Определить мощность инструмента можно «на глаз»: чем больше он по размерам, тем выше его мощность.
Жидкое жало и его плюсы
Жидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах.
Жало типа топорик обладает массивной продольной рабочей поверхностью. Оно позволяет захватить сразу несколько контактов одновременно.Наносим припой на жало.
Жало типа топорик обладает массивной продольной рабочей поверхностью. Оно позволяет захватить сразу несколько контактов одновременно.Наносим припой на жало.
На паяемую микросхему наносится пастообразный флюс с помощью шприца.
Деталь и ее контакты прогреваются жалом до плавления олова и точно также нужно сделать с другой стороны.
Деталь и ее контакты прогреваются жалом до плавления олова и точно также нужно сделать с другой стороны.
Такой техникой можно выпаять и DIP контакты.
Индукционный паяльник
Внутри него находится катушка индуктора. У наконечника такого паяльника есть ферромагнитное покрытие, в нем катушка создает магнитное поле с наведенными токами, от чего сердечник разогревается.

При достижении определенной температуры (точки Кюри) ферромагнитное покрытие теряет свои магнитные свойства и сердечник перестает нагреваться. Как только температура снижается, ферромагнитные свойства восстанавливаются и сердечник снова начинает нагреваться.
Как правильно паять феном
Нужно закрыть все мелкие и уязвимые к перегреву компоненты защитой.
В данном случае используется алюминиевый скотч. Он хорошо защищает компоненты от температуры, плотно держит компоненты платы. Однако, прибавляет теплоёмкость к месту пайки. Термоскотч также хорошо защищает, только хуже держится на плате.
Плату размещается на таком материале, который наименее теплоёмкий и медленно отдает температуру в окружающую среду. Можно использовать, например, деревянную дощечку. И при этом, место пайки не должно находиться под наклоном.
Лучше всего нанести на контакты флюс. Он хорошо распространяет тепло, по сравнению с нагреваемым воздухом, однако не следует его добавлять слишком много. Он может вскипеть, зашипеть или помешать пайке.
Первым делом прогревается место пайки. Фен выставляется около 100 °C и максимальным потоком воздуха.
Нужно прогреть как саму деталь, так и окружающее место пайки с контактами круговыми движениями.Далее, спустя около минуты следует плавно повысить нагрев.
Нужно прогреть как саму деталь, так и окружающее место пайки с контактами круговыми движениями.Далее, спустя около минуты следует плавно повысить нагрев.
Разница с контактами будет небольшая. Таким образом, в течение нескольких минут, повышаем до 300 °C.
Шаг около 20 — 30 °C на каждые десятки секунд.
Шаг около 20 — 30 °C на каждые десятки секунд.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла.

Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Лужение эмалированной проволоки
Эмалированная медная проволока теплоемкая и трудно поддается лужению.
Но ее можно легко залудить с помощью обычной канифоли. Достаточно наждачной бумаги.
Но ее можно легко залудить с помощью обычной канифоли. Достаточно наждачной бумаги.
Удаляем эмалированное покрытие с помощью наждачки, наносим канифоль и проволока успешно задужена и готовка к пайке.
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

