

- Различные пайки и катушки припоя
- Примеры флюсов:
- Пайка кислота и жидкая канифоль
- Пайка нержавеющей стали оловом: необходимые шаги и рекомендации
- Используемое оборудование
- Режимы пайки оловом
- Флюс для пайки нержавейки и его приготовление
- Припой для нержавейки и его типы
- Технология спайки с использованием пищевых припоев
- Пайка с помощью газовой горелки
- Преимущества
- Основные преимущества технологии:
- Недостатки
- Отличия высокотемпературной пайки от низкотемпературной
- Почему пайка может не получиться
- Самые распространенные ошибки
- Контроль качества шва
- Техника безопасности
- Характеристики 3D-принтера Volgobot CUBE600
- Примеры использования
- Флюсы для высокотемпературной пайки
- Флюсы для алюминиевых сплавов
- Флюсы для пайки нержавеющих сталей
- ▍ К делу
- О компании Volgobot
- ▍ Мораль
- Ноу-хау Volgobot — экстудер Volgobot серии EX
- Плюсы и минусы
- ▍ Литература
Различные пайки и катушки припоя
В зависимости от технологии, флюс может использоваться в виде жидкости, пасты или порошка. Существуют также паяльные пасты, содержащие частицы припоя вместе с флюсом; иногда трубка из припоя содержит внутри флюс-заполнитель. Остатки разных флюсов могут быть как диэлектриками, так и проводить электричество. В случае электросварки флюс обычно наносится на поверхность сварочного электрода в качестве покрытия. Иногда добавляется в зону сварки в виде порошка.
Примеры флюсов:
Пайка кислота и жидкая канифоль
Фото 2. Фабричная мобильная уличная печь для обжига керамики. Выполнена на основе рулонных огнеупоров, газовый нагрев. Мягкая теплоизоляция крепится к каркасу изнутри нетолстой жаростойкой проволокой (нихром, фехраль) через керамические пуговицы, чтобы не прорвалось нежное одеяло.
Фото 3. Аналогичная печь в работе. Примечательно, что конструкция не имеет штатного дна — садка укладывается на керамическую пластину-лещадку, приподнятую от земли на трёх-четырёх кирпичах.
Фото 4. Вариант самодельной газовой печи для обжига керамики на пленэре. Каркас — старая металлическая бочка, пуговицы, похоже, металлические.
Фото 5. Архипростой самодельный одноразовый вариант переносной газовой печи для обжига керамики. Собран на примитивном каркасе из скрученной сварной строительной сеткой.
## Фото 6. Фабричная электрическая печь-чемодан для фьюзинга и моллирования стекла
Своеобразная конструкция исходит из удобства работы с более или менее плоской садкой. Глубокая крышка прибора — основная часть печи с нагревателями-спиралями — часто выполняется с теплоизоляцией мягкими огнеупорами.
В отличие от многих других задач по нагреву, такая обработка стекла — длительный и сложный многостадийный процесс, требующий в разное его время различного темпа нагрева или остывания, а в ответственные моменты и выдержки для выравнивания температуры в заготовке — такая печь должна иметь сложный термоконтроллер, умеющий точно следовать запрограммированному термопрофилю.

## Фото 7. Крышка крупной печи для фьюзинга и моллирования
Крышка устройства на подъёмном устройстве в положении для обслуживания. Подобно столу на колёсиках, подобные печи могут свободно перемещаться. Мягкая футеровка закреплена при помощи бантиков, чтобы не соскользнуть, возможно, металлических.
## Рис. 8. Самодельная миниатюрная электропечь
Сделана на основе мягких огнеупоров в стандартном жестяном почтовом ящике. Предназначена для отжига мелких стеклянных изделий на спице-державке. Горизонтальный лоток сбоку предназначен для оперативного помещения работы в печь.
## Рис. 9. 3D-рисунок лэмпворк-печи
Из почтового ящика. Конструкция простая и проработанная. Для мелких стекляшек результат, вероятно, будет удовлетворительным.
