

На просторах, всеми нами горячо любимого китайского маркетплейса, можно встретить много удивительных новшеств. Одной из которых являются универсальные, низкотемпературные, сварочные стержни для пайки различных металлов: меди, алюминия, стали и тп. На видеохостингах найдется уйма различных обзоров на эту тему. Но так ли эти сварочные стержни хороши? Проведем несколько тестов.
Если захотите приобрести, вот ссылка для получения скидки —

Наша специализированная компания предлагает выбрать и купить присадочный пруток для сварки алюминия по очень выгодной цене и на лучших условиях доставки. У нас представлена качественная продукция разных брендов и всегда большие складские запасы. В сочетании с адекватной ценовой политикой это дает возможность приобрести нужный расходный материал крупным строительным компаниям, малобюджетным коммунальным службам и частным мастерам в любом количестве.
Из этого материала вы узнаете:
- Почему сварка алюминия вызывает сложности
- Как правильно организовать сварку алюминия и его сплавов
- Можно ли варить алюминиевые детали вручную электродами
- Какие современные способы сварки алюминия используют на производстве
Алюминиевые детали обладают высокой теплопроводностью и низким весом. Эти свойства материала сделали его очень популярным в различных производственных областях. Тем не менее, технология сварки алюминия и его сплавов не так проста. Необходимо учесть много разных факторов и особенностей материала, чтобы выполнить сварочные работы на высоком уровне. В нашей статье мы подробнее расскажем о том, какие технологии соединения алюминия бывают и чем они отличаются между собой.
Для работы проектов iXBT.com нужны файлы cookie и сервисы аналитики.
Продолжая посещать сайты проектов вы соглашаетесь с нашей
Политикой в отношении файлов cookie
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
- Почему возникают проблемы с пайкой алюминия
- Подготовка к пайке алюминиевых деталей
- Как удалить оксидную пленку
- Используемые в работе материалы
- Флюсы для пайки алюминия
- Канифоль
- Порошковый флюс
- Жидкий флюс
- Припой для пайки алюминия и его сплавов
- Отечественные припои и их качество
- Сравнение припоев для пайки алюминия
- Порошковая проволока
- Паяльник для пайки алюминия
- Горелка
- Как паять алюминий паяльником
- Доработка паяльника для пайки алюминия
- Пайка алюминия газовой горелкой
- Выбор горелки
- Пайка китайским прутком
- Способ с щеткой насадкой по металлу
- Видео пайка алюминия аргон не нужен
- Как заработать на пайке алюминия
- Лучшее предложение на рынке
- Технология ручной электродуговой сварки алюминия
- Подготовка материалов и деталей
- Технология, инструкция, нюансы процесса
- Технология сварки алюминия электродами
- Особенности сварки алюминия и его сплавов
- Как производится пайка низкотемпературным сварочным стержнем
- Современные технологии сварки алюминия
- Особенности и преимущества товара
- Технология сварки алюминия полуавтоматом
- Какой результат?
Характеристики
Диаметр: 2,0 мм Длина: 500 мм Мягкий припой ISO 3677: ~B-Zn98Al 381-400 Примерный состав (вес %): 2,4 Al – остальное Zn Температура плавления ºС: 360 Прочность на разрыв (МПа): До 100 (Al) Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
Пруток дополнительно упакован в прозрачный зип-пакет.
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления
Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3
Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
не покупать тут
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1
Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Проверка на излом показывает хороший результат — разрыв происходит не по шву
Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.
Работать неудобно из-за вони и необходимости контролировать температуру.
Образец №3. Решил спаять трубки внешними стенками
Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок
Но есть фото результата на котором видно, что шов не пострадал.
Ну и напоследок срастим алюминиевую трубку с куском «дюральки»
Тест на разрыв так же прошел успешно
Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами: 1. Массивную деталь до 500 градусов нужно еще чем-то прогреть 2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины: 1 метр — $2.89 2 метра — $4.39 3 метра — $6.39 5 метров — $9.89
Если стоит задача паять алюминий, то все что Вам потребуется Вы узнаете из нашей статьи. Мы подготовили и пошагово описали способы пайки, необходимые материалы и оборудование.
Почему возникают проблемы с пайкой алюминия
Алюминий – легкий и гибкий материал, который имеет на своей поверхности слой оксида. Естественное покрытие не позволяет ему вступать в химические реакции с другими элементами. Физические свойства создают определенные трудности, ведь защитный оксидный слой является главной проблемой в процессе пайки.
Чтобы обойти свойства элемента и осуществить надежное скрепление деталей, используют различные приемы и вспомогательные материалы. Более того, есть возможность пайки даже к другим цветным металлам с помощью олова и паяльника. Чтобы пайка алюминия прошла быстро, качественно и без проблем, необходимо разобраться во всех тонкостях и особенностях процесса.
Подготовка к пайке алюминиевых деталей
Прежде, чем приступить к каким-либо работам, важно тщательно подготовить поверхности деталей. Только при точных и доскональных действиях можно спаять алюминий и дюральалюминий без последующих переделок.
На первом этапе необходимо аккуратно очистить деталь от загрязнений. Далее нужно удалить образованную на поверхности материала пленку оксида. Она образуется от контакта с кислородом в воздухе, тем самым не позволяя осуществить прочное соединение спаиваемых элементов.