тут, но болтовое — наиболее простое и надежное.
Немного о правильном паянии. в 100500й раз о том, как, чем и на чём паять
Это для этого меня создала Вселенная?
Оплетка для удаления припоя
Пайка с оплеткой осуществляется, когда работа заключается в удалении припоя с печатной платы при демонтаже деталей. Принцип следующий: в процессе сетка «принимает» припой, за счет капиллярных сил.
Особенности залуживания проводов
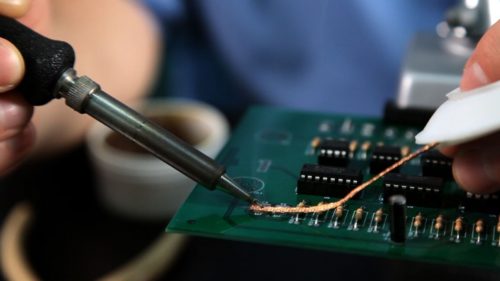
Чтобы залудить такие провода, необходимо с помощью припоя и канифоли тщательно пройтись по месту пайки.
Для пайки понадобится массивное жало, большая капля припоя и жидкая канифоль. Так же наносится флюс, но пайка немного другая. Теперь главная задача это сжечь изоляцию. Это можно сделать при помощи большой капли припоя. Продольными движениями вперед и назад проводим припой по месту пайки. Изоляция сжигается медленно. Не нужно повышать температуру выше 300 °C и использовать кислоту. Если не получается залудить, то пробуем снова, но уже вместо канифоли используем ЛТИ-120. Этот флюс поможет залудить провода не хуже паяльной кислоты.
Для пайки понадобится массивное жало, большая капля припоя и жидкая канифоль. Так же наносится флюс, но пайка немного другая. Теперь главная задача это сжечь изоляцию. Это можно сделать при помощи большой капли припоя. Продольными движениями вперед и назад проводим припой по месту пайки. Изоляция сжигается медленно. Не нужно повышать температуру выше 300 °C и использовать кислоту. Если не получается залудить, то пробуем снова, но уже вместо канифоли используем ЛТИ-120. Этот флюс поможет залудить провода не хуже паяльной кислоты.
Пайка массивных деталей
Наконец, кратко расскажем о пайке деталей с высокой теплоёмкостью, таких как кабельные муфты, баки или посуда. Требование к неподвижности соединения здесь наиболее важно, крупные детали предварительно соединяют струбцинами, мелкие — комками пластилина, перед пропайкой соединения его прихватывают точечно в нескольких местах и снимают скрепы.
Паяют массивные детали как обычно — сперва полуда на месте соединения, затем заполнение шва жидким припоем. Однако припой в этих целях используют специальный, обычно тугоплавкий и способный сохранять высокую герметичность, а также хорошо выдерживающий частичный нагрев.
При такой пайке крайне важно поддерживать детали хорошо прогретыми. Для этих целей паяльный шов непосредственно перед местом спаивания подогревают газовой горелкой, а вместо обычного электрического паяльника используют массивный медный топорик.
Подобная техника пайки с подогревом может использоваться и при работе обычным паяльником, например, при спайке толстых жил кабеля. Жало в этом случае выступает лишь оперативным инструментом для тщательного распределения олова, а основным источником нагрева служит газовая горелка.
Пайка проводов
Провода паять наиболее просто. Концы жил окунаем в раствор флюса и проводим по ним паяльником, жало которого обильно смочено во флюсе. В процессе лужения излишки расплавленного припоя желательно стряхивать. После нанесения полуды из проводов формируют скрутку, а затем тщательно прогревают её с небольшим количеством припоя, заполняя свободное пространство между жилами.
Возможен и иной способ, когда перед скручиванием провода просто тщательно смачивают флюсом и паяют без предварительного лужения. Особенно такой метод популярен при пайке многопроволочных жил и проводков небольшого диаметра. Если флюс качественный, а паяльник обеспечивает достаточно сильный прогрев, даже скрутка из 3–4 «пушистых» жил по 1,5 мм2 хорошо пропитается оловом и будет надёжно спаяна.
Обратите внимание, что в электромонтаже, то есть внутри распределительных коробок, паять проводку не принято. В первую очередь по причине неразъёмности соединения, плюс ко всему спайка обладает значительным переходным сопротивлением и всегда есть высокий риск её корродирования.
Пайка светодиодной ленты
Светодиодная лента так же теплоемкая, как и толстый провод. Она имеет в своем составе медную подложку, которая забирает тепло при нагреве.
Залуживаем контакты с помощью канифоли. Используем мини волну и совсем немного припоя. На месте пайки должно быть немного припоя.
Залуживаем контакты с помощью канифоли. Используем мини волну и совсем немного припоя. На месте пайки должно быть немного припоя.
Далее, берем паяльник от себя ручкой, прислоняем провод к контакту и сверху жалом паяльника. Пайка должна длиться не дольше секунды, пока есть флюс. Это связано с тем, что медная подложка быстро забирает тепло, а сгорающий флюс уже не в состоянии собрать припой в единое целое. Поэтому, если паяльные работы будут длиться больше секунды, то на ленте будут комочки припоя с признаками холодного контакта. Если такое произошло, снова наносим флюс и одним касанием исправляем плохую пайку.
Канифоль (флюс) чиститься с ленты при помощи спирта (или бензина) и ватного диска.
Канифоль (флюс) чиститься с ленты при помощи спирта (или бензина) и ватного диска.
Подготовка деталей к пайке
Паяют детали всегда в несколько шагов. Изначально следует подготовить поверхность проводника:
- удалить оксидную пленку с последующим обезжириванием;
- выполнить облуживание.
После выполнения данных действий можно приступать к соединению деталей. Важно также зачистить провода, которые ранее использовались.
Также следует снять оксидную пленку. Выполнить действие можно с помощью наждачной бумаги, ножа или напильника. Паять деталь разрешено только после обезжиривания.
Залудить проводник из меди нужно под флюсом, после прогрева припой должен покрыть поверхность материала тонким слоем. Если имеется наплыв, пайку стоит отложить. В данном случае припой нужно расположить вертикально и провести паяльником с верхней в нижнюю точку.
Если же нужно паять алюминий, то следует совместить процесс зачистки и обслуживания. Для этого провод, покрытый канифолью, необходимо поместить в наждачную бумагу, разогреть его с одновременным вращением.