### Пайка нержавеющей стали
Соединение деталей из нержавеющей стали требует использования правильного припоя и соблюдения температурного режима.
Пайка нержавеющей стали оловом: необходимые шаги и рекомендации
Ключевая особенность пайки нержавейки оловом в бытовых условиях – необходимость тщательной обработки спаиваемых поверхностей металла. В процессе спайки, чтобы исключить нагрузки на соединительный участок, опытные мастера используют специальные приемы. Например, для упрочнения соединений наклепанной стали предварительно осуществляют отжиг поверхностей газовой горелкой.
Используемое оборудование
Чтобы сделать качественный ремонт металлического изделия предварительно надо изучить методику спайки, подготовить оборудование и расходники.
Для пайки нержавеющей стали в бытовых условиях понадобятся следующие инструменты и расходники:
- Паяльник большей мощности для нагревания массивных деталей
- Ортофосфорная кислота для очистки поверхностей
Режимы пайки оловом
Опытные мастера рекомендуют следующие режимы спайки нержавеющей стали с использованием оловянного припоя.
Для контроля температуры пламени рекомендуется использовать специальный прибор – пирометр.
Флюс для пайки нержавейки и его приготовление
На этапе сваривания деталей можно повредить сплавы металлов, обладающие коррозионной устойчивостью. Поэтому перед тем, как соединить отдельные элементы нержавейки, нужно правильно подобрать флюс. Инструкция, как приготовить флюс в домашних условиях:
- Смешайте соляную кислоту и цинка хлорид
- Добавьте воду и перемешайте
- Разогрейте раствор до полного растворения компонентов
Приготовленный раствор наносят на участок спаивания металла. Когда он высохнет, адгезия стальных поверхностей существенно повысится.
Припой для нержавейки и его типы
Припой для пайки нержавейки бывает двух типов:
- Припой с низким содержанием свинца для бытового использования
- Припой высокой прочности для профессионального применения
Самым популярным на рынке является универсальный припой HTS-528, применяемый для соединения чугунных деталей, изделий из нержавейки и цветных металлов.
Лучше всего приобретать припои твердой структуры, позволяющие получать крепкие качественные соединения.
Важно учитывать не только специфику материалов, но и правильно подбирать все составляющие процесса пайки для достижения наилучших результатов.
Технология спайки с использованием пищевых припоев
Технология спайки с использованием пищевых припоев аналогична спаиванию металлов прочими присадками. Единственное требование – запрещено применение металлических сплавов со свинцам, например, оловянно-свинцовых материалов (ПОС). Свинец относится к токсичным химическим элементам.
При использовании ортофосфорной кислоты паяльный процесс затягивать не рекомендуется, так как через 10-15 секунд на поверхности свариваемых элементов образуется фосфатная пленка, препятствующая процедуре пайки. В итоге чтобы запаять металл придется зачищать его поверхность заново. Поэтому флюс рекомендуется наносить непосредственно перед запайкой изделий.
Пайка с помощью газовой горелки
При самостоятельном выполнении пайки нержавейки в домашних условиях с применением газовой горелки важно соблюдать установленные требования безопасности.
Перед началом спайки газовой горелкой поверхности металлических деталей тщательно зачищают и обезжиривают. Далее свариваемый участок прогревают, пока металл не покраснеет. При этом постоянно нужно контролировать цвет пламени горелки. Светло-синий оттенок говорит об опасных излишках кислорода.
После прогревания элементов из нержавейки к линии их спайки подносят прут твердого припоя. Важно чтобы пламя горелки с этим участком напрямую не контактировало. Продолжают прогревать металл, пока из стыковочного шва не начнет выходить расплавленный припой. После завершения пайки по всей линии соединения изделие охлаждают и визуально проверяют наличие дефектов.