Как удалить оксидную пленку
Выделяют два варианта:
- Химический метод предусматривает осаждение частиц цветных металлов методом электролиза. Процесс протекает благодаря электрохимическим реакциям на электродах, под действием постоянного электрического тока. Вследствие методу электролиза напыление из частиц металлов выпадает в осадок.
- Механический метод предусматривает удаление оксида при использовании синтетического масла. Главное, чтобы оно имело минимальное содержание воды. Для дополнительного обезвоживания масло нужно провести, прогрев до + 200°С. Термическая обработка позволит испарить воду. Важно! Необходимо тщательно следить за температурой, чтобы она не повышалась и жидкость не разбрызгивалась.
На место, где будет совершаться непосредственная пайка, наносят обезвоженное масло и натирают наждачной бумагой, что позволяет удалить оксидный слой с алюминия. Вместо наждачки можно провести очистку мелкой железной стружкой, острием паяльника или любым другим острым инструментом. Главная задача – содрать оксид под маслом. Сам припой окунают в каплю масла и растирают по участку скрепления. Улучшить качество процедуры позволяет использование флюса.
Полезная статья: Что такое режим сварки
Используемые в работе материалы
Пайка алюминия своими руками может быть выполнена на высоком уровне при условии правильного подбора расходников. Рассмотрим детальнее, чем паять этот цветной металл.

Флюсы для пайки алюминия
Флюс – высокоактивный компонент, который не позволяет появиться пленке оксида во время пайки. Кроме того, вещество обеспечивает дополнительное смачивание при использовании жидкого припоя. Это увеличивает прочность сцепления различных методов паек.
Масло, используемое для трансформаторов может заменить флюс, если последний отсутствует. Изначально поверхности зачищают наждачной бумагой. Такие манипуляции существенно замедлят процесс появления естественной пленки и улучшат лужение алюминия.
Важно! Поскольку флюсы – активные вещества, то их поверхность после пайки необходимо промывать раствором щелочи с водой.
Канифоль

Колофонская камедь, она же канифоль – распространенный вариант среди всех флюсов. Это не идеальный способ, поскольку она работает только в среде без кислорода, а это довольно проблематично выполнить дома.
Порошковый флюс
Прочная пайка алюминия выполняется горелкой, при использовании порошковых флюсов. Желательно не использовать кислород, чтобы не снизить эффективность соединения.
Типы флюса для горелки:
- Флюс Ф-34А – популярный присадочный вариант флюса. Основной компонентный состав: (K) калий и (Li) литий. В качестве дополнительных компонентов выступает фтористый натрий и хлористый цинк. Отличительная черта флюса – хорошая способность образовывать однородные системы, а также способность поглощать и отдавать влагу.
- Бура – еще один порошок. Рабочая температура 700°С. Легко смывается с поверхности лимонной кислотой.
- Аспирин. Неплохой вариант флюса, но имеет опасность для человека. При нагревании выделяет вредные вещества, которые могут обжечь глаза и слизистые оболочки.
- Паяльный жир. Позволяет достичь отличного сцепления деталей при пайке алюминия своими руками. Максимальная прочность достигается за счет предварительного прогрева швов. Обязательно после пайки, паяльный жир нужно смыть, в противном случае начнутся коррозийные процессы.
Каждый из описанных вариантов позволяет припаять алюминий или дюраль с высокой прочностью соединения. Но при использовании определенного типа обязательно следует изучить его особенности и преимущества.
Жидкий флюс
Удобный и эффективный вариант надежной фиксации деталей. Вещество наносят непосредственно на точки скрепления. Работая с жидким типом флюса, необходимо быть крайне аккуратным, поскольку в процессе могут выделяться потенциально опасные пары. Распространенные модели:
- Ф-64. Вещество позволяет разрушать оксид на металле. Возможна работа с большими деталями.
- Ф-61 – популярная модификация, которая широко применяется при лужении алюминия. Оптимальная рабочая температура не выше 250°С.
- Кастолин – еще один жидкий флюс. Для максимального эффекта температурный режим должен быть свыше 160°С.
Вышеперечисленные методы позволяют эффективно паять алюминий в домашних условиях.
Припой для пайки алюминия и его сплавов
Материал создается на базе цветных соединений металлов. Современные модификации имеют дополнительные примеси, что позволяет упростить работу.

- Высокоточный американский HTS-2000 – известный разрекламированный вариант припоя в форме стержней. Согласно отзывам пользователей, на практике материал не соответствует заявленному качеству, поскольку спаянные детали имеют низкую герметичность. Применять возможно только в комбинации с флюсом.
- Французская вариация Castolin – импортный тип припоя. Отлично помогает заварить небольшие отверстия и трещины.
- Офлюсованный припой типа Aluminium – рабочая температура превышает 640°С. Имеет форму прутков.
- Оловянно-цинковый состав ЦОП-40 используется для горячей пайки. Характеризуется высокой эффективностью.
Отечественные припои и их качество
Спаять алюминиевые детали в домашних условиях можно только с применением проверенного припоя. Высоким спросом пользуются отечественные модели. На практике не уступают иностранным образцам, при этом ценник существенно ниже.
- ПОС-61 – относительно устаревший, но по-прежнему востребованный тип, позволяющий работать с тонкостенным материалом.
- Марка А – цинково-оловянно-медный состав позволяет работать при 425 °С. Доступный и надежный материал.
- 34А – отличный вариант для работы в печи, горелкой или в растопленных солях алюминия.
Сравнение припоев для пайки алюминия
Опытные специалисты, которые в своей практике работали с американскими, французскими и отечественными моделями отмечают, что последний вариант имеет отличные характеристики.

