- Что такое пайка
- Упражнения для начинающих
- Как правильно припаять провод
- Условия хорошей смачиваемости при спаивания деталей
- Качество пайки
- Виды припоя и флюсов
- Другие виды флюсов
- Подготовка паяльника к пайке: фото медного и необгораемого жала
- Медное жало
- Необгораемое жало
- Техника безопасности
- Основные пункты техники безопасности при пайке
- Прочность и сопротивление паянного соединения
- Резюме
- Что можно сделать с помощью паяльника
- Какие материалы нужны для пайки
- Дэвид Корнелиус
- Шаг за шагом
- Как правильно паять
- Техника безопасности
- Как устроен паяльник и как его выбрать
- Какие бывают ошибки
- Припои, флюсы и дополнительные аксессуары для работы
- Инструменты для пайки – чем паять?
- Припои – одна цель, но разные качества
- Флюсы – зачем нужны и разновидности
- Как подготовиться к пайке
Что такое пайка
Паяние, или пайка, — способ соединения элементов с помощью жидкого сплава разных металлов. Когда расплавленный металл остывает, соединение становится крепким и передает ток. Пайкой соединяют детали из алюминия, меди и любых черных, цветных и драгоценных металлов.
Упражнения для начинающих
В любом деле главное — практика. Есть несколько упражнений, которые помогут почувствовать, как работает паяльник, и набить руку.
Нарежьте много тоненьких проволочек диаметром около 0,4 мм и спаяйте их в сетку. На места пересечения проводов наносите равномерную каплю припоя. Когда закончите, попробуйте разорвать сетку. Если рвутся сами провода, а не места соединения, то пайка отличная. Если нет — тренируйтесь дальше.
После сетки можете попробовать распаивать и запаивать назад разные платы от радиотехники. Главное, чтобы там были детали разной формы, размера и с разным количеством ножек. Так вы точно научитесь паять что угодно.
Качество паяния оценивают по целостности и яркому блеску верхнего слоя, прочности на разрыв, а также отсутствию излишков припоя в местах соединения деталей.
Как правильно припаять провод
Эта статья написана для тех, кто решил заняться пайкой впервые, или имеет небольшой опыт в этой области. На эту тему написано много книг, но, чтобы спаять один или несколько контактов, все аспекты пайки изучать не нужно. Мы рассмотрим наиболее частые поломки бытовой техники и электро или электронных устройств. Например — восстановление обрыва в проводе блока питания или наушников. Объясним основные принципы пайки, чтобы вы могли обеспечить качественное и надежное соединение. В ваших интересах набраться терпения и потратить 8-12 минут своего времени, чтобы в будущем избежать повторного ремонта и сэкономить время и деньги.
Условия хорошей смачиваемости при спаивания деталей
Качество пайки
На качество пайки, в основном, влияет чистота деталей. Соединяемые детали не должны иметь какие-либо загрязнения (жир, масла, окислы и т.п.), которые можно убрать с помощью очистителей типа спирта, бензина или других подходящих для конкретного типа загрязнения.
Место спайки должно иметь чистый металлический блеск. Удаления загрязнений (в основном оксидов) можно достичь механическим (абразивные материалы, наждачная бумага, лезвие), и химическим способом (с помощью флюса).
Флюс дает дополнительно уменьшение поверхностного натяжения. Удалять загрязнения надо аккуратно, например при пайке светодиодной ленты, слой медной подложки достаточно тонкий и слишком усердная механическая зачистка сточит этот слой в ноль.
Можно, конечно, использовать кислотный флюс, он хорошо удаляет оксидную плёнку металла, которой покрываются все металлы на воздухе. Оксиды образуются разной прочности и за разное время в зависимости от вида металла, влажности и температуры. При этом остатки этих активных флюсов (кислотных), как правило, очень коррозийны и требуют тщательного удаления после пайки, иначе место спайки со временем разрушится.