Пошаговый процесс
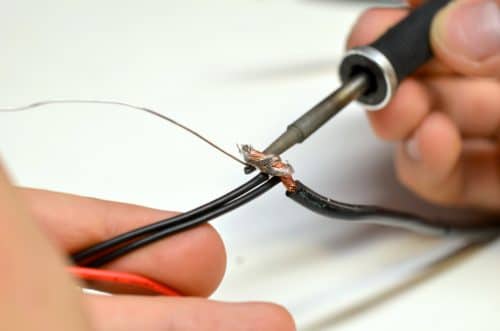
Стриппером снимаем изоляцию, скручиваем провода.
Наносим флюс на спаиваемые провода, берем припой на жало. Температура жала не больше 300 °C.
Наносим флюс на спаиваемые провода, берем припой на жало. Температура жала не больше 300 °C.
Несколькими движениями вперед и назад лудим скрученные провода. Если припой образовался в комочки, то добавляем ждем остывания место пайки, чтобы не повредить кисточку. Добавляем еще флюс и снова проводим по месту пайки паяльником. Припоя не должно быть много или мало.Лучше всего залудить оба провода перед спаиванием вместе, однако не получится надежно их скрутить. Поэтому, легче сразу сделать скрутку и затем спаять их.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать

Лужение провда - Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Ручной инструмент
К полезным ручным приспособлениям относят:
- пинцеты;
- кусачки;
- набор для пайки.
Применение пинцетов позволяет сделать комфортным пайку и демонтаж электронных элементов на платах. Использовать разрешено как обычные прямые модели, так и с загнутым хвостиком.
При проведении пайки обойтись без кусачек очень сложно, так как с их помощью мастер может безопасно удалить остатки ножек радиокомпонентов при пайке их на плату.
В стандартный комплект дополнительных инструментов для пайки входят зажимы и держатели разного типа. Зачастую в комплекте идут щеточки для очистки плат и лента.

Химия для пайки
Пайка — это соединение деталей между собой, для соединения этих деталей используется два основных компонента, это припой и флюс. Ни один процесс пайки не обходится без таких материалов как припой, флюс, канифоль, некоторые радиолюбители используют паяльные кислоты, различные смеси и прочее. В этой статье о них и поговорим.
Припой (олово)
Припой — это металл или сплав, применяется для соединения и пайки радиодеталей, имеет температуру плавления ниже, чем соединяемые металлы. Припой прочно соединяет радиодетали между собой, растекается по нему и заполняет зазоры или отверстия между соединяемыми деталями.