Процесс лужения алюминия не уступает по качеству более дорогим типам материалов. Чтобы на выходе получить изделия высокой прочности, работы по спайке необходимо проводить в печи.
Более того, независимо от обширной рекламы американского припоя HTS-2000, он имеет огромное количество отрицательных отзывов от пользователей. Основная проблема – тягучесть консистенции, которая затрудняет разравнивание на поверхности.
Что касается Castolyn 192FBK, то он излишне текуч. Это хорошая альтернатива для пайки небольших трещин и отверстий. При этом вещество практически бесполезно для того, чтобы сварить больше детали.
Полезная статья: Осциллятор для сварки
Порошковая проволока

Еще одна разновидность материала, который представляет собой тонкую металлическую проволоку, заполненную порошком-наполнителем. Трубчатая проволока может использоваться только при сварочных работах, а не в процессе пайки.
Нужно отметить, что это контрастно разные варианты соединений. При использовании сварочной проволоки, процедура сцепления алюминиевых конструкций происходит без использования газа.
Для пайки принято использовать такие традиционные устройства:
- Паяльник
- Горелка.
Разберемся детальнее, как запаять алюминий с помощью данных приборов.
Паяльник для пайки алюминия

Наиболее простым и распространённым методом, который используется для работ своими руками считается пайка алюминия паяльником. При работе с данным девайсом важно учитывать габариты деталей, которые будут соединяться.
Это важно, поскольку количество тепла от источника рассеивается, что значительно снижает эффективность. Для качественного выполнения работ потребуются мощные паяльники на 90-100 ВТ. Окончательная интенсивность и нагрузка зависит от размера, места соединения и типа припоя.
Горелка

Чтобы паять алюминиевые листы большой толщины лучше использовать устройства, которые смешивают газообразное топливо с кислородом. Характерная черта газовых горелок – бесконтактная передача тепла от источника к материалу. Горелки обеспечивают максимальную скорость нагрева.
Как паять алюминий паяльником
Металлы из класса цветные, к которым относится алюминий, имеют высокую теплопроводность. Для хорошего нагрева элементов из меди или алюминия требуется мощный инструмент. К примеру, для пайки 1 м², мощность прибора должна составлять порядка 60 Вт.
При соединении и прогреве двух или больше деталей потребуется инструмент до 100 Вт. Что касается жала, то желательно выбирать широкие варианты. На кончике можно сделать зазубрины, с их помощью легче удалить оксидный слой и тем самым улучшить результативность от пайки алюминия припоем.
Доработка паяльника для пайки алюминия
Для пайки алюминия своими руками в домашних условиях рекомендовано использовать горелку. Это ускорит работу и повысит качество сцепления. Все же из-за технических причин приходиться работать паяльником, но желательно провести предварительную небольшую доработку прибора.
Пошаговая инструкция как доработать паяльник:
- Изначально нужно приобрести новое жало с диаметром в 8,5 миллиметров.
- От начала жала нужно отступить 8 миллиметров и просверлить отверстие сверлом на 2 миллиметра.
- На кончике пилкой по металлу делают продольные надрезы с глубиной в 10 миллиметров.
- Далее нужно взять полотно от ручной пилки отрезать кусок на 13 миллиметров.
- В полотне проделать отверстие в 3 миллиметра.
- Жало согнуть под прямым углом.
- После этого ввинчиваем усовершенствованное полотно в пропилы и зажимаем болтом.
Пайка алюминия газовой горелкой
Опытные специалисты утверждают, что пайка алюминия в домашних условиях на высоком уровне возможна только с применением горелки.
Главное условие для надежного скрепления – точная подгонка деталей. Важно, чтобы зазор между элементами был минимальный. Это позволит припою не утекать и оставаться на месте стыка. Рекомендация не касается ситуаций при ремонте трещин и сквозных отверстий.

Работая с горелкой важно равномерно нагреть деталь. Не допускать перегрева свыше 650°С, поскольку метал попросту начнет плавиться. Оптимальный температурный режим для пайки горелкой 500°С.
Выбор горелки
Чтобы паять алюминий в домашних условиях будет достаточно портативной горелки и туристического баллона с газом. Особое внимание стоит уделить типу горелки. Модели с широким соплом не подойдут для пайки, поскольку они будут разогревать большую площадь.

Соответственно предпочтение нужно отдать изделиям, которые имеют возможность локального нагрева. Проще говоря нужно, чтобы было узкое сопло.
Полезная статья — Сварочный выпрямитель
Пайка китайским прутком
По своей конструкции прутки – это тонкая цинковая трубка, которая имеет стержень с порошковым флюсом. Производитель утверждает, что такие китайские образцы позволяют быстро, легко и качественно паять цветной металл даже без зачистки.
Пользоваться китайскими прутками очень просто. Достаточно плотно прижать детали между собой и разогреть до 500°С горелкой. При этом припой должен растопиться и заполнить щели между деталями. После формирования шва нагрев прекращают, деталь постепенно остывает.
Китайскими прутиками быстро и эффективно можно спаять алюминий в домашних условиях, поскольку материал достаточно текуч и подвижен.
Способ с щеткой насадкой по металлу
Если нет китайских прутиков, для пайки алюминия и дюралюминия можно использовать метод со щеткой. Он предусматривает, нагрев скрепляемых слоев газовой горелкой с нанесением олова. Далее осуществляется повторный нагрев с параллельной зачисткой щеткой по металлу. Можно воспользоваться дрелью из соответствующей насадкой. При этом необходимо добавлять олово. Следующая фаза включает обычную пайку. После остывания, место стыков можно отшлифовать.
Видео пайка алюминия аргон не нужен

