

- Основные углы заточки дисковых пил
- Как узнать, что пора заточить диск
- Введение
- В пламенных, газовых или муфельных печах
- Геометрия твердосплавных зубьев
- Использование станков
- Как определить угол заточки дисковой пилы
- Как станком заточить диск
- Какие бывают припои
- Необходимость заточки пилы
- Оборудование и материалы для заточки пильных дисков
- Пайка твердосплавных пластин контактной сваркой
- Принцип и угол заточки дисков для циркулярной пилы
- Советы специалистов
- Способы увеличения срока службы пильных дисков
- Станки для заточки дисковых пил, обзор и сравнение
- Чертежи и геометрия зубьев
Основные углы заточки дисковых пил
Зуб циркуляционной пилы, который обычно выполнен из твердосплавного металла, имеет сложное строение. У него стандартно присутствуют три режущие кромки, поэтому и затачивать зубья нужно так, чтобы заострить эти кромки. Но главное при заточке соблюсти углы, под которыми плоскости зуба расходятся от кромок, и углы атаки между плоскостью зуба и заготовкой. Последний момент важен для сохранения характеристик пильного диска.
Передняя грань, та, что первая врезается в заготовку по ходу движения пилы, образует с задней гранью основную режущую кромку. Угол, под которым передняя грань встречается с материалом, называется передним углом Y (углом атаки). Угол между задней гранью и передней – углом заострения. Если от 90 градусов отнять передний угол и угол заострения, получится задний угол.
На практике важно соблюсти при заточке эти углы для каждого типа диска. Именно по переднему углу пилы делятся на типы:
- Продольно режущие, где передний угол должен не выходить за пределы 15–25 градусов.
- Поперечно режущие, где допустимо затачивать переднюю грань зуба под углом 5–10 градусов.
- Универсальные диски, которые достаточно легко справляются и с продольным, и с поперечным резом, передний угол у них должен быть выдержан в районе 15 градусов.
Немаловажным является и угол скоса задней и передней плоскостей: чем он острей, тем проще пиле входить в материал, но износ происходит быстрей.
Как узнать, что пора заточить диск
При работе с дисковой пилой, независимо от ее назначения, следует понимать — при длительном использовании будет изнашиваться режущая кромка. Процесс этот будет происходить независимо от того, из чего сделана пила и какие напайки на зубьях имеются.
Индикатором того, что режущую часть пора затачивать будут такие признаки:
- При работе потребуется больше усилий для перемещения инструмента — заточенный диск режет материал словно масло, а вот тупому для распила требуется прилагать больше усилий.
- Поперечный и продольный срез получается неровный, имеет рваные края — из-за того что пилу необходимо затачивать зубья не режут, а буквально рвут волокна. Из-за этого даже сильная рука не в состоянии ровно удерживать инструмент и вместо ровной линии будет получаться синусоида.
- Спил дерева будет иметь ярко выраженный обугленный вид — из-за того что зубья не режут, а рвут волокна, устройство будет обугливать срез.
- Опилки получаются мелкими, больше похожими на пыль с оттенком ржаного хлеба — у острого инструмента опилки более крупные с острыми краями.
- Во время работы появляется характерный запах костра — во время обугливания волокон появляется дымок, сам диск сильно нагревается.
- Даже после кратковременной работы чувствуется, что сильно нагревается электродвигатель, требуется больше времени для его охлаждения.
- Визуально можно определить, что зубчики потеряли остроту, а разводка потеряла точность, отдельные элементы имеют разную степень отклонения.