Припои бывают мягкие – температура плавления до 300°C и твёрдые – выше 300 °C. Мягкими припоями являются оловянно-свинцовые сплавы.

Продается они в катушках, тюбиках или же в виде прутков. Припои продаются даже с флюсом, такие легче плавятся и канифоль для пайки радиодеталей обычно не требуется. Радиолюбители часто применяют припой марки ПОС-61.
При использовании низкотемпературных припоев необходим специальный флюс, поскольку стандартный флюс при низких температурах малоактивен.
У бессвинцовых припоев температура плавления либо выше, либо ниже чем у свинцовооловянных видов припоя. Оловянно-свинцовые припои смачиваются лучше чем бессвинцовые, паять ими удобнее. Швы при использовании бессвинцовых припоев, возникающие при длительной эксплуатации также хуже, чем у припоев, содержащих свинец.
Канифоль
Канифоль бывает еловая или сосновая, применяют для пайки радиодеталей совместно с припоем, канифоль ускоряет пайку и способствует быстрому лужению радиодеталей. Канифоль помогает припою прилипнуть к поверхности и растекается по ней блестящей пленкой. После этого деталь очень легко припаивается.

Перед началом пайки разогретый паяльник сначала «макают» в канифоль, затем жалом паяльника дотрагиваются до припоя, после чего уже прикасаются к месту спаивания деталей. Количество канифоли здесь играет немаловажную роль и жалеть ее не надо Есть и другие способы нанесения канифоли, например, поднося кусочек к месту пайки, так например лудят вывода радиоэлементов или залуживают провода, всё зависит от конкретного случая.

Флюс
Флюс предназначен для удаления окислов или жировых загрязнений с поверхности металла, улучшения растекания жидкого припоя и для смачивания места пайки.
С помощью флюса вывода радиодеталей залуживаются и паяются очень быстро. Флюсы бывают химически активными (кислотными) и пассивными (нейтральными). Активными флюсами называют те флюсы, в составе которых присутствуют вещества, способные вступать во взаимодействие с металлом, это кислоты, хлористый цинк. При использовании таких флюсов паяльные швы подвергаются коррозии, что конечно же является недостатком этих видов флюсов. Но это не означает что применять такие флюсы нельзя, можно, только после того как закончите работу, плату нужно очистить от этого флюса. Одним из таких флюсов является флюс ЛТИ-120.
Многие радиолюбители применяют нейтральный флюс СКФ, такой флюс состоит из: спирта ~ 60%, канифоли ~ 40% и абсолютно не вреден для печатных плат.

Такой флюс можно изготовить и самому в домашних условиях, для этого берется спирт (70-90%), можно приобрести например в аптеке, и канифоль, ее нужно измельчить. Затем наливаем спирт в небольшую емкость, например в тюбик, и туда насыпаем крошки канифоли, в процентном соотношении примерно 70% спирта и 30% канифоли, затем закрываем пробку и взбалтываем до тех пор, пока канифоль полностью не растворится.
Флюсы бывают для пайки алюминия, нержавеющей стали, латунных, медных и стальных изделий, в виде раствора или порошка. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью. Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода.
Паяльная паста
Паяльная паста представляет собой пастообразное вещество, состоит из мельчайших шариков припоя, флюса и различных добавок. Паяльные пасты бывают безотмывочные и водосмываемые, последние содержат активные вещества, частицы которых могут стать причиной коррозии, если не удалить их с поверхности печатной платы.

