

- Как паять паяльной станцией. Советы новичкам
- Основные принципы и правила
- Дополнительные рекомендации
- Начало обучения пайке
- Простой и сложный методы пайки
- Прогресс в пайке
- Нихромовый паяльник
- Керамический паяльник
- Формы жала
- Припой и его формы
- Процесс спайки
- Что понадобится для пайки?
- Паяльник
- Припой
- Флюс
- Оплетка для выпайки
- Проблемы и ошибки при пайке
- Выбор аккумуляторного шуруповерта: 6 советов и рейтинг из 5 крутых моделей
- Правила эксплуатации наконечников
- Рабочая температура
- Флюс и припой
- Процесс пайки
- Очистка наконечника
- Рекомендуемая последовательность работы
- Простые советы, как научиться паять
- Подготовка деталей и инструмента
- Подготовка паяльника
- Как правильно паять провода
- Пайка многожильных проводов
- Пайка одножильных проводов и смешанный вариант
- Как паять микросхему
- Как паять паяльной станцией
- Какими бывают паяльные станции?
- Советы новичкам
- Завершение работы
- Поэтапное описание процесса пайки с применением трубчатого припоя
Как паять паяльной станцией. Советы новичкам
Паяльная станция — это устройство, которое используется для пайки электронных компонентов. Она состоит из блока управления, нагревателя, паяльника и других инструментов, которые позволяют производить высокоточную пайку.
Паяльная станция может быть как стационарной, так и портативной. Стационарная паяльная станция обычно имеет большую мощность и может использоваться в мастерских и на производстве. Портативная паяльная станция, имеет меньшую мощность, но её можно легко переносить с места на место.
Существуют различные типы паяльных станций, включая инфракрасные, конвекционные, термовоздушные и другие. Каждый тип имеет свои преимущества и недостатки, поэтому выбор типа паяльной станции зависит от конкретных потребностей и условий работы.
Основные принципы и правила
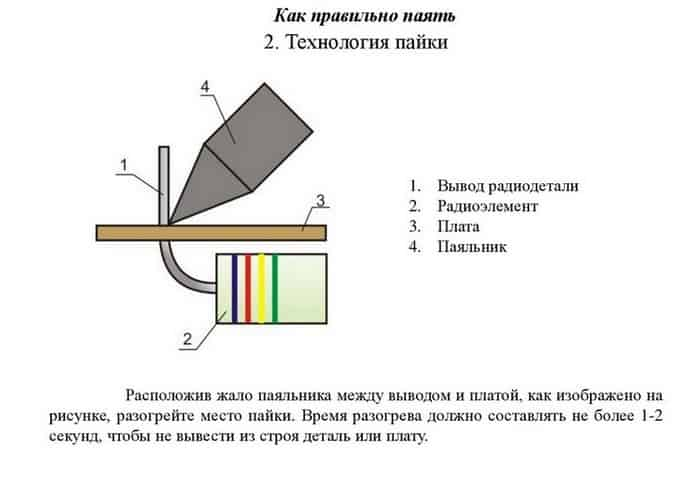
Пайка — это процесс соединения металлов, которые находятся в твердом состоянии. Технология подразумевает использование припоев. В процессе пайки они становятся жидкими и заполняют зазоры между деталями. Когда тепловое воздействие завершается, припой переходит в твердое состояние, образуя достаточно прочный шов за счет диффузии. Таким образом, для пайки нужен нагрев. Необходимо, чтобы соблюдалось правило: T1<T2<T3. Расшифровка обозначений:
- T1 — температура плавления припоя
- T2 — температура высадки
- T3 — температура прогрева
Другие условия надежного соединения:
- Очистка поверхности деталей для пайки
- Применение флюса
- Правильная температура и время воздействия
Зная эти принципы, проще разобраться, как правильно и эффективно паять паяльником.