Четкого ответа на данный вопрос не существует. Результат зависит от подготовки мастера и дальнейшего предназначения детали. Конечно же, сварка дюралюминия и алюминия – надежный вариант. Но для выполнения данной процедуры нужно специальное дорогостоящее оборудование. При этом далеко не каждый может в домашних условиях припаять даже элементарные детали, поскольку для работы с подобным инструментом нужен опыт и профессиональные навыки.
К примеру, для ремонта автомобильного радиатора лучшим решением будет пайка. Это быстро, удобно и дешево. Если речь идет о массивных конструкциях, на который возложена серьезная задача, то лучше использовать сварку.
Бесспорно, пайку дюралюминия и алюминия в домашних условиях выполнить можно, но это сложный процесс. Прогрессивные материалы, которые представлены на рынке, позволяют выполнить прочное соединение с минимальными знаниями и навыками.
А вы знаете какое давление в кислородном баллоне? Подробно по ссылке.
Как заработать на пайке алюминия
Всем известно, что сварка алюминия недешевое удовольствие, поскольку для этого используется специальное оборудование. При этом существует альтернатива – пайка.
Часто в пользователей возникает вопрос – а можно ли этим заработать? Ответ неоднозначный, поскольку все зависит от навыков, профессионализма и спроса. Конечно, можно запаять алюминиевую кастрюлю, флягу, канистру или алюминиевые трубки соседу и немного заработать, а можно поставить подобные услуги на поток и открыть собственную мастерскую.
Задавайте свои вопросы в комментариях мы Вам поможем в их решении.
Лучшее предложение на рынке
Мы очень скрупулезно подбираем весь ассортимент и формируем конкурентные цены на присадочный пруток для сварки алюминия. Этот материал всегда широко представлен у нас в брендовом и номенклатурном разнообразии. Ну а тем заказчикам, которые только начинают работать с TIG сваркой и еще не определились какой бренд присадочного прутка для сварки алюминия они хотят купить, наши менеджеры помогут сориентироваться в ассортименте и сделать оптимальный выбор.
Технология ручной электродуговой сварки алюминия
- Для выполнения сварочных работ по алюминию требуется постоянный ток с обратной полярностью (меняем разъемы на инверторе местами). Важно соблюдать соотношение мощности и диаметра электрода и регулировать силу тока по следующей формуле: 30 ампер на каждый миллиметр диаметра.
- Несмотря на обычное формирование дуги, особенностью работы с алюминием будет более высокая скорость горения электродов. Соответственно потребуется большая скорость при формировании шва.
- Обязательно планируйте длину шва из расчета на плавление одного электрода. Сварочный процесс обрывать нельзя. Корка шлака, образующаяся в конце шва, не позволит зажечь дугу снова в этом месте.
- По сравнению с варкой стальных заготовок запрещается делать поперечные движения во время соединения алюминиевых деталей.
- При завершении работы сразу удалите шлак в месте соединения. Зачистите все металлической щеткой и промойте горячей водой.
Подготовка материалов и деталей
Чтобы создать сварное соединение высокого качества, необходимо в полной мере позаботиться о том, чтобы зона сварки была максимально защищена от всевозможных загрязнений:
- Для газоэлектрической сварки алюминия следует выделить чистое, сухое, не пыльное помещение.
- Скорость движения воздуха не должна превышать 0,2 м/сек.
- Обрабатываемые детали и присадочную проволоку необходимо тщательно очистить предусмотренными технологией способами.
- В качестве защитных газов можно применять лишь чистый аргон марки А по ГОСТу 10157–62 и гелий ВЧ (высокой чистоты) по МРТУ 51-04-23-64.
- Газоподводящую арматуру, шланги и сварочную горелку до начала сварочных работ тщательно промывают спиртом и в дальнейшем по ходу работы периодически повторно очищают и промывают.

Технология качественной очистки сварочной проволоки включает в себя смывание растворителем или горячей водой консервационной смазки, снятие окисной пленки химической обработкой.
Для выполнения вышеперечисленных работ необходимо организовать специальное место, отдельно от зоны сварочных работ. Технология химической обработки предполагает несколько способов очистки. Наиболее популярный метод химической очистки представляет собой следующую последовательность:
Если у вас нет возможности сразу использовать сварочную проволоку после сушки, то храните ее в специально предназначенном месте. Для этого подходит ящик или шкаф с плотно закрывающимися дверцами.
Обработанная проволока может храниться не более 12 часов в том случае, если это присадочная проволока малого диаметра (до 1,6 мм) для работы на малых токах неплавящимся электродом.
Если речь идет о более толстой проволоке (4-5 мм) для работы плавящимся электродом на токах свыше 400 ампер, то допускается более длительный срок хранения (до полутора суток). При этом качество сварного шва не пострадает. Важно лишь соблюдать правила хранения обработанной проволоки и технологию сварки алюминия. Во время работы подготовленную проволоку нельзя брать руками без перчаток, так как это может привести к попаданию жировых частиц на ее поверхность.
Саму деталь и ее кромку желательно тщательно обрабатывать перед сварочными работами. Преимущество при сварке отдается химической обработке деталей, технология которой приведена выше. Небольшие по объему изделия обрабатываются полностью, а крупные заготовки целиком обезжиривают, химической обработке подвергают только кромки и до 10 см поверхности от стыка.
При небольших сварных соединениях зачистку кромок делают шабером, непосредственно, перед сварочными работами. Также необходимо снять окисную пленку в месте токопровода. Это можно сделать с помощью шабера или стальной проволочной щетки.