Паяльная паста в основном применяется для поверхностного монтажа, для чип (SMD) радиодеталей и особенно удобны для пайки в труднодоступных местах. Пайка радиодеталей такой пастой осуществляется с помощью паяльной (фен) или ИК станции. Если вкратце, то технология следующая, сначала наносят капли пасты на места будущего спая, располагают радиодетали и нагревают.
Последовательность действий при пайке следующая:
1. Сначала поверхность платы нужно очистить, обезжирить и высушить. Для ускорения сушки можно воспользоваться феном.
2. Печатную плату необходимо надежно зафиксировать в горизонтальном положении, чтобы компоненты не слетели.
3. Паяльную пасту нужно наносить на печатную плату в местах будущей спайки, добиться чтобы вся паяемая поверхность была смочена пастой.
4. На плату устанавливаются детали: чип резисторы, конденсаторы, микросхемы и пр…
Постарайтесь добиться точного совмещения ножек микросхем и компонентов на печатной плате.
5. В идеале плату нужно подогревать еще и снизу, через пару минут фен устанавливается на температуру 150*C и несильной струей воздуха чтобы не сдуть детали, прогревается паяемая верхняя сторона платы вместе с установленными деталями. Прогрев продолжается до тех пор, пока флюс из паяльной пасты не испарится. Далее фен устанавливается на температуру около 240*C (температура плавления оловянно-свинцовой паяльной пасты около 200*C), и поверхность платы снова прогревается, при этом частицы припоя в пасте должны оплавиться и сформировать аккуратную пайку.
6. После окончания пайки плате нужно дать время остыть, затем можно ее промыть
Паяльный жир и паяльная кислота
Паяльный жир (бывает активным и нейтральным) нужен для тех же целей, что и канифоль, снимать невидимую оболочку-окисел с металла и улучшать пайку. Но если канифоль не справляется с этой задачей и эту оболочку со стали снять не может, то паяльный жир — пожалуйста!

Если металл не хочет лудиться, применяют паяльную кислоту. Преимущества кислоты в том, что она быстрее и качественнее обезжиривает детали для пайки, чем канифоль и жир паяльный.

Недостаток ее в том, что после пайки она еще долго реагирует с металлом, а также является очень неплохим проводником электрического тока, поэтому ее никогда уважающие себя электрики и электронщики не используют, им ни к чему посторонние пути прохождения тока.
Медь, бронзу, латунь можно паять канифолью или флюсом, свинец канифолью не будет паяться, нужно паять паяльным жиром. Если никель, сталь или железо то применяют паяльную кислоту, после пайки остатки кислоты нужно смыть водой. Если есть вариант выбора, то стоит выбирать все таки паяльный жир, т.к. он совмещает в себе преимущества и кислоты и жидкой канифоли (флюса).
Бура
Это высокотемпературный флюс (700-900*С), буру используют как флюс для пайки сталей, чугуна, меди и её сплавов среднеплавкими медными, латунными, золотыми и серебряными припоями. Расплавленная бура растворяет окислы металлов и очищает поверхность спаиваемых деталей. После применения буры при пайке необходимо удалять оставшиеся соли, применяя механическую зачистку.

Бура с борной кислотой при смешивании по весу один к одному образует борный флюс. Нужно перемешать составляющие, тщательно растереть в фарфоровой ступке, нагревая растворить в дистиллированной воде и выпаривать до твёрдого остатка. Для повышения активности флюса в смесь добавляют фтористые и хлористые соли.
Оксидал
Применяется для очистки жал паяльников или для пайки окисленных выводов радиодеталей. Для лучшего действия оксидала паяльник должен быть не менее 40 ватт. Продается оксидал в виде порошка, при работе с ним он выделяет неприятный запах и место около пайки покрывается «инеем». После пайки оксидалом остатки удаляются механическим путем.

Цапонлак
Цапонлак применяют для покрытия печатных дорожек с целью защиты их от внешних воздействий, например для защиты от влаги. Со временем на местах спайки радиодеталей могут появляться микротрещины, а проникновение в трещину паров воды со временем вызывает образование не проводящих тока оксидов. Цапонлак, нанесенный на точку пайки, образует прочную поверхностную упругую пленку и защищает это место от влаги.

Цапонлак бывает разных цветов: зеленого, красного, синего… Наносить его на плату лучше кисточкой или мягкой губкой. Покрывать цапонлаком (и вообще любыми ацетоносодержащими веществами) печатные платы целиком не рекомендую. Для этих целей продаются специальные бесцветные лаки.
Плата, покрытая цапонлаком:
Цапонлак удобно применять для фиксации резьбовых соединений, например чтобы не развинчивалась гайка.