Виды припоя и флюсов
Мы не будем здесь рассматривать весь спектр флюсов и припоев, а только те, что нужны для соединения обычных медных проводов. При пайке проводов и радиодеталей, в основном, применяются оловянно-свинцовые припои и их принято обозначать в процентном соотношение олова к свинцу (пример ПОС60 — значит 60% олово, остальное свинец).
Годятся припои от ПОС40 до ПОС90 — отличаются они температурой плавления и механическими характеристиками (прочностью, пластичностью). Температура плавления ПОС-40 — 238 °C, ПОС-61 — 183 °C, ПОС-90 — 220 °C. Чаще всего используется припой марки ПОС60-63.
Самый известный из флюсов — канифоль — из-за своей низкой цены, безопасности (химически нейтральный, не проводящий ток), не требует удаления после пайки, не коррозийный. Хотя его обычно удаляют, чтобы визуально убедиться в качестве пайки. Канифоль растворяет окислы меди и олова, применяется в твердом и жидком состояние (растворённая в спирте — флюс СКФ).
Другие виды флюсов
Не всегда провода делают из чистой меди, в целях экономии добавляют другие металлы и вещества подешевле.
В результате обычная канифоль не обеспечивает хорошей смачиваемости припоем спаиваемых деталей. В этом случае можно применить флюс ЛТИ — он поможет легко спаять оцинкованные контакты, свинец, очищенное железо, нержавеющую сталь, гребенки контактов к платам ARDUINO и т.д., так как в состав входит спирт, канифоль, МАЛАЯ доза кислоты, триэтаноламин.
Паяльная кислота, ортофосфорная или аналогичные — крайний вариант из-за возможности повредить радио-электронные компоненты. К примеру, если запаять радиодетали кислотой и забыть удалить остатки флюса после пайки или убрать их не полностью — получится мина замедленного действия. Через некоторое время контакты полностью разрушатся и устройство выйдет из строя без возможности восстановления.
Подготовка паяльника к пайке: фото медного и необгораемого жала
При подготовке паяльника нужно убедиться, что жало чистое, не имеет окалины, нагара или других видов загрязнений рабочей части. Рабочая часть — кончик жала — должен быть покрыт слоем припоя (залужен).
Медное жало
В зависимости от типа жала, подготавливается оно по-разному. Медное жало можно зачистить любым удобным способом (лезвием, наждачкой, напильником), так как медь является достаточно мягким металлом и легко приобретает нужную форму. Медное жало обладает максимальной теплопроводностью и быстро нагревает участок пайки, хорошо смачивается припоем.
Необгораемое жало
Необгораемое жало состоит из медного сердечника и внешней оболочки, чаще всего из никеля. Оно практически вечное, обладает антикоррозийными свойствами и устойчиво к обгоранию. Однако, требуется бережное отношение, так как внешний слой относительно тонкий. Не следует перегревать жало, чтобы избежать образования оксидной пленки.
Если на медном жале образуется окалина, которую трудно зачистить, можно применить активное лужение — погрузить горячее жало в кусочек припоя, находящийся в баночке с канифолью. Таким образом, оксидная пленка разрушится, и жало покроется новым припоем.
В случае использования необгораемого жала, припой вводится в точку пайки в виде проволоки и плавится на месте. Оксидная пленка на металле является изолятором тепла и делает плавление припоя более сложным.
Можно увеличить нагрев жала (паяльники с терморегуляторами), но тут получится замкнутый круг. Мы увеличиваем температуру, чтобы нагреть место пайки и при этом увеличиваем скорость окисления жала, что ухудшает ещё больше теплопередачу.
В качестве механической очистки несгораемого жала применяют специальные чистящие губки для паяльных жал. Можно просто хлопчатобумажную влажную ткань. Зачищать чем-то твердым (абразивным, шлифовальная шкурка или напильник) — лучше не надо, потом, как правило, жало можно выкидывать (необгораемый слой тонкий и его можно сточить полностью).