Работать паяльником проще, чем электросварочным аппаратом. Температура ниже, технология безопаснее. По сути, пайка от сварки отличается тем, что соединяемые поверхности не расплавляются. Технология, в отличие от сварки, позволяет работать с мелкими деталями, много раз соединять-разъединять их, не нарушая размеры.
Дополнительные рекомендации
Для решения данной проблемы был проведен анализ существующих ГОСТов и стандартов IPC, что позволило сформировать требования и рекомендации для правильной эксплуатации наконечников для паяльников различных производителей.
Как правило, производимые изделия на предприятиях радиоэлектронной промышленности — это электронная аппаратура ответственного назначения класса С. Чтобы предотвратить преждевременное выгорание наконечников (JBC, Weller, PACE и др.), рекомендуется придерживаться следующих требований:
- Правильная настройка температуры по ГОСТам
- Использование качественных расходных материалов
- Поддержание чистоты рабочей поверхности и самого припоя

Начало обучения пайке
Научиться паять может любой желающий, но начинать нужно с основ. Пайка бывает разная. Существует огромная разница в методе пайки большого резистора мощностью 2 Ватта на обычную печатную плату и, к примеру, микросхемы BGA на плату сотового телефона.
Простой и сложный методы пайки
В первом случае нужен простой электрический паяльник мощностью 40 Вт, твердая канифоль и припой, во втором случае необходимы термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, иногда, станция нижнего подогрева плат.
Очевидно, разница существенная. В каждом случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа.
Прогресс в пайке
За последние 120 лет с момента изобретения первого паяльника произошло много изменений. Для новичков, которые хотят освоить домашнюю пайку проводов и радиодеталей, существует несколько доступных и недорогих вариантов паяльников.
Нихромовый паяльник
Первый вариант — нихромовый паяльник, который имеет нагревательный элемент из нихромовой проволоки и медное жало. У него есть несколько недостатков: он долго нагревается (более 3-х минут) и остывает, требует особого ухода и имеет ограниченный срок службы. Однако у него есть и преимущества, такие как доступная цена и возможность изменять форму жала.
Керамический паяльник
Второй вариант — керамический паяльник, который имеет керамический нагревательный элемент и никелированное медное жало. Он быстро нагревается и остывает (около 20 секунд), позволяет контролировать температуру, легок в уходе и имеет долгий срок службы. Единственный недостаток такого паяльника в том, что керамический элемент при сильных ударах может трескаться.
Формы жала
Жало является рабочей частью паяльника и имеет несколько форм, которые подходят для различных видов пайки:
- Жалу нихромовых паяльников можно придать любую форму с помощью напильника из меди.
- Никелированные жала не могут быть обработаны напильником, но они обычно обладают более длительным сроком службы.
Припой и его формы
Для домашней пайки часто выбирают проволоку, состоящую из сплава олова и свинца. Чем больше содержание свинца, тем ниже стоимость сплава. Припои с низкой температурой плавления, до 150-200 градусов, также пользуются популярностью.
Припой доступен в нескольких формах:
Процесс спайки
Попробуем спаять два металлических провода так, чтобы соединение проводило электрический ток и при этом было прочным.
Включите паяльник и дождитесь, пока он нагреется.
С помощью кусачек удалите 2-3 см изоляции с концов проводов.
Чтобы залудить провод, возьмите небольшое количество флюса на паяльник и обработайте его. Если вы используете жидкий или гелевый флюс, то наносить его нужно непосредственно на провод.
Возьмите немного припоя на паяльник и нанесите его на провод.
Повторите те же самые шаги с другим проводом.
Зафиксируйте оба провода, прижимая их друг к другу. Для этого можно использовать плоскогубцы или держатель.
Осторожно нагрейте место контакта между проводами при помощи паяльника до того момента, когда припой расплавится и соединит провода.
Уберите паяльник, чтобы не перегреть детали. Протрите жало о влажную губку, чтобы удалить загрязнения и излишки припоя. Через несколько секунд припой затвердеет. Правильное соединение выглядит ровным, гладким и блестящим.