Если у вас нет возможности сделать химическую обработку большой по размеру детали, то допускается зачистка кромки стальными проволочными щетками. При этом желательно до и после обработки кромки протереть ее поверхность спиртом или ацетоном.
Щетину стальной проволочной щетки изготавливают из нержавеющей стали. Лучше всего использовать щетку с щетинками размером не более 2 мм в диаметре. Она позволит более качественно обрабатывать кромку, не оставляя слишком глубоких царапин и дефектов. Во время обработки детали щетку периодически промывают в растворителе.
Обработанные детали необходимо хранить в теплом сухом месте, закрыв кромку чистым чехлом. В таком виде допускается хранить детали столько же, сколько и обработанную присадочную проволоку.
Если по технологии сварки алюминия предполагаются длительные работы (монтажные, проверочные и пр.) между зачисткой деталей и их сваркой, то в этом случае используют сварку плавящимся электродом большого диаметра. Кроме этого, необходимо обеспечить защиту кромок от загрязнения на всех промежуточных этапах.
Если сварка выполняется в несколько проходов, то на каждом этапе необходимо зачищать поверхность шва и разделки при помощи щеток и ацетона.

Алюминий не только хорошо проводит тепло, но и обладает большой теплотой плавления (96 кал/г). Это свойство заложено в основе технологии сварки алюминия, поскольку для создания качественного шва понадобится непосредственное воздействие сварочной дуги на всю область контакта жидкой и твердой фаз сварочной ванны.
Если для соединения используется неплавящийся электрод, то ванна жидкого металла получится лишь в зоне горения дуги. При этом в основном она образуется из-за плавки основного металла (обычно в ней не более 30 % присадочного материала). Отличается плавным переходом к основному металлу.
Соединяя алюминий при помощи плавящегося электрода, вы получите большее углубление основного металла за счет более концентрированной дуги. Соответственно, размер сварочной ванны будет больше, в ней будет более 50 % наплавленного металла. Периферийная часть ванны в этом случае не попадает под влияние дуги, следовательно, могут возникнуть несплавления.
Важно, чтобы форма разделки кромок давала возможность те места, где возможно появление несплавления, заново переплавлять дугой при наложении последующих валиков. Соблюдение технологии разделки кромок позволяет достичь высокого качества сварного шва. В любом случае наилучшее соединение получается при осуществлении двухсторонней сварки.
Если нет возможности воспользоваться двусторонним методом, то необходимо принять меры к предотвращению и устранению дефектов в корне шва.
Технология, инструкция, нюансы процесса
По технологии сварочных работ в аргоновой среде высокие требования предъявляются как к сварочному аппарату, так и к дополнительному оборудованию, которое обеспечивает правильное хранение и подачу расходных материалов. Все эти параметры имеют определяющее значение при формировании сварного шва.

Аргоновая сварка алюминия и его сплавов может выполняться при наличии следующего оборудования:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
Технология выполнения сварочных работ при помощи аргона на крупных промышленных предприятиях хорошо отработана. В таком случае защитный газ подается по централизованной сети. Из сварочной проволоки формируются целые бобины, устанавливаемые на полуавтоматический сварочный аппарат. Все работы выполняются на специальных верстаках, поверхность которых сделана из нержавеющей стали.
Сварной шов высокого качества получается только при тщательной очистке соединяемых деталей от различного вида загрязнений (жира, грязи, масла). Очистка выполняется с помощью растворителя. Для листовых заготовок, толщина которых более 4 мм, обязательно выполняется разделка кромок. В таком случае сварочные работы проводятся встык. Для удаления тугоплавкой окисной пленки с поверхности изделия необходимо обработать место соединения напильником или металлической щеткой. При сложной конфигурации соединения возможна обработка шлифовальной машинкой.

Технология сварки алюминия полуавтоматом в аргоновой среде имеет ряд характерных особенностей. При выполнении работ полуавтоматом или с ручной подачей присадки понадобятся электроды из вольфрама диаметром 1,5–5,5 мм. При формировании сварочной дуги электрод необходимо располагать под углом 80° к поверхности деталей.
Технология ручной подачи присадочной проволоки допускает угол 90° относительно электрода. При этом присадочная проволока двигается впереди электрода. Это очень хорошо видно на демонстрационных видео, где показывают сам процесс сварочных работ с применением аргона.
Технология соединения аргоном требует соблюдение длины дуги в пределах 3 мм. При этом не допускаются поперечные движения присадочной проволокой.
Тонкие алюминиевые листы желательно соединять на подкладке, в качестве которой может выступать стальной лист. Такая технология способствует более быстрому выводу тепла из зоны работ, в результате редко возникают прожоги или протечки расплавленного металла. Кроме этого, подкладка позволяет экономить энергию, значительно увеличивая скорость выполнения сварочных работ.
Технология сварки алюминия и его сплавов с помощью аргона имеет ряд неоспоримых преимуществ перед другими способами соединения заготовок. В первую очередь, это касается малого нагрева соединяемых деталей. Это очень ценное качество при варке заготовок сложной формы.