Само никелевое покрытие не очень хорошо смачивается припоем (плохая адгезия), поэтому у хороших производителей кончик жала (часть жала, участвующую не посредственно в контакте с припоем) имеет более дорогой вид покрытия, у которого хорошая адгезия к припою.
Это будет видно по разному цвету покрытия. Если вы видите, что ваш паяльник перегревается, вы можете включить его через регулятор мощности (диммер), можно купить у нас за 150 руб., ну или включить паяльник через диод типа 1N5408. Регуляторы мощности отдельная большая тема (в интернете хорошо освещена).
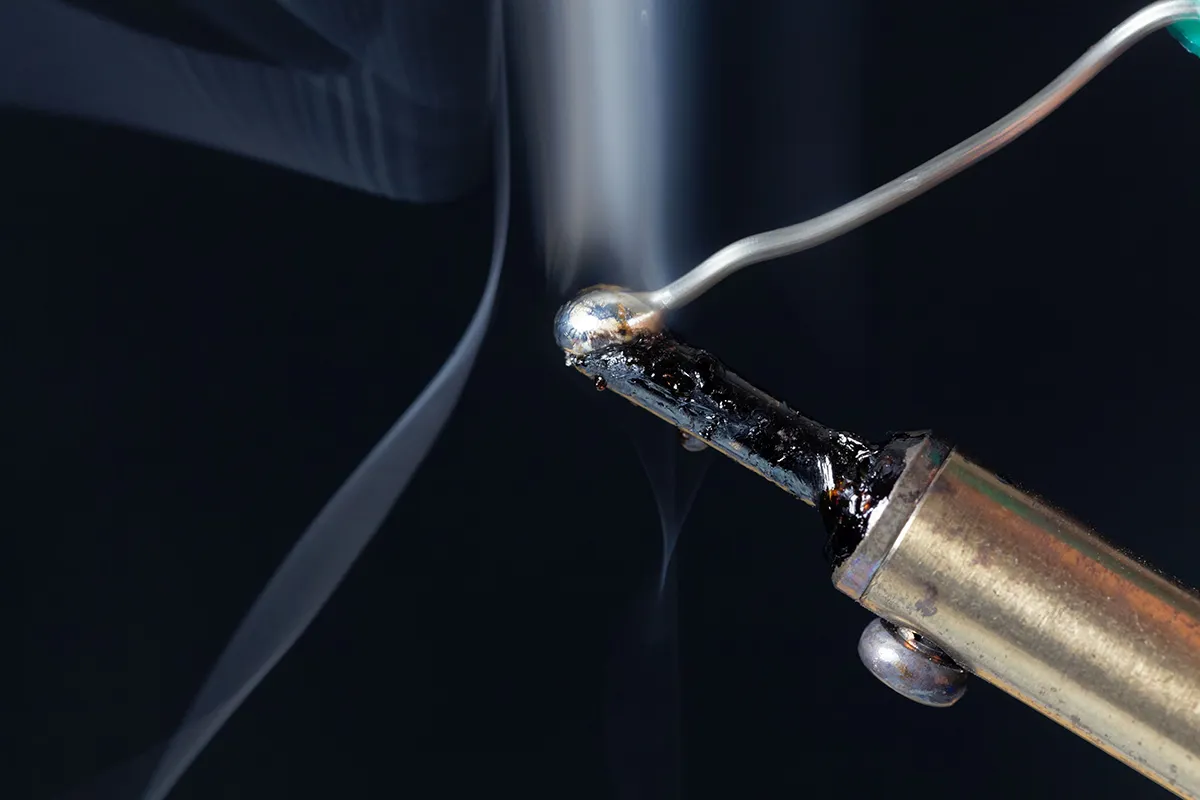
Наконец сама пайка, фото образца пайки провода
Техника безопасности
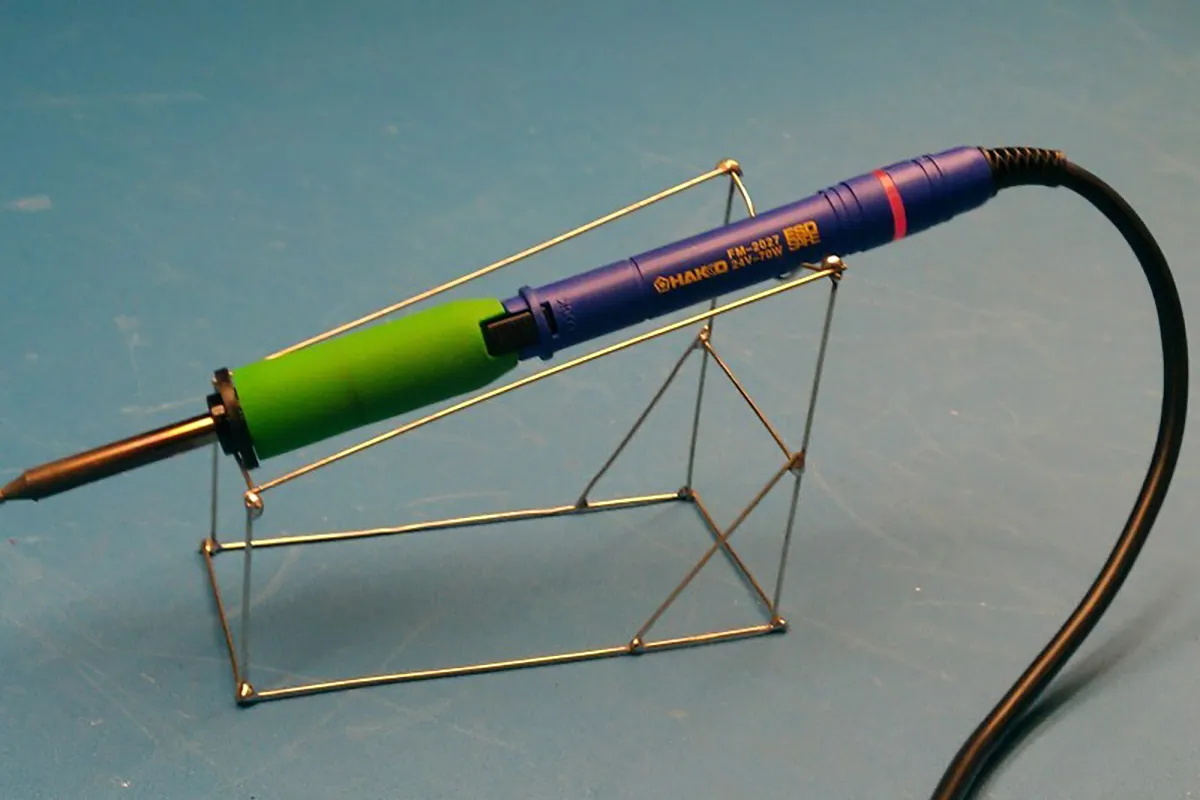
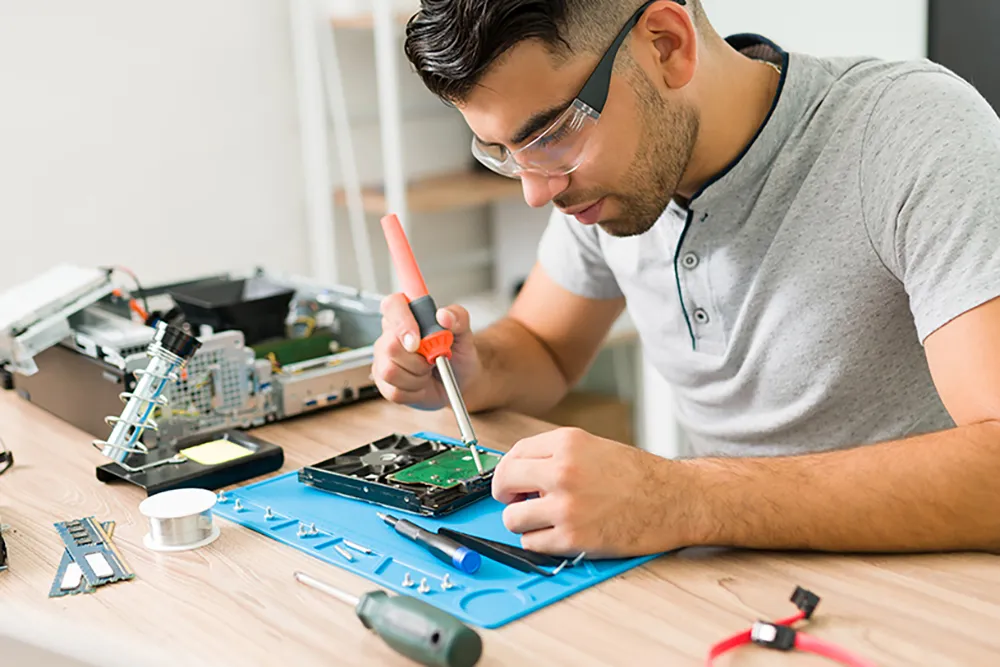
Чтобы не возникло пожара, нужно убрать все легковоспламеняющиеся предметы и жидкости с рабочего места. Для паяльника следует предусмотреть подставку, которая не будет загораться или плавится при контакте с горячим жалом. Никаких животных и детей в зоне возможного контакта с горячим паяльником. Хорошее освещение вам не помешает.
Основные пункты техники безопасности при пайке