При работе с паяльным оборудованием необходимо соблюдать технику безопасности.
Что понадобится для пайки?
Учимся клеить: Как пользоваться клеевым пистолетом: инструкция в 5 пунктах
Паяльник
Как основной инструмент при работе с микросхемами и мелкими металлическими деталями используют паяльник. При его выборе прежде всего обращают внимание на мощность:
Основные разновидности электрических паяльников:
В обоих можно использовать жала разной геометрии:
Выбираем инструмент для склеивания деталей: Как выбрать клеевый пистолет: 5 ключевых характеристик
Припой
В виде легкоплавкой проволоки. Его используют в качестве посредника при спаивании деталей.
Выбираем инструмент для пайки: Как выбрать паяльник: 4 критерия отбора
Флюс
Флюс участвует в подготовке поверхности проводов к пайке. С его помощью растворяют пленку окислившегося металла, жировые и прочие загрязнения. Состав флюса подбирают в зависимости от материалов, подлежащих спаиванию. Типичный пример флюса — канифоль, которая оптимально подходит для меди. Бывает твердая, жидкая и гелеобразная.
Побеждаем ржавчину: Как убрать ржавчину с металла: 5 эффективных методов
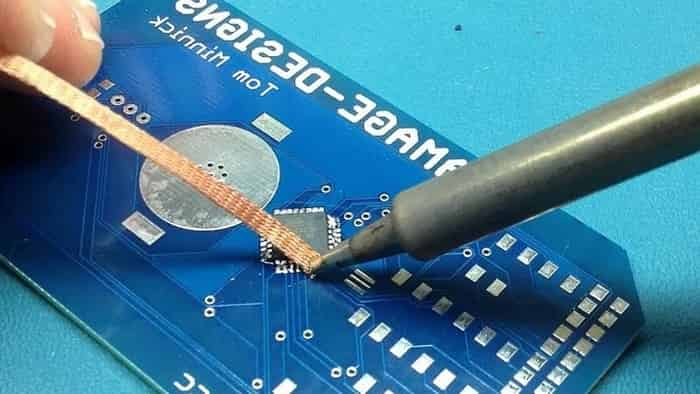
Оплетка для выпайки
Если требуется убрать лишний припой — можно воспользоваться оплеткой, которая состоит из тонких медных проводков, сплетенных в ленту и покрытых флюсом. Кончик оплетки прижимают горячим паяльником к месту пайки, и она вбирает в себя лишнее как губка. Лента особенно актуальна, когда человек, не набивший руку, паяет микросхему.
Для пайки также могут понадобиться: пинцет, кусачки, стриппер, оловоотсос, паяльный фен, струбцины для фиксации деталей, увеличительное стекло, защитные очки, губка для очистки жала, подставка для паяльника.
Интересная статья: Что такое вибрационная шлифовальная машина: обзор и отзывы — гайд в 5 разделах
Проблемы и ошибки при пайке
В заключение несколько слов о паяльных станциях. В относительно простенький набор входит паяльник, работающий от 24 В, а также подставка, губка и модуль, регулирующий температуру. Преимущество низкотемпературного инструмента в безопасности: в случае пробоя прибора на 220 В легко сжечь микросхему при пайке. Контрольно-управляющий модуль дает возможность выставлять и поддерживать температуру пайки. Дорогая станция может включать фен и другие источники теплового излучения, вакуумный пинцет, оловоотсос для сбора лишнего припоя. Могут быть также другие полезности.