Введение
Профессиональная заточка дисковых пил осуществляется как на специализированном станке, по заданной программе. Весь технологический процесс может быть как от начала заточки до окончания автоматически так и полуавтоматически. Оператор только подготавливает рабочее место, укладывает диски в моечную машину и закрепляет на станине станка.
Последует вопрос — где заточить дисковую пилу с победитовыми напайками, какие мастерские работают в регионе? Ни какой рекламы я не предоставляю, вся информация предоставляется исключительно в ознакомительных целях и для помощи вам. Все вопросы прошу задавать по контактным данным либо в личные сообщения на блоге.
Так выглядит специализированная мастерская с оборудованием.
Перед тем как оператор приступит к работе, он обязательно должен произвести предварительную диагностику ваших дисков, а так же проверить износ и биение диска. Только после проведения данных мероприятий выбирается программа заточки дисковой пилы с победитовыми напайками, если таковы имеются.
В пламенных, газовых или муфельных печах
В первую очередь нагревают в печи головку держателя до температуры 800°C, при которой плавится бура (Na₂[B₄O₅(OH)₄]·8H₂O). Затем на посадочное место насыпают порошковую или намазывают пастообразную буру и опять отправляют в печь. Прогретую заново деталь достают из печи и с помощью металлической щетки избавляются от шлака на месте посадки резца.
После очистки посадочное место заново посыпают или намазывают флюсом, прикладывают туда твердосплавную пластинку, густо посыпают ее и посадочную основу бурой, сверху кладут припой и опять отправляют в печь, разогретую до 1200°C до момента расплавления припоя.
После расплавления припоя резец вынимают из печи, кладут на какую-либо ровную металлическую поверхность и, если есть необходимость, поправляют твердосплавную пластику. Затем пластину плотно прижимают к посадочному месту (можно использовать минусовую отвертку) и выжидают 5-6 секунд, пока припой не схватится. Только все это нужно делать очень быстро, пока деталь не остыла.
Чтобы избежать растрескивания припоя от термического напряжения при охлаждении, готовый резец погружают в коробку с подогретым песком или с растертым древесным углем. Конечно, если у вас имеется дома камерная печь, то разогрейте ее до 250°C, поместите туда резец и оставьте его до полного остывания вместе с печью.
Геометрия твердосплавных зубьев
Зубья пил, как и цельных из быстрорежущей стали, так и тех, что оснащены твердосплавными напайками имеют специфическую форму. Одни имеют вид равнобедренного треугольника, другие серповидную форму, третьи вообще выполнены как трапеция. Такая форма зубьев отвечает нескольким задачам.
Во-первых, каждая форма имеет несколько поверхностей образующих режущие кромки. Во-вторых, вид зависит от назначения инструмента: мелкий ровный зуб подходит для раскроя листовых тонких материалов, а трапеция подходит для работы с древесиной твердых пород. В третьих, от формы зависит продолжительность использования: трапеция служит дольше, чем прямой или серповидный тип.
Для бытового применения обычно используют диски:
- Зубья прямого типа — для чернового раскроя материала. Основное достоинство быстрый распил материала.
- Наклонные и серповидные зубья — предназначены для работы с тонкими материалами.
- Зубья со скосом, применяются для чистового реза материала.
- Трапециевидный вид — пилы для длительной работы с материалами разной плотности.
- Конусные зубья подходят для чистовой работы с материалами имеющие гладкое, глянцевое покрытие.
Как видно, точить самостоятельно такие диски без знаний технологий заточки очень сложно. Сложнее всего выдержать «правильный» угол, так чтобы на всех зубьях была достигнута и геометрия режущей кромки, и форма самого зуба.
Неправильная заточка диска циркулярной пилы в лучшем случае приводит к тому, что рез получится неровный, с кривыми краями. А в худшем случае из-за появившегося биения придется ремонтировать и саму электропилу.
Использование станков
С помощью специального станка дисковые пилы точатся очень легко и быстро. Главное – здесь не нужно следить за углом подачи диска. Один раз его выставив, оператор лишь должен перемещать зубья в область обработки и делать легкие прижимы плоскости зуба к вращающемуся алмазному диску.
На таком оборудовании можно проводить заточку дисковых пил с твердосплавными напайками и обычных дисковых пил. Самый простой станок для заточных операций циркуляционных пил имеет такие конструктивные элементы:
- Электропривод с системой крепления заточного диска – это стационарная часть оборудования.
- Подставку, которая перемещается по направляющим, – ее задача подавать полотно пилы в область обработки.
- Фиксатор пильного диска на подставке, который призван удерживать полотно в неизменном положении при его подаче к заточному диску.
Обратите особое внимание! Диски с разными видами зубьев требуют индивидуального подхода к заточке. При скошенном расположении передней грани ее подачу в область обработки выполняют под углом к горизонтали, для чего один край подставки соответственно поднимают.
Если есть дополнительные вопросы по теме заточки пил или вы имеете свой опыт в проведении подобных операций, отзовитесь в комментариях! Нам важны ваши замечания!
Поиск записей с помощью фильтра:
Как определить угол заточки дисковой пилы

Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Дополнительно рекомендуется сравнить полученные данные с эталонными. В пилах для продольного формирования среза передний угол обычно равен 15°-25°. Для поперечных моделей этот показатель колеблется от 5° до 10°. В универсальных моделях передний угол составляет 15°.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов.
Как станком заточить диск
Для качественной работы используются заточные станки со специальными приспособлениями. Самый простой можно сделать из болгарки — ее просто нужно закрепить хомутами, а рабочий стол можно сделать из ДСП.
В домашних условиях используют крупнозернистый круг для грубой обработки и придания формы зубу, диск средней зернистости для подготовки режущей кромки. Алмазный для финальной обработки.
Перед тем как заточить диск для циркулярной пилы по дереву, его обезжиривают. Маркером отмечают зуб, с которого начинается заточка и закрепляют на станке. Грани затачивают поочередно, переход к обработке следующей поверхности происходит тогда, когда обработаны все зубья пилы.