При использовании аргонового соединения получается очень прочный сварной шов с высокой однородностью материала в данной зоне, минимальным количеством пор, примесей и инородных вкраплений. Однородная глубина проплавления по всей длине сварного шва является очень важным показателем, выгодно отличающим технологию аргоновой сварки.
Безусловно, каждая технология имеет свои недостатки, и работа с аргоном – не исключение. Минусом этого способа является использование сложного оборудования. Только при грамотной настройке сварочного аппарата и дополнительного оборудования возможно достижение максимальной эффективности всех операций, в результате чего получается высококачественный сварной шов.
Определяющим параметром при настройке всего оборудования для выполнения работ в аргоновой или другой защитной среде является скорость и равномерность подачи присадочной проволоки. При нарушениях данного параметра присадка подается с перерывами, прерывается сварочная дуга, а расход защитного газа и электроэнергии существенно возрастает.
Технология сварки алюминия электродами
Технологию сварки алюминия электродами используют очень редко. Этот метод подойдет там, где нет возможности воспользоваться специальным оборудованием. То есть чаще его используют в полевых условиях или в маленьких мастерских, где финансово не могут себе позволить приобрести необходимое оборудование. В таком случае применение электродов может сократить и расходы, и время.

Существует несколько марок покупных электродов:
- ОК – электроды по алюминию с примесью марганца или магния. Следует беречь от влаги, поэтому не стоит вынимать все стержни из упаковки.
- ОЗАНА – здесь имеются две разновидности, которые немного отличаются в применении в зависимости от типа и сплава металла. Такие стержни применяются для горизонтальной и вертикальной сварки.
- ОЗА – полностью состоят из алюминия и по производству похожи на самодельные стержни. Используются для соединения сплава алюминия с кремнием.
- УАНА – по своему происхождению и свойствам предназначены для сварки алюминиевых сплавов, поддаются деформации.
- ЭВЧ – применяются для сварки в среде, где в качестве защиты применяется аргон. Эти электроды полностью состоят из вольфрама.
Электроды для соединения алюминиевых деталей разнятся по своей стоимости, поэтому выбирая подходящий вариант, обратите внимание на характеристики, которые для вас имеют первостепенное значение.
1. Ручная дуговая сварка алюминия покрытыми электродами (технология ММА).
Технология ручного соединения при помощи покрытых электродов используется для неответственных конструкций из чистого алюминия и его сплавов: AlSi, AlMg и AlMn. Этот метод подходит только для изделий толщиной менее 4 мм.

Недостатками данного способа соединения материала являются:
- пористость и низкая прочность шва, что подразумевает невысокое качество соединения;
- большое количество брызг расплавленного металла;
- плохая отделяемость шлаковой корки, которая может вызвать коррозию.
Для выполнения работ необходим ток обратной полярности без поперечных колебаний. Важно грамотно произвести расчет силы тока по следующей формуле: 25–30 А на 1 мм электрода.
Не забывайте, что оптимальная температура может быть указана производителем электродов. Если вы нашли такие данные, то лучше руководствоваться ими.
2. Ручная дуговая сварка угольными электродами.
Технология сварки алюминия при помощи угольных электродов используется чаще всего для неответственных конструкций. Для данного вида работ понадобится постоянный ток прямой полярности.
Для габаритных изделий, толщина которых составляет более 2,5 мм, необходимо выполнять разделку кромок. Диаметр присадки должен быть в диапазоне 2–8 мм. Пастообразный флюс допускается наносить как на стержень, так и на рабочую поверхность.
3. Ручная дуговая сварка вольфрамовым электродом в инертном газе (технология AC TIG).
Это очень популярный способ соединения материалов, используемый тогда, когда необходимо получить очень прочное соединение с прекрасным внешним видом. Технология дуговой сварки алюминия вольфрамовым электродом основана на применении стержня диаметром 1,6–5 мм и присадки 1,6–4 мм.

Для выполнения работ по данной технологии необходима защитная среда из гелия или аргона. Электрическая дуга поддерживается источником переменного тока, что дает хорошие результаты при разрушении оксидной пленки.
- Угол между электродом и рабочей поверхностью должен составлять 70–80°; между присадочной проволокой и электродом – 90°. Длина дуги – от 1,5 до 2,5 мм.
- Присадка подается короткими возвратно-поступательными движениями. Поперечные движения электрода и присадочного прутка недопустимы.
- Горелка движется вслед за прутком.
- Под алюминиевое изделие следует класть прокладку из меди и стали, которая будет выполнять теплоотводящую роль. Это исключит образование дыр, особенно при работе с тонким металлом.
- Размеры сварочной ванны должны быть минимальными.
- Подача аргона начинается за 5–7 секунд до возбуждения дуги, а выключается через 5–7 секунд после ее обрыва.
Особенности сварки алюминия и его сплавов
Иногда во время сварочных работ по алюминию или алюминиевым сплавам возникают трудности, существенно влияющие на качество сварных швов. Приведем примеры самых распространенных проблем:
- Сварочной ванной достаточно сложно управлять из-за высокой жидкотекучести материала. Отсюда возникает необходимость использования теплоотводящих подкладок.
- Алюминий легко окисляется, что вызывает появление тугоплавкой пленки на каплях расплавленного металла. В результате затрудняется соединение в единый шов. Предотвратить появление пленки помогает грамотно организованная надежная защита сварочной зоны от окружающего воздуха.
- На поверхности алюминиевых изделий всегда присутствует окисная пленка Al2O3, которая имеет температуру плавления около +2040 °C, в то время как плавление самого металла осуществляется при температуре +660 °C.
- Значительная усадка материала может стать причиной деформации сварного шва после его охлаждения и затвердевания.
- Возможно снижение механических характеристик материала из-за склонности к порообразованию и трещинам в шве.
- Из-за высокой теплопроводности алюминия для сварочных работ необходим рабочий ток большого значения.