- Убрать легковоспламеняющиеся предметы
- Использовать подставку для паяльника
- Избегать контакта животных и детей с горячим паяльником
- Обеспечить хорошее освещение
После того, как мы приготовили припой и нанесли флюс на место пайки, нужно нагреть это место паяльником. Включаем паяльник, время нагрева до рабочей температуры обычного паяльника типа ЭПСН 25-60 вт, составляет примерно 3-5 минут. Если вы выполнили все предыдущие пункты, вам нужно прислонить жало паяльника и нагреть точку пайки, припой должен расплавится и затечь между спаиваемыми деталями.
Если у вас паяльник с медным жалом, вы можете предварительно захватить им нужный вам объём припоя. Учтите если вы пытаетесь расплавить достаточно большой кусок припоя (больше 5 грамм), понадобится время, чтобы весь кусочек нагрелся и расплавился. Если жало необгораемое, лучше попробовать метод внесением проволоки припоя в точку пайки, хотя и этот тип жала может нести небольшую часть припоя на себе.
Старайтесь использовать именно ту форму жала, которая лучше подходит для размеров ваших деталей, чтобы не задеть соседние элементы или, наоборот, слишком долго не греть массивные элементы. Не смотря на то, что припой ПОС60 плавиться при 183 г°C, обычный паяльник разогревается от 250 до 450 °C, ему ведь нужно нагреть ещё и спаиваемые детали. Будьте осторожны.
Прочность и сопротивление паянного соединения
Типовые дефекты пайки, Фото одного из дефектов
Резюме
Не допускайте популярных ошибок новичков в паянии, следите за чистотой инструмента и соблюдайте правила безопасности. А чтобы с каждым разом паять все лучше и лучше, выполняйте упражнения, о которых мы рассказали.
А вы будете учиться паять?
Все статьи под рукой
Что можно сделать с помощью паяльника
Чтобы плавить металл, соединять или разъединять детали, используют паяльник. Он нужен для:
Какие материалы нужны для пайки
Паяние похоже на склейку деталей, только вместо клея здесь припой — чаще всего проволока из сплава олова и свинца, которая плавится при низкой для металла температуре (200–400 °С). Вместе с припоем используют флюс — раствор или вещество, которое растворяет оксидный слой на паяльных поверхностях. Флюс очищает место пайки от появившихся там пленок и жиров, чтобы припой лучше растекался и прилипал к деталям и поверхностям.