Выбор аккумуляторного шуруповерта: 6 советов и рейтинг из 5 крутых моделей
Правила эксплуатации наконечников
Форму и геометрические размеры наконечника нужно подбирать в соответствии с размерами контактных площадок и выводов монтируемых элементов (рис. 1), что позволит:

Рис. 1. Подбор размера наконечника с учетом планируемой работы
Рабочая температура
Чем выше температура пайки, тем больше окисление и коррозия наконечника. Необходимо использовать теплоэффективные наконечники и очищать жало от окислов. Оксид железа не смачивается припоем. Используйте встроенные функции сна и пониженного энергопотребления, чтобы продлить срок эксплуатации наконечников.
Флюс и припой
Выбирайте качественные материалы для пайки. Применение флюсов с содержанием канифоли вредит наконечникам и здоровью (канифоль относится к материалам 3-го класса опасности). Для уменьшения риска для здоровья используйте флюсы с высокоочищенной канифолью. Международными стандартами IPC рекомендуются флюсы ROL, REAL и ORL.
| Тип флюса | Активность флюса (% содержания галогенов) | Канифольные Rosin (RO) | Синтетические Resin (RE) | Органические Organic (OR) |
|---|---|---|---|---|
| ROL | ||||
| REAL | ||||
| ORL |
При использовании трубчатого припоя может не хватить флюса для формирования галтели. Использование флюсов с высоким содержанием твердой части приведет к быстрому образованию нагара и ухудшению теплоотдачи.
Процесс пайки
Избегайте сильного давления жалом паяльника на контактную площадку в зоне пайки, чтобы не повредить контакты платы.
Очистка наконечника
При очистке наконечников не используйте механические или химические средства. Применяйте методы очистки, рекомендуемые производителем (рис. 2). Для очистки сильно окисленных жал паяльников можно использовать пасту для очистки и лужения наконечников Tip Activator.

Рис. 2. Оснастка для бережной очистки жал паяльников
Рекомендуемая последовательность работы
При работе с трубчатыми припоями пайка осуществляется с двух рук. Для того чтобы при пайке получить наилучшие результаты, рекомендуется выполнять работу в такой последовательности (рис. 3):

Рис. 3. Правильная и неправильная подача припоя:а, б) правильная подача припоя;в, г) неправильная подача припоя
Внимание! Если припой подавать непосредственно на жало паяльника, активные компоненты флюса будут преждевременно выгорать и его эффективность резко уменьшится. Не подавайте избыточное количество припоя на паяное соединение. Это может привести к увеличению количества остатков флюса и ухудшению внешнего вида изделия. Рекомендуется выбирать диаметр прутка припоя равным половине диаметра жала паяльника.
Весь процесс пайки должен занимать 0,5–2 с на одно паяное соединение в зависимости от массы, температуры и конфигурации жала, а также от паяемости поверхностей. Избыточное время или температура могут, во‑первых, истощать флюс до смачивания припоя, что приведет к увеличению количества остатков, а во‑вторых, увеличивают хрупкость паяного соединения.
Простые советы, как научиться паять
Начать, пожалуй, стоит с техники безопасности:
При работе с мелочевкой при необходимости используйте «третью руку». Это приспособление помогает удерживать детали неподвижными в момент пайки, дает возможность избежать неприятных ощущений от горячих проводов. Чтобы не обжечься, также используйте пинцет.
После пайки с активированными флюсами промойте плату, чтобы остатки кислоты не повредили контакты со временем. Для этого используют растворители, мыльные растворы, спирты в чистом виде и смешанные с бензином. Состав зависит от флюса. Промывать платы не нужно после работы с нейтральными флюсами, но с ними паять сложнее.
Если купили паяльник и не знаете, как им пользоваться, то после изучения теории желательно попрактиковаться с проводами. Возьмите пару метров тонкого одножильного провода, снимите с него изоляцию, порежьте на куски примерно по 10 см. Из них выложьте решетку и пропаяйте все стыки. Когда она остынет, помните ее хорошенько руками. Посмотрите, что стало с точками пайки. Если они целы — вы отлично справились с задачей.
Выбираем гравер: Как выбрать гравер: 3 ключевых фактора
Подготовка деталей и инструмента
Для начала уделите внимание деталям, которые собираетесь паять. Паяльником займетесь позже.