Преимущества
Спайка изделий из нержавеющей стали с применением твердых припоев считается самой качественной и долговечной, если сравнивать с другими вариантами. Такую технологию применяют в промышленной сфере для соединения деталей, которые эксплуатируются в тяжелых условиях с повышенными механическими нагрузками и при высоких температурах.
Основные преимущества технологии:
- Процедура спайки деталей из нержавейки не требует особых подготовительных мероприятий.
- Соединение элементов осуществляется достаточно быстро.
- В отличие от сварочных работ при пайке рабочая температура значительно ниже, поэтому риски деформации обрабатываемого металла сводятся к нулю.
- Эту технологию используют в станкостроении для ремонта деталей.
- Ее легче освоить, чем сварку, поэтому к ней прибегают чаще домашние мастера.
Недостатки
Спайка изделий из нержавеющей стали оловом кроме преимуществ имеет ряд недостатков:
- Стоит отметить, что высокая текучесть олова не позволяет сделать качественный вертикальный шов при спайке в бытовых условиях. С такой задачей сможет справиться только опытный спайщик.
Отличия высокотемпературной пайки от низкотемпературной
При низкотемпературной пайке нержавеющей стали участок соединения нагревают электрическим источником, при высокотемпературной процедуре – газовой горелкой. Отличается и температура плавления используемых припоев, что впоследствии отражается на качестве соединения, условиях эксплуатации спаянного изделия.
После низкотемпературной спайки деталь выдерживает значительно меньшую эксплуатационную температуру, чем после высокотемпературной. Но высокий температурный режим при запаивании конструкции способен повлиять на изменение структуры металлического сплава, температура плавления которого близка температуре пайки.
Также стоит отметить, при использовании этих двух режимов предметы из нержавеющей стали спаивают оборудованием разной мощности.
Высокотемпературная пайка нержавейки
Полезная статья: Форсаж Дуги
Почему пайка может не получиться
Качественная спайка металлических деталей может не получиться из-за ошибок мастера. Обязательно на этапе запаивания конструкции надо периодически очищать наконечник используемого паяльного устройства. Не рекомендуется использовать в присадки канифоль либо другие составы с повышенным содержанием свинца.
Самые распространенные ошибки
Из часто допускаемых ошибок во время спайки деталей выделяют следующие:
Ознакомившись предварительно с перечисленными ошибками и рекомендациями специалистов вполне можно качественно спаять изделия из нержавейки в бытовых условиях своими руками.
Полезная статья: Как заварить глушитель
Контроль качества шва
Есть несколько вариантов, как проверить качество спайки изделий из нержавейки:
На дому часто используют визуальный способ. Опытные мастера рекомендуют дать соединению полностью остыть, затем попробовать поковырять отверткой либо шилом. Если шов качественный, на его поверхности останется небольшая царапина. В случае некачественной спайки изделия припой отслоится, соответственно процедуру придется повторить.

Полезная статья: РДС сварка что это такое
Техника безопасности
При самостоятельной пайке изделий из нержавейки на дому обязательно нужно соблюдать следующие правила безопасности:
Для соединения металлических изделий без сварки в бытовых условиях рекомендуется использовать маломощные паяльные устройства – от 60 до 100 Вт, лучше паяльник на 100 Вт.
Соединение металлических труб рекомендуется выполнять с помощью газовой горелки. Электрическим паяльником достаточно сложно припаять друг к другу громоздкие элементы конструкции, даже при использовании оборудования с не обгорающим наконечником.
Если у Вас возникли вопросы по сварке, пайке и контролю, то задайте их нашим экспертам в комментариях под статьей.