По составу все флюсы делятся на активные и нейтральные. Активные содержат кислоты и растворяют сам металл, а не только окислы, поэтому его обязательно нужно смывать после паяния спиртом или специальным растворителем. Нейтральный флюс не содержит кислот, поэтому менее эффективный для тяжелых случаев загрязнения и его применяют на новых деталях или там, где нет серьезных окислов.

Классический пример флюса — это канифоль. Но после канифоли место пайки нужно тщательно отмывать специальным очистителем или спиртом: вреда он не принесет, но эстетичный вид соединения немного испортит. Периодически перед работой жало нужно чистить влажной губкой или ножом. Это не всегда просто, поэтому многие переходят на гель-флюсы: они не пригорают, и их легко отмыть.
Гель-флюсы — это глицерин с частичками канифоли или других искусственных материалов. Если канифоль наносят на рабочую поверхность с жала паяльника, то флюс наносят кистью: так удобнее контролировать дозировку и проникать в труднодоступные места.

Еще одна разновидность флюса — паяльная (ортофосфорная) кислота. Она сильнодействующая и предназначена для тяжелых загрязнений и коррозии, поэтому ее редко используют в домашних условиях. Маленькой капли достаточно для соединения пайкой массивных деталей. Будьте аккуратны во время работы с кислотой: при попадании на руки ничего не будет, но для глаз она опасна.

Дэвид Корнелиус
Для тех, кто только учится паять с нуля, я рекомендовал бы выбрать припой с канифолью в составе, а в качестве флюса — чистую канифоль. Она недорогая и удобная, а когда наберетесь опыта, то сможете перейти на гелевый флюс и паяльную кислоту. Со временем у каждого радиолюбителя появляются свои любимые материалы и стиль пайки. Например, мне нравится работать припоем 60/40 1 мм с флюсом в составе (60/40 — пропорции олова к свинцу, а 1 мм — диаметр проволоки). И еще я до сих пор работаю с канифолью, хоть паяю много лет.
Вне зависимости от того, какой припой или флюс вы выбрали, процесс пайки не меняется. Но детали, которые вы будете паять, по-разному реагируют на припой: некоторые моментально впитывают его, а к другим он с трудом прилипает. Есть материалы, для которых не подойдет обычный припой. Например, для алюминия нужен припой с цинком и другими металлами, для ювелирных изделий — припой с добавками из золота или платины. Обычный припой из олова и свинца подходит для меди и черных металлов: железа, стали или чугуна.
Шаг за шагом
В качестве примера возьмем оборванный провод, который нужно снова сделать целым:

Как правильно паять
Дэвид Корнелиус канал о радиоэлектронике David Ear
Если выйдет из строя электроника, бытовая техника или вдруг перестанет работать электроудлинитель, для ремонта понадобится паяльник. Расскажем, как правильно и безопасно им пользоваться и что нужно для пайки.

Техника безопасности
Прежде чем включать паяльник, ознакомьтесь с основными правилами безопасности.
Как устроен паяльник и как его выбрать
Электрический паяльник состоит из деревянной или пластмассовой рукоятки, провода питания, корпуса и наконечника. Главная деталь в нем — наконечник, который чаще называют жалом. Жало бывает из меди или другого металла с никелевым покрытием. Новичкам лучше выбирать паяльник с медным жалом, так как у меди самый большой коэффициент передачи тепла и к медному наконечнику будет лучше прилипать припой.

У самых простых паяльников внутри корпуса находится спираль из нихромовой проволоки — элемент, который разогревает жало до 250 °С и выше. Есть и более продвинутые модели — керамические и импульсные паяльники, но для бытовых нужд достаточно инструмента со спиралью внутри.