При необходимости детали подгоняют друг к другу таким образом, чтобы площадь соприкосновения была оптимальной. Также в подготовительный этап может входить создание шероховатости с помощью крупнозернистой наждачки и обезжиривание поверхностей.
Подготовка паяльника
Если паяльник новый — смело подключайте к электричеству. Начнет дымить, обгорать, металл возле нагревательного элемента потемнеет — ничего страшного. Это нормальная реакция на первый нагрев.
Старый паяльник не спешите включать в розетку. Если образовались наслоения на жале за время предыдущей работы, их нужно убрать. Способ очистки зависит от конструкции инструмента. Медное жало прибора старого образца приводят в порядок с помощью напильника. Наконечник, покрытый на заводе лужением, нельзя очищать таким способом. Технологии чистки теплого никелированного жала:
Также можно использовать жесткую сторону губки для мытья посуды, посыпанную содой, для холодной чистки.
Чистый паяльник необходимо подвергнуть лужению. Разогреваем его и наносим на жало канифоль или паяльную кислоту, а затем — припой. Канифоль — для меди, кислота — для никелированного покрытия.
Готовимся к покраске: Как настроить краскопульт: разбираемся с 3 регуляторами пневмоинструмента
Как правильно паять провода
Рассмотрим два варианта: с многожильными и одножильными проводниками тока.
Пайка многожильных проводов
Для пайки медных проводов кислотные флюсы не нужны, можно воспользоваться твердой канифолью. В любом случае удаляем изоляцию с проводов в местах пайки. Для этого желательно использовать стриппер.
Далее возможны варианты:
После пайки фиксируем термоусадку, например, с помощью паяльного фена.
В первом варианте отсутствует лужение проводов. При таком подходе увеличивается время пайки, что не критично, так как поблизости нет радиодеталей, чувствительных к перегреву.
Соединяем пластик без паяльника: Как соединить пластиковые трубы без пайки 4 способами
Пайка одножильных проводов и смешанный вариант
Теперь несколько слов о том, как правильно паять одножильные провода. В этом случае лучше выбрать вариант с залуживанием, поскольку прогреть моножилу сложнее.
Если нужно соединить моножилу с многожильным проводом, технология следующая:
Домашним умельцам на заметку: Как выбрать набор инструментов для дома: 4 базовых предмета
Как паять микросхему
В качестве примера — технология выпаивания и впаивания процессора:
Как паять 8-ножечные микросхемы и еще более мелкие детали? Принцип пайки тот же.
Сравнение двух инструментов: Чем перфоратор отличается от дрели: сравнение по 4 показателям
Как паять паяльной станцией
Для пайки с помощью паяльной станции необходимо выполнить следующие шаги:
Важно помнить, что работа с паяльной станцией требует определённых навыков и опыта, поэтому перед началом работы рекомендуется ознакомиться с инструкцией по эксплуатации и следовать рекомендациям производителя.
Какими бывают паяльные станции?
Паяльные станции могут быть разных типов в зависимости от их назначения и характеристик. Ниже на сайте https://svarkapajka.ru/ представлены наиболее распространённые типы паяльных станций:
Инфракрасные паяльные станции. Эти станции используют тепловое излучение для нагрева деталей до нужной температуры. Они обычно используются для пайки , так как инфракрасное излучение позволяет точно контролировать температуру.

Какими бывают паяльные станции?
Конвекционные паяльные станции. Такие паяльные станции берут воздух для передачи тепла от нагревателя к деталям. Они могут быть использованы для пайки различных типов компонентов, включая DIP- и SOP-корпуса.
Термовоздушные паяльные станции. Это станции, в которых используется вентилятор для подачи горячего воздуха на детали. Они применяются для пайки компонентов с большими корпусами, например, такие как .