Какие бывают припои
Припой, используемый при пайке резцов должен иметь температуру плавления, как минимум, на 300°C выше температуры, возникающей при обточке или резке обрабатываемого металла. Кроме того, он должен отводить тепло от напайки на держатель – такая функция стабилизирует процесс обработки деталей. В таблице, расположенной ниже, указаны рекомендованные припои по ГОСТ 5688-61.
| Наименование | Химический состав | t°C | Область применения |
| Медно-никелевый или мельхиоровый | Cu – 68,7%; Ni – 27,5%; Al – 0,8%; Zn – 3,0% | 1170 | Максимальные механические нагрузки при нагреве режущей части до 900°C |
| Электролитическая медь | Cu – 99,9%; примеси – 0,1% | 1083 | Повышенные механические нагрузки при нагреве режущей части до 700°C |
| Латунно-никелевый | Cu – 68,0%; Zn – 27%; Ni – 5,0% | 1000 | Повышенные механические нагрузки при нагреве режущей части до 700°C |
| Латунь Л-52 | Cu – 62,0%; Zn – 38,0% | 900 | Средние механические нагрузки при нагреве режущей части до 600°C |
| Серебряный ПСР-45 | Ag – 10%; Cu – 53%; Zn – 37% | 720 | Для высокотитановых сплавов марки Т60К6 и Т30К4 |
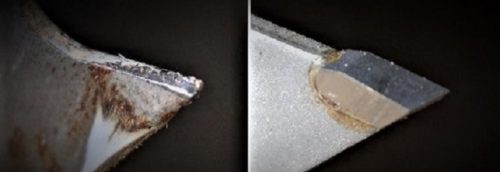
Необходимость заточки пилы