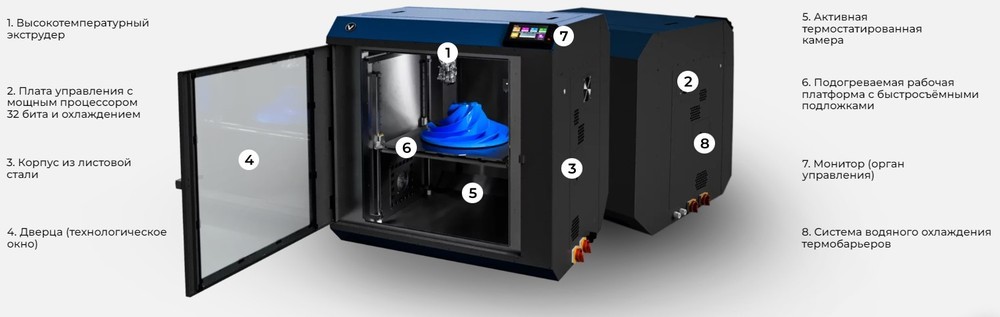
Характеристики 3D-принтера Volgobot CUBE600
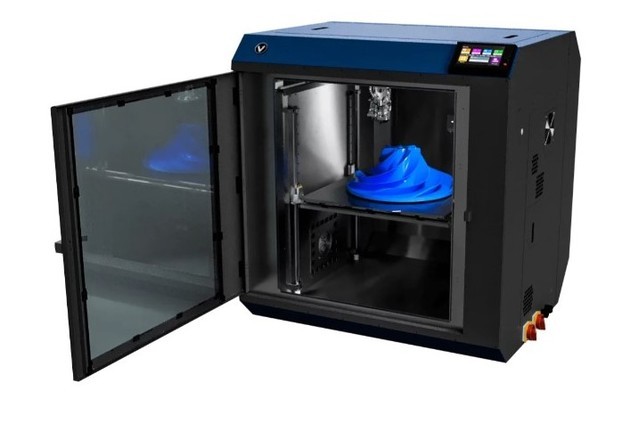
3D-принтер Volgobot CUBE600 — это настольный FDM/FFF-3D-принтер, предназначенный для создания объемных изделий методом послойного наплавления, то есть — 3D-печати по технологии FDM, FFF. Аппарат оснащен изолируемой от внешней среды термостатичной камерой, высота, ширина и глубина которой — по 60 см. В сочетании со столь серьезным для таких принтеров объемом камеры, возможности и качеству печати крупных объектов способствуют также и подогрев платформы и высокая температура экструзии, которая делает доступной печать широчайшим ассортиментом пластикового филамента.
Примеры использования

3D-принтер Volgobot CUBE600 применяется для печати прототипов и действующих образцов инженерных деталей и других изделий. Применяемый ассортимент пластиков для печати позволяет ему создавать как прочные, износостойкие и жаростойкие детали для разных областей применения, так и крупные декоративные детали из недорогих декоративных пластиков — от плафона для лампы, до патрубка системы охлаждения авто.
При таких размерах области печати, наличии изолированной термостатичной камеры и двойной экструзии, — возможности этого принтера очень широки.

Флюсы для высокотемпературной пайки
Основные требования к таким флюсам — низкий ток утечки и низкая коррозионная активность.
Простейшие флюсы такого типа создают на основе канифоли — например, растворы канифоли в спирте — этаноле либо других спиртах или спирто-бензиновой смеси, они подходят только для меди. Также часто применяются кислотные флюсы — разнообразные кислоты и их соли, но в связи с большой кислотностью, необходимо промывать место пайки. Даже такой флюс, как глицерин, после пайки необходимо смыть с печатной платы, так как он достаточно гигроскопичный (влагоемкий), чтобы под действием собранной им влаги место пайки быстро окислилось. Исключением является канифоль и её спиртовые растворы из-за того, что она покрывая поверхность также срабатывает как своеобразное нейтральное защитное покрытие.
Флюсы для алюминиевых сплавов
Хотя алюминиевые сплавы можно паять свинцово-оловянными припоями, лучшие результаты достигаются с многокомпонентными припоями, содержащими цинк, кадмий, висмут и другие металлы.
Применяется «бинарный» флюс: концентрированная ортофосфорная кислота (часто называемая просто фосфорной) — до побеления, затем 20%-я эвтектика (50 мол.%, а.и. 8:11,5) NaOH—KOH в глицерине.