Перечисленные трудности вполне преодолимы, поэтому популярность различных технологий сварки алюминия не снижается. Этот металл позволяет создавать очень прочные и надежные конструкции.
Как производится пайка низкотемпературным сварочным стержнем
Для работы, связанной с их расплавлением, подойдет как простая газовая горелка, так и обычный бытовой паяльник. Возможности такого способа пайки с помощью специальных стержней протестируем на нескольких алюминиевых заготовках с применением обоих источников тепловой энергии.
Начнем с процесса запаивания несколько отверстий разного диаметра в алюминиевой пластине размером 40×2 мм. До начала пайки тщательно удаляем оксидную пленку с поверхности заготовки, например, наждачной бумагой, хотя, если верить инструкции по применению, эта операция не обязательна.

Вначале пламенем газовой горелки прогреваем материал пластины в области пайки. Для этого используем обыкновенную газовую горелку. Затем расплавляем кончик стержня, запаиваем отверстия в пластине и оставляем пайку на некоторое время для охлаждения и затвердевания.



Следует осторожно обращаться с частично оплавленным стержнем: он имеет склонность самопроизвольно нагреваться и расплавляться с выделением большого количества тепла. Также при этом образуется неизвестный по составу газ с очень неприятным запахом, поэтому пайку ими необходимо проводить на открытом воздухе или в хорошо проветриваемом помещении с естественной или искусственной вентиляцией.

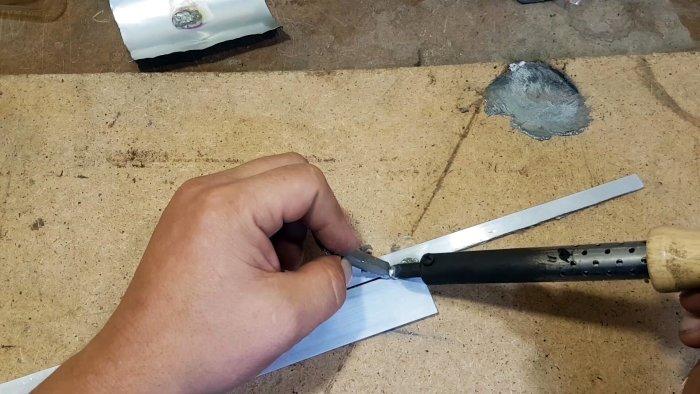
Попытаемся запаять паяльником фрагмент, вырезанный из алюминиевой банки, используя вышеуказанные стержни. Для этого в нем выполняем надрез кончиком ножа и расплавляем стержень.

Повторяем эту же операцию и в отношении разреза, выполненного болгаркой в алюминиевой пластине. При этом нагрев последовательно ведем сперва паяльником, а затем завершаем газовой горелкой.
Современные технологии сварки алюминия
1. Лазерная сварка.
Это сугубо производственная технология, отличающаяся очень специфическими характеристиками. До начала сварочных работ важно очень тщательно очистить изделие от загрязнений.

Технология сварки алюминия лазером позволяет достигать удивительной точности соединения. При этом зона термического воздействия достаточно маленькая, и шов получается очень узким. Кроме этого, существуют и другие достоинства данного метода:
- возможность создавать швы сложной формы;
- высокий уровень производительности;
- оперативность сварочного процесса и (чаще всего) его автоматизация;
- экологически безопасный режим сварки;
- сваривание может проводиться в любом пространственном положении;
- околошовная зона практически не подвергается тепловому воздействию, что позволяет сохранять все первоначальные свойства.
Следует помнить и о недостатках данного метода:
- высокая стоимость оборудования и всего процесса в целом;
- лазер плохо обрабатывает толстостенные изделия;
- предназначен для работы с узким спектром изделий.
2. Плазменная сварка.
Современная технология сварки алюминия при помощи плазмы позволяет добиться очень хороших результатов. Этим достигается высокая концентрация энергии и довольно глубокое проплавление.

Технология аналогична процессу соединения металлов в аргоновой среде. Во время сварочного процесса металл в нужном месте расплавляется под воздействием плазмы. Все это действие происходит в защитном облаке, благодаря которому в зону сварочной ванны не попадают газы, содержащиеся в атмосфере.
Технология сварки алюминия при помощи плазмы подразумевает использование специального оборудования– аппарата для плазменной сварки. Конструкция аппарата представляет собой соединение плазмотрона и источника переменного и постоянного тока с обратной величиной. Плазмотрон помогает генерировать плазменный разряд.
Существует несколько модификаций источников питания, отличающихся друг от друга величиной силы тока, напряжением холостого тока, продолжительностью нагрузки и пр. В зависимости от этих характеристик меняется потребляемая мощность источника питания.
Плазмотрон оборудован специальными подводами, по которым подается плазмообразующий и защитный газ и обеспечивается охлаждение стенок сопла жидкостью или воздухом. Технология функционирования горелки опирается на использование электрода, сделанного из меди, тугоплавкого вольфрама или гафния.