Паяльные станции с микроконтроллерами. Они оснащены микроконтроллерами, которые могут автоматически управлять температурой и временем пайки в соответствии с заданными параметрами. Эти станции обычно используются в производственных условиях для массового производства компонентов.
Комбинированные паяльные станции. Некоторые станции сочетают в себе несколько типов нагрева, таких как инфракрасный, конвекционный и термовоздушный. Они могут использоваться для пайки различных компонентов и являются более универсальными, чем отдельные станции.
Советы новичкам
Кроме всех вышеперечисленных советов, нужно взять за основу и ещё несколько. Во-первых, это применение только качественных расходных материалов для пайки в виде с .
Во-вторых, придерживаться одной из важнейших рекомендаций по поводу эксплуатации паяльной станции с феном — не рекомендуется включать фен на всю мощность, чтобы не сдуть с платы все мелкие детали.
Завершение работы
Для обеспечения длительного срока службы жала паяльника после окончания работы его необходимо очистить от остатков припоя и нагара. Для этой цели используйте специальные губки и щетки, предусмотренные в комплекте паяльной станции.
Поэтапное описание процесса пайки с применением трубчатого припоя
На первоначальном этапе работа с трубчатыми припоями (пайка с двух рук) может вызывать сложности. Как правильно работать с трубчатыми припоями? Приведенная последовательность пайки элементов со штыревыми выводами поможет быстро освоить эту технологию.
Пайка элементов, монтируемых в отверстия:
Рис. 4. Одновременный контакт с КП монтажного отверстия и выводом элемента
Правило № 1. Необходимо обеспечить хороший тепловой контакт между жалом паяльника и паяемыми поверхностями.
Подайте небольшое количество припоя на жало паяльника так, чтобы образовался мостик припоя между КП и выводом (рис. 5).
Рис. 5. Небольшое количество припоя подается на жало паяльника так, чтобы образовался мостик припоя между КП и выводом
Перемещайте трубчатый припой по кругу вдоль КП в противоположном направлении от жала паяльника (рис. 6).
Рис. 6. Перемещение трубчатого припоя по кругу вдоль КП в противоположном направлении от жала паяльника
Правило № 2. Необходимо обеспечивать контакт между жалом паяльника и паяемыми поверхностями до тех пор, пока не произойдет формирование галтели припоя.
Как только паяное соединение сформировано, отведите пруток припоя. Одновременно отведите жало паяльника.
Для образования правильной формы галтели жало паяльника должно двигаться вверх вдоль вывода элемента (рис. 7).
Рис. 7. Движения жала паяльника вверх вдоль вывода элемента для образования правильной формы галтели
Внимание! Избегайте сильного давления жалом паяльника на КП. Не допускайте контакта жала паяльника с галтелью припоя без использования трубчатого припоя, это может привести к деградации паяного соединения.
Возможные проблемы, причины и методы решения указаны в таблице 2.
Разбрызгивание припоя Высокая скорость нагрева Подавать пруток припоя на разогретые контактные поверхности (вывод элемента и КП), не подавать трубчатый припой на жало паяльника
Матовые паяные соединения Длительный контакт жала паяльника с паяным соединением после отвода прутка припоя из зоны пайки Сократить время контакта жала паяльника с паяным соединением
Остатки после пайки в виде нагара Использование флюсов на основе неочищенной канифоли Произвести очистку жала паяльника и губки
Избыточные остатки флюса вокруг паяного соединения Большой диаметр трубчатого припоя. Избыточная подача трубчатого припоя в место пайки. Низкая температура пайки Использовать припой меньшего диаметра. Использовать паяльник большей мощности или увеличить температуру пайки
Соблюдение всех рассмотренных выше правил и требований поможет повысить качество паяных соединений и сократить количество брака от перегрева элементной базы и деформации печатных плат. Срок службы наконечников будет соответствовать заявленным срокам любого производителя, а именно 12–18 месяцев и более.