Диск с твердосплавными напайками
Для начала следует определиться – нужно ли выполнять заточку или нет. Существует несколько явных признаков, указывающих на актуальность выполнения этой процедуры. Если их проигнорировать, то в дальнейшем диск может стать неремонтопригодным и послужит причиной выхода из строя дорого станка.
Преимущество использования пильного диска с напайками заключается в увеличении срока эксплуатации. Также он предназначен для обработки твердых пород дерева. Наплавки изготавливаются из стали 9ХФ, 50 ХВА, 65Г и аналогичных им составов. Они отличаются высокой твердостью, но при этом при значительной эксплуатации возрастет вероятность их поломки.
Своевременная заточка дисковых пил станком своими руками выполняется при следующих явных признаках:
- повышение нагрузки на двигатель. Причиной этому является ухудшение заточки и как следствие — силовому агрегату необходимо больше мощности для разрезания древесины. Если в конструкции двигателя не предусмотрены защитные реле – возможен выход его из строя;
- ухудшение качества распила. Первым признаком является увеличение ширины реза, а также образование сколов и неровностей по его краям;
- увеличение времени обработки заготовки. Для формирования реза требуется больше времени, чем обычно.
Лучшим способом является периодическая проверка состояния диска с напайками по дереву. Для этого потребуется временно оставить станок и демонтировать режущий инструмент. Если его геометрические параметры не совпадают с изначальными – необходима заточка.
Оборудование и материалы для заточки пильных дисков
В зависимости от материала, из которого изготовлены зубья, заточка дисковых пил может производиться кругами из эльбора (CBN), зеленого карбида кремния, или алмазными (PCD) кругами. Так, эльборовые круги способны заточить диски из быстрорежущей стали повышенной производительности, алмазные круги и круги из зеленого карбида кремния — резцы из твердых сплавов.
При использовании абразивных кругов (особенно алмазных) желательно осуществлять их охлаждение СОЖ.
Одним из существенных недостатков алмаза является сравнительно низкая температурная устойчивость — при температуре около 900°С алмаз сгорает.
Термостойкость различных материалов, °C
С повышением температуры микротвердость абразивных материалов снижается. Повышение температуры до 1000°С уменьшает микротвердость почти в 2-2,5 раза по сравнению с микротвердостью при комнатной температуре. Повышение температуры до 1300°С вызывает снижение твердости абразивных материалов почти в 4-6 раз.
Применение воды для охлаждения может привести к появлению ржавчины на деталях и узлах станка. Для устранения коррозии к воде добавляют мыло и определенные электролиты (углекислый натрий, кальцинированная сода, тринатрийфосфат, нитрит натрия, силикат натрия и т.д.), которые образуют защитные пленки.
Однако при заточке пильных дисков в домашних условиях с малой интенсивностью заточных работ, к охлаждению круга прибегают не так уж и часто, — не желая тратить на это время.
Для увеличения производительности заточки абразивными кругами и уменьшения удельного износа, следует выбирать наибольшую зернистость, которая обеспечивает требуемую чистоту поверхности затачиваемого зуба.
Для выбора зернистости абразива, в соответствии со стадией заточки, можно воспользоваться таблицей в статье про бруски для заточки. Например, в случае использования алмазных кругов, для черновой заточки могут использоваться круги с размером зерна 160/125 или 125/100, для чистовой — 63/50 или 50/40. Круги с размером зерна от 40/28 до 14/10 используются для удаления зазубрин.
Нужно стремиться, чтобы поверхность зуба была очень гладкой. Если на поверхности зуба будут зазубрины, то выступы будут выкрашиваться при работе пилы, и она очень быстро затупится.
Алмазные заточные круги
Окружная скорость круга при заточке твердосплавных зубьев должна быть около 10-18 м/с. Это означает, что при использовании круга диаметром 125 мм скорость вращения двигателя должна быть около 1500-2700 об/мин. Заточка более хрупких сплавов производится при меньшей скорости из данного диапазона.
При использовании станков для заточки дисковых пил, изменение относительного положения пилы и заточного круга может быть реализовано разными способами — перемещением одной пилы (двигатель с кругом неподвижен), одновременным перемещением пилы и двигателя, перемещением только двигателя с кругом (пильный диск неподвижен).
В наиболее простых и дешевых моделях после установки и закрепления пилы в положении, обеспечивающем необходимый угол заточки, все дальнейшие операции — поворот пилы вокруг своей оси (проворот на зуб), подача на шлифовку (введение в контакт с кругом) и контроль толщины снимаемого с зуба металла — производятся рабочим вручную.
Примером простейшего станка для заточки дисковых пил может служить система, фотография которой представлена на фото ниже. Она состоит из двух основных узлов — двигателя с кругом (1) и суппорта (2), на котором устанавливается затачиваемая пила. Механизм поворота (3) служит для изменения угла наклона полотна (при заточке зубьев со скошенной передней плоскостью).
С помощью винта (4) пила смещается вдоль оси абразивного круга. Этим обеспечивается установка необходимого значения переднего угла заточки. Винт (5) служит для установки в нужное положение ограничителя, препятствующего чрезмерному вхождению круга в межзубовую впадину.
Станок для заточки дисковых пил
Пайка твердосплавных пластин контактной сваркой
Для пайки резцов при помощи стыковых электросварочных агрегатов требуются некоторые изменения в оборудовании. Это две плоских контактных губки, комплекта торцевых контактов, устройства с грузом и ножной кнопки контактора сварки.
Процесс напайки проходит в следующем порядке:
- Между контактными губками зажимается держатель таким способом, который обеспечит максимальную площадь для возможности соприкосновения головки резца с торцевым контактом.
- Далее осуществляется подводка торцевого контакта, который прижимается к держателю.
- Посадочное место посыпают или намазывают бурой (Na₂[B₄O₅(OH)₄]·8H₂O) и в периодическом режиме тока вкл/выкл разогревают головку до 800°C, при которых, как упоминалось выше, присыпка начинает плавиться. Далее все происходит так же, как и в печи, то есть, на головке держателя металлической щеткой удаляют шлак, опять посыпают флюсом, устанавливают пластинку, припой, посыпают еще раз и греют высокочастотным током.
- Когда припой расплавится, напряжение отключают, прижимают твердосплавную пластинку минусовой отверткой до момента застывания припоя.
- После затвердевания припоя готовый резец помещают в ящик с горячим песком или перетертым древесным углем до полного остывания.
- Очистку остывшего резца производят пескоструйным аппаратом или металлической щеткой.
Принцип и угол заточки дисков для циркулярной пилы
Заточка дисковых пил с твердосплавными напайками имеет свои тонкости и особенности технологии. Сама напайка имеет четыре основных плоскости —переднюю, верхнюю и боковые. Углы, образуемые этими плоскостями, представляют собой режущие поверхности.
Основной рабочей поверхностью выступает кромка между верхней и передней поверхностью. Боковые кромки задействуются в основном тогда, когда зубья имеют развод — наклон вправо или влево от оси реза.
Технологически операция заточки выполняется в два этапа:
- Сначала придается форма самому зубу и его поверхностям.
- Потом делает заточка режущей кромки.
При этом, если диск сильно изношен сначала придается нужная форма зубу, выравнивается его передняя и верхняя часть до нужного угла. А потом обрабатываются и боковые, и главная, грани победитовой напайки.