Всего выделяют четыре вида плазменной сварки алюминия:
1. Сварка при помощи плавящегося электрода.
Для выполнения данного процесса понадобится специальная газовая среда, которая будет иметь защитные свойства. Для этих целей обычно используется гелий, аргон или смесь этих газов. Технология предусматривает применение специальных электродов из вольфрама и присадки диаметром до 2,5 мм. Выполнение сварочных работ осуществляется при помощи тока обратной полярности.
2. Автоматическая дуговая сварка.
Для выполнения автоматической дуговой сварки понадобится полуоткрытая плазменная дуга по флюсу и закрытая дуга под флюсом. Согласно технологии, используется флюс с маркировкой АН-А1, если свариваются детали из технического алюминия. Флюс с маркировкой АН-A4 предназначен для соединения алюминиево-магниевых сплавов. Для работы используется плавящийся расщепленный электрод.
Слой флюса необходим для того, чтобы предотвратить возможные нарушения технологического процесса и шунтирование. Если сварка осуществляется вручную, то размеры флюса определяются исходя из показателя толщины элементов. Средними данными являются ширина 20–45 мм, толщина 7–15 мм.
3. Ручная дуговая.
Технология сварки алюминия в ручном режиме используется, когда соединяются разные металлы (алюминий, алюминиево-кремниевый сплав, цинковый или магниевый сплав). В этом случае необходима толщина деталей не менее 4 мм. Ток должен быть постоянным с обратной полярностью и высокой скоростью.
Разделка кромок нужна, если их толщина более 1 см. В случае разделки кромок сварной шов формируется встык. Технология «внахлест» не используется, поскольку в состав соединения могут проникнуть шлаки, что приведет к разрушению материала. Обязателен предварительный прогрев деталей до +400 °С.
Технология электронно-лучевого соединения подразумевает использование вакуума. Оксиды под влиянием паров металлов разрушаются. Так, благодаря вакууму окись разлагается, а водород выводится из сварного шва.
Качество соединения очень высокое, швы ровные, заготовка не деформируется, а материал в зоне стыка сохраняет свои прочностные характеристики.
Особенности и преимущества товара
Присадочный пруток для сварки алюминия – материал, используемый при работе с аргоновой сваркой. Он отличается оригинальным химическим составом, ведь Al представляет собой сложную сварную систему, а его сплавы содержат многочисленные легирующие компоненты. Соответственно очень важно использовать качественные и сертифицированные расходники.
Цена присадочный пруток для сварки алюминия очень вариативна. Это обусловлено тем, что его производят компании разного уровня. Но мы гарантировано предлагаем купить присадочный пруток для сварки алюминия, который проходит тщательный контроль качества на предприятии и:
- отличается высокой химической чистотой;
- обеспечит прочный сварной шов с аккуратным валиком;
- характеризуется точностью размера по длине и диаметру;
- позволит выполнять работы в интенсивном темпе и на высшем качественном уровне.
Технология сварки алюминия полуавтоматом
Другим названием полуавтоматического сваривания является MIG сварка. Высокая производительность данного процесса обеспечивается импульсным оборудованием, которое формирует мощный импульс высокого напряжения. Под его воздействием оксидная оболочка быстро разрушается.
Технология действия данного оборудования подразумевает забивку каждой частицы расплава металлического стержня в область сваривания. Благодаря этому формируется высококачественный сварной шов, отличающийся высокими прочностными характеристиками. Это технология точечной сварки алюминия.
MIG/MAG соединение в полуавтоматическом режиме производится на довольно дорогостоящем оборудовании, приобрести которое может не каждый. Но современные мастера, увлекающиеся сварочными работами, нашли выход из этого положения, модифицировав стандартный полуавтоматический аппарат, используемый для соединения алюминиевых заготовок и нержавейки.
Принцип действия такого аппарата аналогичен MIG соединению, хотя есть ряд технических особенностей, оказывающих существенное влияние на качество получаемого результата:
- Чистый алюминий и его сплавы не поддаются варке током высокого напряжения и прямой полярности. Используется прямо противоположный вариант.
- Для подачи алюминиевого прутка необходимо специальное оборудование. Это связано с тем, что он намного мягче аналогов из стали, соответственно, может изгибаться. Специальный податчик оборудован четырьмя роликами, маленьким рукавом и тефлоновой прокладкой.
- Цветной металл при нагреве сильно расширяется. Эта особенность может стать причиной застревания проволоки в зоне наконечника подающего механизма. Предотвратить это помогут особые наконечники с маркой Al. Их можно заменить на стандартные модели наконечников с увеличенным диаметром.
- Расход материала и качество сварного шва определяется маркой присадочной проволоки. Высокая интенсивность плавления прутка может потребовать более высокого темпа подачи. Соответственно понадобится слишком частая замена наконечника.
Какой результат?
Механическая деформация даже пальцами руки места пайки фрагмента алюминиевой банки показывает не слишком обнадеживающие результаты. В инструкции по применению стержней отмечается, что пайку указанными стержнями можно легко обрабатывать ручным напильником и даже срезать, и подравнивать простым ножом.



Вероятно, пайка специальными стержнями не годится для посуды, которую ставят на огонь, тем более, она не подойдет для пайки автомобильных и других радиаторов. Область ее применения ограничивается алюминиевыми ведрами и другими емкостями для хранения и переноски негорячих жидкостей, которые не находятся под давлением.
Заказать такие стержни, да еще и со скидкой можно по ссылке —