Флюсы для пайки нержавеющих сталей

▍ К делу
Свою электропечь для домашней мастерской сооружал, в первую очередь, с прицелом на художественное стекло — фьюзинг, моллирование — характерный чемоданный вид и плоский легкодоступный под. Тем не менее прибор получился более или менее универсальный — подогрев, сушка, отжиг стеклянных работ после горелки и т. п., причём точный программируемый ПИД-термоконтроллер позволяет в том числе имитировать теплоёмкую футеровку и «остывание с печью», работать вблизи критических температур, не опасаясь выбега.
Художественное стекло для фьюзинга плавится при Т около 750 ºС, обычное цветное витражное — градусов на сто больше. Это наши рабочие пределы, выше их печь не эксплуатировалась для уменьшения износа, хотя теоретический потолок определяется свойствами огнеупора и типом термопары.
Печь снабжена специальной металлической отсоединяемой подставкой-столиком с полками для принадлежностей и химикатов. Прибор без труда переносится парой граждан, можно и не слишком спортивных кондиций, без подставки влезает в средний легковой автомобиль и может применяться как разъездной вариант, например, при проведении удалённых мастер-классов и семинаров.
Фото 10. Печь для фьюзинга. Начало. Первой появилась на свет подставка, и на ней, как на шаблоне, собирал остальные горизонтальные части рам. Тонкостенная стальная квадратная труба — стандартный дешёвый прокат. Соединения электросваркой, плавящимся электродом — ø2 мм, обратная полярность
Фото 11. Собранные рамы крышки, пода, подставки
Фото 12. Рамы крышки и пода печи изнутри обшиты стальной оцинкованной сварной сеткой с некрупными ячейками. Сетка закреплена короткими саморезами с широкими шляпками. Петли мудрёной формы позволяют меньше истирать нежную футеровку в зоне прилегания крышки и несколько лучше использовать рабочее пространство печи
Фото 13. Футеровка крышки печи. «Керамическое одеяло» хорошо режется острым ножом. Нарезанные с небольшим запасом пластины укладывал в распор, чередуя стороны и слои так, чтобы не было коротких прямых «холодных швов»
Фото 14. Вид на внутреннюю часть крышки печи в сборе
Толщина футеровки печи — 100 мм, проволочные нагреватели — копеечные запасные спирали для электроплитки из хозяйственного магазина. Спирали выровнены и перемотаны под имеющиеся кварцевые трубки, ряд коротких соединений внутри печи сделан сваркой небольшой электрической дугой — графитовый электрод, обратная полярность, сварочный инвертор, настроенный на минимальный ток, кончик скрутки, присыпанный бурой, оплавляется в шарик. Все выводы групп нагревателей выведены на одну боковую сторону. Кварцевые трубки со спиралями крепятся нихромовой проволокой к внешней сетке каркаса и одновременно удерживают теплоизоляцию. Четыре керамические пуговицы — в прошлой жизни теплопроводная изоляция от мощных транзисторов на радиаторах старых, советского разлива, приборов. Удерживают футеровку там, где нет нагревателей.
Фото 15. Вокруг проволочных выводов нагревателей выкусил сетку каркаса, изолировал их керамическими бусами от старых электроприборов. На этом боку крышки печи расположится блок управления. Для его крепления в раму заранее вварены обрезки резьбовой шпильки. Выводы нагревателей и термопары без всяких промежуточных кабелей и проводов скрыто заводятся в его коробку
Блок управления своей печи выполнил на основе сравнительно недорогого специализированного ПИД-термоконтроллера китайского производства — ALTEC PC410. Прибор в основном предназначен для пайки радиоэлементов системы BGA.