Советы специалистов
Опыт — это полезная вещь, благодаря которой можно избежать целого ряда ошибок, характерных для новичков
Потому обращать внимание на советы специалистов очень полезно, если вы хотите достичь положительного для себя результата при точении дисковой пилы
- Всегда используйте защитные очки. Это правило почему-то многие игнорируют, из-за чего потом страдают сами же мастера. Потому перед началом заточки обязательно наденьте все необходимые средства защиты;
- Не пытайтесь удалить больше металла, чем требуется. Снимайте ровно столько, чтобы удалить все имеющиеся трещины, заусенцы и неровности;
- Во время точения диск обязательно удерживайте в неизменном положении;
- Если диск не точили давно, придется снять больший слой металла;
- Соблюдайте идентичность всех зубов по форме и высоте.
Изначально кажется, что заточка — технологически сложный процесс. Но получив небольшой опыт, вам удастся легко затачивать круги дисковых пил.
Заточку удобнее всего производить на специальном станке производства. Однако, многие домашние умельцы мастерят для этой цели собственную конструкцию, которая значительно экономит время и деньги.
Пилы, изготовленные из качественных материалов, тупятся реже, а, значит, и заточки они требуют нечасто. Однако, если диски изготовлены из некачественного материала (а такое бывает довольно часто, и даже опытный мастер не всегда может «на глаз» определить качество металла), вероятнее всего, затачивать их придется часто. Поэтому любой домашний мастер, пользующийся дисковой пилой, должен знать, как производится ее затачивание.
Способы увеличения срока службы пильных дисков

Углы зубьев для заточки
Процесс формирования новой режущей кромки является трудоемким и долгим. Поэтому рекомендуется выполнять ряд условий для увеличения срока службы диска.
Прежде всего, следует ознакомиться с рекомендациями производителя. В них указано количество оборотов (максимальное и минимальное) для различных типов обрабатываемых материалов. Для металла это параметр должен быть меньше, чем для дерева.
Твердые напайки имеют большой срок эксплуатации. Однако они чаще скалываются и обламываются. Альтернативная мягкая практически не подвержена таким дефектам. Но время ее службы меньше, чем у твердой.
Не допускается появление шершавостей на режущей поверхности. В дальнейшем они могут привести к появлению сколов и трещин.
В видеоматериале показан пример станка для заточки дисков, сделанного своими руками:
Станки для заточки дисковых пил, обзор и сравнение
| Модель | LTT MF126A | СЗТП 600Т | LTT MF1263 | Хайтек PP-480Z |
| Размер заточного круга,мм | 100 | 150 | 150 | 480 |
| Мощность, Вт | 370 | 250 | 250 | 380 |
| Диаметр затачиваемых пил, мм | 160-600 | 140-170 | 100-630 | 65-480 |
| Вес, кг | 45 | 50 | 260 | 160 |
| Габариты, мм | 680*480*410 | 700*600*400 | 780*620*1280 | 850*760*1450 |
| Цена, руб | 20786 | 35000 | 185818 | 361649 |

LTT MF126A
LTT MF126A
СЗТП 600Т LTT MF1263 Хайтек PP-480Z
Чертежи и геометрия зубьев
Заточка дисковых пил должна проводиться чётко с соблюдением норм и требований к геометрии зубцов каждого отдельного диска. Чтобы правильно заточить дисковую пилу своими руками, необходимо знать форму зуба и его геометрию.

Прямой зуб
Прямой зуб
Косой (скошенный) зуб сзади
Косой (скошенный) зуб спереди
Косой (скошенный) зуб спереди
Трапециевидный зуб
Конический зуб
Конический зуб
Вогнутый зуб