Одна из главных характеристик паяльника — его мощность. Новичкам лучше выбирать модели в диапазоне 25–40 Вт: паяльник мощнее будет слишком громоздким и может постоянно перегревать радиодетали, что приведет к их поломке. Удобно работать паяльником, у которого есть возможность регулировать длину жала, вытягивая его из корпуса.
Для разных видов работ используют паяльники разной мощности:
Какие бывают ошибки
Начинающие радиолюбители допускают одни и те же ошибки:
Припои, флюсы и дополнительные аксессуары для работы
Пайка это соединение проводов и металлических предметов с помощью текучего легкоплавкого металла, который прилипает к обеим соединяемым деталям, обеспечивая их соединение. Как выполнять пайку, какие бывают припои и зачем нужны флюсы – читайте в статье ниже!
Инструменты для пайки – чем паять?
Самый распространённый инструмент для пайки – паяльник. Он может быть электрическим (чаще всего), либо газовым. Электрические паяльники бывают разной мощности: для пайки мелких деталей и тонких проводов подойдёт паяльник мощностью 10-25 Вт, для чего-то более массивного – мощностью 40 Вт и выше. Современные паяльники имеют керамические сменные жала, классические «советские» — медные. Керамические жала не требуют обслуживания, а медные нужно периодически зачищать и облуживать.
Для пайки массивных деталей или, например, медных труб, понадобится газовая горелка – она способна разогреть даже массивную деталь до температуры, нужной, чтобы припой растёкся и «прилип» к поверхности детали. Нужно помнить, что для пайки труб, которые используются для водопровода, можно использовать только бессвинцовые припои. Кстати, о припоях – давайте рассмотрим, какие существуют сплавы для пайки и чем они отличаются.
Припои – одна цель, но разные качества
Самый распространённый припой для пайки проводов и других целей – марки ПОС-61. Он содержит 61% олова (отсюда название) и 39 процентов свинца, его температура плавления равна 183 градуса, но пайку рекомендуют проводить при 240 градусах, для оптимальных условий смачивания и образования паяного шва. Более редкие виды припоев:
Для бытовых целей будет достаточно иметь припой ПОС-61 (ПОС-60) – его будет достаточно для 99% случаев.
Флюсы – зачем нужны и разновидности
Флюс это специальный материал, который смачивает поверхность пайки и удаляет с неё окислы. Без флюса пайка будет затруднительной, так что примите как данность – флюс нужно применять всегда. Самый частый флюс для пайки меди и медных сплавов — сосновая канифоль, как в твёрдом виде, так и в виде спиртового раствора, либо пасты (паяльный жир). Для пайки стальных оцинкованных деталей понадобится паяльная кислота – но применять её для электроники нельзя – кислота будет разъедать место пайки и портить электронные компоненты. Кроме канифоли и кислоты встречаются более специфические флюсы – например флюс Ф-61А для алюминия и другие, но они применяются редко.
Спасибо, что дочитали – в следующих статьях мы рассмотрим, как правильно производить пайку, так что оставайтесь с нами!
Возврат к списку
Как подготовиться к пайке
Перед тем как приступить к пайке, нужно залудить жало. Лужение — это процесс, при котором поверхность жала покрывают тонким слоем припоя, чтобы оно не окислялось, лучше удерживало припой и в целом паять было приятнее.
Лудить паяльник нужно, даже если он новый. Если паяльником уже работали, его нужно сначала очистить. Можно использовать для этого металлическую губку, если жало никелированное, или напильник, если жало медное. Но не наоборот.
Когда очистите жало до чистого однородного блеска, сразу, пока оно не окислилось, окуните его в канифоль. Не вынимая жало из канифоли, включите паяльник в сеть и подождите, пока канифоль начнет плавиться. Когда появится легкий дым, достаньте припой и начните водить им по жалу, чтобы расплавить. Капните крупную каплю припоя в канифоль и сразу же опустите туда жало, стараясь как бы втереть его в припой. Когда рабочая часть жала начнет блестеть серебряным цветом — можно приступать к паянию.