Фото 17. Один из симисторных ключей. Прогон. Узел собран на более или менее массивной алюминиевой пластине — основании отработанного жёсткого диска. Симистор в корпусе ТО218 прижат к нему текстолитовой пластинкой
Фото 18. Согласующий модуль собрал на компактной платке с жёсткими проволочными выводами под винтовые клеммы контроллера
Фото 19. Трансформаторы тока в цепи каждой группы спиралей позволяют легко и оперативно контролировать целостность нагревателей и работоспособность ключей. Сделал их из некрупных низкочастотных трансформаторов от старых сетевых адаптеров, заменив табельную вторичную обмотку на несколько витков монтажного провода. Для крепления в коробке пришлось изготовить каждому по жестяной обойме и изолятору из ватманской бумаги
Фото 20. Основание блока спаял из стального листа 1,5 мм толщиной. Крупные детали при этом пришлось подогревать на лабораторной электроплитке
Фото 21. Вид на монтаж блока управления, где: 1 — термоконтроллер ALTEC PC410; 2 — симисторные ключи; 3 — трансформаторы тока; 4 — трёхфазный автоматический выключатель; 5 — кнопки «Пуск», «Стоп», причём первая с фиксацией положения; 6 — индикаторные неоновые лампочки
Фото 22. Лицевую панель с пояснительными надписями вычертил в AutoCAD и распечатал на плотной фотобумаге. Проёмы вырезал скальпелем. Сверху бумажную панель прикрыл нетолстым оргстеклом — оно держится только штатным крепежом кнопок и контроллера
Футеровку отжёг на улице, следуя инструкции к огнеупору, тем не менее первые несколько циклов нагрева в мастерской попахивало.
Фото 23. Вид готовой печи с откинутой крышкой. При работе со стеклом на под укладываем полторы большие керамические плитки, обработанные специальным химикатом-разделителем. В простейшем случае это нетолстый слой просеянного гипса (алебастра)
Использование печи по прямому назначению в течение нескольких лет показало её высокую надёжность и удобство в эксплуатации.
Фото 24. Печь в мастерской
Фото 25. Печь в работе. Спекание нескольких стеклянных работ. 740 ºС
О компании Volgobot
//www.youtube.com/embed/HDdm3i2YgHk
▍ Мораль
Мягкие огнеупоры позволяют несложно и незадорого своими руками строить нужные печи, в том числе и довольно экзотического назначения, а электронагрев вкупе с доступными термоконтроллерами — проводить в них весьма сложные и точные процессы.
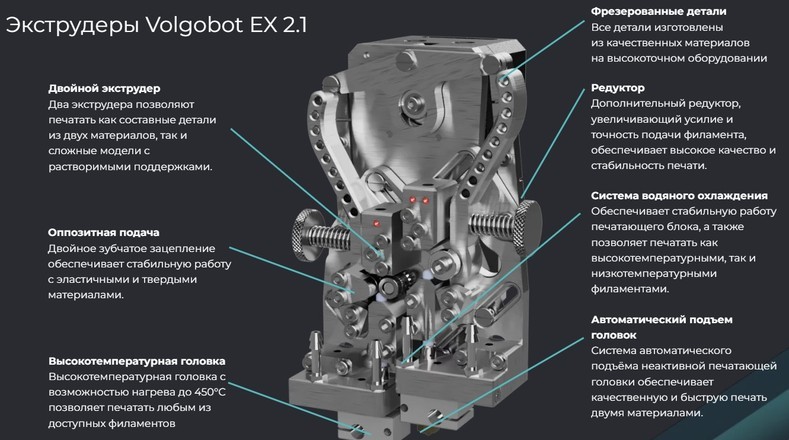
Ноу-хау Volgobot — экстудер Volgobot серии EX
Плюсы и минусы
Top 3D Shop и производитель дают официальную гарантию на всё поставляемое оборудование и предоставляют техническую поддержку по всем доступным каналам.
▍ Литература
1. «Управление нагрузкой на переменном токе» О. Николайчук. Russian HamRadio.
Babay Mazay, ноябрь, 2023 г.
Скидки, итоги розыгрышей и новости о спутнике RUVDS — в нашем Telegram-канале 🚀



